Прокатна кліть
Номер патенту: 68577
Опубліковано: 16.08.2004
Автори: Гордієнко Олександр Володимирович, Панченко Володимир Михайлович, Білобров Юрій Миколайович, Литвинов Олександр Васильович
Формула / Реферат
Прокатна кліть, що містить станину з розміщеними в її вікнах робочими й опорними валками з подушками, а також пристрій для очищення робочих валків, виконаний у вигляді привідного щіткового барабана з хвостовиками, який оснащений механізмом зворотно-поступального переміщення і механізмом притискання щітки до робочого валка, яка відрізняється тим, що пристрій для очищення робочих валків обладнаний С-подібною скобою, у якій на підшипниках встановлені хвостовики щіткового барабана і яка шарнірно зв'язана з подушками робочих валків, причому з одного боку - безпосередньо з подушкою, а з іншого боку - через важіль, при цьому С-подібна скоба шарнірно зв'язана з механізмом зворотно-поступального переміщення, виконаного у вигляді поршневого гідроциліндра, а механізм притискання виконаний у вигляді розміщеного на подушці гідроциліндра, шарнірно з'єднаного з указаним важелем.
Текст
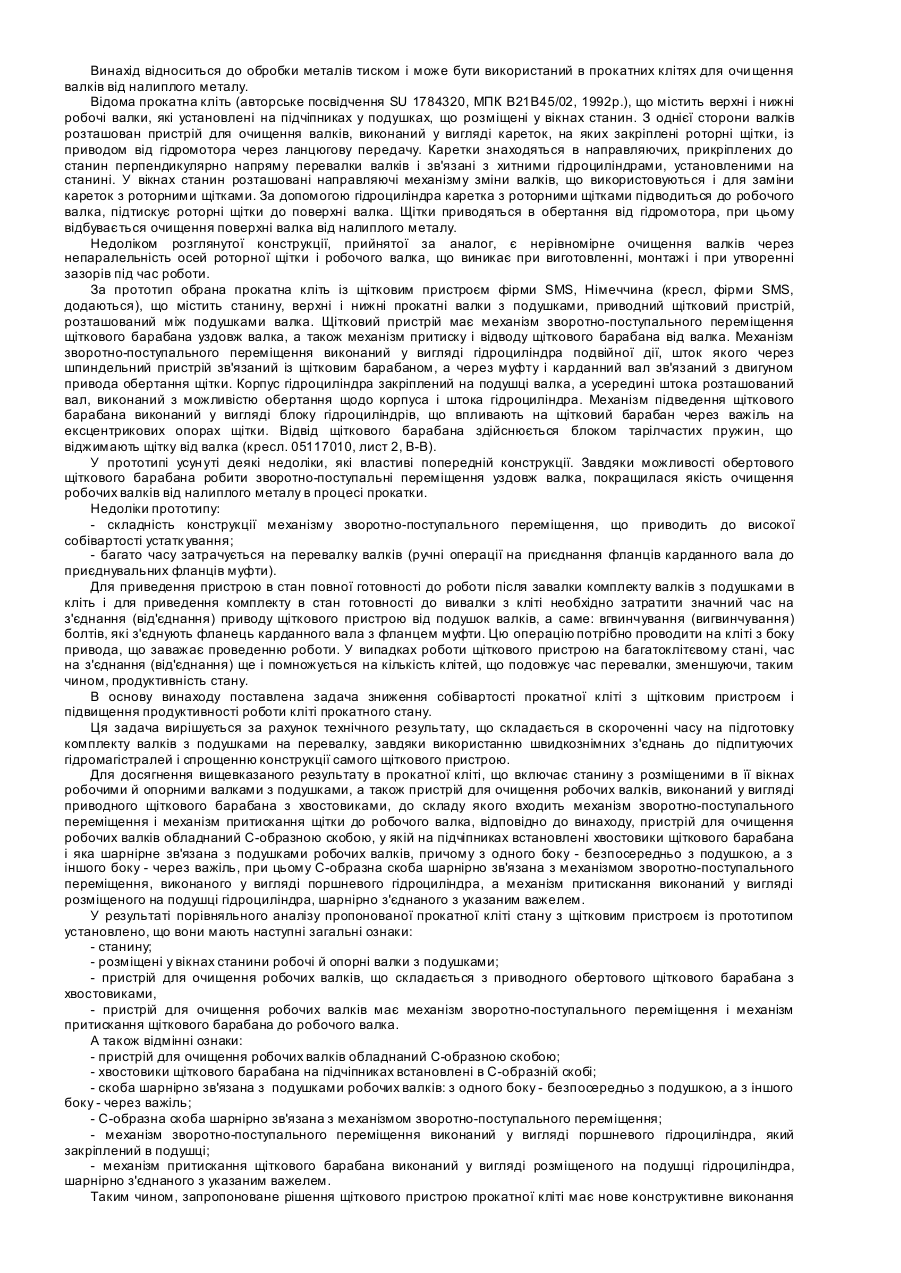
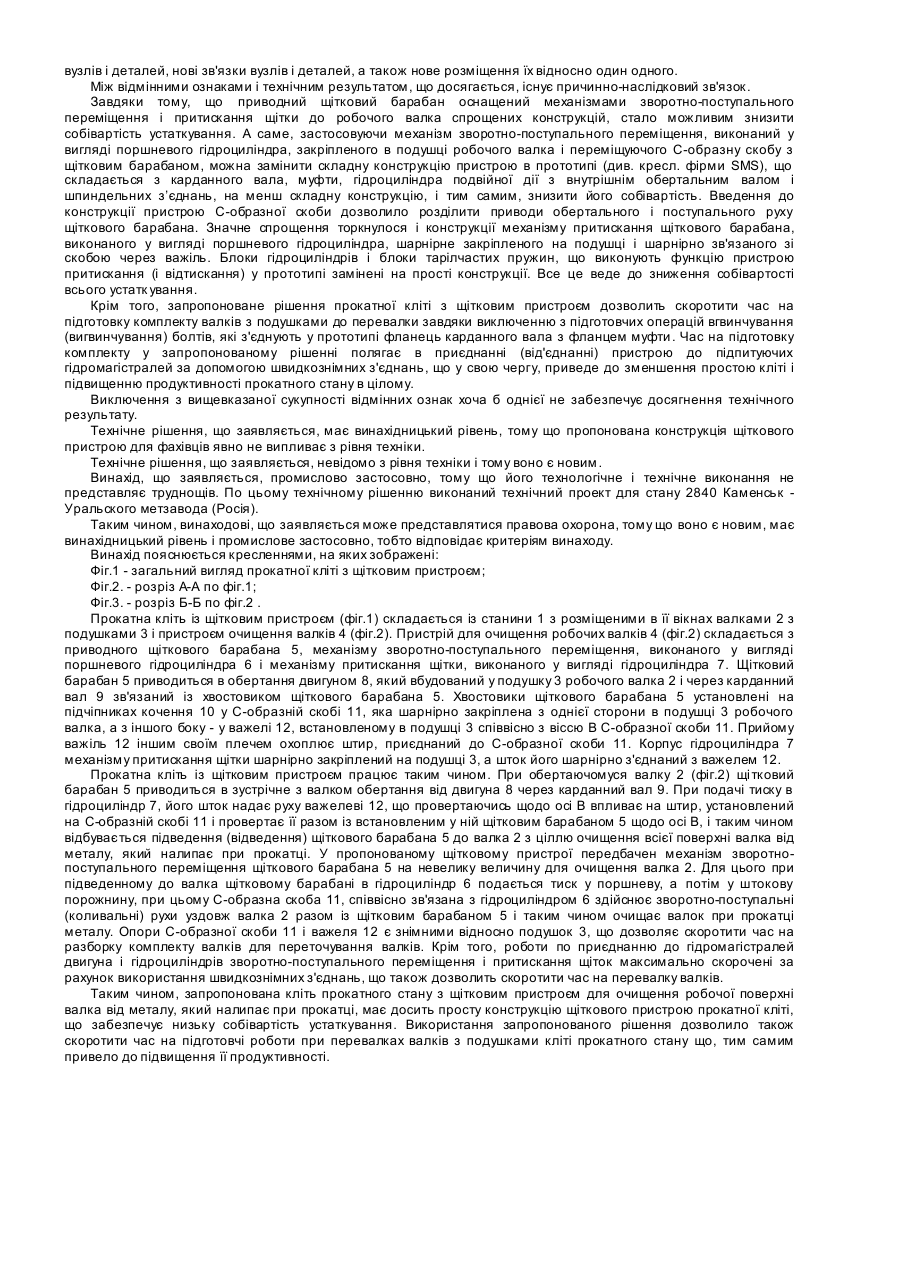
Винахід відноситься до обробки металів тиском і може бути використаний в прокатних клітях для очи щення валків від налиплого металу. Відома прокатна кліть (авторське посвідчення SU 1784320, МПК В21В45/02, 1992р.), що містить верхні і нижні робочі валки, які установлені на підчіпниках у подушках, що розміщені у вікнах станин. З однієї сторони валків розташован пристрій для очищення валків, виконаний у вигляді кареток, на яких закріплені роторні щітки, із приводом від гідромотора через ланцюгову передачу. Каретки знаходяться в направляючих, прикріплених до станин перпендикулярно напряму перевалки валків і зв'язані з хитними гідроциліндрами, установленими на станині. У вікнах станин розташовані направляючі механізму зміни валків, що використовуються і для заміни кареток з роторними щітками. За допомогою гідроциліндра каретка з роторними щітками підводиться до робочого валка, підтискує роторні щітки до поверхні валка. Щітки приводяться в обертання від гідромотора, при цьому відбувається очищення поверхні валка від налиплого металу. Недоліком розглянутої конструкції, прийнятої за аналог, є нерівномірне очищення валків через непаралельність осей роторної щітки і робочого валка, що виникає при виготовленні, монтажі і при утворенні зазорів під час роботи. За прототип обрана прокатна кліть із щітковим пристроєм фірми SMS, Німеччина (кресл, фірми SMS, додаються), що містить станину, верхні і нижні прокатні