Пристрій для волочіння дроту
Номер патенту: 68160
Опубліковано: 15.07.2004
Автори: Дугадко Олександр Борисович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Білошенко Віктор Олександрович
Формула / Реферат
Пристрій для волочіння дроту, що містить корпус із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, розміщені у порожнині деформуючий компакт-блок, що включає ущільнювальну і робочу волоки та їх волокотримачі, об'єднані направляючими підпружиненими в осьовому напрямку елементами, опорний і замковий вузли, який відрізняється тим, що опорний вузол виконаний опорно-привідним, при цьому він оснащений порожнистим привідним валом із приводом його обертання та ущільненням високого тиску, розміщеним в опорному вузлі і зафіксованим у ньому з можливістю обертання навколо осі волочіння і своєю торцевою конічною поверхнею (головкою) сполученим із поверхнею волокотримача робочої волоки, виконаної також конічною зі зворотною конусністю рівної величини, причому волокотримач робочої волоки виконаний з можливістю обертання щодо осі волочіння і нерухомого волокотримача ущільнювальної волоки, для чого корпусний направляючий елемент компакт-блока, що охоплює корпусну частину, оснащений кільцевою розточкою.
Текст
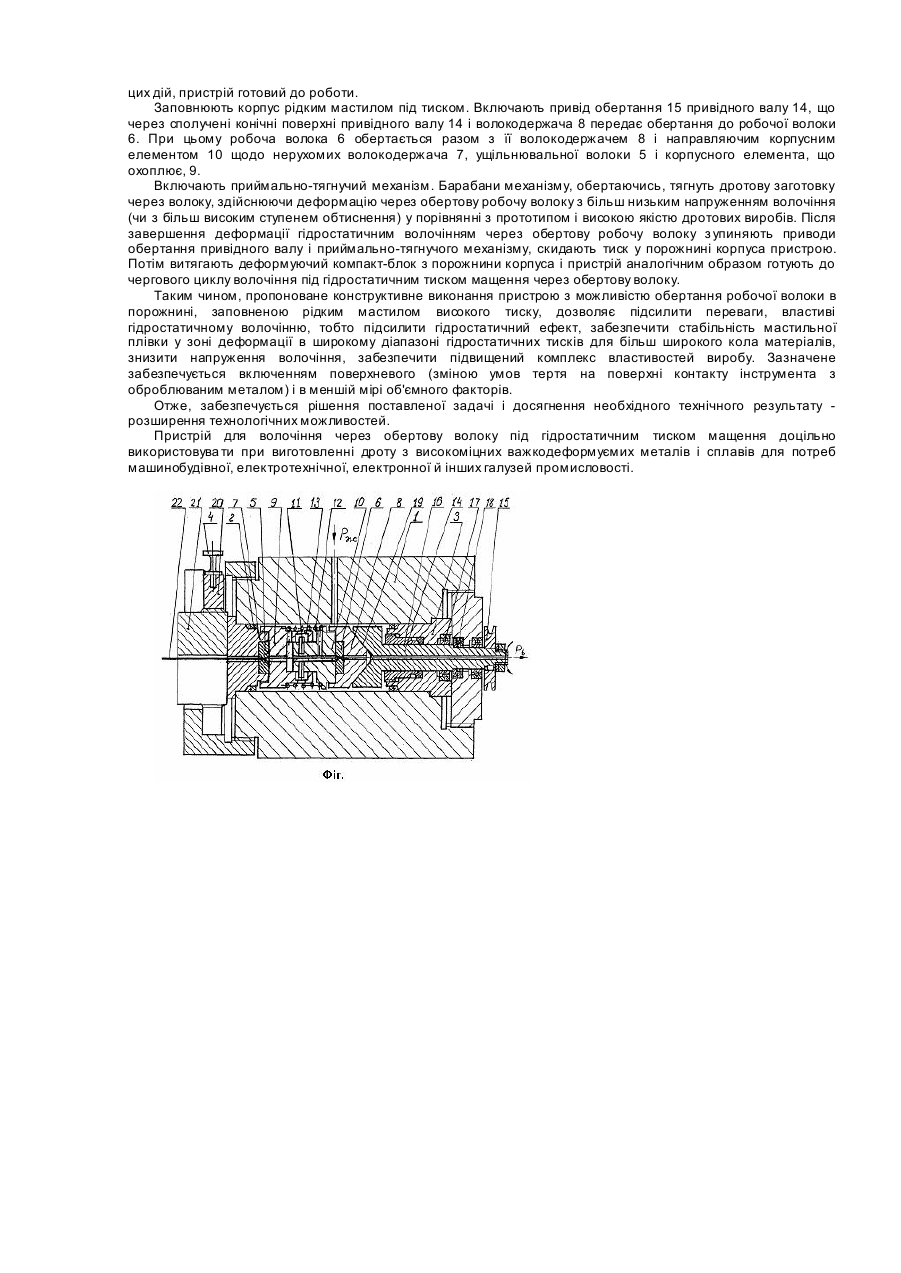
Винахід відноситься до області обробки металів тиском, зокрема, до пристроїв для волочіння дроту в інструменті з рухливими контактними поверхнями, що визначає істотне розширення їхніх технологічних можливостей. Найбільше простою і вивченою схемою цього процесу є волочіння через обертову волоку. У конструкції машини (Дротяно-волочильне устаткування. Каталог 18-1-78, НДІінформтяжмаш, 1978, 40 с.) остання чистова волока обладнана обертовим волокодержачем, від якого вона одержує обертання навколо осі дроту. Це рішення дозволяє виключити однобічний знос волоки, а дріт охороняє від овальності. Відомий пристрій для волочіння з гідродинамічним уведенням мащення (А.с. СРСР 697220, кл. В21С 1/02, надрук. 18.11.1979) включає послідовно встановлені в корпусі з можливістю обертання навколо осі волочіння напірну втулку і волоку, постачених приводами обертання. Напірна втулка вигнута по гвинтовій лінії. При цьому досягається обертання волоки й одночасно крутіння оброблюваної заготовки, зниження зусилля волочіння, обумовлене сприятливим рухливим шаром циркуляційного мащення (тобто посиленням гідродинамічного ефекту), іррадіацією рідинного екрану по локально-рухливій зоні деформації, зниженням тиску металу у зоні деформації (тиску на волоку), зниженням питомої роботи пластичної деформації при навантаженні розтяганням і крутінням, створенням комбінованого напруженого стану у зоні деформації. Пристрій (А.с. СРСР 848111, кл. В21С 3/2, надрук. 23.07.1981) реалізує волочіння металу в нагрітому стані через обертову волоку, при цьому обойма волоки обладнана електронагрівачем, а обертання волоки забезпечується електромагнітним приводом. Пристрій (А.с. СРСР 1235589, кл. В21С 3/14, надрук. 07.06.1986) постачено засобом обертання волокодержача, контейнером для порошкоподібного мащення і розміщеним у ньому шнеком для інтенсифікації подачі мащення. Технічне рішення (А.с. СРСР 644575, кл. В21С 1/00, надрук. 30.01.1979) для оздоблювального волочіння дроту з тугоплавких матеріалів включає волочіння через послідовно розташовані нерухому і рухливу (обертову) волоки, при цьому волочіння через обертову волоку здійснюють з обтисненням 1-2% і швидкістю обертання 50-100 об/с. Однак поряд з перевагами відомі конструкції мають обмеження, пов'язані з недосконалістю рішень подачі мащення в зону деформації. Застосування гідродинамічного уведення мащення, використання гідродинамічного ефекту є важким при калібруванні дроту тонкого діапазону діаметрів, при неможливості залучення підстилкових покрить, малих швидкостях