Спосіб електродугового нагрівання та плавлення матеріалів
Номер патенту: 73583
Опубліковано: 15.08.2005
Автори: Поболь Анатолій Аркадієвич, Адамський Едуард Бенціонович, Поболь Аркадій Анатолійович, Топалов Станіслав Васильович
Формула / Реферат
Спосіб електродугового нагрівання та плавлення кускових та пилоподібних матеріалів, за яким у пустотілі електроди подають газ, збуджують дуги між пустотілими електродами та матеріалами, що нагрівають, регулюють силу струму в дузі та відстань між торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, подають в зону дуг шихтові матеріали, переміщують електроди один відносно одного та відносно матеріалів, який відрізняється тим, що перед подачею у зону дуг шихтових матеріалів визначають найбільший описаний діаметр часток матеріалів, що входять до складу шихти, а відстань між торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, підтримують і регулюють у межах 15,5 - 20,7 від найбільшого описаного діаметра часток матеріалів.
Текст
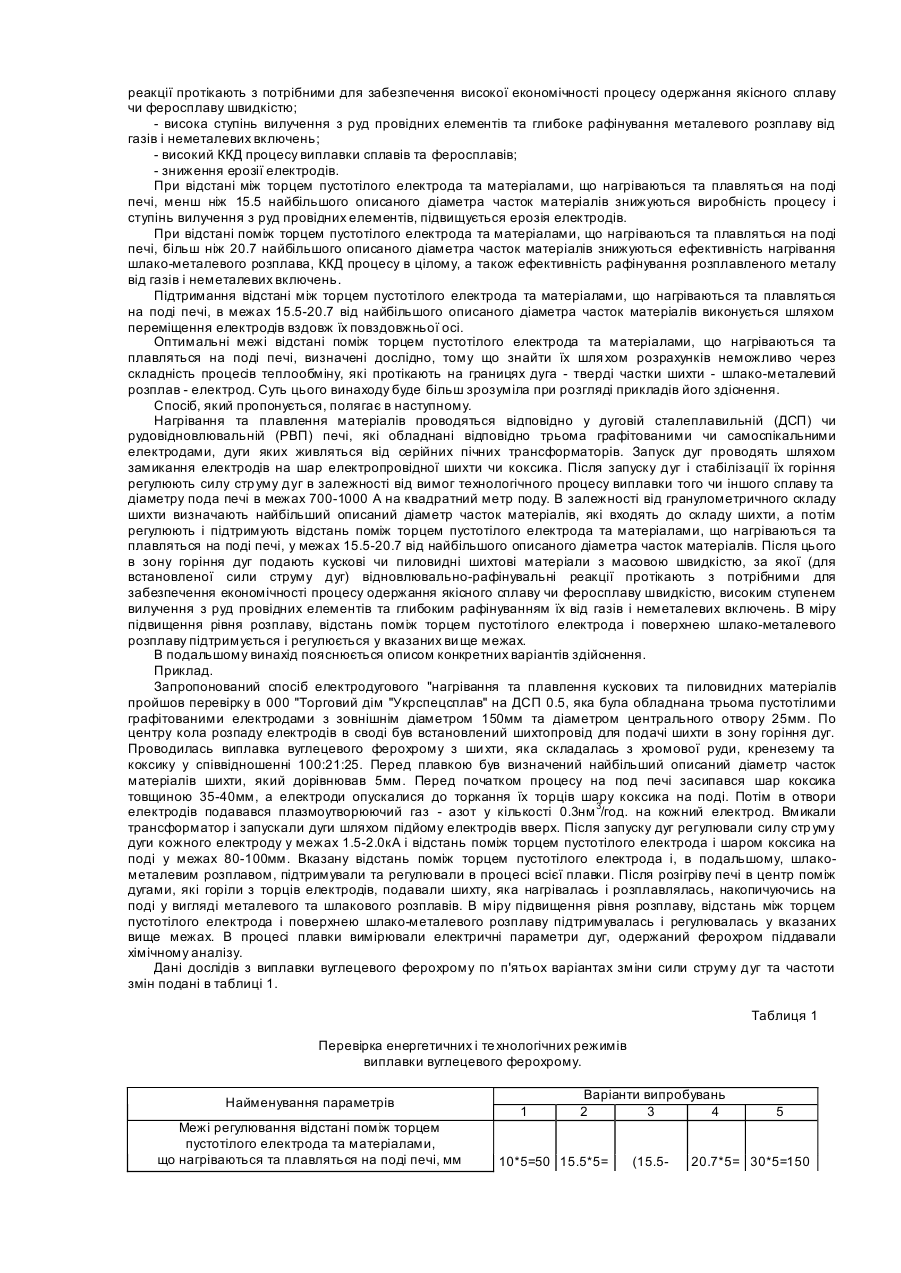
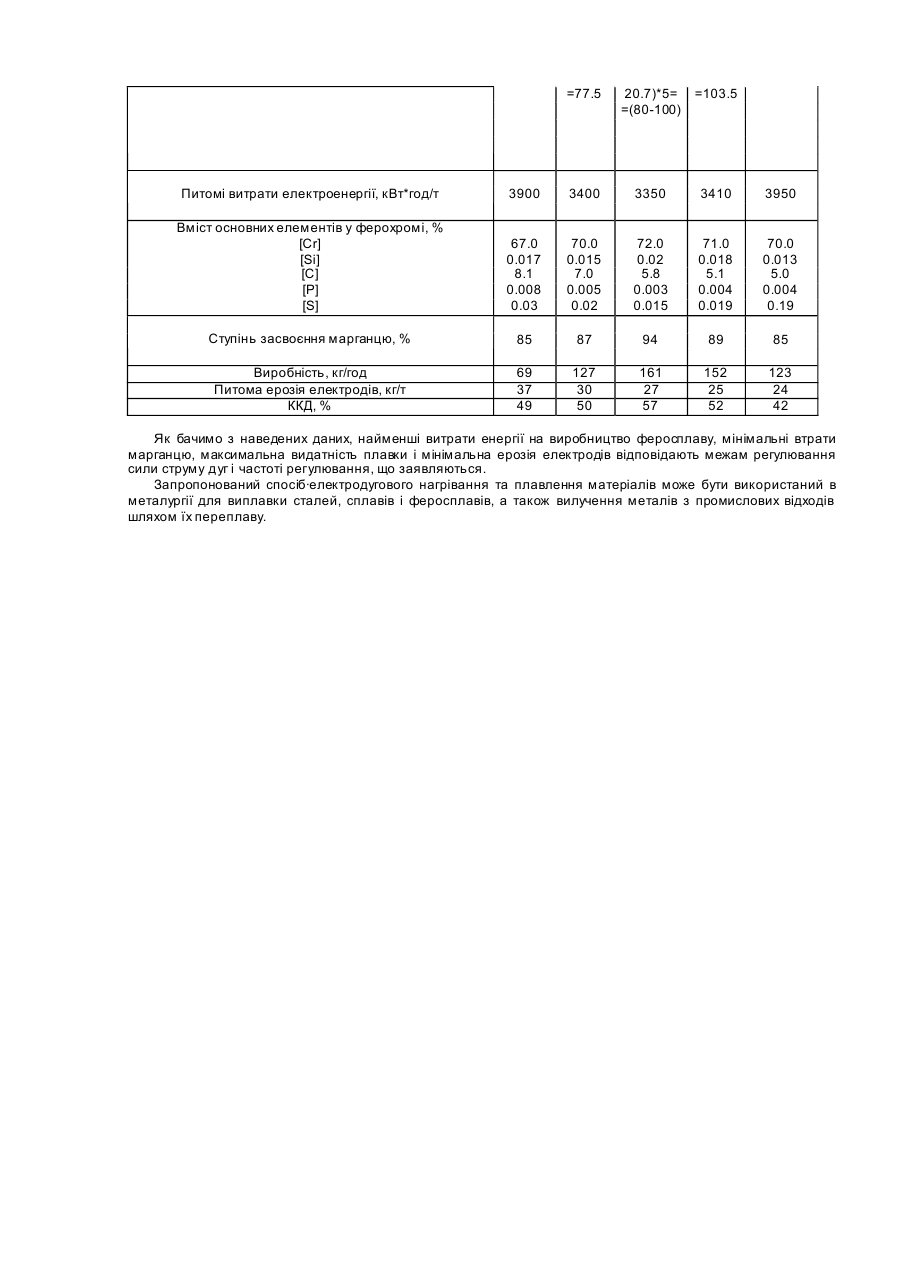
Винахід стосується області електротехніки, а більш конкретно - способу електродугового нагрівання та плавлення матеріалів і може бути застосований в електротермічних установках для нагрівання та плавлення металевих і неметалевих шихтови х матеріалів у вигляді порошків чи кусків, а також для виробництва металів, сплавів та феросплавів. Для нагрівання, плавлення та переплаву матеріалів, виплавки металів, сплавів, сталей та феросплавів використовують відповідно дугові сталеплавильні печі (ДСП) та рудовідновлювальні печі (РВП). Найбільше розповсюдження одержали ДСП та РВП, в яких нагрівання шихтови х матеріалів, металевого та шлакового розплавів здійснюється дугами, що горять між графітованими чи самоспікальними електродами, які розташовані рівномірно по колу розпаду [див. Нікольський Л.Є., Смоляренко В.Д.,Кузнєцов Л.Н. Теплова робота дугових сталеплавильних печей. Москва, "Металургія", 1981, 320с; Гасик М.І., Лякішев М.П., Ємлін Б.І. Теорія і технологія виробництва феросплавів. Москва, "Металургія ", 1988, 784с; Єгоров А.В. Розрахунок потужності та параметрів електропечей чорної металургії. Москва, "Металургія", 1990, 280с.] Однак, технологічний процес виробництва металів, сплавів та феросплавів, заснований на нагріванні кускових та пиловидних шихтових матеріалів, металевого і шлакового розплавів дугами графітованих чи самоспікальних електродів має суттєві недоліки, основними з яких є: необхідність ретельної підготовки і регулювання технологічних та електричних параметрів, гранулометричного складу шихтових матеріалів і газопроникності шару шихти, в'язкості та електричної проводимості шлаків, співвідношення кількості руди, флюсу та відновлювача, температури зони протікання відновлюючих реакцій, металевого та шлакового розплавів. Необхідно відмітити велику інерційність теплового режиму процесу. При відхиленні від оптимальних