Склад порошкового дроту
Номер патенту: 74469
Опубліковано: 15.12.2005
Автори: Алімов Анатолій Миколайович, Щеголь Володимир Володимирович, Бать Сергій Юрійович, Боровиков Олексій Вікторович, Тітієвський Володимир Маркович, Файнберг Леонід Йосипович, Репкін Микола Борисовіч, Микитенко Олександр Михайлович, Рибаков Анатолій Олександрович
Формула / Реферат
Склад порошкового дроту, який складається з низьковуглецевої стальної оболонки, яка містить вуглець, силіцій, манган, та флюсового порошкоподібного осердя, яке містить титан, бор, фторид кальцію, фторид натрію, манган, хром, молібден, який відрізняється тим, що склад стальної оболонки має таке співвідношення компонентів (в % мас.):
вуглець
0,02-0,08
силіцій
0,06-0,40
манган
0,50-1,80
залізо
решта,
до складу порошкоподібного флюсового осердя додатково введено фторид алюмінію, карбонат кальцію та алюмомагнієвий сплав при наведеному нижче співвідношенні компонентів (в % від маси дроту):
титан
0,20-1,00
бор
0,02-0,12
фторид кальцію
3,00-6,00
фторид натрію
1,00-3,00
манган
0,50-1,50
хром
0,30-0,50
молібден
0,20-0,50
фторид алюмінію
1,00-3,00
карбонат кальцію
1,00-3,00
алюмомагнієвий сплав
0,10-0,30,
а відношення маси титану до маси бору встановлено при цьому в межах 5...14.
Текст
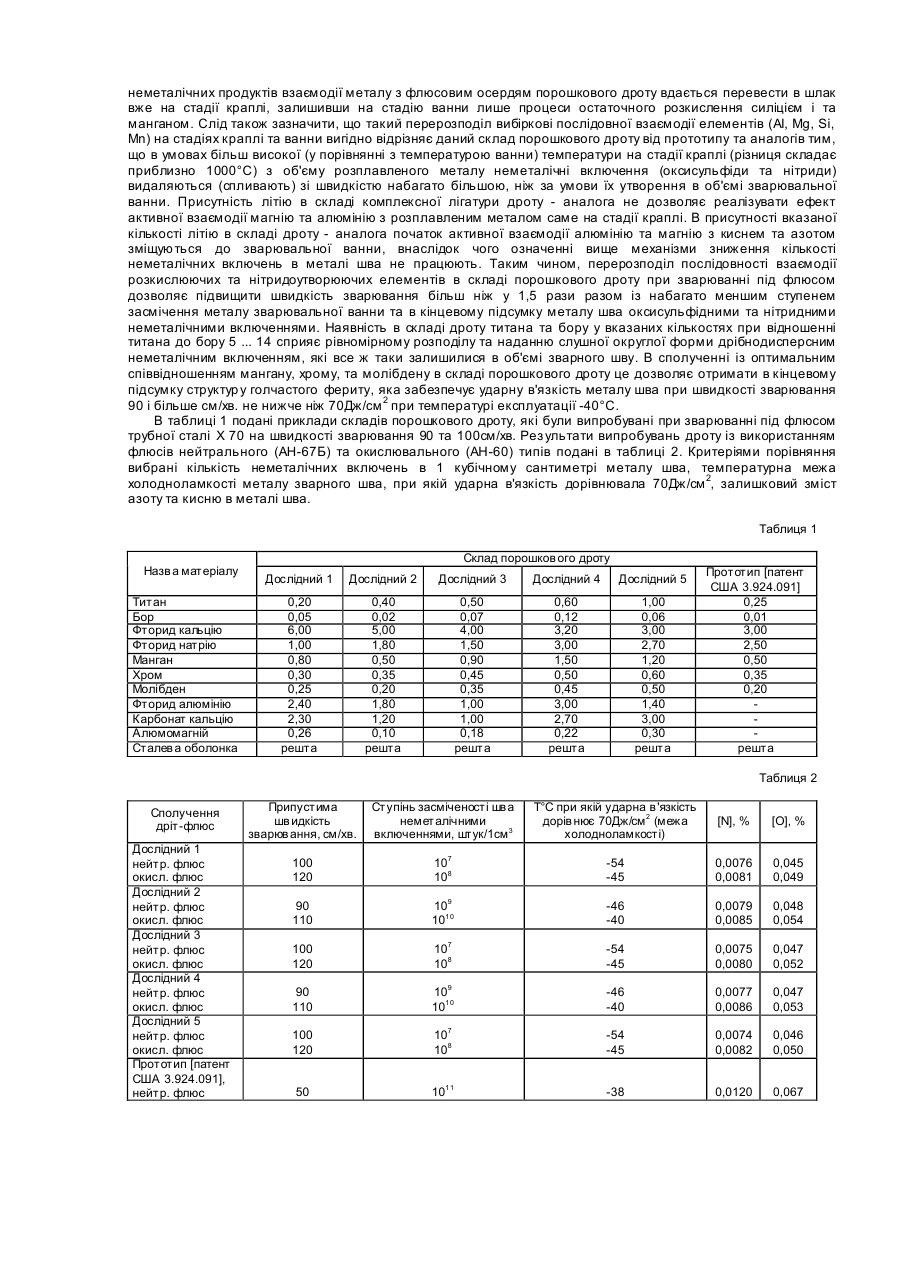
Винахід стосується зварювання, а саме відноситься до складів порошкового дроту для дугового зварювання під флюсом холодостійких сталей. Відомі сталеві електродні дроти суцільного перерізу, які використовуються для виготовлення металоконструкцій різноманітного призначення. Холодостійкі низьколеговані сталі зазвичай зварюють дротами Св-08ГА. Св-10Г2 (ГОСТ 2246) з використанням флюсів нейтрального, або основного типів. Ллє з використанням низьколегованих дротів суцільного перерізу не вдасться досягти бажаної чистоти металу шва по неметалічних включеннях для досягнення його ударної в'язкості 60Дж/см 2 при температурі експлуатації 40"С та нижче. Однією з основних причин низької холодостійкості с утворення та фіксація (засмічення) в металі зварного шва досить груби х неметалічних включень неблагоприємної форми (оксисульфідів та нітридів силіцію та мангану). Для підвищення чистоти металу шва, та зменшення в ньому кількості неметалічних включень, в складі дротів цього типу зазвичай знижують вміст вуглецю, сірки та фосфору, що с технічно та економічно можливим лише до певної межі. Окрім того, до складу дроту додатково вводять деякі легуючі та мікролегуючі елементи, які здатні зменшити негативний вплив неметалічних включень, на рівень холодноламкості металу зварного шва. При цьому навіть за умови низької концентрації вуглецю та вищезгаданих шкідливих домішок (сірка, фосфор) мають місце суттєві те хнологічні обмеження можливої швидкості зварювання та погонної енергії дуги, за яких вдається забезпечити бажану чистоту металу по неметалічних включеннях, яка вимагається, в тому числі із використанням високоосновних флюсів. Флюси високої основності, як відомо, є малотехнологічними в порівнянні із нейтральними або кислими флюсами. Вони не дають змоги використовува ти головну перевагу процесу зварювання під флюсом перед іншими процесами дугового зварювання - високу продуктивність. Як правило, швидкість зварювання однією дугою дротом суцільного перерізу в сполученні із високоосновним флюсом не перевищує 50см/хв., якщо треба досягти порогу холодноламкості в -40°С. За умови підвищення швидкості зварювання зварювальна ванна, яка