волочіння, у пусковий період роботи. Використання обертання волоки, заготовки і волоки розширює технологічні можливості процесу волочіння, але не знімає повною мірою існуючі обмеження. Аналіз існуючого рівня техніки свідчить про актуальність задачі удосконалення пристроїв для волочіння дроту за рахунок створення конструкцій машин, що передбачають раціональні методи подачі змащення в зону деформації інструмента з рухливими контактними поверхнями (обертової волоки), реалізації ефективних комбінованих схем волочіння через обертову волоку. Як прототип обрано пристрій для гідростатичного волочіння тонкого дроту (А.с. СРСР 1592072, кл. В21С 1/04, надрук. 15.09.1990), що містить корпус (блок високого тиску) із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, і розміщені в порожнині по осі деформуючий компакт-блок, що включає в себе волокодержачі, ущільнювальну і робочу волоки, об'єднані направляючими елементами, опорний і замковий вузли. До переваг прототипу варто віднести можливість гідростатичного уведення мащення, що, у порівнянні з традиційним і гідродинамічним уведенням мащення, забезпечує зниження напружень волочіння (~30%), підвищення обтиснень за прохід, стабільність раціональної мастильної плівки в широкому діапазоні швидкостей, зниження температури дроту на виході, зменшення обривності, підвищення стійкості волок, якості поверхні дроту і його властивостей, знімає технологічні обмеження, властиві гідродинамічному уведенню мащення. Недолік прототипу в тім, що він не містить конструктивних рішень по реалізації комбінованої схеми гідростатичного волочіння через обертову в рідині високого тиску волоку, що дозволили б досягти більш високого рівня ефективності обробки. Загальними ознаками прототипу і рішення, що заявляється, є: корпус із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, розміщені в порожнині по осі деформуючий компактблок, що включає в себе волокодержачі, ущільнювальну і робочу волоку, об'єднані направляючими підпружиненими в осьовому напрямку елементами, опорний і замковий вузли. Суть винаходу. В основу винаходу поставлена задача удосконалення пристрою для волочіння дроту, у якому за рахунок конструктивних особливостей виконання окремих вузлів і деталей розширюються його технологічні можливості, реалізується комбінована схема – гідростатичне волочіння через обертову волоку, що забезпечує більш високу ефективність обробки за рахунок інтенсифікації гідростатичної деформації, обумовленої зміною умов тертя на поверхні контакту інструмента з оброблюваним металом, переведення їх з нерухомого стану в р ухливий. Поставлена задача вирішується тим, що в пристрої для волочіння, що містить корпус із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, розміщені в порожнині деформуючий компакт-блок, що включає ущільнювальну і робочу волоки та їх волокодержачі, об'єднані направляючими підпружиненими в осьовому напрямку елементами, опорний і замковий вузли, відповідно до винаходу, опорний вузол виконаний опорно-привідним, при цьому він постачений порожнистим привідним валом із приводом його обертання й ущільненням високого тиску, розміщеним у опорному вузлі і зафіксованим у ньому з можливістю обертання навколо осі волочіння, своєю торцевою конічною поверхнею (голівкою), сполученим з поверхнею волокодержача робочої волоки, виконаної також конічною зі зворотньою конусністю рівної величини, причому волокодержач робочої волоки виконаний з можливістю обертання щодо осі волочіння і нерухомого волокодержача ущільнювальної волоки, для чого корпусний направляючий елемент компактблоку, що о хоплює, постачений кільцевим розточенням. Причинно-наслідковий зв'язок між відмітними ознаками і технічним результатом, що досягається, полягає в наступному. Конструктивні обрані рішення забезпечують досягнення