значень заданих те хнологічних параметрів підвищуються питомі витрати електроенергії, з газами виносяться дрібні фракції шихтови х матеріалів, знижується якість одержуваного продукту, різко зростають питомі витрати електродів. Особливо низька ефективність нагрівання кускових та пиловидних ши хтови х матеріалів в рудовідновлювальних феросплавних печах, оскільки джерелами теплової енергії в них, окрім дуг, які горять лід шаром шихти (колошником), є ще й джоулево тепло, яке виділяється при проходженні струму між електродами безпосередньо через шихту колошника. У всіх цих процесах теплова енергія дуг не передається безпосередньо матеріалу шихти, що робить неможливим нагрівання матеріалів до температур, потрібних для швидкого протікання відновлювально-рафінувальних металургійних реакцій утворення сплавів чи феросплавів. Відомий спосіб електродугового нагрівання та плавлення матеріалів [див, патент України UA 7286 A від 27.08.1993], обраний за прототип, в якому збуджують електродуговий розряд між внутрішнім і зовнішнім електродами плазмово-дугового нагрівача і матеріалом, який нагрівається, регулюють силу струм у дуги, переміщують плазмово-дуговий нагрівач відносно матеріалу таким чином, щоб довжина дуги L змінювалась пропорційно силі струму дуги І у співвідношенні: L = k * Іn , де k - коефіцієнт, який дорівнює 1.5мм/А; n - показник ступеня, який дорівнює 0.41-0.55. Регулюванням довжини дуги відносно розплаву досягається підвищення ефективності нагрівання шихтови х матеріалів, а також зниження зносу електродів і вогнетривкої футеровки. Однак, відомому способу притаманні наступні недоліки. Сила струму дуги чи дуг є величина, визначена в залежності від геометричних параметрів плавильного простору та ванни шлакометалевого розплаву. Регулювання довжини дуги у залежності від її сили струму без ура хування геометричних розмірів (а значить і маси) часток шихти не забезпечує ефективне нагрівання часток шихтових матеріалів до температури, за якою відновлювально-рафінувальні реакції протікають з потрібними для забезпечення економічності процесу одержання якісного сплаву чи феросплаву швидкістю, високим ступенем вилучення з руд провідних елементів та глибоким рафінуванням їх від газів і неметалевих включень. В основу винаходу покладено задачу вдосконалити відомий спосіб нагрівання та плавлення матеріалів за рахунок вибору параметрів регулювання відстані поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, яке дозволило б підвищити якість обробки шихтових матеріалів та ККД процесу одержання сплавів і феросплавів, знизити ерозію електродів. Поставлена задача вирішується тим, що у способі електродугового нагрівання та плавлення матеріалів, за яким збуджують дуги між пустотілими електродами та матеріалами, що нагрівають, регулюють силу стр уму дуг, подають в зону дуг шихтові матеріали, переміщують електроди один відносно одного та відносно матеріалів, відстань поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, підтримують і регулюють у межах 15.5-20.7 від найбільшого описаного діаметра часток матеріалів. На відміну від прототипу, при електродуговому нагріванні та плавленні кускових та пиловидних матеріалів нагрівання часток шихти здійснюється тепловою енергією, яка генерується в стовпі дуги, довжина, а отож і потужність якої регулюють залежно від геометричних розмірів часток шихти, яка оброблюється. Цим досягається підвищення якості обробки шихтови х матеріалів та ККД процесу одержання сплавів і феросплавів, знизити ерозію електродів. Щоб уникнути описаних у прототипі низької ефективності нагрівання часток шихтових матеріалів до температури, за якої відновлювально-рафінувальні реакції протікають з потрібними для забезпечення економічності процесу одержання якісного сплаву чи феросплаву швидкістю, високим ступенем вилучення з руд провідних елементів та глибоким рафінуванням їх від газів і неметалевих включень, відстань поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, підтримують і регулюють у межах 15.5-20.7 від найбільшого описаного діаметра часток матеріалів. При підтриманні та регулюванні відстані між торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, у межах 15.5-20.7 від найбільшого описаного діаметра часток матеріалів, досягається: - ефективне нагрівання часток шихтови х матеріалів до температури, за якої відновлювально-рафінувальні реакції протікають з потрібними для забезпечення високої економічності процесу одержання якісного сплаву чи феросплаву швидкістю; - висока ступінь вилучення з руд провідних елементів та глибоке рафінування металевого розплаву від газів і неметалевих включень; - високий ККД процесу виплавки сплавів та феросплавів; - зниження ерозії електродів. При відстані між торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, менш ніж 15.5 найбільшого описаного діаметра часток матеріалів знижуються виробність процесу і ступінь вилучення з руд провідних елементів, підвищується ерозія електродів. При відстані поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, більш ніж 20.7 найбільшого описаного діаметра часток матеріалів знижуються ефективність нагрівання шлако-металевого розплава, ККД процесу в цілому, а також ефективність рафінування розплавленого металу від газів і неметалевих включень. Підтримання відстані між торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, в межах 15.5-20.7 від найбільшого описаного діаметра часток матеріалів виконується шляхом переміщення електродів вздовж їх повздовжньої осі. Оптимальні межі відстані поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, визначені дослідно, тому що знайти їх шля хом розрахунків неможливо через складність процесів теплообміну, які протікають на границях дуга - тверді частки шихти - шлако-металевий розплав - електрод. Суть цього винаходу буде більш зрозуміла при розгляді прикладів його здіснення. Спосіб, який пропонується, полягає