Протяжка для механічної обробки з високою точністю внутрішніх канавок
Формула / Реферат
1. Протяжка для механічної обробки з високою точністю внутрішніх канавок, причому протяжка (1) загалом має форму прямого стрижня (2) з геометричною віссю (3) і виготовлена з матеріалу, що звичайно використовується для різального інструмента, і ця протяжка (1) містить засоби зачеплення (6) і розташовані послідовно від передньої частини (4) до задньої частини (5) вхідну напрямну (15) і різальну ділянку (20), причому вхідна напрямна (15) виконана циліндричною, має діаметр D1 і центрована на геометричній осі (3), і різальна ділянка (20) містить множину різальних зубців (21), центрованих на геометричній осі (3) і повернених в напрямі передньої частини (4), причому зубці (21) мають зовнішній діаметр D, щонайменше рівний діаметру D1 і який поступово зростає в напрямі від передньої частини (4) до задньої частини (5), і зубці (21) відділені один від одного в бічному напрямі виїмками (22), що заглиблюються всередину тіла протяжки (1) аж до діаметра D3, що не перевищує діаметр D1 вхідної напрямної (15), причому різальна ділянка (20) розділена в напрямі від передньої частини (4) до задньої частини (5) на декілька різальних зон (25), відділених одна від одної напрямними повторного центрування (26), різальні зони (25) містять різальні зубці (21), а напрямні повторного центрування (26) є циліндричними, яка відрізняється тим, що напрямні повторного центрування (26) мають діаметр, рівний діаметру D1 вхідної напрямної (15).
2. Протяжка за п. 1, яка відрізняється тим, що кожна з напрямних повторного центрування (26) містить з переднього боку скошену кромку (27).
3. Протяжка за п. 1 або п. 2, яка відрізняється тим, що кожна з різальних зон (25) містить в осьовому напрямі щонайменше три різальних зубці (21).
4. Протяжка за будь-яким з пп. 1-3, яка відрізняється тим, що кожна з різальних зон (25) містить в осьовому напрямі не більше шести різальних зубців (21).
Текст
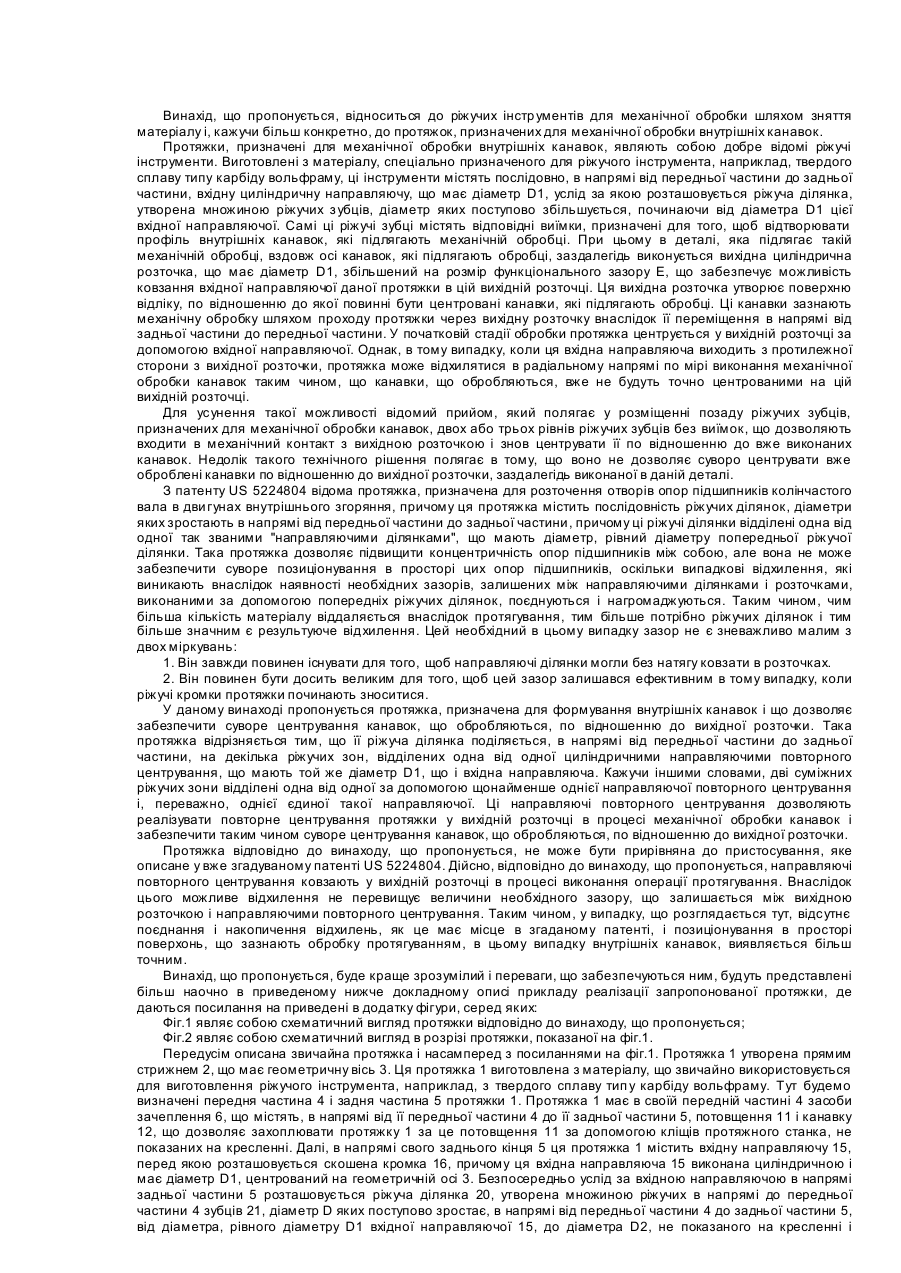
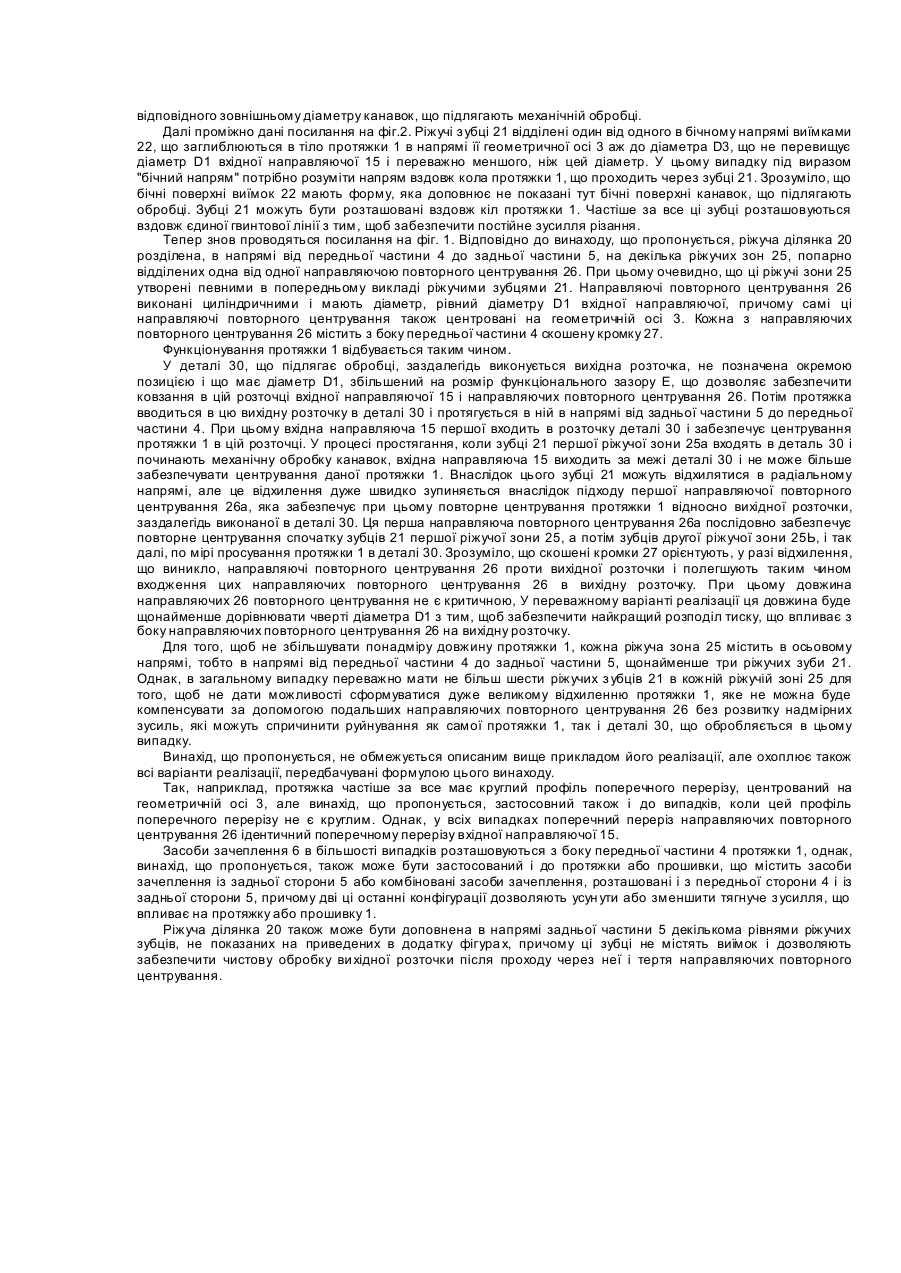
Винахід, що пропонується, відноситься до ріжучих інстр ументів для механічної обробки шляхом зняття матеріалу і, кажучи більш конкретно, до протяжок, призначених для механічної обробки внутрішніх канавок. Протяжки, призначені для механічної обробки внутрішніх канавок, являють собою добре відомі ріжучі інструменти. Виготовлені з матеріалу, спеціально призначеного для ріжучого інструмента, наприклад, твердого сплаву типу карбіду вольфраму, ці інструменти містять послідовно, в напрямі від передньої частини до задньої частини, вхідну циліндричну направляючу, що має діаметр D1, услід за якою розташовується ріжуча ділянка, утворена множиною ріжучих з убців, діаметр яких поступово збільшується, починаючи від діаметра D1 цієї вхідної направляючої. Самі ці ріжучі зубці містять відповідні виїмки, призначені для того, щоб