Заготовка для пилкових полотен або пилкових стрічок та спосіб її виготовлення
Формула / Реферат
1. Заготовка для виготовлення пилкових полотен або пилкових стрічок із пружної сталі з високою границею текучості, у яких вершини зубів утворені із твердого зносостійкого матеріалу, причому ця заготовка (1) утворена зі стальної стрічки (2), оснащеної вздовж кромки в місцях, які утворюють у виготовленій з неї пилці (4) вершини зубів (41), частинами з різального матеріалу, причому з’єднання (31) між стальною стрічкою (2) і частинами (3) з різального матеріалу виконане шляхом зварювання, яка відрізняється тим, що зварювання виконане по плоскій поверхні з’єднання (31) і є лазерним зварюванням або електричним контактним зварюванням тиском.
2. Заготовка за п. 1, яка відрізняється тим, що різальним матеріалом є інструментальна сталь.
3. Заготовка за пп. 1, 2, яка відрізняється тим, що різальним матеріалом є твердий сплав.
4. Заготовка за пп. 1-3, яка відрізняється тим, що частини (3) з різального матеріалу щонайменше частково заглиблені в кромку стальної стрічки (2).
5. Заготовка за пп. 1-4, яка відрізняється тим, що ширина стальної стрічки (2) більша за 15 мм, у варіанті, якому віддається перевага, більша за 40 мм.
6. Спосіб виготовлення заготовки для пилкового полотна або пилкової стрічки, зуби яких мають вершини із твердого зносостійкого матеріалу, який включає викладання частин з різального матеріалу вздовж кромки стальної стрічки в місцях, де в пилковому полотні передбачені вершини зубів, та приєднання згаданих частин з різального матеріалу до стальної стрічки шляхом зварювання, який відрізняється тим, що частини з різального матеріалу викладають вздовж кромки стальної стрічки без зазору і приварюють до неї по плоскій поверхні з’єднання шляхом лазерного зварювання або електричного контактного зварювання тиском.
7. Спосіб за п. 6, який відрізняється тим, що в кромці стальної стрічки виконують заглиблення, в які із приляганням без зазору закладають частини з різального матеріалу і зварюють їх зі стальною стрічкою.
8. Спосіб за пп. 6, 7, який відрізняється тим, що частини з різального матеріалу виконані з інструментальної сталі.
9. Спосіб за пп. 6, 7, який відрізняється тим, що частини з різального матеріалу виконані і твердого сплаву.
10. Спосіб за пп. 6-9, який відрізняється тим, що довжина заглиблень на кромці стальної стрічки і/або довжина окремих частин із різального матеріалу, і/або відстань між ними, де вони з’єднуються з кромкою стальної стрічки, передбачається/передбачаються відповідно до передбачуваного профілю зубів.
11. Спосіб за пп. 6-10, який відрізняється тим, що стальну стрічку переміщують, послідовно прикладаючи і приварюючи до неї в передбачених місцях частини з різального матеріалу, або в стальній стрічці виконують заглиблення, в які закладають частини з різального матеріалу і з'єднують зі стрічкою зварюванням.
