Спосіб обробки різального інструменту
Номер патенту: 21741
Опубліковано: 20.01.1998
Автори: Гребенюк Станіслав Олексійович, Василишин Василь Григорович, Бережницька Марія Пилипівна, Витвицький Віктор Іванович, Костів Євстахій Теодорович, Гнатишак Микола Миколайович, Інжейчик Григорій Іванович, Тарнавський Мирослав Львович, Соснін Микола Олексійович, Ткачов Володимир Іванович
Формула / Реферат
1. Спосіб обробки різального інструменту, що містить процес обдувки плазмовим потоком, який відрізняється тим, що обробку проводять на повітрі, а в плазмоутворюючий газ вводиться органічна речовина, яка розкладається з виділенням водню, котрий насичує поверхню інструменту та фіксується.
2. Спосіб по п. 1, який відрізняється тим, що обдувку ведуть 2-3 сек.
Текст
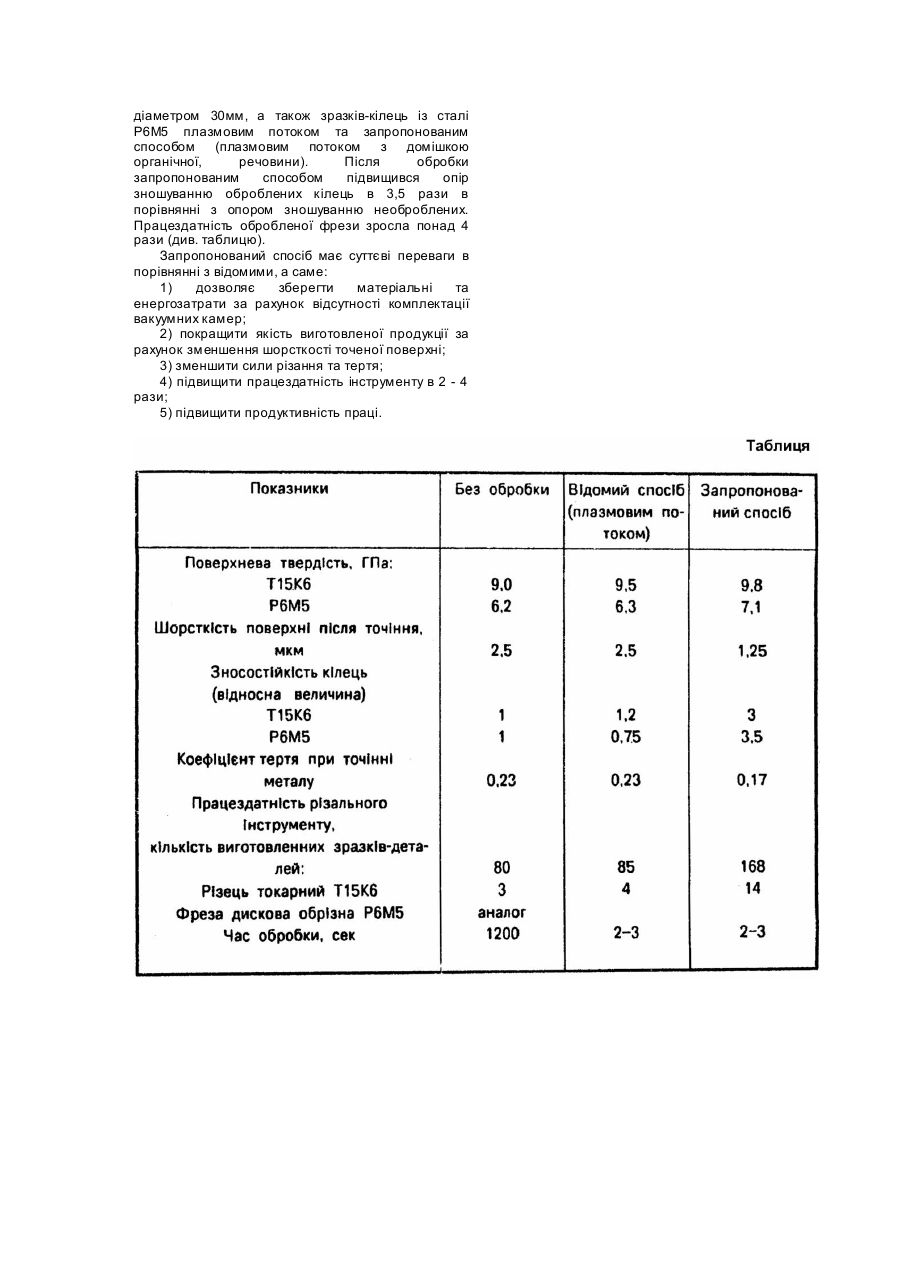
Винахід відноситься до обробки поверхні металорізального інструменту, який пройшов кінцеву механічну обробку після термічної, й може бути використаний в інструментальній промисловості для підвищення працездатності різального інструменту. Відомо спосіб обробки металів шляхом електролітичного наводнення, в якому використовується водень для полегшування деформації та руйнування металу при його механічній обробці 1. Він має ряд недоліків, а саме: низька продуктивність праці; вимагає підвищених вимог по техніці безпеки; вимагає спеціальних травильних ванн; екологічно-шкідливий. Відомо спосіб обробки сталевих виробів, в якому наводнення металу проводять в процесі термічної обробки 2. Він є більш технологічніший, ніж попередній, але вимагає спеціального устаткування для високотемпературного наводнення. Відомо, що плазма активізує процес проникнення елементів, зокрема водню, у метал за рахунок іонізації 3. Сам процес обробки металів плазмовим потоком відомий і використовується для нанесення різного роду захисних покрить 4. Для підвищення зносостійкості металу, поскільки обробка самою плазмою незначно зміцнює метал, у плазмоутворюючий газ вводять легуючі елементи. А для такого процесу потрібна комплектація в установках вакуумних камер, що обмежує габарити виробу, зокрема різного роду пил. Крім цього, недоліком згаданих методів обробки є наявність "мертвих" зон, тобто ділянок, на які внаслідок складної форми виробу не осідає покриття. В основу винаходу поставлене