Спосіб доведення різального інструменту
Номер патенту: 71373
Опубліковано: 15.11.2004
Автори: Доброскок Володимир Ленінмирович, Грабченко Анатолій Іванович, Філімонов Євген Васильович

Формула / Реферат
Спосіб доведення різального інструменту, при якому спочатку формують робочу зону інструменту, що здійснює доведення, шляхом обробки його різальним інструментом при їх відносному робочому переміщенні, після чого їх переміщають у напрямку, зворотному первісному, який відрізняється тим, що на етапі формування робочої поверхні інструменту, що здійснює доведення, на першому проході траєкторію переміщення інструменту розбивають на ряд ділянок, визначають навантаження і, задавши постійну продуктивність доведення для кожної j-ї ділянки і-го проходу, розраховують збільшення кута нахилу напівдотичної при здійсненні наступного проходу:
 ,
,
де ![]() - відхилення тангенціальної складової сили різання від середньоарифметичної величини на попередньому проході при формуванні інструменту, що здійснює доведення;
- відхилення тангенціальної складової сили різання від середньоарифметичної величини на попередньому проході при формуванні інструменту, що здійснює доведення;
k=0,1-0,3 - технологічний коефіцієнт;
Ρn - навантаження всередині даної ділянки інструменту, що здійснює доведення, по нормалі до поверхні при доведенні;
ν - швидкість різання при доведенні;
Т- тривалість контакту при доведенні,
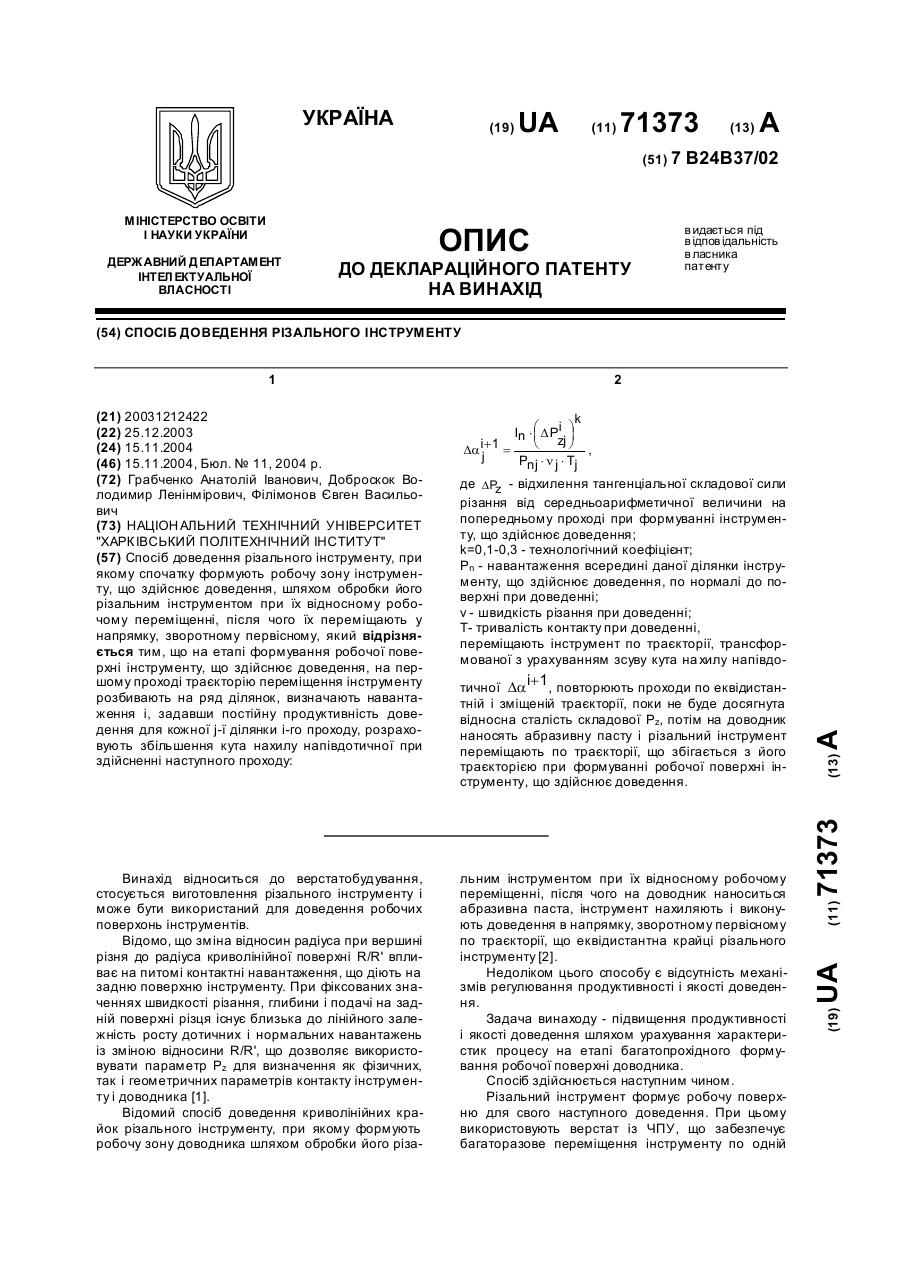
переміщають інструмент по траєкторії, трансформованої з урахуванням зсуву кута нахилу напівдотичної ![]() , повторюють проходи по еквідистантній і зміщеній траєкторії, поки не буде досягнута відносна сталість складової Pz, потім на доводник наносять абразивну пасту і різальний інструмент переміщають по траєкторії, що збігається з його траєкторією при формуванні робочої поверхні інструменту, що здійснює доведення.
, повторюють проходи по еквідистантній і зміщеній траєкторії, поки не буде досягнута відносна сталість складової Pz, потім на доводник наносять абразивну пасту і різальний інструмент переміщають по траєкторії, що збігається з його траєкторією при формуванні робочої поверхні інструменту, що здійснює доведення.
