Пристрій для обробки литва різноманітних форм
Формула / Реферат
Пристрій для обробки литва різноманітних форм, що містить стіл для розташування литва, наждачний механізм, зонти для витяжки пилу, повітроводи, який відрізняється тим, що додатковий витяжний зонт виконаний обертовим і підпружиненим, закріплений над зоною обробки литва і з'єднаний зі всмоктувальним повітроводом та фільтром системи місцевої вентиляції з режимом рециркуляції, а стіл для обробки литва виконаний у вигляді рухомого візка з механізмом повороту і фіксації литва.
Текст
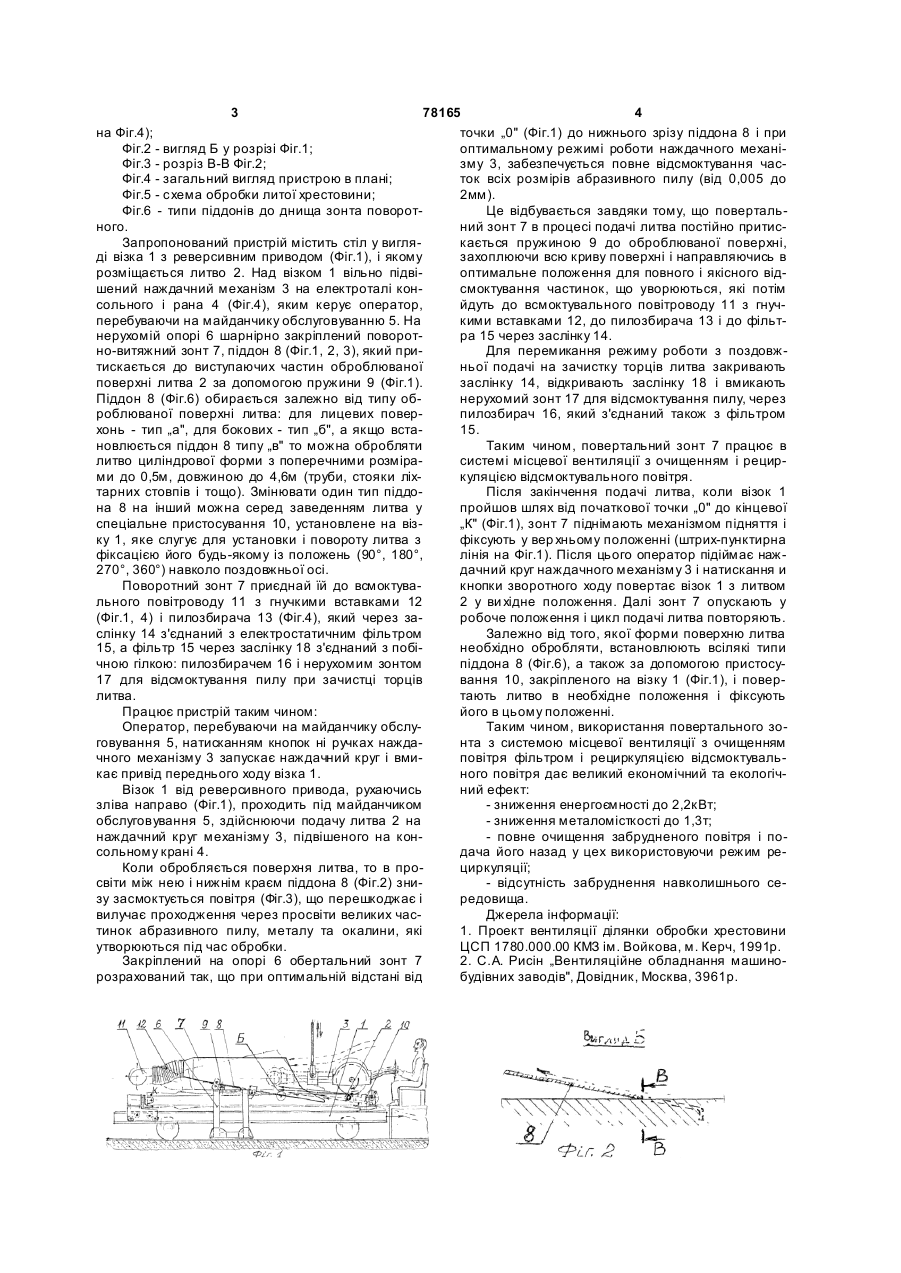
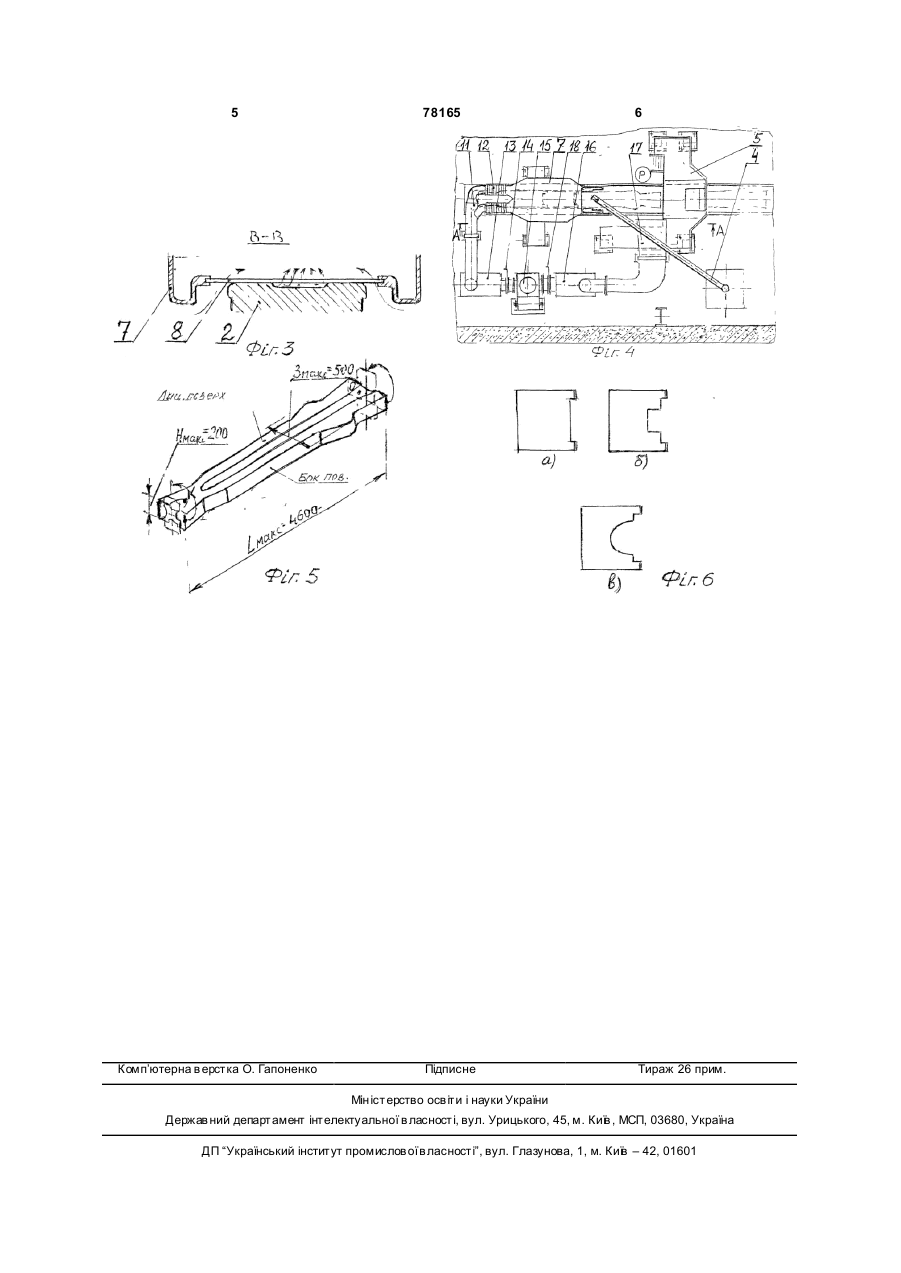
Пристрій для обробки литва різноманітних форм, що містить стіл для розташування литва, наждачний механізм, зонти для витяжки пилу, повітроводи, який відрізняється тим, що додатковий витяжний зонт виконаний обертовим і підпружиненим, закріплений над зоною обробки литва і з'єднаний зі всмоктувальним повітроводом та фільтром системи місцевої вентиляції з режимом рециркуляції, а стіл для обробки литва виконаний у вигляді рухомого візка з механізмом повороту і фіксації литва. UA (21) a200511795 (22) 12.12.2005 (24) 15.02.2007 (46) 15.02.2007, Бюл. № 2, 2007 р. (72) Семенцов Микола Кирилович (73) Семенцов Микола Кирилович (56) SU, 1 682 140, A1, 07.10.1991 UA, 2 892, A, 26.12.1994 UA, 27 582, C2, 15.09.2000 UA, 610, A, 16.10.2000 UA, 12 126, U, 16.01.2006 RU, 2 219 039, C2, 20.12.2003 Заявка RU, 2003119035, A, 10.01.2005 EP, 0 062 849, A3, 20.10.1982 WO 85/04191, A1, C22D43/00,C21C7/00, publ. 26.09.1985 C2 2 (19) 1 3 78165 4 на Фіг.4); точки „0" (Фіг.1) до нижнього зрізу піддона 8 і при Фіг.2 - вигляд Б у розрізі Фіг.1; оптимальному режимі роботи наждачного механіФіг.3 - розріз B-В Фіг.2; зму 3, забезпечується повне відсмоктування часФіг.4 - загальний вигляд пристрою в плані; ток всіх розмірів абразивного пилу (від 0,005 до Фіг.5 - схема