валки з подушками, приводний щітковий пристрій, розташований між подушками валка. Щітковий пристрій має механізм зворотно-поступального переміщення щіткового барабана уздовж валка, а також механізм притиску і відводу щіткового барабана від валка. Механізм зворотно-поступального переміщення виконаний у вигляді гідроциліндра подвійної дії, шток якого через шпиндельний пристрій зв'язаний із щітковим барабаном, а через муфту і карданний вал зв'язаний з двигуном привода обертання щітки. Корпус гідроциліндра закріплений на подушці валка, а усередині штока розташований вал, виконаний з можливістю обертання щодо корпуса і штока гідроциліндра. Механізм підведення щіткового барабана виконаний у вигляді блоку гідроциліндрів, що впливають на щітковий барабан через важіль на ексцентрикових опорах щітки. Відвід щіткового барабана здійснюється блоком тарілчастих пружин, що віджимають щітку від валка (кресл. 05117010, лист 2, В-В). У прототипі усун уті деякі недоліки, які властиві попередній конструкції. Завдяки можливості обертового щіткового барабана робити зворотно-поступальні переміщення уздовж валка, покращилася якість очищення робочих валків від налиплого металу в процесі прокатки. Недоліки прототипу: - складність конструкції механізму зворотно-поступального переміщення, що приводить до високої собівартості устатк ування; - багато часу затрачується на перевалку валків (ручні операції на приєднання фланців карданного вала до приєднувальних фланців муфти). Для приведення пристрою в стан повної готовності до роботи після завалки комплекту валків з подушками в кліть і для приведення комплекту в стан готовності до вивалки з кліті необхідно затратити значний час на з'єднання (від'єднання) приводу щіткового пристрою від подушок валків, а саме: вгвинчування (вигвинчування) болтів, які з'єднують фланець карданного вала з фланцем муфти. Цю операцію потрібно проводити на кліті з боку привода, що заважає проведенню роботи. У випадках роботи щіткового пристрою на багатоклітєвому стані, час на з'єднання (від'єднання) ще і помножується на кількість клітей, що подовжує час перевалки, зменшуючи, таким чином, продуктивність стану. В основу винаходу поставлена задача зниження собівартості прокатної кліті з щітковим пристроєм і підвищення продуктивності роботи кліті прокатного стану. Ця задача вирішується за рахунок технічного результату, що складається в скороченні часу на підготовку комплекту валків з подушками на перевалку, завдяки використанню швидкознімних з'єднань до підпитуючих гідромагістралей і спрощенню конструкції самого щіткового пристрою. Для досягнення вищевказаного