відтворювати профіль внутрішніх канавок, які підлягають механічній обробці. При цьому в деталі, яка підлягає такій механічній обробці, вздовж осі канавок, які підлягають обробці, заздалегідь виконується вихідна циліндрична розточка, що має діаметр D1, збільшений на розмір функціонального зазору Е, що забезпечує можливість ковзання вхідної направляючої даної протяжки в цій вихідній розточці. Ця вихідна розточка утворює поверхню відліку, по відношенню до якої повинні бути центровані канавки, які підлягають обробці. Ці канавки зазнають механічну обробку шляхом проходу протяжки через вихідну розточку внаслідок її переміщення в напрямі від задньої частини до передньої частини. У початковій стадії обробки протяжка центрується у вихідній розточці за допомогою вхідної направляючої. Однак, в тому випадку, коли ця вхідна направляюча виходить з протилежної сторони з вихідної розточки, протяжка може відхилятися в радіальному напрямі по мірі виконання механічної обробки канавок таким чином, що канавки, що обробляються, вже не будуть точно центрованими на цій вихідній розточці. Для усунення такої можливості відомий прийом, який полягає у розміщенні позаду ріжучих зубців, призначених для механічної обробки канавок, двох або трьох рівнів ріжучих зубців без виїмок, що дозволяють входити в механічний контакт з вихідною розточкою і знов центрувати її по відношенню до вже виконаних канавок. Недолік такого технічного рішення полягає в тому, що воно не дозволяє суворо центрувати вже оброблені канавки по відношенню до вихідної розточки, заздалегідь виконаної в даній деталі. З патенту US 5224804 відома протяжка, призначена для розточення отворів опор підшипників колінчастого вала в дви гунах внутрішнього згоряння, причому ця протяжка містить послідовність ріжучих ділянок, діаметри яких зростають в напрямі від передньої частини до задньої частини, причому ці ріжучі ділянки відділені одна від одної так званими "направляючими ділянками", що мають діаметр, рівний діаметру попередньої ріжучої ділянки. Така протяжка дозволяє підвищити концентричність опор підшипників між собою, але вона не може забезпечити суворе позиціонування в просторі цих опор підшипників, оскільки випадкові відхилення, які виникають внаслідок наявності необхідних зазорів, залишених між направляючими ділянками і розточками, виконаними за допомогою попередніх ріжучих ділянок, поєднуються і нагромаджуються. Таким чином, чим більша кількість матеріалу віддаляється внаслідок протягування, тим більше потрібно ріжучих ділянок і тим більше значним є результуюче відхилення. Цей необхідний в цьому випадку зазор не є зневажливо малим з двох міркувань: 1. Він завжди повинен існувати для того, щоб направляючі ділянки могли без натягу ковзати в розточках. 