поставленої мети. Конструктивні особливості виконання опорно-приводного вузла, дооснащення опорного вузла порожнистим привідним валом, сполученим своєю конічною поверхнею з поверхнею волокодержача робочої волоки і передаваючим їй обертання, дозволяють реалізувати комбіновану схему обробки -гідростатичне волочіння через обертову волоку, підсилюючи тим самим ефективність гідростатичного уведення мащення. Створюються сприятливі умови глибокого проникнення рідинного екрану по рухливій зоні деформації, дозволяючи більш широко регулювати товщину стабільної мастильної плівки в широкому діапазоні тисків, діаметрів і швидкостей, без попередньої підготовки поверхні заготовки, а також силові параметри процесу волочіння, забезпечуючи підвищену якість геометрії виробу і його фізико-механічних властивостей при обробці дроту з більш широкого кола матеріалів, тобто розширюються технологічні можливості пристрою. Передача обертання від привідного вала до робочої волоки за допомогою конічних, що підтискуються друг до друга тиском робочого мастильного середовища, сполучених поверхонь, виконання компакт-блоку з можливістю вільного обертання навколо осі волочіння однієї частини з робочої волокою щодо нерухомої іншої частини з ущільнювальною волокою дозволяють полегшити операції підготовки пристрою до роботи, заправлення заготовки в інструмент, інструмента в деформуючий блок, фіксації компакт-блоку і заготовки по осі обробки, з'єднання компакт-блоку з приводним валом, знизити обривність і підвищити вихід придатного. Наявність ущільнення шліфового типу для приводного вала, радіальних і упорних опор-підшипників, виконання сполучених поверхонь, що передають обертання робочій волоці, конічними з рівною конусністю, забезпечують надійність у роботі, надійну герметизацію робочої камери високого тиску, що виключає витік робочого мастильного середовища, сприяють рішенню поставленої задачі. Пропоновані конструктивні особливості не приводять до істотного ускладнення конструкції в цілому і збільшенню її габаритів (металоємності). Пропоноване рішення поряд із усіма перевагами, властивими відомому пристрою для гідростатичного волочіння дроту (прототипові), характеризується новою сукупністю ознак, що дозволяють реалізувати новий якісний результат - забезпечити можливість здійснення комбінованої схеми обробки - гідростатичного волочіння дроту через обертову волоку, забезпечуючи тим самим можливість інтенсифікації процесу гідростатичного волочіння (підсилення гідростатичного ефекту), змінити напруженодеформований стан металу у зоні деформації, забезпечити можливість ефективної якісної обробки більш широкого кола матеріалів. Рішення, що заявляється, відрізняється від прототипу, його відмітні ознаки зв'язані єдиним винахідницьким змістом, забезпечують корисність, тобто воно відповідає критерію «новизна». Виявлені в рамках пошуку ознаки відомих рішень в області устатк ування і технології волочіння прутків, дроту і гідростатичної обробки в повному обсязі не збігаються з ознаками винаходу, що заявляється. Пропоноване рішення характеризується новою сукупністю ознак, забезпечує інший, що не збігається з відомими, позитивний ефект, що дає підставу вважати його відповідним критерію «винахідницький рівень». Перелік креслень На фіг. показаний схематично загальний вид пристрою для волочіння дроту. Приклад реалізації Пристрій для волочіння дроту (фіг.) складається з корпуса 1, порожнина якого заповнена рідиною високого тиску (джерело подачі рідкого мастила під тиском не показано), розміщених по осі корпуса деформуючого компакт-блоку 2, опорно-привідного вузла 3 і замкового вузла 4. Деформуючий компакт-блок 2 містить у собі ущільнювальну волоку 5, робочу волоку 6, волокодержачі, відповідно 7 і 8, об'єднані в один збірний вузол направляючими корпусними елементами 9 і 