результату в прокатної кліті, що включає станину з розміщеними в її вікнах робочими й опорними валками з подушками, а також пристрій для очищення робочих валків, виконаний у вигляді приводного щіткового барабана з хвостовиками, до складу якого входить механізм зворотно-поступального переміщення і механізм притискання щітки до робочого валка, відповідно до винаходу, пристрій для очищення робочих валків обладнаний С-образною скобою, у якій на підчіпниках встановлені хвостовики щіткового барабана і яка шарнірне зв'язана з подушками робочих валків, причому з одного боку - безпосередньо з подушкою, а з іншого боку - через важіль, при цьому С-образна скоба шарнірно зв'язана з механізмом зворотно-поступального переміщення, виконаного у вигляді поршневого гідроциліндра, а механізм притискання виконаний у вигляді розміщеного на подушці гідроциліндра, шарнірно з'єднаного з указаним важелем. У результаті порівняльного аналізу пропонованої прокатної кліті стану з щітковим пристроєм із прототипом установлено, що вони мають наступні загальні ознаки: - станину; - розміщені у вікнах станини робочі й опорні валки з подушками; - пристрій для очищення робочих валків, що складається з приводного обертового щіткового барабана з хвостовиками, - пристрій для очищення робочих валків має механізм зворотно-поступального переміщення і механізм притискання щіткового барабана до робочого валка. А також відмінні ознаки: - пристрій для очищення робочих валків обладнаний С-образною скобою; - хвостовики щіткового барабана на підчіпниках встановлені в С-образній скобі; - скоба шарнірно зв'язана з подушками робочих валків: з одного боку - безпосередньо з подушкою, а з іншого боку - через важіль; - С-образна скоба шарнірно зв'язана з механізмом зворотно-поступального переміщення; - механізм зворотно-поступального переміщення виконаний у вигляді поршневого гідроциліндра, який закріплений в подушці; - механізм притискання щіткового барабана виконаний у вигляді розміщеного на подушці гідроциліндра, шарнірно з'єднаного з указаним важелем. Таким чином, запропоноване рішення щіткового пристрою прокатної кліті має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмінними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, що приводний щітковий барабан оснащений механізмами зворотно-поступального переміщення і притискання щітки до робочого валка спрощених конструкцій, стало можливим знизити собівартість устаткування. А саме, застосовуючи механізм зворотно-поступального переміщення, виконаний у вигляді поршневого гідроциліндра, закріпленого в подушці робочого валка і переміщуючого С-образну