завдання створити спосіб обробки різального інструменту, в якому обробкою інструменту на повітрі (без вакуумного обладнання) та наводненням його поверхні в процесі короткочасної (2 - 3сек) обдувки низькотемпературною плазмою, в яку вводиться органічна речовина, забезпечується зростання продуктивності та спроможності обробки, зменшення коефіцієнту тертя при роботі інструменту та підвищення його стійкості і за рахунок цього підвищується роботоздатність різального інструменту, зменшуються матеріальні та енергетичні затрати. Поставлене завдання розв'язується тим, що в спосіб обробки різального інструменту, який містить процес обдувки плазмовим потоком, згідно винаходу обробку проводять на повітрі, а в плазмоутворюючий газ вводиться органічна речовина, яка розкладається з виділенням водню, котрий насичує поверхню інструменту протягом 2 3сек та фіксується. Суть винаходу полягає в тому, що згідно відомих способів обробки металів обдувк у поверхні виробів проводять у спеціальних вакуумних плазмових установках плазмоутворюючим газом, в який вводять легуючі елементи, алмазні частинки, а по запропонованому - без вакуумного обладнання (на повітрі) і в плазмоутворюючий газ вводиться органічна речовина, яка у факелі плазми розкладається на активний водень, котрий дифундує і фіксується у приповерхневих шарах металу інструменту. Час обробки 2 - 3сек є оптимальним для процесу плазмохімічної обробки. За цей час здійснюється швидкісний високотемпературний нагрів тонких приповерхневих шарів металу до передплавильних температур. За рахунок відводу тепла в товщу інстр ументу здійснюється фіксація водню в поверхневих шарах. Крім наводнення під час обробки одночасно відбувається розчинення карбідів, а потім утворення їх більш дисперсними. Менший час обробки (t 2 - 3сек) приводить до розміцнення металу поверхні інструменту (відбувається ріст зерна). Нагрів серцевини інструменту при обробці не повинен перевищувати 100 - 150°C. Підвищення температури погіршує фізико-механічні властивості металу інструменту. Сама обдувка плазмовим потоком без процесу наводнення не дає такої можливості досягнути ефективного покращення працездатності металорізального інструменту, а тільки поєднання плазмової обробки з насиченням металу воднем та його фіксацією у приповерхневих шарах