Спосіб формування біметалевого покриття на поверхні виробу
Номер патенту: 69117
Опубліковано: 16.08.2004
Автори: Теплюк Віктор Михайлович, Іщенко Анатолій Якович, Жадкевич Михайло Львович, Зеленін Віталій Іванович, Третяк Микола Григорович, Кавуненко Петро Михайлович, Бондарєв Анатолій Андрійович, Доценко Ігор Володимирович

Формула / Реферат
1. Спосіб формування біметалевого покриття на поверхні виробу з почерговим нанесенням на поверхню виробу щонайменше одного шару матеріалу покриття, який відрізняється тим, що в матеріалі покриття та приповерхневій зоні виробу наводять локальну зону надпластичного стану глибиною, що дорівнює 1,2 - 2,0 величинам товщини матеріалу покриття, і шириною, що дорівнює 5,0 - 20,0 величинам товщини матеріалу покриття, за допомогою притиснутого до покриття обертового інструменту, який поступально переміщують відносно покриття.
2. Спосіб за п.1, який відрізняється тим, що перед нанесенням покриття поверхню виробу піддають активації.
3. Спосіб за п.1, який відрізняється тим, що виріб з нанесеним на нього покриттям піддають гомогенізації.
Текст
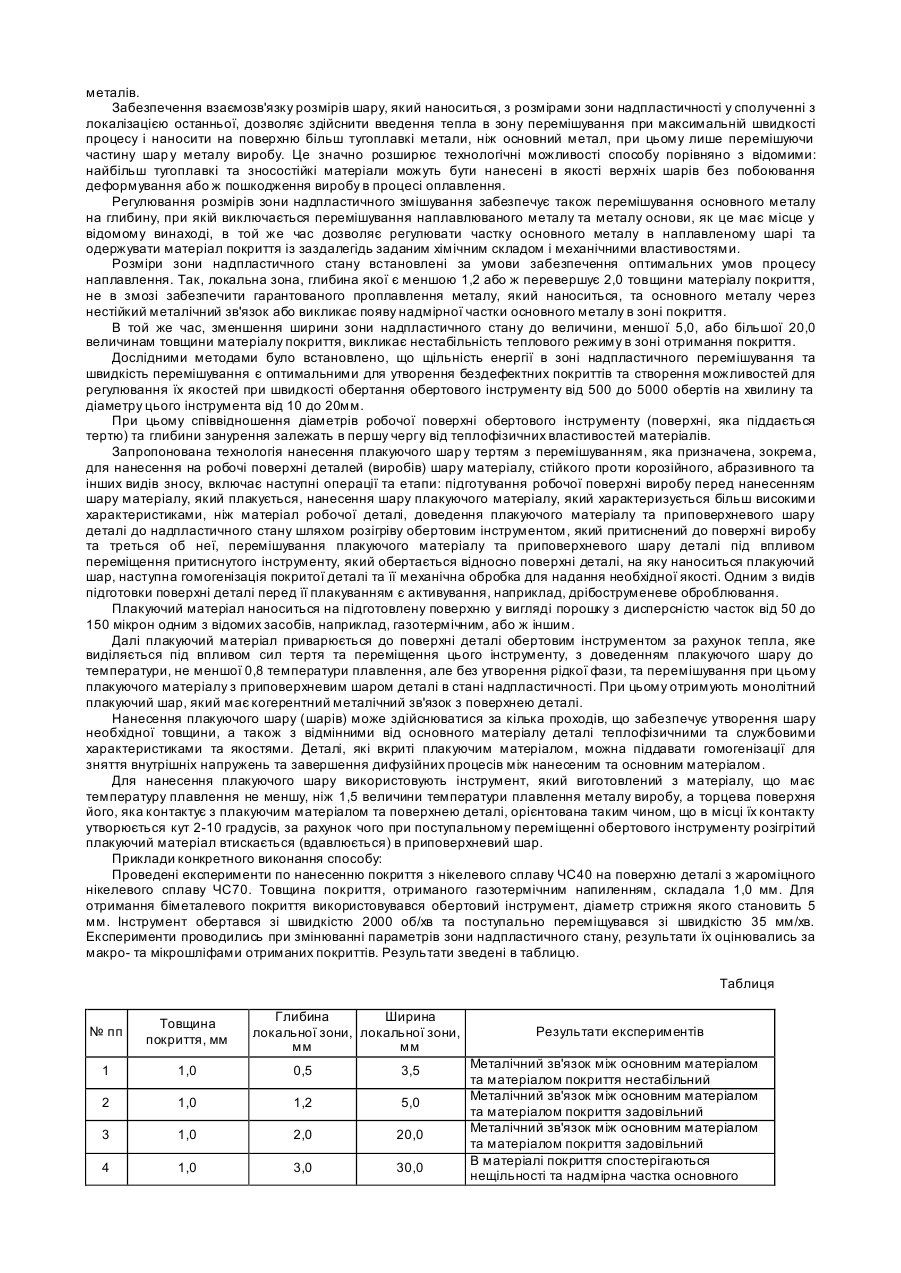
Винахід відноситься до одержання біметалевих покриттів і використовується при виготовленні та відновленні зношених деталей та вузлів у машинобудуванні. Однією зі складних і практично не вирішених проблем в машинобудуванні є нанесення шарів одного металу на інший, які здатні проявляти металічні зв'язки, мають високу щільність та не погіршують властивостей виробу. Відомі способи наплавлення, сумісної прокатки, газотермічних, вакуумних та інших методів одержання покриттів в багатьох випадках є мало ефективними. Так, покриття з наплавленого металу 2-3мм і більше одержують за допомогою дугового наплавлення стрічковим електродом (Справочник сварщика, под ред. В.В. Степанова, М., Машиностроение, 1983, C.459-460) Недоліком всіх цих способів є складність контролювання рівномірності проплавлення основного металу та, відповідно, його вмісту у наплавленому металі. Це значно ускладнює одержання наплавленого металу з заданими властивостями. Окрім того, розмір зони термічного впливу в основному металі та рівень напружень і деформацій в багатьох випадках неприпустимо високі, у зв'язку з чим виникає потреба в спеціальній термомеханічній обробці готових виробів. Дуже часто метали за цими показниками просто несумісні. Відомий спосіб нанесення покриття плазмово-дуговим методом з поданням у ванночку розплавленого металу дрібнодисперсного порошку, викладений в а.с. №1531340 (МПК6 В23К9/16, опубл. в Б.В. №12, 1987р.), також зберігає вищезгадані недоліки. До широко розповсюджених методів одержання виробів з покриттям відноситься також метод їх одержання сумісним прокатуванням з подальшою термічною обробкою, а також з використанням порошкової металургії (Основи технології виробництва багатошарових металів., Король В.К., Гиндергорі М.