Текст
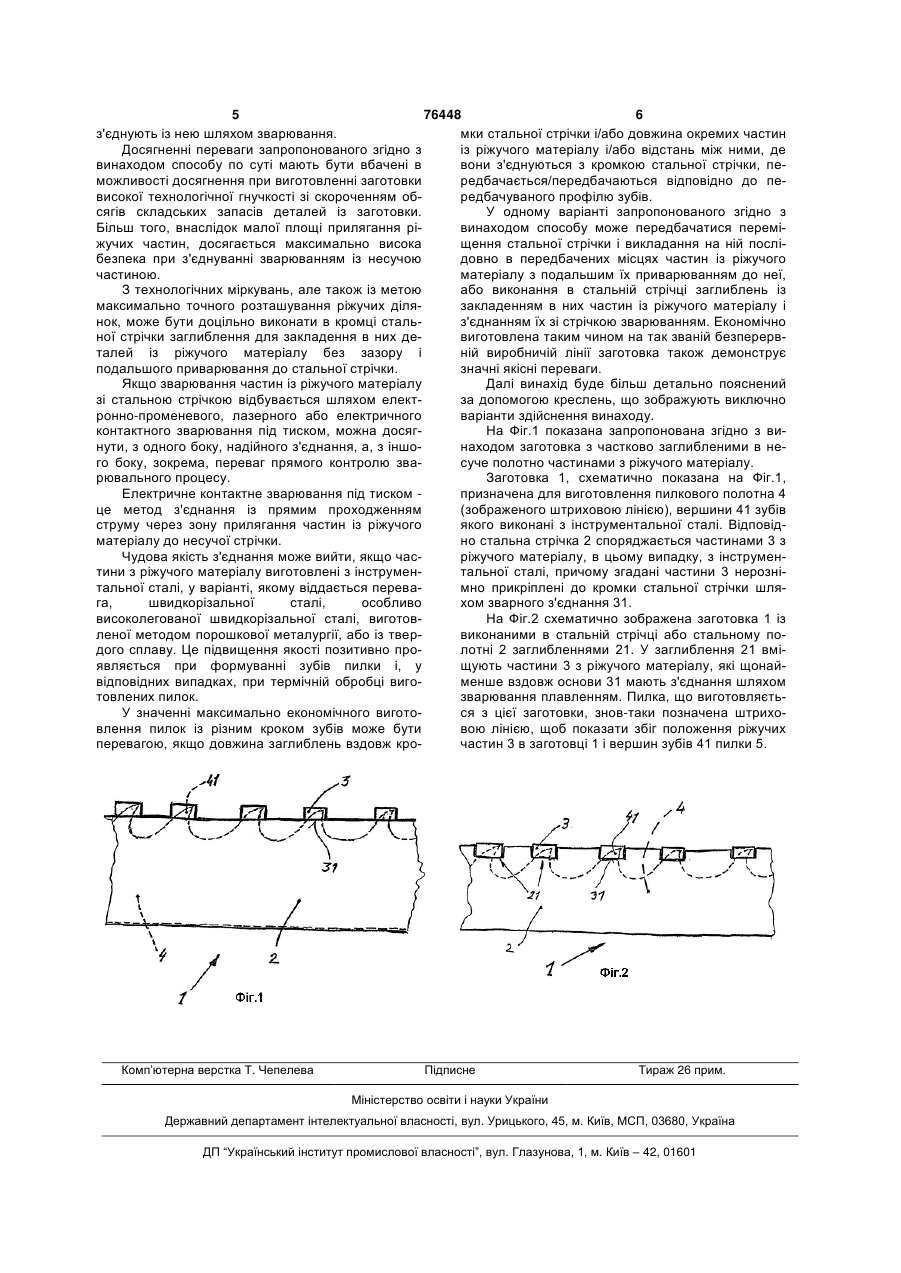
1. Заготовка для виготовлення пилкових полотен або пилкових стрічок із пружної сталі з високою границею текучості, у яких вершини зубів утворені із твердого зносостійкого матеріалу, причому ця заготовка (1) утворена зі стальної стрічки (2), оснащеної вздовж кромки в місцях, які утворюють у виготовленій з неї пилці (4) вершини зубів (41), частинами з різального матеріалу, причому з’єднання (31) між стальною стрічкою (2) і частинами (3) з різального матеріалу виконане шляхом зварювання, яка відрізняється тим, що зварювання виконане по плоскій поверхні з’єднання (31) і є лазерним зварюванням або електричним контактним зварюванням тиском. 2. Заготовка за п.1, яка відрізняється тим, що різальним матеріалом є інструментальна сталь. 3. Заготовка за пп.1, 2, яка відрізняється тим, що різальним матеріалом є твердий сплав. 4. Заготовка за пп.1-3, яка відрізняється тим, що частини (3) з різального матеріалу щонайменше частково заглиблені в кромку стальної стрічки (2). C2 2 (19) 1 3 76448 4 ня заготовки для пилкового полотна або пилкової во ріжучого, при формуванні проміжків між робострічки, у яких вершини зубів утворені із твердого чими зубами з біметалевої стрічки або полотна, зносостійкого матеріалу. сильно навантажує інструменти, і це призводить Як заготовка для виготовлення пилок із твердо збільшення витрат часу на обробку і підвищедими і зносостійкими вершинами зубів звичайно ного зносу інструмента. застосовується [див. АТ-186950, 25.09.1956; WO Винахід усуває ці недоліки і ставить задачу 94/03297, 17.02.1994; ЕР 1038 647 А1, 27.09.2000] створити заготовку для виготовлення пилкового полотно або стрічка із плакованої сталі, що має на полотна або пилкової стрічки з меншими механічвузькій стороні поперечного перетину пружноними напруженнями і підвищеною якістю з'єднання гнучкої пилкової або несучої частини вузьку частив зоні приварювання елементів вершин зубів, і яка ну з інструментальної сталі. Частини металево вимагає менших витрат часу на обробку, а також сполучаються між собою, як правило, шляхом зватакої, що викликає менший знос інструмента при рювання плавленням без використання присадок. виробництві пилок. Виготовляється ця заготовка, звана фахівцями Винахід також спрямований на створення екобіметалевою стрічкою або біметалевим полотном, номічного способу виготовлення заготовки для з'єднанням зварюванням в подовжньому напрямі пилкового полотна або пилкової стрічки із твердистрічок або частин, у варіанті, якому віддається ми зносостійкими вершинами зубів при поліпшенні перевага, електронно-променевим або лазерним якості. зварюванням. Поставлені задачі вирішуються згідно з винаПо суті виготовлення пилок із такої заготовки ходом в заготовці названого у ввідній частині типу відбувається таким чином, що з ділянки стрічки з тим, що ця заготовка утворена зі стальної стрічки, накладкою з