швидко кристалізується, засмітнюється великою кількістю неметалічних включень неблагоприємної форми, які складаються головним чином із оксисульфідів силіцію та мангану, що різко знижує межу холодноламкості металу шва. Використання порошкового дроту під час зварювання під флюсом суттєво розширює можливості комплексного металургійного впливу на метал зварювальної ванни через флюсовий наповнювач дроту па додаток до металургійної взаємодії металу крапель та зварювальної ванни в зоні плавлення зі шлаковою бульбою, утвореною захисним шаром флюсу. В цьому випадку за рахунок використання порошкових дротів із флюсовим осердям-наповнювачем підвищеної основності можливе зварювання на більших швидкостях під флюсами слабоосновного, а в деяких випадках навіть і нейтрального типів, забезпечуючи при цьому більш високу чистоту металу шва по неметалічних включеннях та, відповідно, біліли високий рівень його холодноламкості. Відомий склад порошкового дроту [заявка Росії 99110292/02 від 25.05.99p.. опубл. в ОБ, №6, 2001р.], який складається із сталевої оболонки, яка містить (% мас) вуглець не більше 0,06, сірку та фосфор не більше 0,015 кожного, та порошкоподібне флюсове осердя, яке включає компоненти, взяті в наведеному нижче співвідношенні (% від маси дроту): рутиловий концентрат 4,35-8,35 польовий шпат 0,50-1,50 електрокорунд 0,25-0,65 силіційфторид натрію 0,20-0,50 феросиліцій 0,30-0,70 фероманган 1,45-3,45 порошок заліза 3,65-5,65 калій-натрієва силікатна глиба 0,15-0,45 комплексна лігатура B-Mg-Al-Li-Fe 0,35-0,75 оболонка з вуглецевої сталі решта Головним недоліком дроту, який мас вищевказаний склад під час його використання для зварювання під флюсом холодостійких сталей є наявність в складі порошкоподібного осердя-наповнювача великої кількості оксидів кислою гину (рутиловий концентрат та польовий шпат), що не дозволяє отримати бажану чистоту металу шва за неметалічними включеннями навіть в сполученні і обмеженим вмістом шкідливих домішок (сірки та фосфору) в металічній оболонці. Наявність літію та бору в складі комплексної лігатури в сполученні з шихтовим осердям-наповнювачем кислого типу негативно впливає на форму та склад неметалічних включень. Засмічення металу шва неметалічними оксисульфідними включеннями виникає внаслідок наявності в складі флюсової складової тугоплавких оксидів титану та алюмінію та недостатньої кількості плавнів - легкоплавких фтористи х сполук. З тієї ж причини залишкова кількість кисню та азоту в металі шва є неприпустимо високою для виникнення передумов отримання необхідного рівня холодноламкості шва при зварюванні на швидкостях більших ніж 50см/хв. Для отримання необхідного рівня чистоти металу зварного шва по неметалічних включеннях та досягнення відповідного рівня холодноламкості шва при зварюванні під флюсом відомо використання зварювального дроту, який забезпечує мікролегування зварювальної ванни титаном та бором, до складу якого входять 0,2-2,5% мангану, 0,002-0,5% бору, 0,005-0,5% титану, а також сліди алюмінію та цирконію. Такий дріт [патент США 3.076.888] використовується лише в сполученні із флюсом, склад якого поданий в цьому самому патенті, що і є його недоліком. Комплексне мікролегування металу шва титаном та бором дозволяє додатково знизити негативний вплив неметалічних включень, які залишилися в металі шва, за рахунок їх подрібнення та більш рівномірного розподілу в об’ємі зварювальної ванни, яка кристалізується. Залишковий вміст кисню та