інструменту дозволяє суттєво підвищити стійкість інструменту, а також покращити якість поверхні виготовленого виробу. Суть запропонованого способу полягає у слідуючому. Термооброблений та заточений на кінцевий розмір інструмент поміщають на віддалі 3 - 4см від сопла плазмового генератора, в якому передбачено пристрій для введення активних домішок. Включають генератор, вводячи в плазмоутворюючий газ (аргон) легко випаровуючу органічну речовину, яка розкладається з виділенням активного водню. Обдувк у інстр ументу ведуть 2 - 3сек. Приклад 1. Проводили обдувку поверхні стандартних токарних різців зі сплаву Т15К6 плазмовим потоком та плазмовим потоком з домішкою органічної речовини. Таким же обробкам піддавали зразки - кільця зі сплаву Т15К6 діаметром 35 та висотою 10мм, які призначались для досліджень зносостійкості на стандартній машині МИ-IМ. Дослідження на зносостійкість проводили в абразивно-масляному середовищі. Критерієм зносу була втрата ваги кільця за певний проміжок часу. Результати досліджень показали, що наводнення металу в процесі обдувки плазмовим потоком збільшує зносостійкість кілець в 3 рази в порівнянні з зносостійкістю необроблених кілець. Обдувка кілець без наводнення підвищила зносостійкість тільки в 1,2 рази. Таке підвищення зносостійкості кілець після їх обробки запропонованим способом можна пояснити дією водню, який в процесі тертя виділяється з приповерхневих шарів і сприяє зменшенню зносу. Після точіння різцем, обробленим по запропонованому способу, спостерігалась менша шорсткість точеної поверхні, а коефіцієнт тертя зменшився до 0,17. При точінні необробленим різцем коефіцієнт тертя становив 0,23. Оброблений різець менш зношується, а період до його заточки зростає. Працездатність різців визначали за кількістю виточених ними однакових зразків без заточування. Порівняльна оцінка показників запропонованого способу та відомого приведені в таблиці. Приклад 2. Проводили обробку дискової фрези діаметром 30мм, а також зразків-кілець із сталі Р6М5 плазмовим потоком та запропонованим способом (плазмовим потоком з домішкою органічної, речовини). Після обробки запропонованим способом підвищився опір зношуванню оброблених кілець в 3,5 рази в порівнянні з опором зношуванню необроблених. Працездатність обробленої фрези зросла