Текст
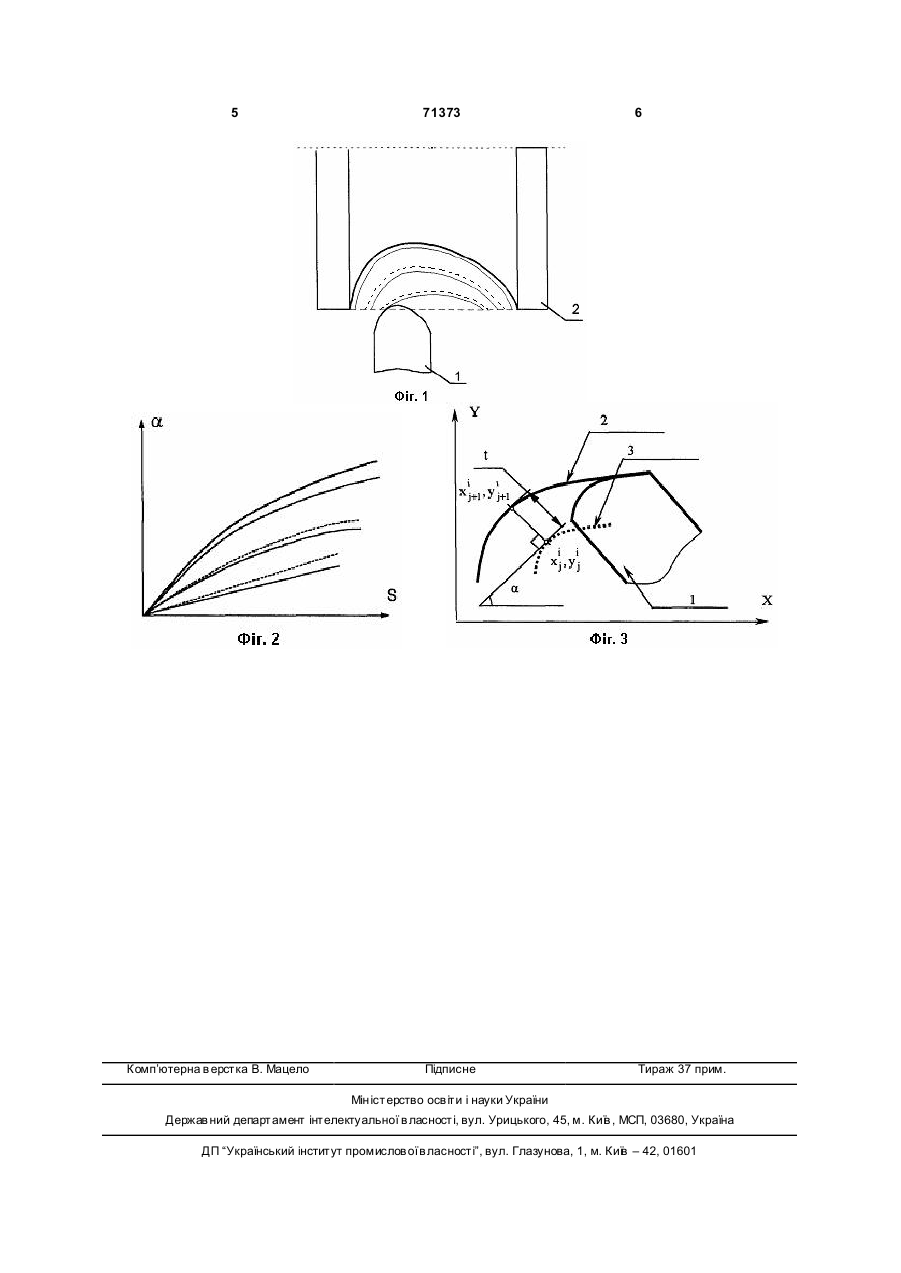
Спосіб доведення різального інструменту, при якому спочатку формують робочу зону інструменту, що здійснює доведення, шляхом обробки його різальним інструментом при їх відносному робочому переміщенні, після чого їх переміщають у напрямку, зворотному первісному, який відрізняється тим, що на етапі формування робочої поверхні інструменту, що здійснює доведення, на першому проході траєкторію переміщення інструменту розбивають на ряд ділянок, визначають навантаження і, задавши постійну продуктивність доведення для кожної j-ї ділянки і-го проходу, розраховують збільшення кута нахилу напівдотичної при здійсненні наступного проходу: 3 71373 4 траєкторії, причому будь-яка траєкторія визначає струменту по нормалі до крайки доводимого інвідповідність контактуючи х поверхонь. На фіг.1 струменту при доведенні; показана схема мимобіжних переміщень інструмеn - швидкість різання при доведенні; нту 1 при послідовному формуванні робочої зони Т - тривалість контакту при доведенні. доводника 2. Відповідно до винаходу формування Параметри коефіцієнта k враховують розхоробочої поверхні інструменту, що здійснює доведження умов навантаження інструменту при фордення виконують за кілька парних проходів. Для муванні інструмента, що здійснює доведення і дозабезпечення сталості глибини різання траєкторію веденню. Більші значення параметра k першого проходу кожної пари приймають еквідисприймаються для більш ламких, а менші - для тантною останньому проходу попередньої. Переменш ламких матеріалів доводимого інструменту. міщення на першому проході першої пари здійсРозраховуються криві, для яких враховується нюють по раніше визначеній траєкторії тільки еквідистантне відстояння -глибина різання t (наприклад, еквідистанті до крайки інструменту, по (другі криві в парі) і криві, що мають додатковий дузі окружності), а другий прохід еквідистантний зсув ¶a (перші криві в парі). На фіг.2 показаний першому. У наступних парних проходах на першографік