С. М., 1970р., с.234). В зазначеній літературі описані різні способи одержання металів з покриттям. Але в деяких випадках їх одержанню перешкоджає велика різниця в питомій вазі, в інши х - велика різниця в температурах плавлення та таке інше. За прототип запропонованого винаходу прийнятий спосіб формування біметалевого покриття на поверхні виробу з почерговим нанесенням на поверхню виробу, щонайменше, одного шару матеріалу покриття (ж-л "Трение и износ", №3, 1981р., C.495-501). Спосіб полягає в почерговому напиленні шарів необхідного складу та товщини з послідуючим їх оплавленням. Оплавлення напиленого покриття виконують із застосуванням газоплазмового джерела тепла. Недоліком цього винаходу є те, що зона термічного впливу (ЗТВ) джерела тепла на напилену поверхню є досить великою, а в результаті відсутності регулювання величини цієї зони при оплавлення покриття спостерігаються перегрів деталі, яка обробляється, та виникнення в ній значних напружень і деформацій. Стабілізація глибини проплавлення металу оброблюваної деталі з заданою точністю практично неможлива, що викликає нерівномірність проплавлення. Відсутність контролю над переходом основного металу в розплавлену ванночку є фактором, який не дозволяє варіювати частину основного металу в металі наплавленого шару та одержувати шар із заданими властивостями та хімічним складом. Відома технологія накладає обмеження на послідовність нанесення зносостійких шарів на поверхню виробу. Так, оплавлення верхнього шару з більш високою, ніж у виробу, температурою плавлення обов'язково викликає розплавлення чи значне підплавлення розташованих під ним шарів, а в деяких випадках і неконтрольоване розплавлення поверхні виробу. Тому нанесення верхніх тугоплавких шарів на поверхню металу з меншою температурою плавлення у відомому способі практично неможливе. В основу винаходу поставлена задача підвищення ефективності способу формування біметалевого покриття на поверхні виробу шляхом пом'якшення матеріалу покриття та оброблюваної деталі до надпластичного стану та перемішування цих матеріалів із застосуванням тепла, отриманого тертям спеціального інструменту об виріб та регулювання зони термічного впливу до величин, сумірних з товщиною нанесеного шару, що дозволяє локалізувати зону термічного впливу, збільшити швидкість відведення тепла від оброблюваного виробу, забезпечує глибину перемішування основного металу, достатню для надійного з'єднання матеріалів (біметалів) та присутності частки основного металу в нанесеному шарі в необхідній кількості, а також виключає неконтрольоване підплавлення шарів металу, що мають різну температуру плавлення. Поставлена задача вирішується тим, що в способі формування біметалевого покриття на поверхні виробу з почерговим нанесенням на поверхню виробу, щонайменше, одного шару матеріалу покриття, згідно винаходу, в матеріалі покриття та приповерхневій зоні виробу наводять локальну зону надпластичного стану глибиною, рівною 1,2-2,0, та шириною, рівною 5,0-20,0 величинам товщини матеріалу покриття з допомогою притиснутого до покриття обертового інструменту, який поступально переміщують відносно покриття. Крім цього, перед нанесенням покриття поверхню виробу піддають активації, а виріб з нанесеним на нього покриттям піддають гомогенізації. Вказаний технічний результат від використання запропонованого винаходу обумовлений