скобу з щітковим барабаном, можна замінити складну конструкцію пристрою в прототипі (див. кресл. фірми SMS), що складається з карданного вала, муфти, гідроциліндра подвійної дії з внутрішнім обертальним валом і шпиндельних з’єднань, на менш складну конструкцію, і тим самим, знизити його собівартість. Введення до конструкції пристрою С-образної скоби дозволило розділити приводи обертального і поступального руху щіткового барабана. Значне спрощення торкнулося і конструкції механізму притискання щіткового барабана, виконаного у вигляді поршневого гідроциліндра, шарнірне закріпленого на подушці і шарнірно зв'язаного зі скобою через важіль. Блоки гідроциліндрів і блоки тарілчастих пружин, що виконують функцію пристрою притискання (і відтискання) у прототипі замінені на прості конструкції. Все це веде до зниження собівартості всього устатк ування. Крім того, запропоноване рішення прокатної кліті з щітковим пристроєм дозволить скоротити час на підготовку комплекту валків з подушками до перевалки завдяки виключенню з підготовчих операцій вгвинчування (вигвинчування) болтів, які з'єднують у прототипі фланець карданного вала з фланцем муфти . Час на підготовку комплекту у запропонованому рішенні полягає в приєднанні (від'єднанні) пристрою до підпитуючих гідромагістралей за допомогою швидкознімних з'єднань, що у свою чергу, приведе до зменшення простою кліті і підвищенню продуктивності прокатного стану в цілому. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція щіткового пристрою для фахівців явно не випливає з рівня техніки. Технічне рішення, що заявляється, невідомо з рівня техніки і тому воно є новим. Винахід, що заявляється, промислово застосовно, тому що його технологічне і технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний технічний проект для стану 2840 Каменськ Уральского метзавода (Росія). Таким чином, винаходові, що заявляється може представлятися правова охорона, тому що воно є новим, має винахідницький рівень і промислове застосовно, тобто відповідає критеріям винаходу. Винахід пояснюється кресленнями, на яких зображені: Фіг.1 - загальний вигляд прокатної кліті з щітковим пристроєм; Фіг.2. - розріз А-А по фіг.1; Фіг.3. - розріз Б-Б по фіг.2 . Прокатна кліть із щітковим пристроєм (фіг.1) складається із станини 1 з розміщеними в її вікнах валками 2 з подушками 3 і пристроєм очищення валків 4 (фіг.2). Пристрій для очищення робочих валків 4 (фіг.2) складається з приводного щіткового барабана 5, механізму зворотно-поступального переміщення, виконаного у вигляді поршневого гідроциліндра 6 і механізму притискання щітки, виконаного у вигляді