азоту в металі шва все ще залишається неприпустимо великим. Однак висока основність флюсу (велика доля оксидів кальцію та магнію у флюсі) також не дозволяють виконувати зварювання на великій швидкості (більш ніж 50см/хв) з великою погонною енергією - 2 та більше Дж/см. Найбільш близьким до складу порошкового дроту що заявляється, є склад порошкового дроту, який має оболонку з низьковуглецевої сталі, та флюсове осердя-наповнювач, яке містить (% мас.) титан 0,04-1,0, бор 0,002-0,050, фториди (фторид кальцію, фторид натрію, фторид калію, фторид літію, фторид магнію, фторид мангану) 4-25 [патент США 3.924.091]. За умови зварювання цим дротом під флюсом нейтрального або слабоосновного типу (індекс основності флюсу від 0,9 до 1,3) має місце досягнення пороту холодноламкості при температурі -36°С. Разом із тим в прикладах, які подані в тексті цього патенту, мають місце суттєві коливання ударної в'язкості металу шва при температурі -40°С (від 13 до 66Дж/см 2), що не дозволяє практично використовувані дріт наведеного вище складу для зварювання конструкцій відповідального призначення - наприклад труб для магістральних газо- та нафтопроводів, корпусів морських суден та ін. До зварювання подібних металоконструкцій допускаються лише зварювальні матеріали, які здатні забезпечити рівень властивостей будь якого з експлуатаційних показників не нижче ніж найгірший з можливих для даного матеріалу варіантів. В даному випадку таким рівнем слід вважати ударну в'язкість не нижче ніж 13Дж/см 2. Очевидно, що 13Дж/см 2 при -40°С не відповідає вимогам жодної з галузей те хніки для металоконструкцій відповідального призначення, якими с труби для магістральних газо- та нафтопроводів та корпуси морських суден, руйнування яких може спричинити людські жертви та забруднення довкілля. В цих галузях мінімальний рівень ударної в'язкості складає 60Дж/см 2 для припустимої мінімальної температури експлуатації зварного з'єднання та металоконструкції в цілому. Основою винаходу, що заявляється, є - розробка такого складу порошкового дроту, який дозволив би виконувати зварювання холодостійких с і алей під флюсами нейтрального або слабоокислювального типів зі швидкістю не менш ніж 80см/хв. та досягти рівня ударної в'язкості металу шва не менш ніж 70Дж/см 2 при температурі -40°С. Суттю винаходу є те, що в порошковому дроті, який складається з низьковуглецевої сталевої оболонки, яка містить вуглець, силіцій, манган, та флюсовою порошкоподібного осердя, яке містить титан, бор, фторид кальцію, фторид натрію, манган, хром, молібден, склад сталевої оболонки мас таке співвідношення компонентів (% мас): вуглець 0,02-0,08 силіцій 0,06-0,40 манган 0,50-1,80 залізо решта до складу порошкоподібною флюсовою осердя-паповнювача додатково введено фторид алюмінію, карбонат кальцію, та алюмомагнпієвий сплав при наведеному нижче співвідношенні компонентів (% від маси дроту): титан 0,20-1,00 бор 0,02-0,12 фторид кальцію 3,00-6,00 фторид натрію 1,00-3,00 манган 0,50-1,50 хром 0,30-0,50 молібден 0,20-0,50 фторид алюмінію 1,00-3,00 карбонат кальцію 1,00-3,00 алюмомагнієвий сплав 0,10-0,30 а відношення маси титану до маси бору встановлено при цьому в межах 5 ... 