траєкторій переміщення для фіг.1 в одноріму проході траєкторія переміщення являє собою дних координатах, де s - відстань, на яке точка еквідистанту, трансформовану з урахуванням танвіддаляється від свого початкового положення, a генціальної складової сили різання Pz на попере- кут повороту напівдотичної. дньому проході, а другий прохід пари еквідистантНа фіг.3 показана побудова для довільної криний першому. Для цього на другому проході кожної вої 3, описаної як Fj (х, у), зміщеної еквідистантної пари траєкторію переміщення розбивають на ряд траєкторії 2 переміщень інструменту 1 при формоділянок, для яких вимірюють значення тангенціаутворенні інструмента, що здійснює доведення. льної сили різання, а обробку роблять у діапазоні Координати еквідистантного контуру розраховушвидкостей, що виключає різку зміну сил різання, ються по формулі: коли ріст температури приводить до зміни фізичæ æ öö ного характеру тертя, або при постійній швидкості ç ÷ i =t i + arctgç ¶Fj / ¶Fj ÷ ÷ різання. Кількість проходів визначають відносною x ç ÷ j+ 1× cosç D a j j+1 ç ç ¶yi ¶xi ÷ ÷ сталістю складової Pz під час здійснення проходу, ç j ø÷ è j è ø що лімітує. Відомо, що питома продуктивність при довеæ æ öö ç ÷ денні (тобто знімання матеріалу при одиничному i =t i + arctgç ¶Fj / ¶Fj ÷ ÷ ç y j+ 1 j+ 1× ssn D a j ç ÷ зусиллі на одиницю часу) є функцією координат ç ç ¶yi ¶xi ÷ ÷ ç j ø÷ оброблюваного інструменту при фіксованому знаè j è ø ченні швидкості різання. При заданому зніманні в Далі повторюють парні проходи траєкторії, середині деякої ділянки інструменту по нормалі до трансформованої з урахуванням зсуву, і по еквідикрайки інструменту Іn, зміну кута нахилу напівдостантної траєкторії поки не буде досягнута відностичпої Da визначають як функцію зміни тангенціна сталість складової Pz. Така схема може бути реалізована на будьальної складовий D Pz при формуванні сполученої якому верстаті з ЧПУ, оснащеному динамометром ділянки доводника на попередньому проході. Тоді і дозволяє в комплексі враховувати геометричні і при постійній продуктивності доведення для j-ї