гідроциліндра 7. Щітковий барабан 5 приводиться в обертання двигуном 8, який вбудований у подушку 3 робочого валка 2 і через карданний вал 9 зв'язаний із хвостовиком щіткового барабана 5. Хвостовики щіткового барабана 5 установлені на підчіпниках кочення 10 у С-образній скобі 11, яка шарнірно закріплена з однієї сторони в подушці 3 робочого валка, а з іншого боку - у важелі 12, встановленому в подушці 3 співвісно з віссю В С-образної скоби 11. Прийому важіль 12 іншим своїм плечем охоплює штир, приєднаний до С-образної скоби 11. Корпус гідроциліндра 7 механізму притискання щітки шарнірно закріплений на подушці 3, а шток його шарнірно з'єднаний з важелем 12. Прокатна кліть із щітковим пристроєм працює таким чином. При обертаючомуся валку 2 (фіг.2) щі тковий барабан 5 приводиться в зустрічне з валком обертання від двигуна 8 через карданний вал 9. При подачі тиску в гідроциліндр 7, його шток надає руху важелеві 12, що провертаючись щодо осі В впливає на штир, установлений на С-образній скобі 11 і провертає її разом із встановленим у ній щітковим барабаном 5 щодо осі В, і таким чином відбувається підведення (відведення) щіткового барабана 5 до валка 2 з ціллю очищення всієї поверхні валка від металу, який налипає при прокатці. У пропонованому щітковому пристрої передбачен механізм зворотнопоступального переміщення щіткового барабана 5 на невелику величину для очищення валка 2. Для цього при підведенному до валка щітковому барабані в гідроциліндр 6 подається тиск у поршневу, а потім у штокову порожнину, при цьому С-образна скоба 11, співвісно зв'язана з гідроциліндром 6 здійснює зворотно-поступальні (коливальні) рухи уздовж валка 2 разом із щітковим барабаном 5 і таким чином очищає валок при прокатці металу. Опори С-образної скоби 11 і важеля 12 є знімними відносно подушок 3, що дозволяє скоротити час на разборку комплекту валків для переточування валків. Крім того, роботи по приєднанню до гідромагістралей двигуна і гідроциліндрів зворотно-поступального переміщення і притискання щіток максимально скорочені за рахунок використання швидкознімних з'єднань, що також дозволить скоротити час на перевалку валків. Таким чином, запропонована кліть прокатного стану з щітковим пристроєм для очищення робочої поверхні валка від металу, який налипає при прокатці, має досить просту конструкцію щіткового пристрою прокатної кліті, що забезпечує низьку собівартість устаткування. Використання запропонованого рішення дозволило також скоротити час на підготовчі роботи при перевалках валків з подушками кліті прокатного стану що, тим самим привело до підвищення її продуктивності.