14. Використання оболонки порошкового дроту у вигляді маловуглецевої сталевої стрічки наведеного складу дозволяє суттєво змінити характер взаємодії металу оболонки, що розплавляється, з компонентами флюсового наповнювача на стадії краплі. За умови концентрації вуглецю менш ніж 0,08 та силіцій менш ніж 0,4% змінюється послідовність активної взаємодії елементів, які входять до складу оболонки та шихтового наповнювача, із киснем та азотом в зварювальній дузі. Обмеження змісту вуглецю та силіцію в складі оболонки дроту вибраними межами (0,02-0,08 для вуглецю та 0,06-0,40 для силіцію) в сполученні з наведеною кількістю алюмомагнію в осерді дроту дозволяє вже на стадії краплі, а не в зварювальній дузі, як у відомих складів дроту, підвищити швидкість утворення в атмосфері дуги та металі краплі оксидів та нітридів магнію та алюмінію безпосередньо на поверхні крапель електродного металу. Фторид алюмінію при цьому є регулятором швидкості взаємодії алюмомагнію з киснем та азотом на стадії краплі. Введення фториду алюмінію в кількості 1-3% від маси порошкового дроту забезпечує таку швидкість взаємодії алюмомагнієвого сплаву з металом краплі, щоб до моменту попадання електродних крапель до зварювальної ванни та зниження їх температури до температури ванни, залишкова кількість алюмінію в шві складала не більше ніж 0,025%. За умови наявності фториду алюмінію в кількості 1-3% увесь магній зі складу алюмомагнієвого сплаву встигає прореагувати з металом на стадії краплі і в зварювальній ванні в чистому виді вже не виявляється. Карбонат кальцію в кількості 1-3% від маси дроту утворює умови для постійного підштовхування (випередження плавлення) до кінцівки дроту, що плавиться, флюсового наповнювача порошкового дроту дозованою кількістю вуглекислого газу, який виділяється внаслідок дисоціації карбонату. Невеличкий надмірний тиск, який утворюється поблизу торцю дроту в середині флюсового осердя внаслідок дисоціації дозованої кількості карбонату кальцію утворює умови для зазначеної вище ефективної обробки металу краплі алюмомагнієвим сплавом, можливим на фоні обмеженого вказаними вище межами концентрації вуглецю та силіцію в сталевій оболонці дроту. Підвищена кількість мангану в металевій оболонці сприяє зниженню негативного впливу залишкового азоту, оскільки манган збільшує розчинність азоту в сталі. При цьому кількість мангану менша ніж 0,50% малоефективна, а його зміст більше ніж 1,8% справляє надмірний зміцнюючий вплив на метал зварного шва. Внаслідок розвитку вищезгаданих процесів взаємодії металу та шлаку на стадії краплі та переважно вибіркового утворення на поверхні крапель електродного металу оксидів та нітридів алюмінію та магнію замість аналогічних сполук вуглецю, силіцію та мангану у відомих складів порошкового дроту, більшу частину неметалічних продуктів взаємодії металу з флюсовим осердям порошкового дроту вдається перевести в шлак вже на стадії краплі, залишивши на стадію ванни лише процеси остаточного розкислення силіцієм і та манганом. Слід також зазначити, що такий перерозподіл вибіркові послідовної взаємодії елементів (AI, Mg, Si, Μn) на стадіях краплі та ванни вигідно відрізняє даний склад порошкового дроту від прототипу та аналогів тим, що в умовах більш високої (у порівнянні з температурою ванни) температури на стадії краплі (різниця складає приблизно 1000°С) з об'єму розплавленого металу неметалічні включення (оксисульфіди та нітриди) видаляються (спливають) зі швидкістю набагато більшою, ніж за умови їх утворення в об'ємі зварювальної ванни. Присутність літію в складі комплексної лігатури дроту - аналога не дозволяє реалізувати ефект активної взаємодії магнію та алюмінію з розплавленим металом саме на стадії краплі. В присутності вказаної