інструментальної сталі профіль зуба оснащеної вздовж кромки в місцях, які утворюють заглиблюється в несучу частину, так що з інструу виготовленій з неї пилці вершини зубів, частинаментальної сталі або ріжучого матеріалу складами з ріжучого матеріалу. ються виключно ділянки вершин зубів, які потім Переваги запропонованої згідно з винаходом можна зміцнити термічним поліпшенням. заготовки по суті потрібно бачити в тому, що часВідоме також виготовлення як заготовки для тина з ріжучого матеріалу приєднується шляхом пилок так званої триметалевої стрічки, в якій на зварювання плавленням до вузької сторони несунесучу частину з обох сторін вздовж кромок навачої стрічки лише на невеликих ділянках, а саме рюють накладки з ріжучого матеріалу, завдяки там, де потім утворюють вершини зубів. Тим сачому різання стрічки в подовжньому напрямі і вимим можна поліпшити стійкість стрічки і пружну готовлення зубів відбувається на спорядженому гнучкість при економії ріжучого матеріалу. На думінструментальною сталлю боці стрічки. ку фахівців, на початку зварного шва можлива Переваги заготовки, в якій несуча стрічка з'єдпідвищена кількість непроварів, що, однак, як ні нується або, відповідно, зварюється зі стрічкою дивно, не спостерігалося при виготовленні запроріжучого матеріалу вздовж всієї довжини в тому, понованої згідно з винаходом заготовки. Навпаки, що з'єднування зварюванням дає безперервний і випробування на міцність від утомленості при згині по суті без дефектів шов. Застосування такого для знакозмінного циклу і металографічні досліваріанта заготовки може забезпечувати переваги дження встановили значне підвищення якості з'єднавіть в системі зубів пилки з нерівномірним кронання ріжучого матеріалу з несучим. ком, що може передбачатися щоб уникнути вібраОсобливо висока якість заготовки може бути цій пилки при практичному застосуванні. досягнута, якщо з'єднання між стальною стрічкою, Зварювання несучої стрічки і стрічки ріжучого або несучою частиною, і частинами з ріжучого маматеріалу відбувається, як згадувалося, безпосетеріалу утворюється лазерним зварюванням або редньо, тобто без зварювального присадного маелектричним контактним зварюванням під тиском. теріалу, так що в процесі зварювання виникають У варіанті, якому віддається перевага, ріжучим лише тонкі зони термічного впливу. Хоч з'єднання матеріалом є інструментальна сталь, зокрема, шляхом зварювання плавленням створюється швидкорізальна сталь або твердий сплав, тому що вздовж всієї довжини стрічки, недоліком, однак, є при цьому виготовлені із заготовки пилки набувате, що, особливо у разі дуже великих стрічок, моють особливо високу ріжучу здатність. жуть виникати тонкі крихкі мартенситні шари і/або З метою стабілізації частин із ріжучого матерізміни довжини, які, за відомих умов, можуть навіть алу на несучій стрічці і для досягнення особливо викликати пружний вигин стрічки по ширині. Крім