ознаками, які відрізняють його від ознак рішень, описаних згідно відомого технічного рівня. Так, спосіб відрізняється тим, що в ньому використовується не загальний нагрів (наприклад, газополум’яним джерелом тепла, при якому утр уднено регулювання тепловкладення та величини ЗТВ), а нагрів, який обумовлений силами тертя. Слід відзначити, що нагрів, який обумовлений силами тертя, є відомим фактором з існуючого рівня техніки, але тільки з поширенням на велику зону оброблюваного виробу, причому не тільки на шар, який наноситься на поверхню виробу, а і на частину основного металу, який зазнає змішування. Інакше кажучи, відмінність винаходу полягає у використанні джерела енергії, яке отримане тертям спеціального інструменту (обертового інструменту) з локальною дією та регулюванням параметрів надхпластичності в зоні їх взаємодії та перемішування. В окремому випадку щільність енергії в цій зоні та швидкість інструмента, який обертається, і його переміщення встановлюють так, щоб утворити масоперенесення, яке обумовлює якісне з'єднання металів між собою та надщільний біметал або покриття. Так як практично вся енергія витрачається на утворення надпластичності, не спостерігається розповсюдження тепла за межі зони взаємодії, що не призводить до перегріву виробу та виникнення в ньому деформуючих напружень, тому що в цьому випадку ЗТВ від джерела просто не встигає захопити значні ділянки виробу. В той же час концентрація тепла є достатньою для виникнення надпластичного стану металів та його перенесення в зону утворення робочого шару, навіть у тугоплавких металів. Забезпечення взаємозв'язку розмірів шару, який наноситься, з розмірами зони надпластичності у сполученні з локалізацією останньої, дозволяє здійснити введення тепла в зону перемішування при максимальній швидкості процесу і наносити на поверхню більш тугоплавкі метали, ніж основний метал, при цьому лише перемішуючи частину шар у металу виробу. Це значно розширює технологічні можливості способу порівняно з відомими: найбільш тугоплавкі та зносостійкі матеріали можуть бути нанесені в якості верхніх шарів без побоювання деформування або ж пошкодження виробу в процесі оплавлення. Регулювання розмірів зони надпластичного змішування забезпечує також перемішування основного металу на глибину, при якій виключається перемішування наплавлюваного металу та металу основи, як це має місце у відомому винаході, в той же час дозволяє регулювати частку основного металу в наплавленому шарі та одержувати матеріал покриття із заздалегідь заданим хімічним складом і механічними властивостями. Розміри зони надпластичного стану встановлені за умови забезпечення оптимальних умов процесу наплавлення. Так, локальна зона, глибина якої є меншою 1,2 або ж перевершує 2,0 товщини матеріалу покриття, не в змозі забезпечити гарантованого проплавлення металу, який наноситься, та основного металу через нестійкий металічний зв'язок або викликає появу надмірної частки основного металу в зоні покриття. В той же час, зменшення ширини зони надпластичного стану до величини, меншої 5,0, або більшої 20,0 величинам товщини матеріалу