фізико-механічні характеристики кожного доводиділянки і-го проходу кут нахилу напівдотичної для мого інструменту безпосередньо при формуванні наступного проходу зміниться з урахуванням збіпрофілю доводника, що забезпечує підвищення льшення: продуктивності і якості доведення крайок різальk æ DPi ö них інструментів. In × ç ÷ è zj ø Джерела інформації: Daij+1 = 1. Старков В.К.Обработка резанием. УправлеPnj × n j × T j ние стабильностью и качеством в автоматизироде D Pz - відхилення тангенціальної складової ванном производстве. М.: Машиностроение, 1989. сили різання від середньоарифметичної величини – 296с. на попередньому проході при формуванні інстру2. А.С. СРСР №1701495, МПК 4 В24В37/02, мента, що здійснює доведення; 1991. Б.И. №48. k=0,1-0,3 - технологічний коефіцієнт; Рn - навантаження в середині даної ділянки ін 5 Комп’ютерна в ерстка В. Мацело 71373 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for lapping the cutting tool
Автори англійськоюHrabchenko Anatolii Ivanovych
Назва патенту російськоюСпособ доводки режущего инструмента
Автори російськоюГрабченко Анатолий Иванович
МПК / Мітки
МПК: B24B 37/02
Мітки: інструменту, спосіб, доведення, різального
Код посилання
<a href="https://ua.patents.su/3-71373-sposib-dovedennya-rizalnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб доведення різального інструменту</a>
Спосіб підвищення зносостійкості твердосплавного різального інструменту
Номер патенту: 31610
Опубліковано: 15.12.2000
Автори: Мазур Микола Петрович, Мілько Володимир Володимирович
МПК: B22F 3/24
Мітки: підвищення, твердосплавного, спосіб, інструменту, різального, зносостійкості
Текст:
...2) перехід на обробку з нормативними режимами, що допускаються потужністю верстату і жорсткістю системи різання, яка продовжується до зношування зносостійкого поверхневого шару (5... 15 хв); 3) по завершенню цього часу проводиться відновлення зносостійкого поверхневого шару переходом на різання з оптимальною швидкістю, вирахованою для інструменту вже зношеного за попередній період роботи, і потім повторення циклу переходом на обробку з...