обробки литої хрестовини; 2мм). Фіг.6 - типи піддонів до днища зонта поворотЦе відбувається завдяки тому, що повертального. ний зонт 7 в процесі подачі литва постійно притисЗапропонований пристрій містить стіл у виглякається пружиною 9 до оброблюваної поверхні, ді візка 1 з реверсивним приводом (Фіг.1), і якому захоплюючи всю криву поверхні і направляючись в розміщається литво 2. Над візком 1 вільно підвіоптимальне положення для повного і якісного відшений наждачний механізм 3 на електроталі консмоктування частинок, що уворюються, які потім сольного і рана 4 (Фіг.4), яким керує оператор, йдуть до всмоктувального повітроводу 11 з гнучперебуваючи на майданчику обслуговуванню 5. На кими вставками 12, до пилозбирача 13 і до фільтнерухомій опорі 6 шарнірно закріплений поворотра 15 через заслінку 14. но-витяжний зонт 7, піддон 8 (Фіг.1, 2, 3), який приДля перемикання режиму роботи з поздовжтискається до виступаючих частин оброблюваної ньої подачі на зачистку торців литва закривають поверхні литва 2 за допомогою пружини 9 (Фіг.1). заслінку 14, відкривають заслінку 18 і вмикають Піддон 8 (Фіг.6) обирається залежно від типу обнерухомий зонт 17 для відсмоктування пилу, через роблюваної поверхні литва: для лицевих поверпилозбирач 16, який з'єднаний також з фільтром хонь - тип „а", для бокових - тип „б", а якщо вста15. новлюється піддон 8 типу „в" то можна обробляти Таким чином, повертальний зонт 7 працює в литво циліндрової форми з поперечними розмірасистемі місцевої вентиляції з очищенням і рецирми до 0,5м, довжиною до 4,6м (труби, стояки ліхкуляцією відсмоктувального повітря. тарних стовпів і тощо). Змінювати один тип піддоПісля закінчення подачі литва, коли візок 1 на 8 на інший можна серед заведенням литва у пройшов шлях від початкової точки „0" до кінцевої спеціальне пристосування 10, установлене на віз„К" (Фіг.1), зонт 7 піднімають механізмом