2. Він повинен бути досить великим для того, щоб цей зазор залишався ефективним в тому випадку, коли ріжучі кромки протяжки починають зноситися. У даному винаході пропонується протяжка, призначена для формування внутрішніх канавок і що дозволяє забезпечити суворе центрування канавок, що обробляються, по відношенню до вихідної розточки. Така протяжка відрізняється тим, що її ріжуча ділянка поділяється, в напрямі від передньої частини до задньої частини, на декілька ріжучих зон, відділених одна від одної циліндричними направляючими повторного центрування, що мають той же діаметр D1, що і вхідна направляюча. Кажучи іншими словами, дві суміжних ріжучих зони відділені одна від одної за допомогою щонайменше однієї направляючої повторного центрування і, переважно, однієї єдиної такої направляючої. Ці направляючі повторного центрування дозволяють реалізувати повторне центрування протяжки у вихідній розточці в процесі механічної обробки канавок і забезпечити таким чином суворе центрування канавок, що обробляються, по відношенню до вихідної розточки. Протяжка відповідно до винаходу, що пропонується, не може бути прирівняна до пристосування, яке описане у вже згадуваному патенті US 5224804. Дійсно, відповідно до винаходу, що пропонується, направляючі повторного центрування ковзають у вихідній розточці в процесі виконання операції протягування. Внаслідок цього можливе відхилення не перевищує величини необхідного зазору, що залишається між вихідною розточкою і направляючими повторного центрування. Таким чином, у випадку, що розглядається тут, відсутнє поєднання і накопичення відхилень, як це має місце в згаданому патенті, і позиціонування в просторі поверхонь, що зазнають обробку протягуванням, в цьому випадку внутрішніх канавок, виявляється більш точним. Винахід, що пропонується, буде краще зрозумілий і переваги, що забезпечуються ним, будуть представлені більш наочно в приведеному нижче докладному описі прикладу реалізації запропонованої протяжки, де даються посилання на приведені в додатку фігури, серед яких: Фіг.1 являє собою схематичний вигляд протяжки відповідно до винаходу, що пропонується; Фіг.2 являє собою схематичний вигляд в розрізі протяжки, показаної на фіг.1. Передусім описана звичайна протяжка і насамперед з посиланнями на фіг.1. Протяжка 1 утворена прямим стрижнем 2, що має геометричну вісь 3. Ця протяжка 1 виготовлена з матеріалу, що звичайно використовується для виготовлення ріжучого інструмента, наприклад, з твердого сплаву тип у карбіду вольфраму. Тут будемо визначені передня частина 4 і задня частина 5 протяжки 1. Протяжка 1 має в своїй передній частині 4 засоби зачеплення 6, що містять, в напрямі від її передньої частини 4 до її задньої частини 5, потовщення 11 і канавку 12, що дозволяє захоплювати протяжку 1 за це потовщення 11 за допомогою кліщів протяжного станка, не показаних на кресленні. Далі, в напрямі свого заднього кінця 5 ця протяжка 1 містить вхідну направляючу 15, перед якою розташовується скошена кромка 16, причому ця вхідна