понад 4 рази (див. таблицю). Запропонований спосіб має суттєві переваги в порівнянні з відомими, а саме: 1) дозволяє зберегти матеріальні та енергозатрати за рахунок відсутності комплектації вакуумних камер; 2) покращити якість виготовленої продукції за рахунок зменшення шорсткості точеної поверхні; 3) зменшити сили різання та тертя; 4) підвищити працездатність інструменту в 2 - 4 рази; 5) підвищити продуктивність праці.
ДивитисяДодаткова інформація
Автори англійськоюVytvytskyi Viktor Ivanovych, Hrebeniuk Stanislav Oleksiiovych, Tkachov Volodymyr Ivanovych, Berezhnytska Mariia Pylypivna, Hnatyshak Mykola Mykolaiovych
Автори російськоюВитвицкий Виктор Иванович, Гребенюк Станислав Алексеевич, Ткачов Владимир Иванович, Бережницкая Мария Филипповна, Гнатишак Николай Николаевич
МПК / Мітки
Мітки: різального, інструменту, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/2-21741-sposib-obrobki-rizalnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки різального інструменту</a>
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
МПК: C21D 1/00
Мітки: обробки, термічної, спосіб, твердосплавних, інструменту, елементів, ріжучого
Формула / Реферат:
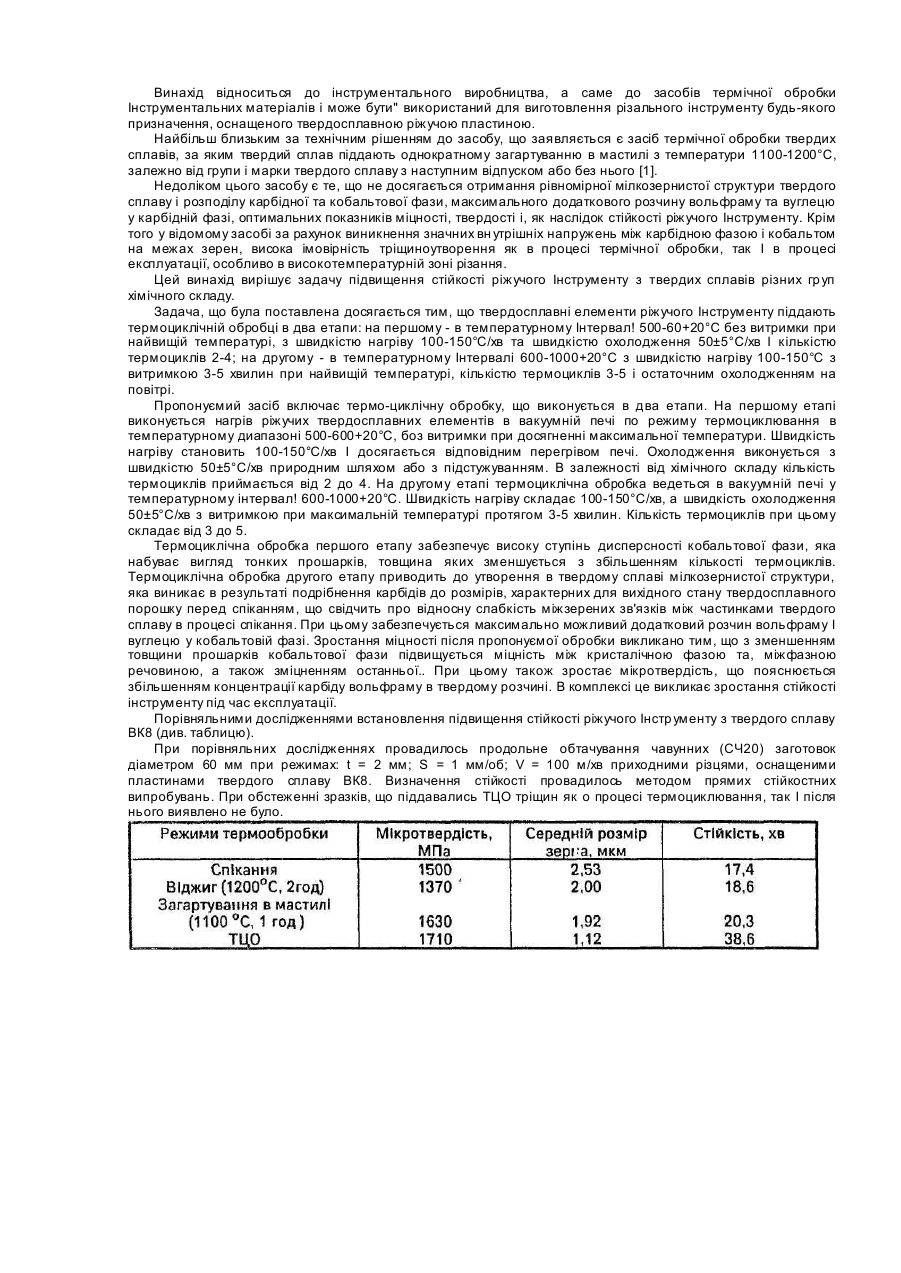
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Спосіб зміцнення різального інструменту
Номер патенту: 18658
Опубліковано: 25.12.1997
Автори: Спицкий Василій Іванович, Персіянов Сєргєй Валерьєвіч, Березняк Олександр Олександрович, Панасенко Людміла Іванівна, Костенко Анатолій Олександрович, Погосов Алєксандр Гургєновіч
МПК: C21D 1/09
Мітки: інструменту, різального, зміцнення, спосіб
Формула / Реферат:
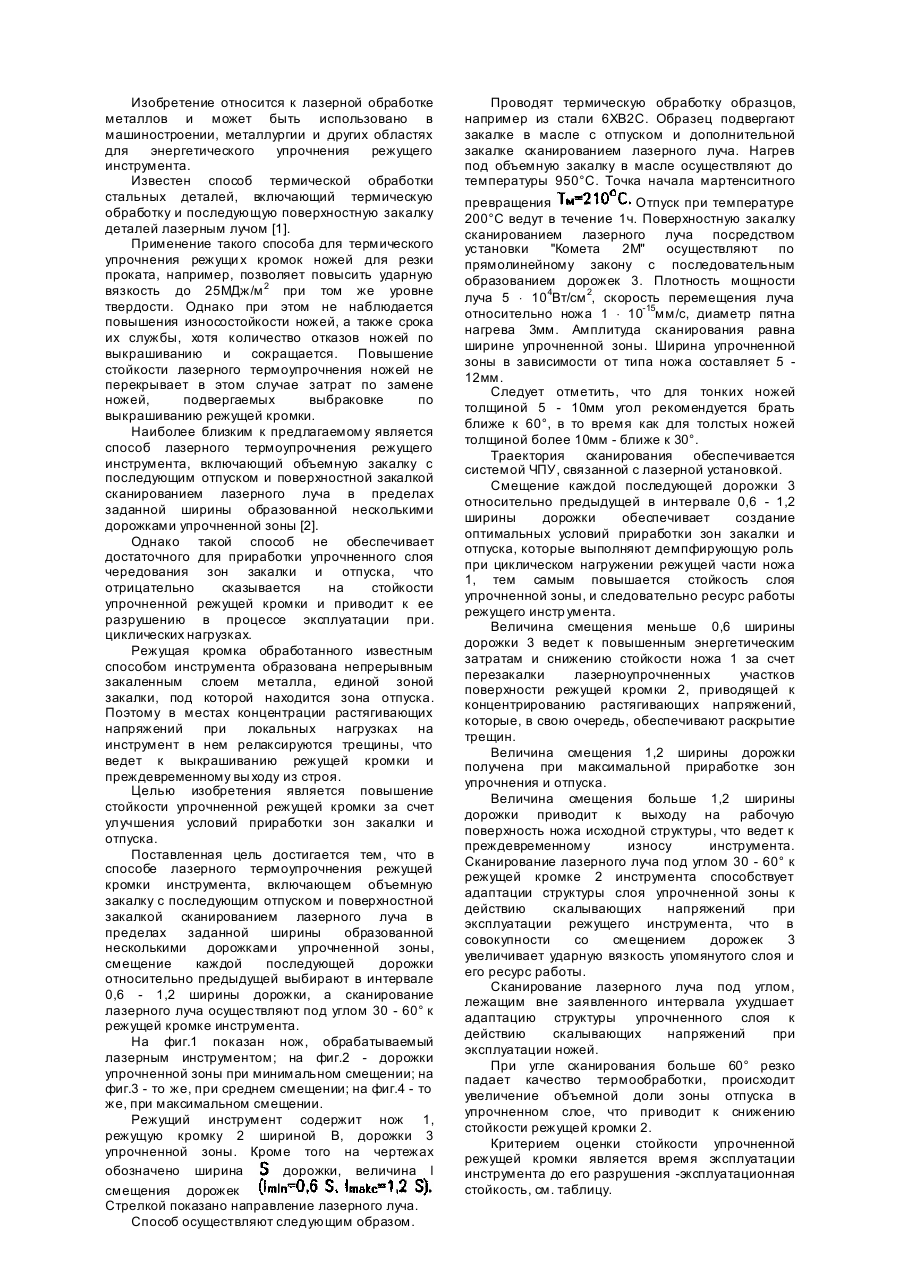
Способ упрочнения режущего инструмента, включающий объемную закалку, отпуск и поверхностную закалку перемещающимся лазерным лучом, направленным под заданным углом к режущей кромке инструмента и с образованием дорожек упрочнения с заданным смещением относительно друг друга по отношению к ширине отдельной дорожки, отличающийся тем, что лазерный луч при закалке направляют под углом 30 - 60°, а образование дорожек упрочнения осуществляют со...
Спосіб випробування різального інструменту на зносостійкість
Номер патенту: 14366
Опубліковано: 25.04.1997
Автори: Гузенко Віталій Семенович, Черномаз Володимир Миколаєвич, Скібін Володимир Володимирович, Гах Віталій Михайлович