в наступному. Нагрівання та плавлення матеріалів проводяться відповідно у дуговій сталеплавильній (ДСП) чи рудовідновлювальній (РВП) печі, які обладнані відповідно трьома графітованими чи самоспікальними електродами, дуги яких живляться від серійних пічних трансформаторів. Запуск дуг проводять шляхом замикання електродів на шар електропровідної шихти чи коксика. Після запуску дуг і стабілізації їх горіння регулюють силу стр уму дуг в залежності від вимог технологічного процесу виплавки того чи іншого сплаву та діаметру пода печі в межах 700-1000 А на квадратний метр поду. В залежності від гранулометричного складу шихти визначають найбільший описаний діаметр часток матеріалів, які входять до складу шихти, а потім регулюють і підтримують відстань поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, у межах 15.5-20.7 від найбільшого описаного діаметра часток матеріалів. Після цього в зону горіння дуг подають кускові чи пиловидні шихтові матеріали з масовою швидкістю, за якої (для встановленої сили струму дуг) відновлювально-рафінувальні реакції протікають з потрібними для забезпечення економічності процесу одержання якісного сплаву чи феросплаву швидкістю, високим ступенем вилучення з руд провідних елементів та глибоким рафінуванням їх від газів і неметалевих включень. В міру підвищення рівня розплаву, відстань поміж торцем пустотілого електрода і поверхнею шлако-металевого розплаву підтримується і регулюється у вказаних ви ще межах. В подальшому винахід пояснюється описом конкретних варіантів здійснення. Приклад. Запропонований спосіб електродугового "нагрівання та плавлення кускових та пиловидних матеріалів пройшов перевірку в 000 "Торговий дім "Укрспецсплав" на ДСП 0.5, яка була обладнана трьома пустотілими графітованими електродами з зовнішнім діаметром 150мм та діаметром центрального отвору 25мм. По центру кола розпаду електродів в своді був встановлений шихтопровід для подачі шихти в зону горіння дуг. Проводилась виплавка вуглецевого ферохрому з ши хти, яка складалась з хромової руди, кренезему та коксику у співвідношенні 100:21:25. Перед плавкою був визначений найбільший описаний діаметр часток матеріалів шихти, який дорівнював 5мм. Перед початком процесу на под печі засипався шар коксика товщиною 35-40мм, а електроди опускалися до торкання їх торців шару коксика на поді. Потім в отвори електродів подавався плазмоутворюючий газ - азот у кількості 0.3нм 3/год. на кожний електрод. Вмикали трансформатор і запускали дуги шляхом підйому електродів вверх. Після запуску дуг регулювали силу стр уму дуги кожного електроду у межах 1.5-2.0кА і відстань поміж торцем пустотілого електрода і шаром коксика на поді у межах 80-100мм. Вказану відстань поміж торцем пустотілого електрода і, в подальшому, шлакометалевим розплавом, підтримували та регулювали в процесі всієї плавки. Після розігріву печі в центр поміж дугами, які горіли з торців електродів, подавали шихту, яка