підняття і ку 1, яке слугує для установки і повороту литва з фіксують у вер хньому положенні (штрих-пунктирна фіксацією його будь-якому із положень (90°, 180°, лінія на Фіг.1). Після цього оператор підіймає наж270°, 360°) навколо поздовжньої осі. дачний круг наждачного механізму 3 і натискання и Поворотний зонт 7 приєднай їй до всмоктувакнопки зворотного ходу повертає візок 1 з литвом льного повітроводу 11 з гнучкими вставками 12 2 у ви хідне положення. Далі зонт 7 опускають у (Фіг.1, 4) і пилозбирача 13 (Фіг.4), який через заробоче положення і цикл подачі литва повторяють. слінку 14 з'єднаний з електростатичним фільтром Залежно від того, якої форми поверхню литва 15, а фільтр 15 через заслінку 18 з'єднаний з побінеобхідно обробляти, встановлюють всілякі типи чною гілкою: пилозбирачем 16 і нерухомим зонтом піддона 8 (Фіг.6), а також за допомогою пристосу17 для відсмоктування пилу при зачистці торців вання 10, закріпленого на візку 1 (Фіг.1), і поверлитва. тають литво в необхідне положення і фіксують Працює пристрій таким чином: його в цьому положенні. Оператор, перебуваючи на майданчику обслуТаким чином, використання повертального зоговування 5, натисканням кнопок ні ручках нажданта з системою місцевої вентиляції з очищенням чного механізму 3 запускає наждачний круг і вмиповітря фільтром і рециркуляцією відсмоктувалькає привід переднього ходу візка 1. ного повітря дає великий економічний та екологічВізок 1 від реверсивного привода, рухаючись ний ефект: зліва направо (Фіг.1), проходить під майданчиком - зниження енергоємності до 2,2кВт; обслуговування 5, здійснюючи подачу литва 2 на - зниження металомісткості до 1,3т; наждачний круг механізму 3, підвішеного на кон- повне очищення забрудненого повітря і посольному крані 4. дача його назад у цех використовуючи режим реКоли обробляється поверхня литва, то в проциркуляції; світи між нею і нижнім краєм