Спосіб електрошлакового зварювання чи наплавлення
Номер патенту: 68576
Опубліковано: 16.08.2004
Автори: Патон Борис Євгенович, Ющенко Костянтин Андрійович, Личко Іван Іванович
Формула / Реферат
1. Спосіб електрошлакового зварювання чи наплавлення виробів, що включає встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електрода при його нагріванні до температури плавлення, підключення електрода і виробів до джерела живлення і пропускання електричного струму між електродом і оброблюваними виробами, який відрізняється тим, що подають додатковий присадковий електродний матеріал в зону, яку утворюють встановленням однієї чи обох бокових сторін електрода на відстані 20-30 мм від однієї чи обох бокових сторін оброблюваних виробів, або в зону, яку утворюють в порожнині одного чи двох формуючих пристроїв, при цьому додатковий присадковий електродний матеріал підключають до окремого незалежного джерела живлення.
2. Спосіб за п. 1, який відрізняється тим, що в зону зварювання чи наплавлення подають додатковий присадковий електродний матеріал у вигляді дроту або стрічки.
3. Спосіб за п. 2, який відрізняється тим, що в зону зварювання чи наплавлення подають додатковий присадковий електродний матеріал у вигляді порошкового дроту або порошкової стрічки.
4. Спосіб за пп. 1-3, який відрізняється тим, що в разі подавання додаткового присадкового електродного матеріалу в зону, утворену в порожнині формуючих пристроїв, бокові сторони електрода встановлюють на одному рівні з боковими сторонами оброблюваних виробів.
5. Спосіб за пп. 1-4, який відрізняється тим, що застосовують стаціонарний електрод, виконаний у вигляді окремих секцій, розділених між собою діелектричним проміжком.
Текст
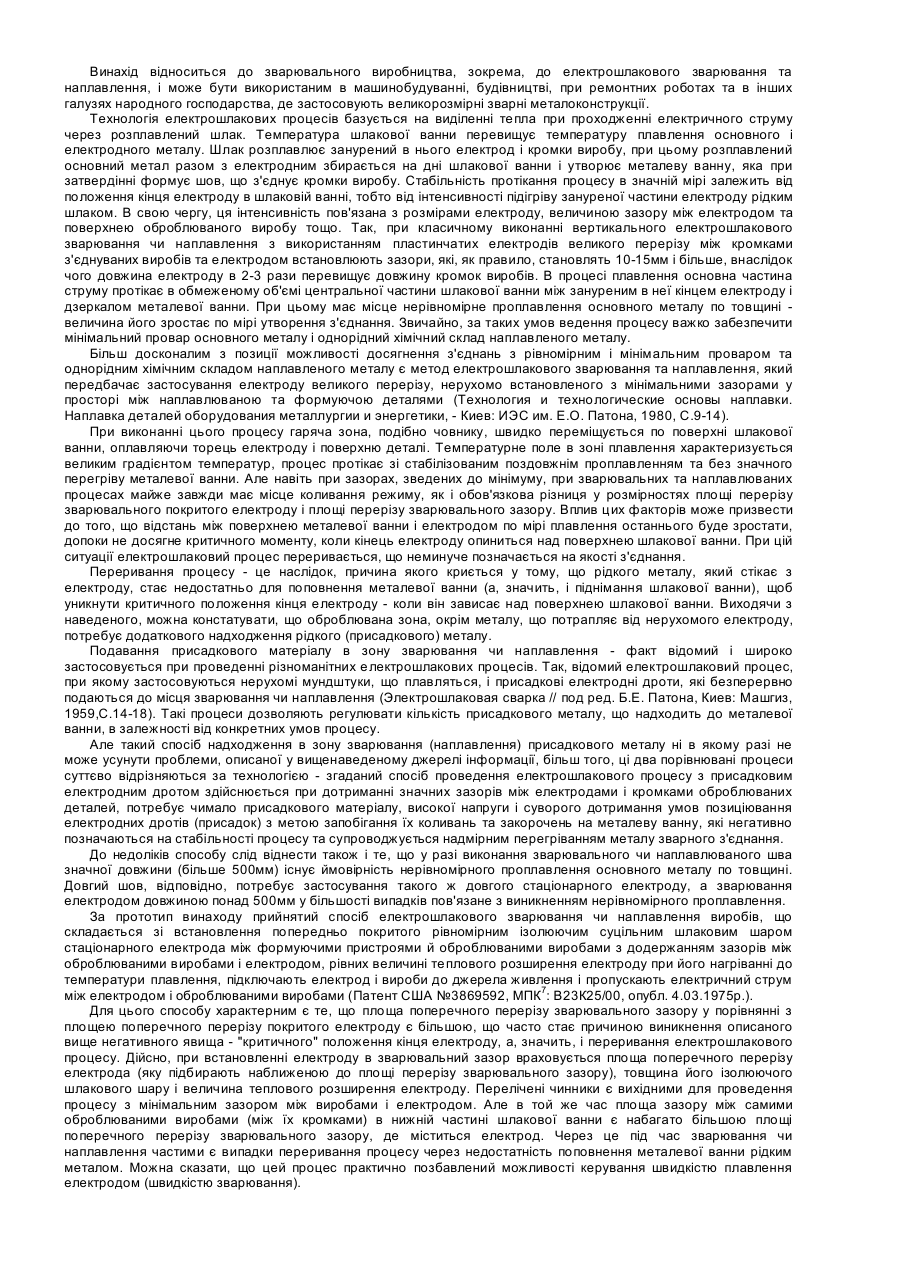
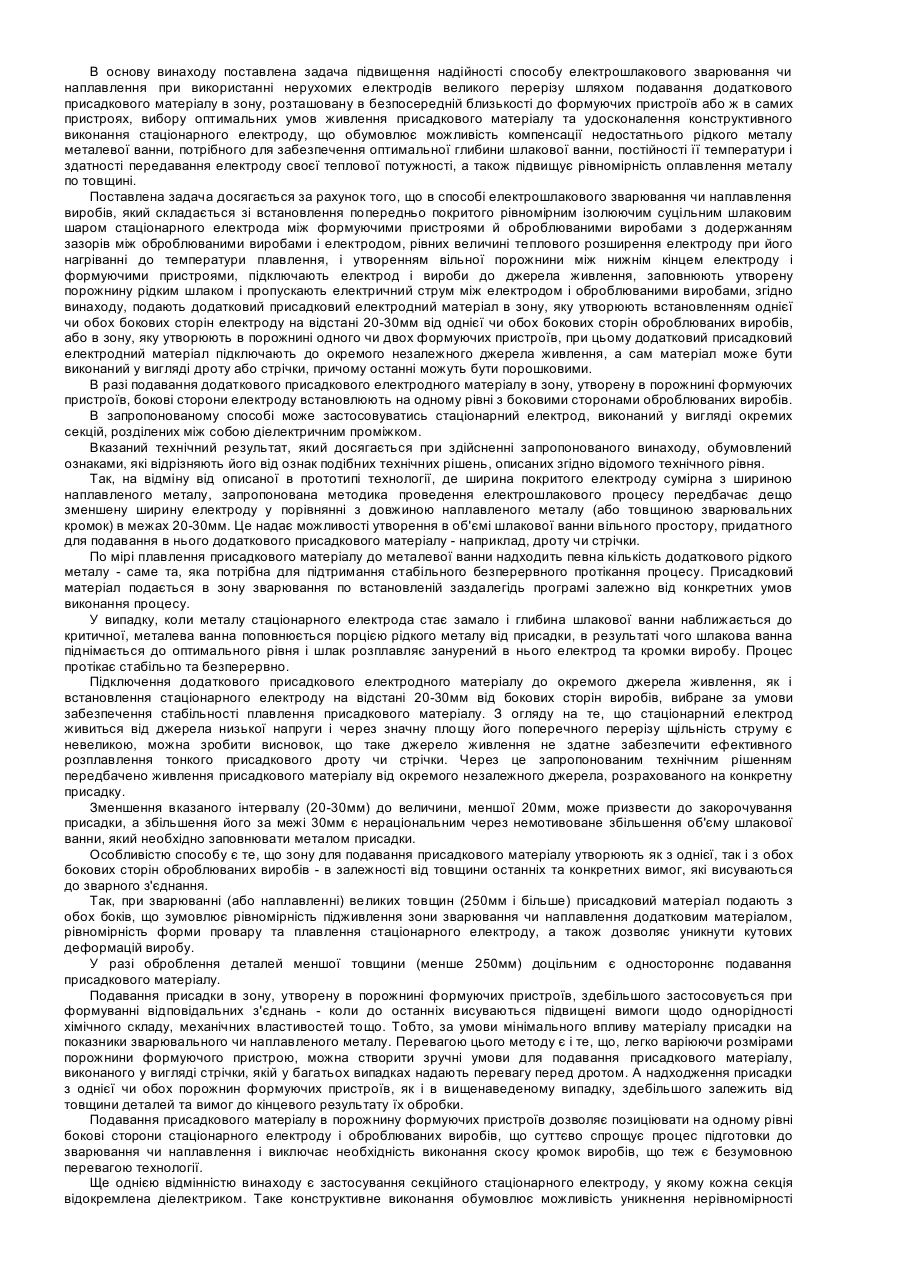
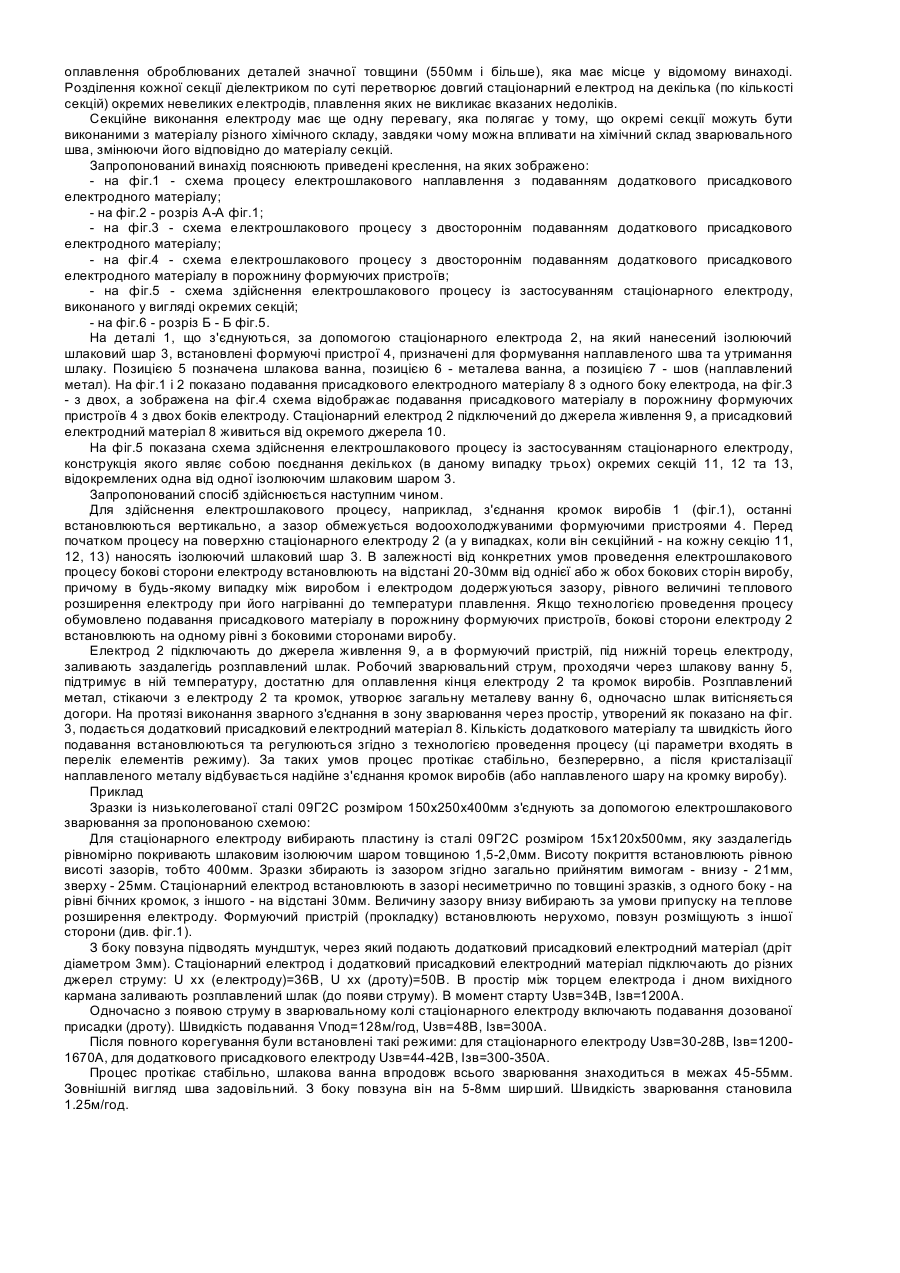
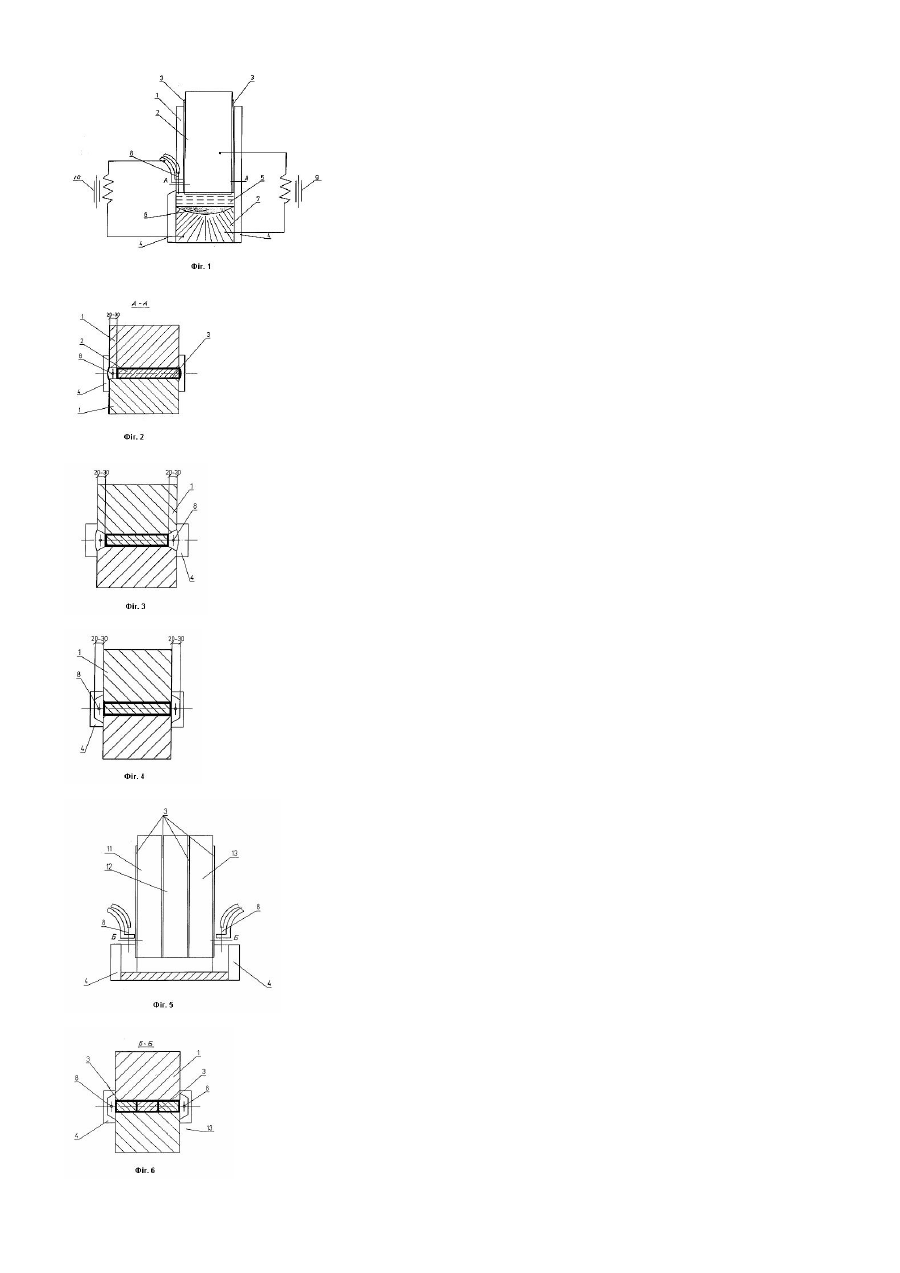
Винахід відноситься до зварювального виробництва, зокрема, до електрошлакового зварювання та наплавлення, і може бути використаним в машинобудуванні, будівництві, при ремонтних роботах та в інших галузях народного господарства, де застосовують великорозмірні зварні металоконструкції. Технологія електрошлакових процесів базується на виділенні тепла при проходженні електричного струму через розплавлений шлак. Температура шлакової ванни перевищує температуру плавлення основного і електродного металу. Шлак розплавлює занурений в нього електрод і кромки виробу, при цьому розплавлений основний метал разом з електродним збирається на дні шлакової ванни і утворює металеву ванну, яка при затвердінні формує шов, що з'єднує кромки виробу. Стабільність протікання процесу в значній мірі залежить від положення кінця електроду в шлаковій ванні, тобто від інтенсивності підігріву зануреної частини електроду рідким шлаком. В свою чергу, ця інтенсивність пов'язана з розмірами електроду, величиною зазору між електродом та поверхнею оброблюваного виробу тощо. Так, при класичному виконанні вертикального електрошлакового зварювання чи наплавлення з використанням пластинчатих електродів