10. Корпусні направляючі елементи компакт-блоку зв'язані з волокодержачами ущільнювальної і робочої волок нарізним сполученням. Направляючий елемент 9 зв'язаний з корпусною частиною 10 за допомогою штифтів 11 і пружини 12. Остання служить для попереднього підтискування (ущільнення) деформуючого компакт-блоку 2 через волокодержач 8 до опорно-приводного вузла 3. Крім того, елемент 9, що о хоплює елемент 10, постачений кільцевим розточенням 13. Як джерело подачі рідкого мастила під тиском може бути використана, наприклад, насосна гідравлічна регульована установка (УНГР) чи інший генератор високого тиску. У якості рідкого мастильного середовища застосовують індустріальне чи трансформаторне мастила. Опорно-привідний вузол 3 містить розміщений по осі волочіння порожнистий привідний вал 14 із приводом його обертання 15, його ущільнення високого тиску 16, радіальні 17 і упорні 18 підшипники. Торцева поверхня голівки 19 привідного валу 14 виконана конічною і сполученою з торцевою конічною зі зворотньою конусністю рівної величини, поверхнею волокодержача 8 робочої волоки 6. В якості конструкції ущільнення приводного валу може бути використане ущільнення високого тиску шліфового типу (металевої гільзи перемінної по висоті жорсткості з термообробленої бронзи БрБ2). Обертання приводному валу може бути передане від високошвидкісного електродвигуна з керуванням по швидкості, чи гідромотора та газотурбіни. Замковий вузол 4 складається з повзуна 20 з гайкою 21, розміщених у прорізі корпуса 1. Повзун і гайка виконані зі співвісним відкритим радіальним пазом, шириною не менш максимального діаметра дротової заготовки 22. Пристрій працює наступним способом. Підготовлену заготовку 22, її кінець, протягають через канал волокодержача 7, ущільнювальну волоку 5, направляючі корпусні елементи 9 і 10, з'єднують їх з волокодержачем 7, далі - через робочу волоку 6, волокодержач 8, що у свою чергу з'єднують з корпусним елементом 10. Зібраний в один збірний вузол деформуючий компакт-блок 2 із заготовкою вводять у канал корпуса 1 і просувають до контакту торцевої поверхні волокодержача 8 з конічною поверхнею голівки 19 привідного валу 14 опорно-привідного вузла 3. Потім опускають повзун 20 з гайкою 21 у проріз корпуса 1, поворотом гайки 21 здійснюють подальше просування компакт-блоку 2 у порожнину і його остаточну фіксацію. Пружина 12, стискуючись, забезпечує надійне попереднє ущільнення компакт-блоку в корпусі 1 і його герметизацію. Після цього передній кінець дроту закріплюють на барабанах приймально-тягнучого механізму (на фіг. барабани не показані). Внаслідок цих дій, пристрій готовий до роботи. Заповнюють корпус рідким мастилом під тиском. Включають привід обертання 15 привідного валу 14, що через сполучені конічні поверхні привідного валу 14 і волокодержача 8 передає обертання до робочої волоки 6. При цьому робоча волока 6 обертається разом з її волокодержачем 8 і направляючим корпусним елементом 10 щодо нерухомих волокодержача 7, ущільнювальної волоки 5 і корпусного елемента, що охоплює, 9. Включають приймально-тягнучий механізм. Барабани механізму, обертаючись, тягнуть дротову заготовку через волоку, здійснюючи деформацію через обертову робочу волоку з більш низьким напруженням волочіння (чи з більш високим ступенем обтиснення) у порівнянні з прототипом і високою якістю дротових виробів. Після завершення деформації гідростатичним волочінням через обертову робочу волоку з упиняють приводи обертання привідного валу і приймально-тягнучого механізму, скидають тиск у порожнині корпуса пристрою. Потім витягають деформуючий компакт-блок з порожнини корпуса і пристрій аналогічним образом готують до чергового циклу волочіння під гідростатичним тиском мащення через обертову волоку. Таким чином, пропоноване конструктивне виконання пристрою з