МПК: B23B 1/00
Мітки: випробування, зносостійкість, спосіб, різального, інструменту
Формула / Реферат:
Способ испытания режущего инструмента на износостойкость, включающий протачивание до установленного критерия затуплення с непрерывным ростом скорости резания за один или несколько проходов от центра к периферии торцовой поверхности цилиндрического образца с центральным отверстием, отличающийся тем, что, с целью расширения диапазона исследуемых подач и сокращения трудоемкости процесса, торцовую поверхность делят на группы кольцевых...
Патрон для кріплення осьового різального інструменту
Номер патенту: 6846
Опубліковано: 31.03.1995
Автор: Бондарєв Віктор Миколайович
МПК: B23C 5/00, B23B 31/02
Мітки: інструменту, різального, патрон, кріплення, осьового
Формула / Реферат:
(57) Патрон для крепления осевого режущего инструмента, преимущественно концевых фрез, содержащий корпус с установленной на нем накидной гайкой, размещенную в корпусе переходную втулку с фланцем и коническим отверстием под хвостовик инструмента, установленную с возможностью осевого перемещения посредством резьбового соединения, выполненного противоположного направления или другого шага относительно резьбового соединения накидной гайки с...
Пристрій контролю стану різального інструменту
Номер патенту: 15565
Опубліковано: 30.06.1997
Автори: Остафьєв Володимир Олександрович, Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: B23Q 17/09, B23Q 11/04
Мітки: стану, інструменту, контролю, пристрій, різального
Формула / Реферат:
(57) Устройство контроля состояния режущего инструмента, содержащее расположенный на инструменте магнитоиндукционный датчик и схему регистрации сигналов, отличающееся тем, что схема регистрации сигналов имеет канал усиления, канап регистрации касания и канал регистрации поломки инструмента, при этом канал усиления содержит соединенные последовательно с датчиком первый усилитель, второй усилитель, выпрямитель и компаратор, а также связанный со...
Попередній патент: Спосіб зав’язування хірургічного вузла при ендоскопічних операціях
Наступний патент: Збір лікарських рослин для профілактики та лікування шлунково-кишкових захворювань тварин “фітовет”
Випадковий патент: Пристрій для навчання правильної вимови