великого перерізу між кромками з'єднуваних виробів та електродом встановлюють зазори, які, як правило, становлять 10-15мм і більше, внаслідок чого довжина електроду в 2-3 рази перевищує довжину кромок виробів. В процесі плавлення основна частина струму протікає в обмеженому об'ємі центральної частини шлакової ванни між зануреним в неї кінцем електроду і дзеркалом металевої ванни. При цьому має місце нерівномірне проплавлення основного металу по товщині величина його зростає по мірі утворення з'єднання. Звичайно, за таких умов ведення процесу важко забезпечити мінімальний провар основного металу і однорідний хімічний склад наплавленого металу. Більш досконалим з позиції можливості досягнення з'єднань з рівномірним і мінімальним проваром та однорідним хімічним складом наплавленого металу є метод електрошлакового зварювання та наплавлення, який передбачає застосування електроду великого перерізу, нерухомо встановленого з мінімальними зазорами у просторі між наплавлюваною та формуючою деталями (Технология и технологические основы наплавки. Наплавка деталей оборудования металлургии и энергетики, - Киев: ИЭС им. Е.О. Патона, 1980, C.9-14). При виконанні цього процесу гаряча зона, подібно човнику, швидко переміщується по поверхні шлакової ванни, оплавляючи торець електроду і поверхню деталі. Температурне поле в зоні плавлення характеризується великим градієнтом температур, процес протікає зі стабілізованим поздовжнім проплавленням та без значного перегріву металевої ванни. Але навіть при зазорах, зведених до мінімуму, при зварювальних та наплавлюваних процесах майже завжди має місце коливання режиму, як і обов'язкова різниця у розмірностях площі перерізу зварювального покритого електроду і площі перерізу зварювального зазору. Вплив цих факторів може призвести до того, що відстань між поверхнею металевої ванни і електродом по мірі плавлення останнього буде зростати, допоки не досягне критичного моменту, коли кінець електроду опиниться над поверхнею шлакової ванни. При цій ситуації електрошлаковий процес переривається, що неминуче позначається на якості з'єднання. Переривання процесу - це наслідок, причина якого криється у тому, що рідкого металу, який стікає з електроду, стає недостатньо для поповнення металевої ванни (а, значить, і піднімання шлакової ванни), щоб уникнути критичного положення кінця електроду - коли він зависає над поверхнею шлакової ванни. Виходячи з наведеного, можна констатувати, що оброблювана зона, окрім металу, що потрапляє від нерухомого електроду, потребує додаткового надходження рідкого (присадкового) металу. Подавання присадкового матеріалу в зону зварювання чи наплавлення - факт відомий і широко застосовується при проведенні різноманітних електрошлакових процесів. Так, відомий електрошлаковий процес, при якому застосовуються нерухомі мундштуки, що плавляться, і присадкові електродні дроти, які безперервно подаються до місця зварювання чи наплавлення (Электрошлаковая сварка // под ред. Б.