направляюча 15 виконана циліндричною і має діаметр D1, центрований на геометричній осі 3. Безпосередньо услід за вхідною направляючою в напрямі задньої частини 5 розташовується ріжуча ділянка 20, утворена множиною ріжучих в напрямі до передньої частини 4 зубців 21, діаметр D яких поступово зростає, в напрямі від передньої частини 4 до задньої частини 5, від діаметра, рівного діаметру D1 вхідної направляючої 15, до діаметра D2, не показаного на кресленні і відповідного зовнішньому діаметру канавок, що підлягають механічній обробці. Далі проміжно дані посилання на фіг.2. Ріжучі з убці 21 відділені один від одного в бічному напрямі виїмками 22, що заглиблюються в тіло протяжки 1 в напрямі її геометричної осі 3 аж до діаметра D3, що не перевищує діаметр D1 вхідної направляючої 15 і переважно меншого, ніж цей діаметр. У цьому випадку під виразом "бічний напрям" потрібно розуміти напрям вздовж кола протяжки 1, що проходить через зубці 21. Зрозуміло, що бічні поверхні виїмок 22 мають форму, яка доповнює не показані тут бічні поверхні канавок, що підлягають обробці. Зубці 21 можуть бути розташовані вздовж кіл протяжки 1. Частіше за все ці зубці розташовуються вздовж єдиної гвинтової лінії з тим, щоб забезпечити постійне зусилля різання. Тепер знов проводяться посилання на фіг. 1. Відповідно до винаходу, що пропонується, ріжуча ділянка 20 розділена, в напрямі від передньої частини 4 до задньої частини 5, на декілька ріжучих зон 25, попарно відділених одна від одної направляючою повторного центрування 26. При цьому очевидно, що ці ріжучі зони 25 утворені певними в попередньому викладі ріжучими зубцями 21. Направляючі повторного центрування 26 виконані циліндричними і мають діаметр, рівний діаметру D1 вхідної направляючої, причому самі ці направляючі повторного центрування також центровані на геометричній осі 3. Кожна з направляючих повторного центрування 26 містить з боку передньої частини 4 скошену кромку 27. Функціонування протяжки 1 відбувається таким чином. У деталі 30, що підлягає обробці, заздалегідь виконується вихідна розточка, не позначена окремою позицією і що має діаметр D1, збільшений на розмір функціонального зазору Е, що дозволяє забезпечити ковзання в цій розточці вхідної направляючої 15 і направляючих повторного центрування 26. Потім протяжка вводиться в цю вихідну розточку в деталі 30 і протягується в ній в напрямі від задньої частини 5 до передньої частини 4. При цьому вхідна направляюча 15 першої входить в розточку деталі 30 і забезпечує центрування протяжки 1 в цій розточці. У процесі простягання, коли зубці 21 першої ріжучої зони 25а входять в деталь 30 і починають механічну обробку канавок, вхідна направляюча 15 виходить за межі деталі 30 і не може більше забезпечувати центрування даної протяжки 1. Внаслідок цього зубці 21 можуть відхилятися в радіальному напрямі, але це відхилення дуже швидко зупиняється