Інструментальний пристрій для фрезерування 3-d поверхонь
Номер патенту: 69664
Опубліковано: 15.09.2004
Автори: Петраков Юрій Володимирович, Луценко Максим Олександрович
Формула / Реферат
Інструментальний пристрій для фрезерування 3-D поверхонь, що містить різальні елементи, встановлені в корпусі з можливістю переміщення і керуються через штовхач кулачком, з'єднаним через шток з похилою шайбою, який відрізняється тим, що пристрій оснащено коноїдом, що взаємодіє з різальними елементами, розміщеними на поворотних важелях, при цьому коноїд має заданий профіль в різних осьових перерізах і його встановлено з можливістю осьового переміщення вздовж осі обертання інструментального пристрою.
Текст
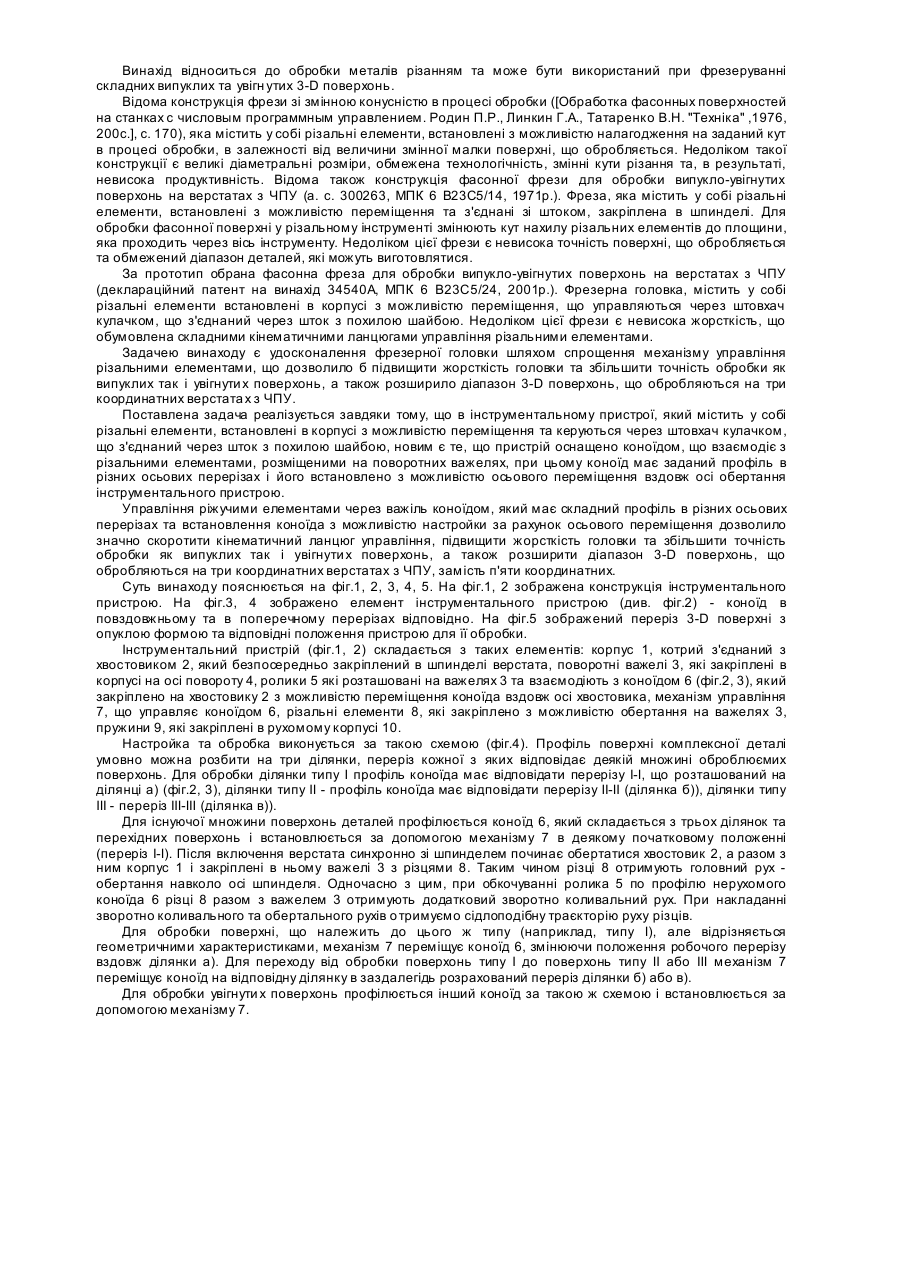
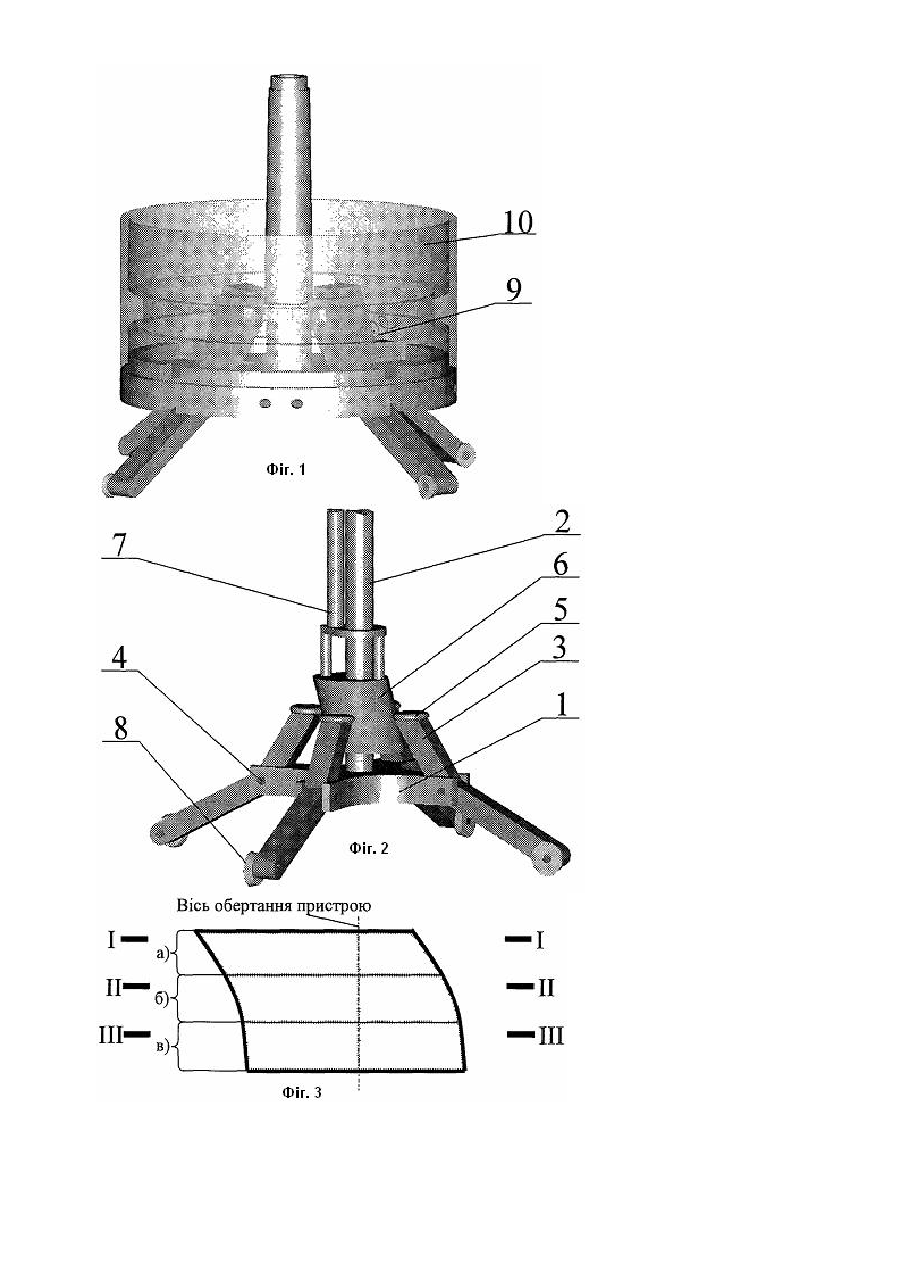
Винахід відноситься до обробки металів різанням та може бути використаний при фрезеруванні складних випуклих та увігн утих 3-D поверхонь. Відома конструкція фрези зі змінною конусністю в процесі обробки ([Обработка фасонных поверхностей на станках с числовым программным управлением. Родин П.Р., Линкин Γ.Α., Татаренко Β.Η. "Техніка" ,1976, 200с.], с. 170), яка містить у собі різальні елементи, встановлені з можливістю налагодження на заданий кут в процесі обробки, в залежності від величини змінної малки поверхні, що обробляється. Недоліком такої конструкції є великі діаметральні розміри, обмежена технологічність, змінні кути різання та, в результаті, невисока продуктивність. Відома також конструкція фасонної фрези для обробки випукло-увігнутих поверхонь на верстатах з ЧПУ (а. с. 300263, МПК 6 В23С5/14, 1971р.). Фреза, яка містить у собі різальні елементи, встановлені з можливістю переміщення та з'єднані зі штоком, закріплена в шпинделі. Для обробки фасонної поверхні у різальному інструменті змінюють кут нахилу різальних елементів до площини, яка проходить через вісь інструменту. Недоліком цієї фрези є невисока точність поверхні, що обробляється та обмежений діапазон деталей, які можуть виготовлятися. За прототип обрана фасонна фреза для обробки випукло-увігнутих поверхонь на верстатах з ЧПУ (деклараційний