Е. Патона, Киев: Машгиз, 1959,C.14-18). Такі процеси дозволяють регулювати кількість присадкового металу, що надходить до металевої ванни, в залежності від конкретних умов процесу. Але такий спосіб надходження в зону зварювання (наплавлення) присадкового металу ні в якому разі не може усунути проблеми, описаної у вищенаведеному джерелі інформації, більш того, ці два порівнювані процеси суттєво відрізняються за технологією - згаданий спосіб проведення електрошлакового процесу з присадковим електродним дротом здійснюється при дотриманні значних зазорів між електродами і кромками оброблюваних деталей, потребує чимало присадкового матеріалу, високої напруги і суворого дотримання умов позиціювання електродних дротів (присадок) з метою запобігання їх коливань та закорочень на металеву ванну, які негативно позначаються на стабільності процесу та супроводжується надмірним перегріванням металу зварного з'єднання. До недоліків способу слід віднести також і те, що у разі виконання зварювального чи наплавлюваного шва значної довжини (більше 500мм) існує ймовірність нерівномірного проплавлення основного металу по товщині. Довгий шов, відповідно, потребує застосування такого ж довгого стаціонарного електроду, а зварювання електродом довжиною понад 500мм у більшості випадків пов'язане з виникненням нерівномірного проплавлення. За прототип винаходу прийнятий спосіб електрошлакового зварювання чи наплавлення виробів, що складається зі встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електроду при його нагріванні до температури плавлення, підключають електрод і вироби до джерела живлення і пропускають електричний струм між електродом і оброблюваними виробами (Патент США №3869592, МПК7: В23К25/00, опубл. 4.03.1975р.). Для цього способу характерним є те, що площа поперечного перерізу зварювального зазору у порівнянні з площею поперечного перерізу покритого електроду є більшою, що часто стає причиною виникнення описаного вище негативного явища - "критичного" положення кінця електроду, а, значить, і переривання електрошлакового процесу. Дійсно, при встановленні електроду в зварювальний зазор враховується площа поперечного перерізу електрода (яку підбирають наближеною до площі перерізу зварювального зазору), товщина його ізолюючого шлакового шару і величина теплового розширення електроду. Перелічені чинники є вихідними для проведення процесу з мінімальним зазором між виробами і електродом. Але в той же час площа зазору між самими оброблюваними виробами (між їх кромками) в нижній частині шлакової ванни є набагато більшою площі поперечного перерізу зварювального зазору, де міститься електрод. Через це під час зварювання чи наплавлення частими є випадки переривання процесу через недостатність поповнення металевої ванни рідким металом. Можна сказати, що цей процес практично позбавлений можливості керування швидкістю плавлення електродом (швидкістю зварювання). В основу винаходу поставлена задача підвищення надійності способу електрошлакового зварювання чи наплавлення при використанні нерухомих електродів великого перерізу шляхом подавання додаткового присадкового матеріалу в