високої якості з'єднання при виготовленні запротого, при непрофесійному поводженні з пилкою понованої згідно з винаходом заготовки частини з тонкі крихкі шари можуть сприяти зародженню ріжучого матеріалу може бути доцільно щонайметріщин і дестабілізувати з'єднання вершин зубів з нше частково заглиблять в кромку стальної стрічпилкою. Часто для надійного запобігання такому ки. роду проблем і для поліпшення структури передОсобливо з економічної точки зору може бути бачається щонайменше відпал стрічки заготовки. вигідно, якщо ширина стальної або несучої стрічки При виготовленні пилок із біметалевого вихідбільше за 15мм, у варіанті, якому віддається переного полотна або подібної стрічки матеріал між вага, більше за 40мм. зубів може вишліфовуватися, вирубуватися або Інша мета винаходу досягається одним із завифрезеровуватися. У будь-якому випадку при пропонованих загальних способів тим, що вздовж цьому вирізається вся порівняно тверда область кромки стальної стрічки в тих місцях, де на пилкоріжучого матеріалу між вершинами зубів. вому полотні передбачаються вершини зубів, без Видалення або вилучення матеріалу, особлизазору викладають частини з ріжучого матеріалу і 5 76448 6 з'єднують із нею шляхом зварювання. мки стальної стрічки і/або довжина окремих частин Досягненні переваги запропонованого згідно з із ріжучого матеріалу і/або відстань між ними, де винаходом способу по суті мають бути вбачені в вони з'єднуються з кромкою стальної стрічки, пеможливості досягнення при виготовленні заготовки редбачається/передбачаються відповідно до певисокої технологічної гнучкості зі скороченням обредбачуваного профілю зубів. сягів складських запасів деталей із заготовки. У одному варіанті запропонованого згідно з Більш того, внаслідок малої площі прилягання рівинаходом способу може передбачатися переміжучих частин, досягається максимально висока щення стальної стрічки і викладання на ній послібезпека при з'єднуванні зварюванням із несучою довно в передбачених місцях частин із ріжучого частиною. матеріалу з подальшим їх приварюванням до неї, З технологічних міркувань, але також із метою або виконання в стальній стрічці заглиблень із максимально точного розташування ріжучих ділязакладенням в них частин із ріжучого матеріалу і нок, може бути доцільно виконати в кромці стальз'єднанням їх зі стрічкою зварюванням. Економічно ної стрічки заглиблення для закладення в них девиготовлена таким чином на так званій безперервталей із ріжучого матеріалу без зазору і ній виробничій лінії заготовка також демонструє подальшого приварювання до стальної стрічки. значні якісні переваги. Якщо зварювання частин із ріжучого матеріалу Далі винахід буде більш детально пояснений зі стальною стрічкою відбувається шляхом електза допомогою креслень, що зображують виключно ронно-променевого, лазерного або електричного варіанти здійснення винаходу. контактного зварювання під