патент на винахід 34540А, МПК 6 В23С5/24, 2001р.). Фрезерна головка, містить у собі різальні елементи встановлені в корпусі з можливістю переміщення, що управляються через штовхач кулачком, що з'єднаний через шток з похилою шайбою. Недоліком цієї фрези є невисока жорсткість, що обумовлена складними кінематичними ланцюгами управління різальними елементами. Задачею винаходу є удосконалення фрезерної головки шляхом спрощення механізму управління різальними елементами, що дозволило б підвищити жорсткість головки та збільшити точність обробки як випуклих так і увігнути х поверхонь, а також розширило діапазон 3-D поверхонь, що обробляються на три координатних верстата х з ЧПУ. Поставлена задача реалізується завдяки тому, що в інструментальному пристрої, який містить у собі різальні елементи, встановлені в корпусі з можливістю переміщення та керуються через штовхач кулачком, що з'єднаний через шток з похилою шайбою, новим є те, що пристрій оснащено коноїдом, що взаємодіє з різальними елементами, розміщеними на поворотних важелях, при цьому коноїд має заданий профіль в різних осьових перерізах і його встановлено з можливістю осьового переміщення вздовж осі обертання інструментального пристрою. Управління ріжучими елементами через важіль коноїдом, який має складний профіль в різних осьових перерізах та встановлення коноїда з можливістю настройки за рахунок осьового переміщення дозволило значно скоротити кінематичний ланцюг управління, підвищити жорсткість головки та збільшити точність обробки як випуклих так і увігнути х поверхонь, а також розширити діапазон 3-D поверхонь, що обробляються на три координатних верстатах з ЧПУ, замість п'яти координатних. Суть винаходу пояснюється на фіг.1, 2, 3, 4, 5. На фіг.1, 2 зображена конструкція інструментального пристрою. На фіг.3, 4 зображено елемент інструментального пристрою (див. фіг.2) - коноїд в повздовжньому та в поперечному перерізах відповідно. На фіг.5 зображений переріз 3-D поверхні з опуклою формою та відповідні положення пристрою для її обробки. Інструментальний пристрій (фіг.1, 2) складається з таких елементів: корпус 1, котрий