зону, розташовану в безпосередній близькості до формуючих пристроїв або ж в самих пристроях, вибору оптимальних умов живлення присадкового матеріалу та удосконалення конструктивного виконання стаціонарного електроду, що обумовлює можливість компенсації недостатнього рідкого металу металевої ванни, потрібного для забезпечення оптимальної глибини шлакової ванни, постійності її температури і здатності передавання електроду своєї теплової потужності, а також підвищує рівномірність оплавлення металу по товщині. Поставлена задача досягається за рахунок того, що в способі електрошлакового зварювання чи наплавлення виробів, який складається зі встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електроду при його нагріванні до температури плавлення, і утворенням вільної порожнини між нижнім кінцем електроду і формуючими пристроями, підключають електрод і вироби до джерела живлення, заповнюють утворену порожнину рідким шлаком і пропускають електричний струм між електродом і оброблюваними виробами, згідно винаходу, подають додатковий присадковий електродний матеріал в зону, яку утворюють встановленням однієї чи обох бокових сторін електроду на відстані 20-30мм від однієї чи обох бокових сторін оброблюваних виробів, або в зону, яку утворюють в порожнині одного чи двох формуючих пристроїв, при цьому додатковий присадковий електродний матеріал підключають до окремого незалежного джерела живлення, а сам матеріал може бути виконаний у вигляді дроту або стрічки, причому останні можуть бути порошковими. В разі подавання додаткового присадкового електродного матеріалу в зону, утворену в порожнині формуючих пристроїв, бокові сторони електроду встановлюють на одному рівні з боковими сторонами оброблюваних виробів. В запропонованому способі може застосовуватись стаціонарний електрод, виконаний у вигляді окремих секцій, розділених між собою діелектричним проміжком. Вказаний технічний результат, який досягається при здійсненні запропонованого винаходу, обумовлений ознаками, які відрізняють його від ознак подібних технічних рішень, описаних згідно відомого технічного рівня. Так, на відміну від описаної в прототипі технології, де ширина покритого електроду сумірна з шириною наплавленого металу, запропонована методика проведення електрошлакового процесу передбачає дещо зменшену ширину електроду у порівнянні з довжиною наплавленого металу (або товщиною зварювальних кромок) в межах 20-30мм. Це надає можливості утворення в об'ємі шлакової ванни вільного простору, придатного для подавання в нього додаткового присадкового матеріалу - наприклад, дроту чи стрічки. По мірі плавлення присадкового матеріалу до металевої ванни надходить певна кількість додаткового рідкого металу - саме та, яка потрібна для підтримання стабільного безперервного протікання процесу. Присадковий матеріал подається в зону зварювання по встановленій заздалегідь програмі залежно від конкретних умов виконання процесу. У випадку, коли металу стаціонарного електрода стає замало і глибина шлакової ванни наближається до критичної, металева ванна