покриття, викликає нестабільність теплового режиму в зоні отримання покриття. Дослідними методами було встановлено, що щільність енергії в зоні надпластичного перемішування та швидкість перемішування є оптимальними для утворення бездефектних покриттів та створення можливостей для регулювання їх якостей при швидкості обертання обертового інструменту від 500 до 5000 обертів на хвилину та діаметру цього інструмента від 10 до 20мм. При цьому співвідношення діаметрів робочої поверхні обертового інструменту (поверхні, яка піддається тертю) та глибини занурення залежать в першу чергу від теплофізичних властивостей матеріалів. Запропонована технологія нанесення плакуючого шар у тертям з перемішуванням, яка призначена, зокрема, для нанесення на робочі поверхні деталей (виробів) шару матеріалу, стійкого проти корозійного, абразивного та інших видів зносу, включає наступні операції та етапи: підготування робочої поверхні виробу перед нанесенням шару матеріалу, який плакується, нанесення шару плакуючого матеріалу, який характеризується більш високими характеристиками, ніж матеріал робочої деталі, доведення плакуючого матеріалу та приповерхневого шару деталі до надпластичного стану шляхом розігріву обертовим інструментом, який притиснений до поверхні виробу та треться об неї, перемішування плакуючого матеріалу та приповерхневого шару деталі під впливом переміщення притиснутого інструменту, який обертається відносно поверхні деталі, на яку наноситься плакуючий шар, наступна гомогенізація покритої деталі та її механічна обробка для надання необхідної якості. Одним з видів підготовки поверхні деталі перед її плакуванням є активування, наприклад, дрібоструменеве оброблювання. Плакуючий матеріал наноситься на підготовлену поверхню у вигляді порошку з дисперсністю часток від 50 до 150 мікрон одним з відомих засобів, наприклад, газотермічним, або ж іншим. Далі плакуючий матеріал приварюється до поверхні деталі обертовим інструментом за рахунок тепла, яке виділяється під впливом сил тертя та переміщення цього інструменту, з доведенням плакуючого шару до температури, не меншої 0,8 температури плавлення, але без утворення рідкої фази, та перемішування при цьому плакуючого матеріалу з приповерхневим шаром деталі в стані надпластичності. При цьому отримують монолітний плакуючий шар, який має когерентний металічний зв'язок з поверхнею деталі. Нанесення плакуючого шару (шарів) може здійснюватися за кілька проходів, що забезпечує утворення шару необхідної товщини, а також з відмінними від основного матеріалу деталі теплофізичними та службовими характеристиками та якостями. Деталі, які вкриті плакуючим матеріалом, можна піддавати гомогенізації для зняття внутрішніх напружень та завершення дифузійних процесів між нанесеним та основним матеріалом. Для нанесення плакуючого шару використовують інструмент, який виготовлений з матеріалу, що має температуру плавлення не меншу, ніж 1,5 величини температури плавлення металу виробу, а торцева поверхня його, яка контактує з плакуючим матеріалом та поверхнею деталі, орієнтована таким чином, що в місці їх контакту утворюється кут 2-10 градусів, за