нагрівалась і розплавлялась, накопичуючись на поді у вигляді металевого та шлакового розплавів. В міру підвищення рівня розплаву, відстань між торцем пустотілого електрода і поверхнею шлако-металевого розплаву підтримувалась і регулювалась у вказаних вище межах. В процесі плавки вимірювали електричні параметри дуг, одержаний ферохром піддавали хімічному аналізу. Дані дослідів з виплавки вуглецевого ферохрому по п'ятьох варіантах зміни сили струму дуг та частоти змін подані в таблиці 1. Таблиця 1 Перевірка енергетичних і те хнологічних режимів виплавки вуглецевого ферохрому. Найменування параметрів Межі регулювання відстані поміж торцем пустотілого електрода та матеріалами, що нагріваються та плавляться на поді печі, мм 1 Варіанти випробувань 2 3 4 10*5=50 15.5*5= (15.5 5 20.7*5= 30*5=150 =77.5 20.7)*5= =(80-100) =103.5 Питомі витрати електроенергії, кВт*год/т 3900 3400 3350 3410 3950 Вміст основних елементів у ферохромі, % [Сr] [Si] [С] [Ρ] [S] 67.0 0.017 8.1 0.008 0.03 70.0 0.015 7.0 0.005 0.02 72.0 0.02 5.8 0.003 0.015 71.0 0.018 5.1 0.004 0.019 70.0 0.013 5.0 0.004 0.19 Ступінь засвоєння марганцю, % 85 87 94 89 85 Виробність, кг/год Питома ерозія електродів, кг/т ККД, % 69 37 49 127 30 50 161 27 57 152 25 52 123 24 42 Як бачимо з наведених даних, найменші витрати енергії на виробництво феросплаву, мінімальні втрати марганцю, максимальна видатність плавки і мінімальна ерозія електродів відповідають межам регулювання сили струму дуг і частоті регулювання, що заявляються. Запропонований спосіб·електродугового нагрівання та плавлення матеріалів може бути використаний в металургії для виплавки сталей, сплавів і феросплавів, а також вилучення металів з промислових відходів шляхом їх переплаву.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc heating and melting materials
Назва патенту російськоюСпособ электродугового нагревания и плавления материалов
МПК / Мітки
МПК: H05B 7/22
Мітки: плавлення, спосіб, електродугового, матеріалів, нагрівання
Код посилання
<a href="https://ua.patents.su/3-73583-sposib-elektrodugovogo-nagrivannya-ta-plavlennya-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового нагрівання та плавлення матеріалів</a>
Спосіб електродугового нагрівання та плавлення матеріалів
Номер патенту: 61183
Опубліковано: 17.11.2003
Автори: Колодочка Володимир Олексійович, Забарило Олег Семенович, Мельник Гарій Олександрович
МПК: H05B 7/22
Мітки: електродугового, матеріалів, спосіб, плавлення, нагрівання
Формула / Реферат:
1. Спосіб електродугового нагрівання та плавлення матеріалів, при якому у внутрішній пустотілий електрод подають газ, збуджують дуги між внутрішнім та зовнішнім електродами та матеріалами, що нагрівають, регулюють силу струму, подають в зону дуг шихтові матеріали, переміщують внутрішній та зовнішній електроди один відносно одного та відносно матеріалів, який відрізняється тим, що силу струму кожної дуги, що горить між пустотілими внутрішнім...