поповнюється порцією рідкого металу від присадки, в результаті чого шлакова ванна піднімається до оптимального рівня і шлак розплавляє занурений в нього електрод та кромки виробу. Процес протікає стабільно та безперервно. Підключення додаткового присадкового електродного матеріалу до окремого джерела живлення, як і встановлення стаціонарного електроду на відстані 20-30мм від бокових сторін виробів, вибране за умови забезпечення стабільності плавлення присадкового матеріалу. З огляду на те, що стаціонарний електрод живиться від джерела низької напруги і через значну площу його поперечного перерізу щільність струму є невеликою, можна зробити висновок, що таке джерело живлення не здатне забезпечити ефективного розплавлення тонкого присадкового дроту чи стрічки. Через це запропонованим технічним рішенням передбачено живлення присадкового матеріалу від окремого незалежного джерела, розрахованого на конкретну присадку. Зменшення вказаного інтервалу (20-30мм) до величини, меншої 20мм, може призвести до закорочування присадки, а збільшення його за межі 30мм є нераціональним через немотивоване збільшення об'єму шлакової ванни, який необхідно заповнювати металом присадки. Особливістю способу є те, що зону для подавання присадкового матеріалу утворюють як з однієї, так і з обох бокових сторін оброблюваних виробів - в залежності від товщини останніх та конкретних вимог, які висуваються до зварного з'єднання. Так, при зварюванні (або наплавленні) великих товщин (250мм і більше) присадковий матеріал подають з обох боків, що зумовлює рівномірність підживлення зони зварювання чи наплавлення додатковим матеріалом, рівномірність форми провару та плавлення стаціонарного електроду, а також дозволяє уникнути кутових деформацій виробу. У разі оброблення деталей меншої товщини (менше 250мм) доцільним є одностороннє подавання присадкового матеріалу. Подавання присадки в зону, утворену в порожнині формуючих пристроїв, здебільшого застосовується при формуванні відповідальних з'єднань - коли до останніх висуваються підвищені вимоги щодо однорідності хімічного складу, механічних властивостей тощо. Тобто, за умови мінімального впливу матеріалу присадки на показники зварювального чи наплавленого металу. Перевагою цього методу є і те, що, легко варіюючи розмірами порожнини формуючого пристрою, можна створити зручні умови для подавання присадкового матеріалу, виконаного у вигляді стрічки, якій у багатьох випадках надають перевагу перед дротом. А надходження присадки з однієї чи обох порожнин формуючих пристроїв, як і в вищенаведеному випадку, здебільшого залежить від товщини деталей та вимог до кінцевого результату їх обробки. Подавання присадкового матеріалу в порожнину формуючих пристроїв дозволяє позиціювати на одному рівні бокові сторони стаціонарного електроду і оброблюваних виробів, що суттєво спрощує процес підготовки до зварювання чи наплавлення і виключає необхідність виконання скосу кромок виробів, що теж є безумовною перевагою технології. Ще однією відмінністю винаходу є застосування секційного стаціонарного