кількості літію в складі дроту - аналога початок активної взаємодії алюмінію та магнію з киснем та азотом зміщуються до зварювальної ванни, внаслідок чого означенні вище механізми зниження кількості неметалічних включень в металі шва не працюють. Таким чином, перерозподіл послідовності взаємодії розкислюючих та нітридоутворюючих елементів в складі порошкового дроту при зварюванні під флюсом дозволяє підвищити швидкість зварювання більш ніж у 1,5 рази разом із набагато меншим ступенем засмічення металу зварювальної ванни та в кінцевому підсумку металу шва оксисульфідними та нітридними неметалічними включеннями. Наявність в складі дроту титана та бору у вказаних кількостях при відношенні титана до бору 5 ... 14 сприяє рівномірному розподілу та наданню слушної округлої форми дрібнодисперсним неметалічним включенням, які все ж таки залишилися в об'ємі зварного шву. В сполученні із оптимальним співвідношенням мангану, хрому, та молібдену в складі порошкового дроту це дозволяє отримати в кінцевому підсумку структур у голчастого фериту, яка забезпечує ударну в'язкість металу шва при швидкості зварювання 90 і більше см/хв. не нижче ніж 70Дж/см 2 при температурі експлуатації -40°С. В таблиці 1 подані приклади складів порошкового дроту, які були випробувані при зварюванні під флюсом трубної сталі X 70 на швидкості зварювання 90 та 100см/хв. Рез ультати випробувань дроту із використанням флюсів нейтрального (АН-67Б) та окислювального (АН-60) типів подані в таблиці 2. Критеріями порівняння вибрані кількість неметалічних включень в 1 кубічному сантиметрі металу шва, температурна межа холодноламкості металу зварного шва, при якій ударна в'язкість дорівнювала 70Дж/см 2, залишковий зміст азоту та кисню в металі шва. Таблиця 1 Назв а матеріалу Титан Бор Фторид кальцію Фторид натрію Манган Хром Молібден Фторид алюмінію Карбонат кальцію Алюмомагній Сталев а оболонка Склад порошков ого дроту Дослідний 1 Дослідний 2 Дослідний 3 Дослідний 4 Дослідний 5 0,20 0,05 6,00 1,00 0,80 0,30 0,25 2,40 2,30 0,26 решта 0,40 0,02 5,00 1,80 0,50 0,35 0,20 1,80 1,20 0,10 решта 0,50 0,07 4,00 1,50 0,90 0,45 0,35 1,00 1,00 0,18 решта 0,60 0,12 3,20 3,00 1,50 0,50 0,45 3,00 2,70 0,22 решта 1,00 0,06 3,00 2,70 1,20 0,60 0,50 1,40 3,00 0,30 решта Прототип [патент США 3.924.091] 0,25 0,01 3,00 2,50 0,50 0,35 0,20 решта Таблиця 2 Сполучення дріт-флюс Дослідний 1 нейтр. флюс окисл. флюс Дослідний 2 нейтр. флюс окисл. флюс Дослідний 3 нейтр. флюс окисл. флюс Дослідний 4 нейтр. флюс окисл. флюс Дослідний 5 нейтр. флюс окисл. флюс Прототип [патент США 3.924.091], нейтр. флюс Припустима шв идкість зварюв ання, см/хв. Ступінь засміченості шв а неметалічними включеннями, штук/1см 3 Т°С при якій ударна в 'язкість дорів нює 70Дж/см 2 (межа холодноламкості) [N], % [О], % 100 120 107 108 -54 -45 0,0076 0,0081 0,045 0,049 90 110 109 1010 -46 -40 0,0079 0,0085 0,048 0,054 100 120 107 108 -54 -45 0,0075 0,0080 0,047 0,052 90 110 109 1010 -46 -40 0,0077 0,0086 0,047 0,053 100 120 107 108 -54 -45 0,0074 0,0082 0,046 0,050 50 1011 -38 0,0120 0,067
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of powder wire
Автори англійськоюAlimov Anatolii Mykolaiovych, Rybakov Anatolii Oleksandrovych, Bat Serhii Yuriiovych, Borovykov Oleksii Viktorovych, Mykytenko Oleksandr Mykhailovych, Fainberh Leonid Yosypovych, Schehol Volodymyr Volodymyrovych, Repkin Mykola Borysovych, Titiievskyi Volodymyr Markovych
Назва патенту російськоюСостав порошковой проволоки