внаслідок підходу першої направляючої повторного центрування 26а, яка забезпечує при цьому повторне центрування протяжки 1 відносно вихідної розточки, заздалегідь виконаної в деталі 30. Ця перша направляюча повторного центрування 26а послідовно забезпечує повторне центрування спочатку зубців 21 першої ріжучої зони 25, а потім зубців другої ріжучої зони 25Ь, і так далі, по мірі просування протяжки 1 в деталі 30. Зрозуміло, що скошені кромки 27 орієнтують, у разі відхилення, що виникло, направляючі повторного центрування 26 проти вихідної розточки і полегшують таким чином входження цих направляючих повторного центрування 26 в вихідну розточку. При цьому довжина направляючих 26 повторного центрування не є критичною, У переважному варіанті реалізації ця довжина буде щонайменше дорівнювати чверті діаметра D1 з тим, щоб забезпечити найкращий розподіл тиску, що впливає з боку направляючих повторного центрування 26 на вихідну розточку. Для того, щоб не збільшувати понадміру довжину протяжки 1, кожна ріжуча зона 25 містить в осьовому напрямі, тобто в напрямі від передньої частини 4 до задньої частини 5, щонайменше три ріжучих зуби 21. Однак, в загальному випадку переважно мати не більш шести ріжучих з убців 21 в кожній ріжучій зоні 25 для того, щоб не дати можливості сформуватися дуже великому відхиленню протяжки 1, яке не можна буде компенсувати за допомогою подальших направляючих повторного центрування 26 без розвитку надмірних зусиль, які можуть спричинити руйнування як самої протяжки 1, так і деталі 30, що обробляється в цьому випадку. Винахід, що пропонується, не обмежується описаним вище прикладом його реалізації, але охоплює також всі варіанти реалізації, передбачувані формулою цього винаходу. Так, наприклад, протяжка частіше за все має круглий профіль поперечного перерізу, центрований на геометричній осі 3, але винахід, що пропонується, застосовний також і до випадків, коли цей профіль поперечного перерізу не є круглим. Однак, у всіх випадках поперечний переріз направляючих повторного центрування 26 ідентичний поперечному перерізу вхідної направляючої 15. Засоби зачеплення 6 в більшості випадків розташовуються з боку передньої частини 4 протяжки 1, однак, винахід, що пропонується, також може бути застосований і до протяжки або прошивки, що містить засоби зачеплення із задньої сторони 5 або комбіновані засоби зачеплення, розташовані і з передньої сторони 4 і із задньої сторони 5, причому дві ці останні конфігурації дозволяють усун ути або зменшити тягнуче з усилля, що впливає на протяжку або прошивку 1. Ріжуча ділянка 20 також може бути доповнена в напрямі задньої частини 5 декількома рівнями ріжучих зубців, не показаних на приведених в додатку фігура х, причому ці зубці не містять виїмок і дозволяють забезпечити чистову обробку ви хідної розточки після проходу через неї і тертя направляючих повторного центрування.