електроду, у якому кожна секція відокремлена діелектриком. Таке конструктивне виконання обумовлює можливість уникнення нерівномірності оплавлення оброблюваних деталей значної товщини (550мм і більше), яка має місце у відомому винаході. Розділення кожної секції діелектриком по суті перетворює довгий стаціонарний електрод на декілька (по кількості секцій) окремих невеликих електродів, плавлення яких не викликає вказаних недоліків. Секційне виконання електроду має ще одну перевагу, яка полягає у тому, що окремі секції можуть бути виконаними з матеріалу різного хімічного складу, завдяки чому можна впливати на хімічний склад зварювального шва, змінюючи його відповідно до матеріалу секцій. Запропонований винахід пояснюють приведені креслення, на яких зображено: - на фіг.1 - схема процесу електрошлакового наплавлення з подаванням додаткового присадкового електродного матеріалу; - на фіг.2 - розріз А-А фіг.1; - на фіг.3 - схема електрошлакового процесу з двостороннім подаванням додаткового присадкового електродного матеріалу; - на фіг.4 - схема електрошлакового процесу з двостороннім подаванням додаткового присадкового електродного матеріалу в порожнину формуючих пристроїв; - на фіг.5 - схема здійснення електрошлакового процесу із застосуванням стаціонарного електроду, виконаного у вигляді окремих секцій; - на фіг.6 - розріз Б - Б фіг.5. На деталі 1, що з'єднуються, за допомогою стаціонарного електрода 2, на який нанесений ізолюючий шлаковий шар 3, встановлені формуючі пристрої 4, призначені для формування наплавленого шва та утримання шлаку. Позицією 5 позначена шлакова ванна, позицією 6 - металева ванна, а позицією 7 - шов (наплавлений метал). На фіг.1 і 2 показано подавання присадкового електродного матеріалу 8 з одного боку електрода, на фіг.3 - з двох, а зображена на фіг.4 схема відображає подавання присадкового матеріалу в порожнину формуючих пристроїв 4 з двох боків електроду. Стаціонарний електрод 2 підключений до джерела живлення 9, а присадковий електродний матеріал 8 живиться від окремого джерела 10. На фіг.5 показана схема здійснення електрошлакового процесу із застосуванням стаціонарного електроду, конструкція якого являє собою поєднання декількох (в даному випадку трьох) окремих секцій 11, 12 та 13, відокремлених одна від одної ізолюючим шлаковим шаром 3. Запропонований спосіб здійснюється наступним чином. Для здійснення електрошлакового процесу, наприклад, з'єднання кромок виробів 1 (фіг.1), останні встановлюються вертикально, а зазор обмежується водоохолоджуваними формуючими пристроями 4. Перед початком процесу на поверхню стаціонарного електроду 2 (а у випадках, коли він секційний - на кожну секцію 11, 12, 13) наносять ізолюючий шлаковий шар 3. В залежності від конкретних умов проведення електрошлакового процесу бокові сторони електроду встановлюють на відстані 20-30мм від однієї або ж обох бокових сторін виробу, причому в будь-якому випадку між виробом і електродом додержуються зазору, рівного величині теплового розширення електроду при його нагріванні до температури