Спосіб електродугового нагріву та плавлення матеріалів
Номер патенту: 2617
Опубліковано: 26.12.1994
Автори: Матвієнко Валєрій Алєксандровіч, Кулініч Владімір Івановіч, Забарило Олег Семенович, Ждановський Анатолій Анатолійович, Рейда Микола Васильович, Мельник Гарій Олександрович, Замуло Микола Іванович, Латаш Юрій Вадімович, Донской Сємьон Ароновіч
МПК: H05B 7/22
Мітки: матеріалів, нагріву, спосіб, плавлення, електродугового
Формула / Реферат:
Способ электродугового нагрева и плавления материалов плазмотроном, при котором перемещают внутренний и наружный электроды плазмотрона относительно друг друга и относительно расплава, подают в межэлектродный зазор плазмообразующий газ, возбуждают электродуговой разряд, регулируют ток дуги, подают в зону дуги шихтовые материалы, отличающийся тем, что внутренний и наружный электроды перемещают таким образом, чтобы отношение расстояния между...
Електродугова піч для відновлення і плавлення залізорудних матеріалів
Номер патенту: 35435
Опубліковано: 15.03.2001
Автор: Тіщенко Петро Ілліч
МПК: F27B 3/00
Мітки: залізорудних, плавлення, матеріалів, піч, відновлення, електродугова
Формула / Реферат:
Електродугова піч для відновлення і плавлення залізорудних матеріалів, що містить під, корпус з розміщеним на ньому склепінням, яке містить вогнетривку центральну частину і водоохолоджувану периферійну частину 1 газовідвідну систему. яка відрізняється тим, що периферійна частина виконана в вигляді кільцевої камери, утвореної вогнетривкою оболонкою 1 донною частиною, що уявляє собою трубчасту решітку, виконану в вигляді усіченого конуса, ось...
Електродугова піч для відновлення і плавлення залізорудних матеріалів
Номер патенту: 35434
Опубліковано: 15.03.2001
Автор: Тіщенко Петро Ілліч
МПК: F27B 3/00
Мітки: піч, плавлення, залізорудних, матеріалів, відновлення, електродугова
Формула / Реферат:
1. Електродугова піч для відновлення і плавлення залізорудних матеріалів, що містить під, корпус з розміщеним на ньому склепінням, яке містить вогнетривку центральну частину з електродним отвором, водоохолоджувану периферійну частину, виконану в вигляді кільцевої камери, нижня частина якої являє собою трубчасту решітку, приймальну місткість, розташовану на склепінні і взаємозв'язану з кільцевою камерою, і газовідвідну систему, сполучену з...
Пристрій для плазмового різання та плавлення матеріалів
Номер патенту: 49131
Опубліковано: 16.09.2002
Автор: Чугунов Леонід Федорович
МПК: B23K 10/00, C21C 5/48
Мітки: пристрій, плазмового, матеріалів, плавлення, різання
Формула / Реферат:
1. Пристрій для плазмового різання плавлення матеріалів, що містить фурму з центральним каналом, верхня частина якого виконана у вигляді дифузора, генератор плазми із стрижневим електродом та головку, встановлену у нижній частині центрального каналу фурми, який відрізняється тим, що генератор плазми оснащено додатковим стрижневим електродом, виконаним у вигляді трубки, в середині якої співвісно установлено стрижневий електрод, ізольований від...
Попередній патент: Спосіб усунення витоків газу через фланцеві з’єднання газопроводів без припинення перекачування газу по газопроводу
Наступний патент: Висококонцентровані стабільні розчини мелоксикаму
Випадковий патент: Спосіб кількісного визначення дегідрооцтової кислоти