ДивитисяДодаткова інформація
Назва патенту англійськоюSpindle for precision machining inner grooves
Назва патенту російськоюПротяжка для механической обработки с высокой точностью внутренних канавок
МПК / Мітки
МПК: B23D 43/00
Мітки: внутрішніх, протяжка, обробки, канавок, високою, точністю, механічної
Код посилання
<a href="https://ua.patents.su/3-70399-protyazhka-dlya-mekhanichno-obrobki-z-visokoyu-tochnistyu-vnutrishnikh-kanavok.html" target="_blank" rel="follow" title="База патентів України">Протяжка для механічної обробки з високою точністю внутрішніх канавок</a>
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Любін Микола Володимирович, Нахайчук Олег Вікторович
МПК: B21D 41/00
Мітки: шліцевих, втулок, виготовлення, інструмент, поверхнях, канавок, внутрішніх
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Спосіб контролю торкання інструменту та деталі з високою точністю та надійністю
Номер патенту: 17046
Опубліковано: 18.03.1997
Автори: Остафьєв Володимир Олександрович, Махмудов Кабулджон Гафурович, Скицюк Володимир Іванович
МПК: B23Q 15/00
Мітки: інструменту, контролю, торкання, точністю, спосіб, деталі, надійністю, високою
Формула / Реферат:
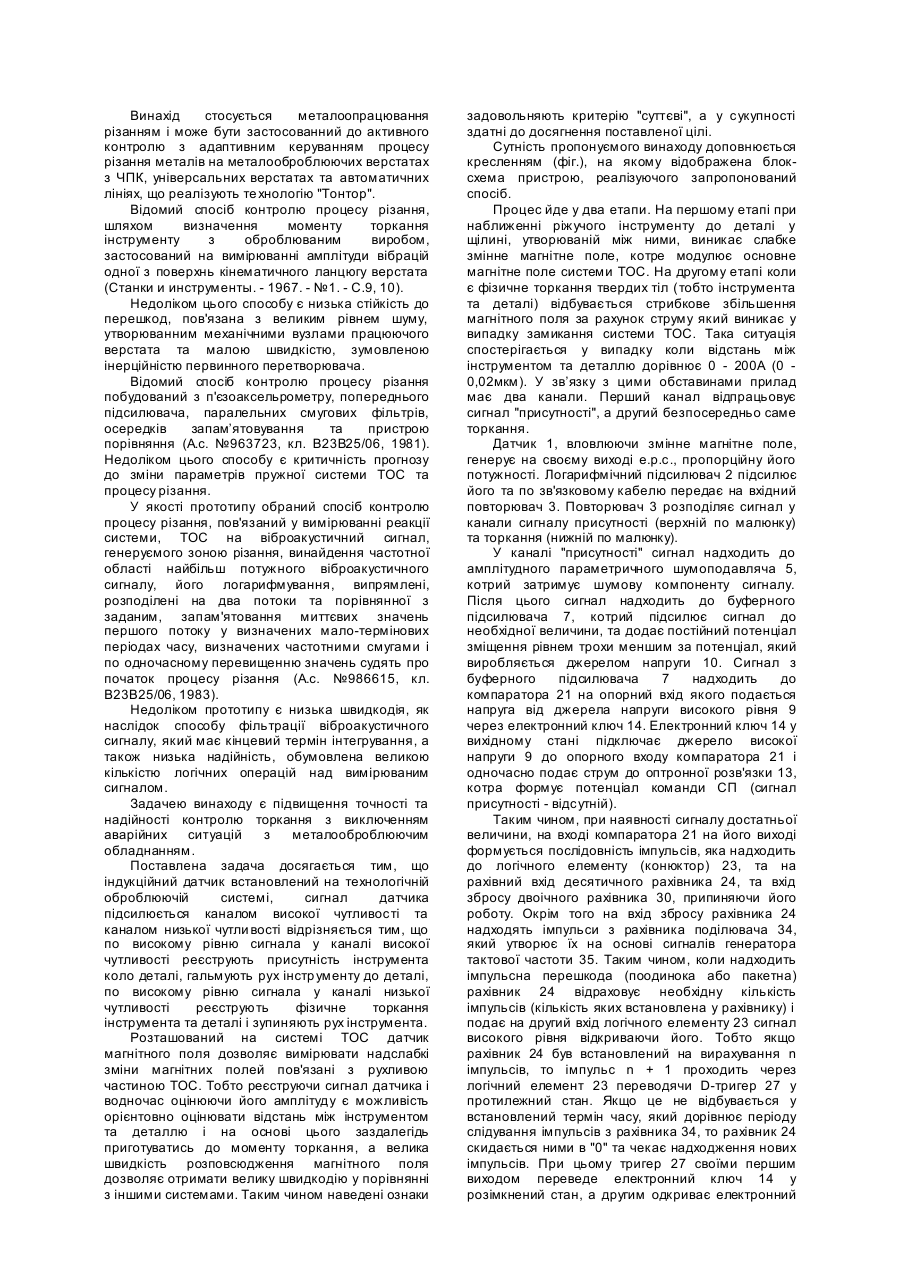
Спосіб контролю торкання інструменту та деталі з високою точністю та надійністю, визначений у тому, що індукційний датчик встановлений на технологічній оброблюючій системі, сигнал датчика підсилюється каналом високої чутливості та каналом низької чутливості, який відрізняється тим, що по високому рівню сигналу у каналі високої чутливості реєструють присутність інструменту коло деталі, гальмують рух інструменту до деталі, по високому рівню...
Збірна протяжка
Номер патенту: 52159
Опубліковано: 16.12.2002
Автори: Абросімов Павло Анатолійович, Матюха Петро Григорович
МПК: B23D 43/00
Формула / Реферат:
Збірна протяжка, до складу якої входять жорстко закріплені на корпусі призматичної форми різальні елементи, на одному із торців кожного різального елементу виконана глуха розточка з діаметром, який перевищує діаметр кола, яке є описаним відносно до поперечного перерізу корпуса, а на протилежному торці кожного різального елементу виконані паралельно граням призми прямокутні пази, перехрестя котрих утворюють отвір, яка відрізняється тим, що...
Шліцьова протяжка

Номер патенту: 13202
Опубліковано: 28.02.1997
Автори: Ємець Микола Васильович, Гриценко Микола Іванович, Пшеничний Ігор Арсентійович
МПК: B23D 43/00
Формула / Реферат:
(57) Шлицевая протяжка, на боковых поверхностях зубьев которой выполнены режущие кромки, отличающаяся тем, что зубья протяжки выполнены в направлении от первого зуба к последнему с уменьшающейся шириной.
Пристрій для нанесення стружковідокремлювальних канавок
Номер патенту: 45467
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B23D 43/00
Мітки: стружковідокремлювальних, нанесення, канавок, пристрій
Формула / Реферат:
Пристрій для нанесення стружковідокремлювальних канавок при обробці труб протягуванням, що складається з базової втулки, в радіальні отвори якої вставлені деформуючі елементи, які півсферичними поверхнями в окружному напрямку сконтактовані з конічною поверхнею втулки регулювання висоти їх виступів і зафіксовані втулкою регулювання кутів нахилу відносно осі протяжки, який відрізняється тим, що деформуючі елементи виконані з можливістю...
Попередній патент: Багатофункціональний будівельний комплекс для формування перехрещування пішохідних і/або транспортних потоків
Наступний патент: Спосіб формування апертурної плівки та абсорбуючий виріб, який її містить
Випадковий патент: Спосіб підвищення продуктивності м'ясо-вовнового кросбредного вівчарства в умовах західного регіону україни