Автори російськоюАлимов Анатолий Николаевич, Рыбаков Анатолий Александрович, Бать Сергей Юрьевич, Боровиков Алексей Викторович, Микитенко Александр Михайлович, Файнберг Леонид Иосифович, Щеголь Владимир Владимирович, Репкин Николай Борисович, Титиевский Владимир Маркович
МПК / Мітки
МПК: B23K 35/368
Мітки: дроту, склад, порошкового
Код посилання
<a href="https://ua.patents.su/3-74469-sklad-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Склад порошкового дроту</a>
Склад порошкового дроту
Номер патенту: 71039
Опубліковано: 15.11.2004
Автори: Походня Ігор Костянтинович, Шлепаков Валерій Миколайович, Наумейко Сергій Михайлович
МПК: B23K 35/36, B23K 35/22
Мітки: порошкового, дроту, склад
Формула / Реферат:
Склад порошкового дроту, що містить оболонку із маловуглецевої сталі і порошкоподібну шихту, яка містить фторид барію, фторид літію, двоокис кременю, оксид кальцію, гематит, алюміній, магній, марганець, який відрізняється тим, що порошкоподібна шихта містить флюс сухої грануляції, карбонат літію, марганець, нікель, і комплексні лігатури - алюмомагній, алюмокальцій, фероалюмоцирконій при наступному співвідношенні компонентів, мас. %: ...
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів
Номер патенту: 3944
Опубліковано: 15.12.2004
Автори: Пащенко Валерій Миколайович, Фень Євген Костянтинович
МПК: C23C 4/04, C23C 24/00
Мітки: порошкового, дроту, наповнювача, електродугового, шихти, нанесення, покриттів, склад
Формула / Реферат:
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів, що містить порошок заліза, який відрізняється тим, що він додатково містить порошки оксиду алюмінію, плакованого нікелем, феромарганцю та хрому при наступному співвідношенні компонентів, мас. %: оксид алюмінію з нікелем марки ПОАН-50 30-36 феромарганець марки ФМн88 9-12 хром...
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Карпенко Володимир Михайлович, Старицький Максим Вікторович
МПК: B23K 35/02
Мітки: конструкція, порошкового, дроту
Формула / Реферат:
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Шихта порошкового дроту для механізованого зварювання у вуглекислому газі
Номер патенту: 49651
Опубліковано: 16.09.2002
Автори: Алімов Анатолій Миколайович, Микитенко Олександр Михайлович, Санько-Новик Андрій Анатолійович
МПК: B23K 35/368
Мітки: газі, дроту, механізованого, зварювання, вуглекислому, порошкового, шихта
Формула / Реферат:
1. Шихта порошкового дроту для механізованого зварювання у вуглекислому газі, що містить діоксид титану, діоксид кремнію, оксид натрію, оксид калію, фторид кальцію, феросиліцій, яка відрізняється тим, що додатково містить титанат калію та комплексну лігатуру титан-силіціум-алюміній-залізо при наступному співвідношенні компонентів, мас.% : діоксид титану 40 - 71 діоксид кремнію ...
Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Орлов Леонід Миколайович, Кухаренко Валерій Валерійович, Петров Олександр Сергійович, Упирь Віктор Миколайович, Шлепаков Валерій Миколайович, Походня Ігор Костянтинович
МПК: B23K 35/368
Мітки: шихти, порошкового, склад, дроту
Формула / Реферат:
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %): диоксид титана 25,0-66,0 диоксид кремния ...
Попередній патент: Пристрій для уловлювання викидів пилу при видачі коксу
Наступний патент: Пристрій для передопераційної підготовки консервованих дермотрансплантатів
Випадковий патент: Спосіб виробництва вуглецевої маси для самовипалювальних електродів