з'єднаний з хвостовиком 2, який безпосередньо закріплений в шпинделі верстата, поворотні важелі 3, які закріплені в корпусі на осі повороту 4, ролики 5 які розташовані на важелях 3 та взаємодіють з коноїдом 6 (фіг.2, 3), який закріплено на хвостовику 2 з можливістю переміщення коноїда вздовж осі хвостовика, механізм управління 7, що управляє коноїдом 6, різальні елементи 8, які закріплено з можливістю обертання на важелях 3, пружини 9, які закріплені в рухомому корпусі 10. Настройка та обробка виконується за такою схемою (фіг.4). Профіль поверхні комплексної деталі умовно можна розбити на три ділянки, переріз кожної з яких відповідає деякій множині оброблюємих поверхонь. Для обробки ділянки типу І профіль коноїда має відповідати перерізу І-І, що розташований на ділянці а) (фіг.2, 3), ділянки типу II - профіль коноїда має відповідати перерізу ІІ-ІІ (ділянка б)), ділянки типу III - переріз ІІІ-ІІІ (ділянка в)). Для існуючої множини поверхонь деталей профілюється коноїд 6, який складається з трьох ділянок та перехідних поверхонь і встановлюється за допомогою механізму7 в деякому початковому положенні (переріз І-І). Після включення верстата синхронно зі шпинделем починає обертатися хвостовик 2, а разом з ним корпус 1 і закріплені в ньому важелі 3 з різцями 8. Таким чином різці 8 отримують головний рух обертання навколо осі шпинделя. Одночасно з цим, при обкочуванні ролика 5 по профілю нерухомого коноїда 6 різці 8 разом з важелем 3 отримують додатковий зворотно коливальний рух. При накладанні зворотно коливального та обертального рухів о тримуємо сідлоподібну траєкторію руху різців. Для обробки поверхні, що належить до цього ж типу (наприклад, типу І), але відрізняється геометричними характеристиками, механізм 7 переміщує коноїд 6, змінюючи положення робочого перерізу вздовж ділянки а). Для переходу від обробки поверхонь типу І до поверхонь типу II або III механізм 7 переміщує коноїд на відповідну ділянку в заздалегідь розрахований переріз ділянки б) або в). Для обробки увігнути х поверхонь профілюється інший коноїд за такою ж схемою і встановлюється за допомогою механізму 7.