плавлення. Якщо технологією проведення процесу обумовлено подавання присадкового матеріалу в порожнину формуючих пристроїв, бокові сторони електроду 2 встановлюють на одному рівні з боковими сторонами виробу. Електрод 2 підключають до джерела живлення 9, а в формуючий пристрій, під нижній торець електроду, заливають заздалегідь розплавлений шлак. Робочий зварювальний струм, проходячи через шлакову ванну 5, підтримує в ній температуру, достатню для оплавлення кінця електроду 2 та кромок виробів. Розплавлений метал, стікаючи з електроду 2 та кромок, утворює загальну металеву ванну 6, одночасно шлак витісняється догори. На протязі виконання зварного з'єднання в зону зварювання через простір, утворений як показано на фіг. 3, подається додатковий присадковий електродний матеріал 8. Кількість додаткового матеріалу та швидкість його подавання встановлюються та регулюються згідно з технологією проведення процесу (ці параметри входять в перелік елементів режиму). За таких умов процес протікає стабільно, безперервно, а після кристалізації наплавленого металу відбувається надійне з'єднання кромок виробів (або наплавленого шару на кромку виробу). Приклад Зразки із низьколегованої сталі 09Г2С розміром 150х250х400мм з'єднують за допомогою електрошлакового зварювання за пропонованою схемою: Для стаціонарного електроду вибирають пластину із сталі 09Г2С розміром 15х120х500мм, яку заздалегідь рівномірно покривають шлаковим ізолюючим шаром товщиною 1,5-2,0мм. Висоту покриття встановлюють рівною висоті зазорів, тобто 400мм. Зразки збирають із зазором згідно загально прийнятим вимогам - внизу - 21мм, зверху - 25мм. Стаціонарний електрод встановлюють в зазорі несиметрично по товщині зразків, з одного боку - на рівні бічних кромок, з іншого - на відстані 30мм. Величину зазору внизу вибирають за умови припуску на теплове розширення електроду. Формуючий пристрій (прокладку) встановлюють нерухомо, повзун розміщують з іншої сторони (див. фіг.1). З боку повзуна підводять мундштук, через який подають додатковий присадковий електродний матеріал (дріт діаметром 3мм). Стаціонарний електрод і додатковий присадковий електродний матеріал підключають до різних джерел струму: U хх (електроду)=36В, U хх (дроту)=50В. В простір між торцем електрода і дном вихідного кармана заливають розплавлений шлак (до появи струму). В момент старту Uзв=34В, Ізв=1200А. Одночасно з появою струму в зварювальному колі стаціонарного електроду включають подавання дозованої присадки (дроту). Швидкість подавання Vпод=128м/год, Uзв=48В, Ізв=300А. Після повного корегування були встановлені такі режими: для стаціонарного електроду Uзв=30-28В, Ізв=12001670А, для додаткового присадкового електроду Uзв=44-42В, Ізв=300-350А. Процес протікає стабільно, шлакова ванна впродовж всього зварювання знаходиться в межах 45-55мм. Зовнішній вигляд шва задовільний. З боку повзуна він на 5-8мм ширший. Швидкість зварювання становила 1.25м/год.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electroslag welding or surfacing