тиском, можна досягНа Фіг.1 показана запропонована згідно з винути, з одного боку, надійного з'єднання, а, з іншонаходом заготовка з частково заглибленими в него боку, зокрема, переваг прямого контролю звасуче полотно частинами з ріжучого матеріалу. рювального процесу. Заготовка 1, схематично показана на Фіг.1, Електричне контактне зварювання під тиском призначена для виготовлення пилкового полотна 4 це метод з'єднання із прямим проходженням (зображеного штриховою лінією), вершини 41 зубів струму через зону прилягання частин із ріжучого якого виконані з інструментальної сталі. Відповідматеріалу до несучої стрічки. но стальна стрічка 2 споряджається частинами 3 з Чудова якість з'єднання може вийти, якщо часріжучого матеріалу, в цьому випадку, з інструментини з ріжучого матеріалу виготовлені з інструментальної сталі, причому згадані частини 3 нерознітальної сталі, у варіанті, якому віддається перевамно прикріплені до кромки стальної стрічки шляга, швидкорізальної сталі, особливо хом зварного з'єднання 31. високолегованої швидкорізальної сталі, виготовНа Фіг.2 схематично зображена заготовка 1 із леної методом порошкової металургії, або із твервиконаними в стальній стрічці або стальному подого сплаву. Це підвищення якості позитивно пролотні 2 заглибленнями 21. У заглиблення 21 вміявляється при формуванні зубів пилки і, у щують частини 3 з ріжучого матеріалу, які щонайвідповідних випадках, при термічній обробці вигоменше вздовж основи 31 мають з'єднання шляхом товлених пилок. зварювання плавленням. Пилка, що виготовляєтьУ значенні максимально економічного виготося з цієї заготовки, знов-таки позначена штриховлення пилок із різним кроком зубів може бути вою лінією, щоб показати збіг положення ріжучих перевагою, якщо довжина заглиблень вздовж крочастин 3 в заготовці 1 і вершин зубів 41 пилки 5. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBillet for preparing of saw blades and method of its production
Назва патенту російськоюЗаготовка для пильных полотен или пильных лент и способ ее изготовления
МПК / Мітки
МПК: B23D 65/00, B23D 61/00
Мітки: полотен, стрічок, виготовлення, спосіб, заготовка, пилкових
Код посилання
<a href="https://ua.patents.su/3-76448-zagotovka-dlya-pilkovikh-poloten-abo-pilkovikh-strichok-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Заготовка для пилкових полотен або пилкових стрічок та спосіб її виготовлення</a>
Заготовка для виготовлення фрикційного виробу
Номер патенту: 11024
Опубліковано: 25.12.1996
Автори: Строєв Валерій Миколайович, Єрьомічев Віталій Павловіч, Левіт Михайло Захарович, Дєгтярьов Євген Володимирович, Півень Олена Борисовна, Арєф'єв Микола Володимирович, Шарковський Сергій Іванович, Соколов В'ячеслав Олександрович, Хведченя Олег Аркадійович
МПК: B29B 11/14
Мітки: виготовлення, заготовка, фрикційного, виробу
Формула / Реферат:
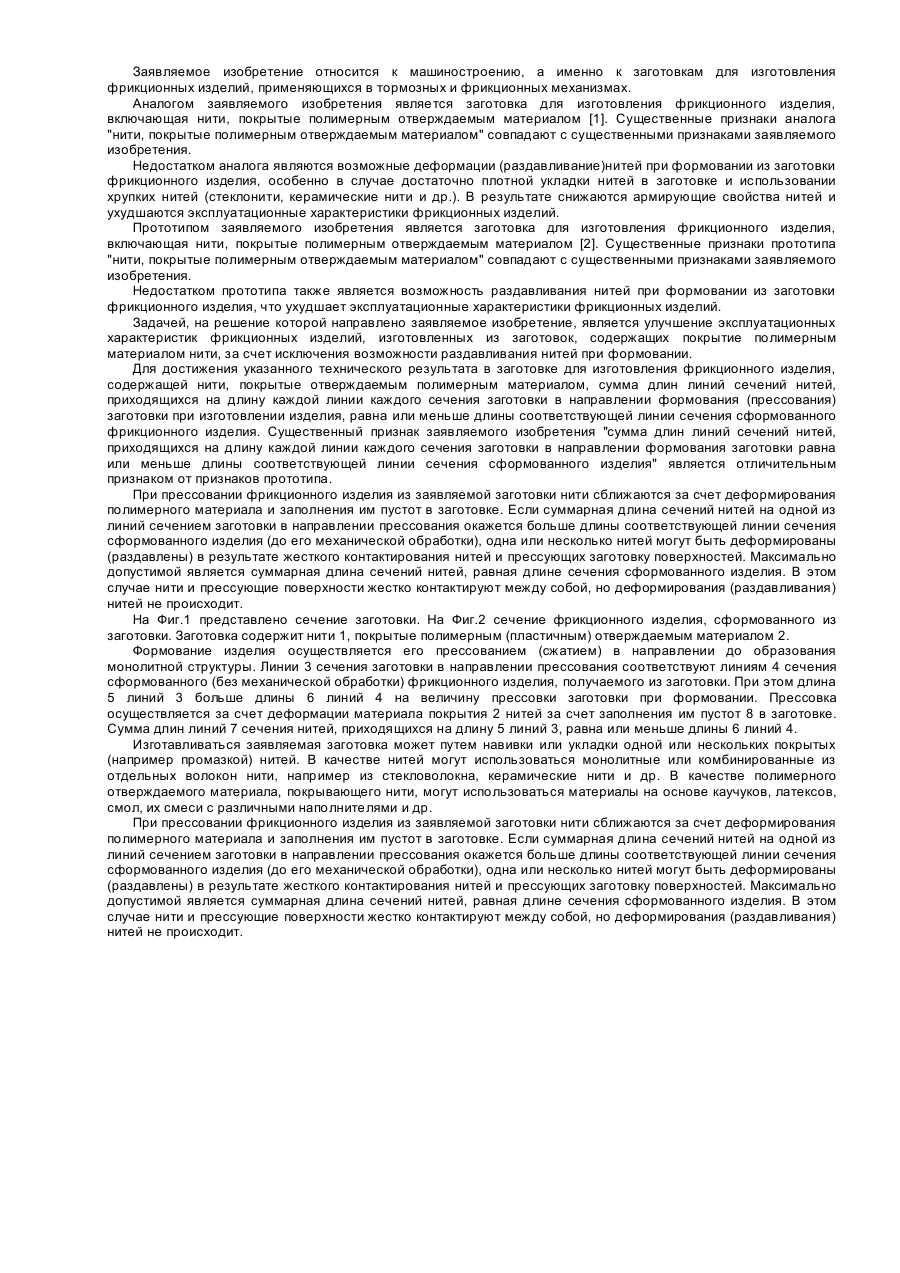