можливістю обертання робочої волоки в порожнині, заповненою рідким мастилом високого тиску, дозволяє підсилити переваги, властиві гідростатичному волочінню, тобто підсилити гідростатичний ефект, забезпечити стабільність мастильної плівки у зоні деформації в широкому діапазоні гідростатичних тисків для більш широкого кола матеріалів, знизити напруження волочіння, забезпечити підвищений комплекс властивостей виробу. Зазначене забезпечується включенням поверхневого (зміною умов тертя на поверхні контакту інструмента з оброблюваним металом) і в меншій мірі об'ємного факторів. Отже, забезпечується рішення поставленої задачі і досягнення необхідного технічного результату розширення технологічних можливостей. Пристрій для волочіння через обертову волоку під гідростатичним тиском мащення доцільно використовува ти при виготовленні дроту з високоміцних важкодеформуємих металів і сплавів для потреб машинобудівної, електротехнічної, електронної й інших галузей промисловості.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for wiredrawing
Автори англійськоюMatrosov Mykola Ivanovych, Medvedska Elvida Oleksandrivna, Biloshenko Viktor Oleksandrovych, Duhadko Oleksandr Borysovych
Назва патенту російськоюУстройство для волочения проволоки
Автори російськоюМатросов Николай Иванович, Медведская Эльвида Александровна, Билошенко Виктор Александрович, Дугадко Александр Борисович
МПК / Мітки
Мітки: пристрій, дроту, волочіння
Код посилання
<a href="https://ua.patents.su/3-68160-pristrijj-dlya-volochinnya-drotu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для волочіння дроту</a>
Пристрій для волочіння дроту
Номер патенту: 42507
Опубліковано: 15.10.2001
Автори: Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 3/14
Мітки: пристрій, волочіння, дроту
Формула / Реферат:
Пристрій для волочіння дроту, що містить ущільнювальну та робочу волоки з робочою камерою між ними, який відрізняється тим, що робоча волока та встановлена попереду натискна волока мають обойму з ущільнювачем, яка з'єднується з обоймою ущільнювальної волоки за допомогою осей з пружинами.
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: дроту, спосіб, волочіння
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Спосіб волочіння дроту
Номер патенту: 42172
Опубліковано: 15.10.2001
Автори: Жук Анатолій Якович, Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович
МПК: B21C 1/02
Мітки: дроту, спосіб, волочіння
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягнення крізь дві волоки, який відрізняється тим, що вібронавантаження здійснюють шляхом надання дроту колових коливань, відносно лінії волочіння, з кутовою частотою w = 5-25с-1 та відносною амплітудою a/l=0,0025-0,01, де a - амплітуда віброколивань,мм, l - відстань між волокою та пристроєм для збудження віброколивань, мм.
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Таратута Костянтин Васильович, Васильєв Олександр Генадійович, Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: спосіб, волочіння, дроту
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб волочіння дроту з технологічним мастилом
Номер патенту: 43563
Опубліковано: 17.12.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: технологічним, спосіб, дроту, мастилом, волочіння
Формула / Реферат:
Спосіб волочіння дроту з технологічним мастилом в інструменті, який має корпус, гайку, охолоджувальні напірну волоку і робочу волоку, в якій виконується повна пластична деформація дроту для отримання діаметра, який задано, одну робочу камеру для мастила, який відрізняється тим, що повна пластична деформація виконується в двох осередках деформації з двома камерами для мастила змазування контактних поверхонь.
Попередній патент: Пробковий кран
Наступний патент: Спосіб визначення тканинних антигенів
Випадковий патент: Токарний різець