Спосіб визначення сил на задній поверхні різального інструменту
Номер патенту: 39602
Опубліковано: 15.06.2001
Автори: Мазур Микола Петрович, Мілько Володимир Володимирович, Гладкий Ярослав Миколайович
МПК: G01N 3/58
Мітки: інструменту, сіль, різального, визначення, поверхні, спосіб, задній
Формула / Реферат:
Спосіб визначення сил на задній поверхні різального інструменту, який включає проведення певної кількості замірів сил при сталих швидкості та глибині різання і змінній подачі, екстраполяцію на нульову товщину зрізаного шару, який відрізняється тим, що заміри сил проводять одноразово після зупинки подачі, але без зупинки головного руху, в момент короткочасної стабілізації сил, коли товщина зрізаного шару менша радіуса заокруглення різального...
Спосіб обробки різального інструменту
Номер патенту: 21741
Опубліковано: 20.01.1998
Автори: Тарнавський Мирослав Львович, Соснін Микола Олексійович, Ткачов Володимир Іванович, Костів Євстахій Теодорович, Бережницька Марія Пилипівна, Гнатишак Микола Миколайович, Василишин Василь Григорович, Інжейчик Григорій Іванович, Гребенюк Станіслав Олексійович, Витвицький Віктор Іванович
Мітки: спосіб, обробки, різального, інструменту
Формула / Реферат:
1. Спосіб обробки різального інструменту, що містить процес обдувки плазмовим потоком, який відрізняється тим, що обробку проводять на повітрі, а в плазмоутворюючий газ вводиться органічна речовина, яка розкладається з виділенням водню, котрий насичує поверхню інструменту та фіксується.2. Спосіб по п. 1, який відрізняється тим, що обдувку ведуть 2-3 сек.
Спосіб оцінки якості різального інструменту і деталей машин
Номер патенту: 40077
Опубліковано: 16.07.2001
Автори: Кліменко Галина Петрівна, Ковальов Віктор Дмитрович, Васильченко Яна Василівна, Мірошніченко Юрій Вікторович
МПК: C21D 6/04
Мітки: машин, оцінки, якості, інструменту, спосіб, різального, деталей
Формула / Реферат:
Спосіб оцінки якості різального інструменту і деталей машин, при якому комплексно оцінюють якість вихідних матеріалів, процесів виготовлення різального інструменту і деталей машин, який відрізняється тим, що різальний інструмент або деталі машин піддають обробці імпульсним магнітним полем, визначають їхні експлуатаційні характеристики, при цьому, якщо обробка імпульсним магнітним полем призводить до підвищення експлуатаційних характеристик -...
Спосіб зміцнення різального інструменту
Номер патенту: 32740
Опубліковано: 15.02.2001
Автори: Штученко Сергій Юрійович, Зінов'єв Микола Іванович, Калиниченко Володимир Васильович, Мірошніченко Юрій Вікторович
МПК: B23H 5/00
Мітки: інструменту, спосіб, різального, зміцнення
Текст:
...покриття у порівнянні з традиційним єлетроерозійним легуванням. На другому етапі здійснюється обробка матеріалу різальної пластини з нанесеним зносостійким покриттям в імпульсному магнітному полі. Вплив магнітних імпульсів призводить до підвищення стискуючих залишкових напружень у поверхневому шарі пластини, що об'єднує зносостійке покриття та дифузійну перехідну зону. Вибітз у якості матеріала покриття з'єднань та сплавів, близьких за...
Попередній патент: Склад для друкування текстильних матеріалів з натуральних волокон
Наступний патент: Штам paenibacillus polymyxa – продуцент гетерополісахариду
Випадковий патент: Пристрій і спосіб зменшення вихорів, виникаючих позаду літака, що рухається