Заготовка для изготовления фрикционного изделия, содержащая нити, покрытые отверждаемым полимерным материалом, отличающаяся тем, что сумма длин линии сечений нитей, приходящихся на длину каждой линии каждого сечения заготовки в направлении формования заготовки при изготовлении изделия, выбрана равной или меньшей длины соответствующей линии сечения сформованного фрикционного изделия.
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Ное Андреас, Баукло Дітер, Ное Рольф
МПК: C21D 8/02, C22F 1/18, B21B 45/04
Мітки: стрічок, металевих, сплавів, сталевих, нержавіючої, холоднокатаних, здійснення, сталі, виготовлення, лінія, титану, спосіб
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей

Номер патенту: 64887
Опубліковано: 15.03.2004
Автори: Віткалов Іван Сергійович, Левін Павло Борисович, Бондаренко Сергій Вікторович
МПК: B22D 7/00, B22D 21/00, C22B 21/00, B22D 3/00
Мітки: злитка, наступного, заготовка, виготовлення, алюмінію, розкислювача, сталей
Формула / Реферат:
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію трапецеподібної форми з похилими бічними стінками і паралельними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою ніж нижня, яка відрізняється тим, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи, при цьому висота виступання...
Коробка для сигарет і листова заготовка для її виготовлення
Номер патенту: 74627
Опубліковано: 16.01.2006
Автор: Лютціг Бодо-Вернер
МПК: B65D 85/08, B65D 5/42
Мітки: заготовка, коробка, сигарет, виготовлення, листова
Формула / Реферат:
1. Коробка (10) із гнучкого матеріалу з корпусом (20) коробки, причому корпус (20) коробки має передню стінку (22) коробки, задню стінку (24) коробки, бічні стінки (26, 28) коробки й дно (30) коробки, а також одне або більш ребер коробки (10), кожне з яких закругляється або скошується за допомогою двох або більше виконаних на гнучкому матеріалі сусідніх по суті паралельних ліній перегину (180) з надрізом, яка відрізняється тим, що гнучким...
Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней
Номер патенту: 8968
Опубліковано: 15.08.2005
Автори: Шпаковскій Вадім, Клюєв Андрій Петрович, Клюєв Сергій Петрович
МПК: B21B 3/00
Мітки: виготовлення, латуней, листів, стрічок, спосіб, штаб, свинцевих
Формула / Реферат:
1. Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней, що включає виплавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка, холодну прокатку в кілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, який відрізняється тим, що при виплавці здійснюють легування металевого розплаву лігатурою, що містить нікель, кремній і марганець, яку подають в кількості 19-21...
Попередній патент: Спосіб та пристрій управління подачею волокнистої пластини, яку проробляють голками
Наступний патент: Спосіб підготовки додаткової води для теплових мереж
Випадковий патент: Пристрій для оцінки технічного стану системи змащення двигуна внутрішнього згорання