Автори англійськоюPaton Borys Yevhenovych, Yuschenko Kostiantyn Andriiovych, Lychko Ivan Ivanovych
Назва патенту російськоюСпособ электрошлаковой сварки или наплавки
Автори російськоюПатон Борис Евгеньевич, Ющенко Константин Андреевич, Личко Иван Иванович
МПК / Мітки
МПК: B23K 25/00
Мітки: електрошлакового, наплавлення, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-68576-sposib-elektroshlakovogo-zvaryuvannya-chi-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового зварювання чи наплавлення</a>
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Шевцов Віктор Львович, Майданнік Володимир Яковлевич, Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: електрошлакового, спосіб, наплавлення
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Спосіб електрошлакового зварювання
Номер патенту: 36618
Опубліковано: 16.04.2001
Автори: Карпенко Володимир Михайлович, Власов Анатолій Федорович
МПК: B23K 25/00
Мітки: електрошлакового, зварювання, спосіб
Текст:
...електропровідність її в твердому стані. Вміст оксидів заліза та відновника, узятих у сте хіометричному відношенні, дозволяє повністю прореагувати відновнику із утворенням його оксиду. При плавленні екзотермічної металевофлюсевої суміші відновлюється залізо (@60-70% від маси окислів заліза), яке осідає на дно кармана і потім видаляється разом з ним. Внаслідок цього втрати електроду у початковий період зварювання будуть зведені до...
Установка для електрошлакового наплавлення
Номер патенту: 2808
Опубліковано: 26.12.1994
Автори: Рудевич Геннадій Миколайович, Стойко Валерій Павлович, Солодилов Сергій Степанович, Попов Вячеслав Миколайович, Моргачев Іван Григорович
Мітки: наплавлення, електрошлакового, установка
Формула / Реферат:
Установка электрошлаковой наплавки, содержащая кристаллизатор и шлаковик, разделенные перегородкой, греющий и плавящийся электроды с приводами их перемещения, отличающаяся тем, что она снабжена блоком управления и устройством контроля уровня шлака в кристаллизаторе, которое содержит световоды, расположенные один над другим, на одном конце которых размещены фоторезисторы, а на другом светофильтр, причем ось среднего световода направлена в...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Медовар Лев Борисович, Ус Василь Іванович, Шевченко Віталій Юхимович, Саєнко Володимир Якович, Медовар Борис Ізраїльович, Чернець Олександр Владиславович, Цикуленко Костянтин Анатолійович, Цикуленко Анатолій Костянтинович, Ланцман Ізраїль Абович, Федоровський Борис Борисович
МПК: B22D 23/00, B22D 19/10, B22D 19/06, B22D 19/16
Мітки: заготовок, наплавлення, спосіб, перерізу, електрошлакового, круглого
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Чигарьов Валерій Васильович, Кассов Валерій Дмитрович, Гавриш Павло Анатолійович, Кадава Віктор Володимирович
Мітки: зварювання, електродом, установка, дугового, наплавлення, порошковим
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Попередній патент: Інтелектуально-розважальна гра “ас”
Наступний патент: Прокатна кліть
Випадковий патент: Спосіб встановлення машинних пристроїв у лінію виготовлення продукції