рахунок чого при поступальному переміщенні обертового інструменту розігрітий плакуючий матеріал втискається (вдавлюється) в приповерхневий шар. Приклади конкретного виконання способу: Проведені експерименти по нанесенню покриття з нікелевого сплаву ЧС40 на поверхню деталі з жароміцного нікелевого сплаву ЧС70. Товщина покриття, отриманого газотермічним напиленням, складала 1,0 мм. Для отримання біметалевого покриття використовувався обертовий інструмент, діаметр стрижня якого становить 5 мм. Інструмент обертався зі швидкістю 2000 об/хв та поступально переміщувався зі швидкістю 35 мм/хв. Експерименти проводились при змінюванні параметрів зони надпластичного стану, результати їх оцінювались за макро- та мікрошліфами отриманих покриттів. Результати зведені в таблицю. Таблиця Глибина Ширина локальної зони, локальної зони, мм мм № пп Товщина покриття, мм 1 1,0 0,5 3,5 2 1,0 1,2 5,0 3 1,0 2,0 20,0 4 1,0 3,0 30,0 Результати експериментів Металічний зв'язок між основним матеріалом та матеріалом покриття нестабільний Металічний зв'язок між основним матеріалом та матеріалом покриття задовільний Металічний зв'язок між основним матеріалом та матеріалом покриття задовільний В матеріалі покриття спостерігаються нещільності та надмірна частка основного 5 1,0 1,5 15,0 металу Металічний зв'язок між основним матеріалом та матеріалом покриття стабільний з оптимальним вмістом основного матеріалу у покритті
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming the bimetallic coating on the article surface
Автори англійськоюZhadkevych Mykhailo Lvovych, Zelenin Vitalii Ivanovych, Tretiak Mykola Hryhorovych, Ischenko Anatolii Yakovych, Tepliuk Viktor Mykhailovych, Dotsenko Ihor Volodymyrovych, Kavunenko Petro Mykhailovych
Назва патенту російськоюСпособ формирования биметаллического покрытия на поверхности изделия
Автори російськоюЖадкевич Михаил Львович, Зеленин Виталий Иванович, Третьяк Николай Григорьевич, Ищенко Анатолий Яковлевич, Теплюк Виктор Михайлович, Доценко Игорь Владимирович, Кавуненко Петр Михайлович
МПК / Мітки
МПК: B23K 9/16
Мітки: спосіб, формування, виробу, біметалевого, поверхні, покриття
Код посилання
<a href="https://ua.patents.su/3-69117-sposib-formuvannya-bimetalevogo-pokrittya-na-poverkhni-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування біметалевого покриття на поверхні виробу</a>
Спосіб формування покриття на поверхні виробу
Номер патенту: 46073
Опубліковано: 15.05.2002
Автори: Бондарєв Анатолій Андрійович, Дудко Данило Андрійович, Кістерська Людмила Данилівна, Малиновський Григорій Васильович, Зеленін Віталій Іванович
Мітки: виробу, формування, покриття, спосіб, поверхні
Формула / Реферат:
1. Спосіб формування покриття на поверхні виробу, що полягає в послідовному напиленні шарів необхідного складу та товщини з наступним їх оплавленням, який відрізняється тим, що оплавлення виконують висококонцентрованим джерелом тепла, при цьому щільність енергії в тепловій плямі і швидкість її переміщення регулюють до виникнення локальної ванночки розплавленого металу з глибиною, що перевищує товщину напиленого шару не менш ніж на 2 %, і...