ДивитисяДодаткова інформація
Назва патенту англійськоюTool device for milling 3-d surfaces
Автори англійськоюPetrakov Yurii Volodymyrovych, Lutsenko Maksym Oleksandrovych
Назва патенту російськоюИнструментальное устройство для фрезерования 3-d поверхностей
Автори російськоюПетраков Юрий Владимирович, Луценко Максим Александрович
МПК / Мітки
МПК: B23C 5/16
Мітки: пристрій, фрезерування, поверхонь, інструментальний
Код посилання
<a href="https://ua.patents.su/3-69664-instrumentalnijj-pristrijj-dlya-frezeruvannya-3-d-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Інструментальний пристрій для фрезерування 3-d поверхонь</a>
Пристрій для фрезерування похилих площин надресорних балок
Номер патенту: 747
Опубліковано: 15.03.2001
Автори: Войтович Микола Іванович, Паршиков Юрій Васильович, Гринюк Валерій Степанович, Кордунян Володимир Іванович, Войтенко Володимир Федорович, Багнюк Олександр Михайлович
МПК: B23C 3/00
Мітки: балок, площин, похилих, пристрій, надресорних, фрезерування
Формула / Реферат:
Пристрій для фрезерування похилих площин надресорних балок, що містить основу, всередині якої розміщені головний привід і фрезерна головка з шпинделем і встановленою в ньому фрезою, механізм переміщення фрези по осі з штурвалом, лімбом і двозахідною черв'ячною передачею, який відрізняється тим, що основа виконана у вигляді плоскої плити з прилаштованими до неї кронштейнами з можливістю встановлення плити на верхній . поверхні надресорної...
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих
Номер патенту: 52927
Опубліковано: 15.01.2003
Автори: Табацков Вячеслав Петрович, Бергер Еміль Григорович, Спінчевський Олександр Миколайович
МПК: B24B 19/00
Мітки: фрезерування, пристрій, трансцендентних, кривих, безкопірного, пазів
Формула / Реферат:
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих, який має основу, ходовий гвинт та стіл для установки патрона, який тримає оброблюваний виріб (заготовку), який відрізняється тим, що з метою безкопірного фрезерування пазів по трансцендентних кривих механізм відтворення пазів виконаний у вигляді двох взаємодіючих між собою зубчастих секторів, один з яких виконаний у вигляді кардіоїди і жорстко зв'язаний з патроном,...
Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 63517
Опубліковано: 15.01.2004
Автори: Мельничук Петро Петрович, Виговський Георгій Миколайович, Лоєв Володимир Юхимович
МПК: B23C 3/00
Мітки: фрезерування, плоского, торцевими, спосіб, фрезами
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, згідно з яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за...
Пристрій для безкопірного фрезерування пазів по гіпотрохоїдних кривих
Номер патенту: 61189
Опубліковано: 17.11.2003
Автори: Табацков Вячеслав Петрович, Бергер Еміль Григорович, Боляков Олександр Сергійович, Попов Олексій Павлович
МПК: B23C 3/00
Мітки: фрезерування, гіпотрохоїдних, кривих, пазів, пристрій, безкопірного
Формула / Реферат:
Пристрій для безкопірного фрезерування пазів по гіпотрохоїдних кривих, що має основу, ходовий гвинт та стіл для установки патрона, що тримає оброблюваний виріб (заготовку), який відрізняється тим, що механізм відтворення пазів виконаний у вигляді двох взаємодіючих зубчастих секторів, один з яких виконаний у вигляді дуги великого радіуса кола, жорстко зв'язаного з патроном, шарнірно встановленим у столі пристрою, а другий встановлений на...
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Самойленко Олексій Васильович, Вачев Ангел Атанасов, Кузнєцов Юрій Миколайович
МПК: B23B 41/00
Мітки: обробки, реалізації, спосіб, зовнішніх, пристрій, поверхонь, полігональних
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
Попередній патент: П’єзоелектричний двигун і спосіб його виготовлення
Наступний патент: Шпонка
Випадковий патент: Спосіб підвищення поживності кормів