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill
Автори англійськоюLytvynov Oleksandr Vasyliovych, Bilobrov Yurii Mykolaiovych, Hordiienko Oleksandr Volodymyrovych
Назва патенту російськоюПрокатная клеть
Автори російськоюЛитвинов Александр Васильевич, Билобров Юрий Николаевич, Гордиенко Александр Владимирович
МПК / Мітки
МПК: B21B 45/02
Код посилання
<a href="https://ua.patents.su/3-68577-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Прокатна кліть
Номер патенту: 67513
Опубліковано: 15.06.2004
Автори: Панченко Володимир Михайлович, Гордієнко Олександр Володимирович, Литвинов Олександр Васильович
МПК: B21B 31/00, B21B 31/16
Формула / Реферат:
1. Прокатна кліть, яка включає станину з розміщеними в її вікнах валками з подушками, гідронатискний пристрій, виконаний у вигляді плунжерного гідроциліндра, що має механізм його фіксації при перевалці валків, яка відрізняється тим, що механізм фіксації корпуса гідроциліндра виконаний у вигляді пружних опор, розміщених по периметру корпуса гідроциліндра і прикріплених до кришки згаданого гідроциліндра, при цьому в корпусі виконані ребра, які...
Прокатна кліть

Номер патенту: 30736
Опубліковано: 15.12.2000
Автори: Усвицький Віталій Михайлович, Гринавцев Олег Валерійович, Кобиляков Денис Анатолійович
МПК: B21B 31/00
Формула / Реферат:
Прокатна кліть, яка включає станину, вузли робочих валків з підшипниковими опорами, ексцентриковий механізм радіального регулювання валків, яка відрізняється тим, що станина виконана з циліндричними отворами, в яких розміщені втулки ексцентрикового механізму, які виконані із зуб'ями по зовнішньому контуру з можливістю повороту від приводу регулювального гвинта відносно станини, і всередині яких змонтовані опорні вузли валків.
Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Алєксеєнко Георгій Якович, Крівощапов Владімір Васільєвіч, Алєксеєнко Андрій Георгійович
МПК: B21B 31/00, B21B 13/00
Формула / Реферат:
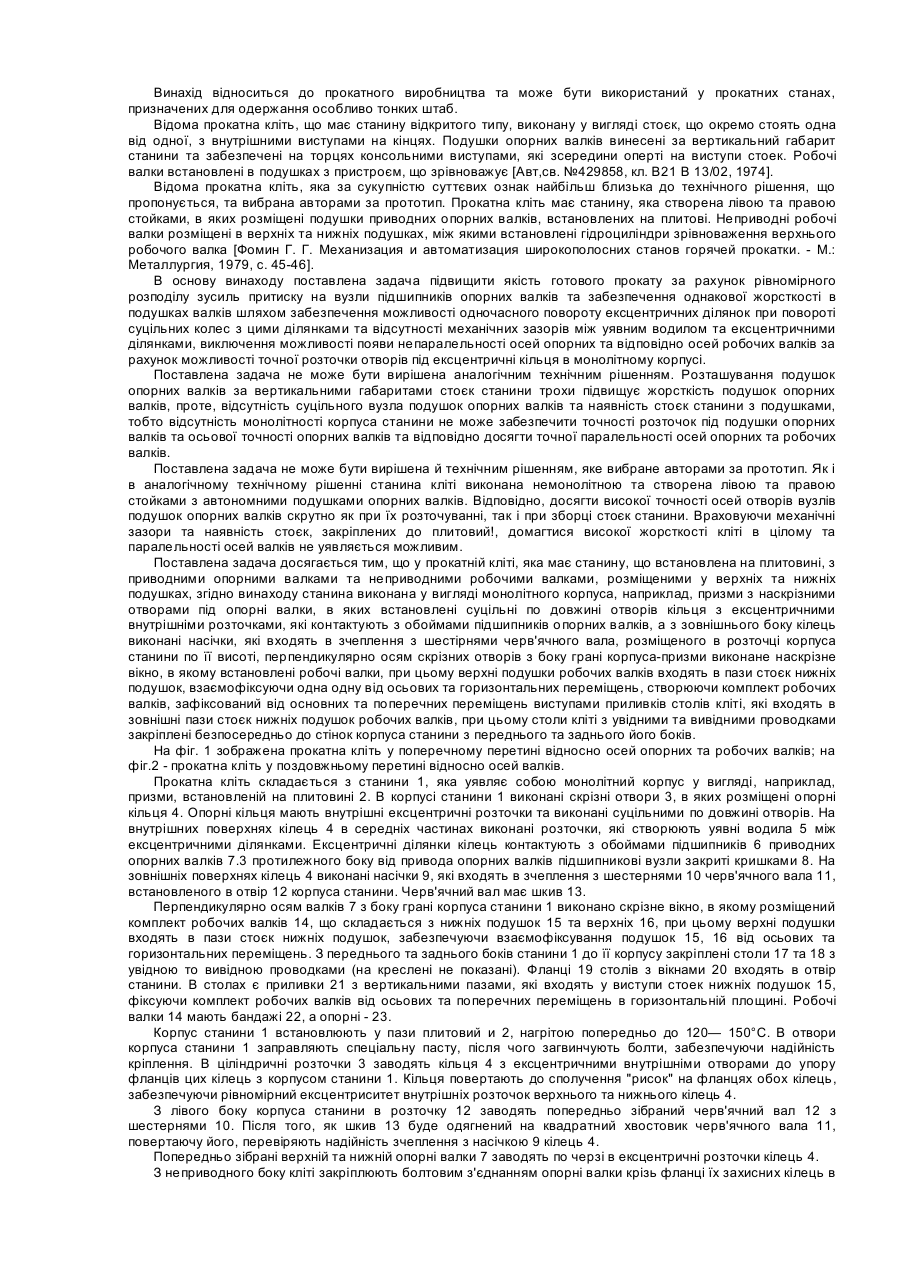
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Коган Михайло Маркович, Кісіль Володимир Костянтинович, Огінський Йосип Кузьмич, Сівак Владислав Олегович
МПК: B21B 31/16, B21B 13/00
Мітки: кліть, безстанинна, прокатна
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть

Номер патенту: 29556
Опубліковано: 15.11.2000
Автори: Хацкелян Ігор Павлович, Остапенко Георгій Леонідович, Алексієнко Георгій Якович, Федосов Володимир Гарольдович
МПК: B21B 13/10
Текст:
...мають вигляд трапеції, клиновими пристроями. Виконання верхніх брусів у поперечному перетині у вигляді трапеції забезпечує міцне клинове кріплення, а виконання циліндричного паза на нижній торцевій частині подушки роликової проводки забезпечує можливість повороту корпуса проводки по поверхні труби при розбиранні клинового пристрою у верхній подушці і при зніманні її з верхнього бруса в момент перевалювання валків. У прокатній кліті,...
Попередній патент: Спосіб електрошлакового зварювання чи наплавлення
Наступний патент: Спосіб лікування рецидивного бронхіту у дітей
Випадковий патент: Книжкоподібна структура, підсилена волокнистим зв'язувальним шаром, та спосіб одержання її з'єднання