Спосіб одержання багатошарового каркасного покриття на поверхні виробу
Номер патенту: 33254
Опубліковано: 15.02.2001
Автори: Алексеєнко Олексій Вікторович, Алєксєєв Віктор Іванович, Олексюк Олег Володимирович, Веселов Борис Олексійович, Ковбасенко Віктор Васильович
МПК: C23C 4/06, C23C 10/00, F16C 33/04
Мітки: каркасного, виробу, поверхні, спосіб, покриття, одержання, багатошарового
Текст:
...-'l _'\.'jJ ,J. тт—.ТРІ ЇЛ ^ птіія штяіи%г ттгчтіі глгча ТЗ _Г*1 А Л J H_ 'J. J. 1 *1 »ді тгиплп аиіііігілтлтп'їпіпт. ^ TTr SH iT \Л ^ ^ ъугг \г \р, \ЛГ\ ТГГ\тр1Я\А ТТІ ТТ Ті ї-"-. rt if-^Tl T T CiT J^r Д А ' —» с li J.,t l A W '4\. 'l ft li ' гЬт-^оуттї егтп Йї nm j dr iVt nn і l l ji j W { . ' J V i i l U 4-цП-1V it Ч ЇЛІІ^ЧЛ ] - A зернистістю 2-3 мм. Бри тиску повітря gsr0.4 мпа та його витраті 0^=5 м/год. На ...
Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу
Номер патенту: 54100
Опубліковано: 17.02.2003
Автор: Михайлов Вячеслав Олександрович
МПК: C23C 14/04
Мітки: декоративного, виробу, нітридного, покриття, поверхню, рельєфного, спосіб, нанесення
Формула / Реферат:
Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу методом вакуумного іонного бомбардування, що включає розміщення на поверхні виробу трафарету, який відрізняється тим, що трафарет виготовляють таким чином, що при його установці на виріб елементи трафарету розташовуються там, де потрібно наносити покриття, при цьому на вільну від елементів трафарету частину поверхні виробу наносять сажну маску, наприклад, методом...
Система для видалення покриття та спосіб видалення покриття з виробу
Номер патенту: 66412
Опубліковано: 17.05.2004
Автори: Яновскі Гленн Т., Кризмен Майкл А., Шовлін Крістофер К., Яворовскі Марк Р., Рів Куртіс Т.
МПК: B08B 7/00
Мітки: видалення, покриття, виробу, система, спосіб
Формула / Реферат:
1. Система для видалення покриття містить очисний резервуар, що містить очисний розчин у вигляді електролітної ванни для видалення покриття з принаймні одного виробу, зануреного в згадану електролітну ванну, і промивний резервуар, що містить промивний розчин для промивання згаданого принаймні одного виробу після завершення видалення згаданого покриття зі згаданого принаймні одного виробу, яка відрізняється тим, що містить блок дистиляції,...
Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів
Номер патенту: 30770
Опубліковано: 15.12.2000
Автори: Кицкай Любов Іванівна, Дзядикевич Юрій Володимирович
МПК: C23C 12/00
Мітки: жаростійкого, виробах, покриття, сплавів, тугоплавких, формування, спосіб, металів
Формула / Реферат:
Спосіб формування жаростійкого покриття на виробах із тугоплавких металів і сплавів шляхом нанесення дифузійношлікерних шарів, який відрізняється тим, що вироби із ніобію, танталу та їхніх сплавів попередньо молібденують (вольфрамують), а потім їх послідовно насичують бором і кремнієм із подальшим нанесенням силіцидоксидної композиції, що містить, мас. %: дисиліцид молібдену 60-70 диоксид ...
Попередній патент: Пристрій для перетворення тепла навколишнього ізотермічного середовища в механічну та електричну енергію
Наступний патент: Привід круглов’язальної машини
Випадковий патент: Спосіб одержання порошку та стрічки в аморфному стані