піддона 8 (Фіг.2) зни- відсутність забруднення навколишнього сезу засмоктується повітря (Фіг.3), що перешкоджає і редовища. вилучає проходження через просвіти великих часДжерела інформації: тинок абразивного пилу, металу та окалини, які 1. Проект вентиляції ділянки обробки хрестовини утворюються під час обробки. ЦСП 1780.000.00 КМЗ ім. Войкова, м. Керч, 1991р. Закріплений на опорі 6 обертальний зонт 7 2. С.А. Рисін „Вентиляційне обладнання машинорозрахований так, що при оптимальній відстані від будівних заводів", Довідник, Москва, 3961р. 5 Комп’ютерна в ерстка О. Гапоненко 78165 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treating casting of diverse shapes
Назва патенту російськоюУстройство для обработки литья разнообразных форм
МПК / Мітки
МПК: B24B 31/02, F24F 7/06, F24F 7/10, B24B 31/12, B22D 43/00, F24F 7/007
Мітки: різноманітних, форм, обробки, литва, пристрій
Код посилання
<a href="https://ua.patents.su/3-78165-pristrijj-dlya-obrobki-litva-riznomanitnikh-form.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки литва різноманітних форм</a>
Теплоізоляційне покриття для металевих форм відцентрового литва чавунних відливок
Номер патенту: 40169
Опубліковано: 16.07.2001
Автор: Вощенко Олександр Іванович
МПК: B22D 13/10, B22D 7/10
Мітки: металевих, форм, теплоізоляційне, відливок, литва, покриття, відцентрового, чавунних
Формула / Реферат:
Теплоізоляційне покриття для металевих форм відцентрового литва чавунних відливок, яке включає вогнетривкий наповнювач кізельгур, закріплювач бентоніт, порошок декстрину, натрій фосфорнокислий, тальк молотий та воду, яке відрізняється тим, що воно, додатково, містить аморфний графіт при наступному співвідношенні інгредієнтів: кізельгур порошкоподібний 76,0 - 84,0 бентоніт активований ...
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: відливків, литва, тиском, хліба, форм, глибоких, зокрема, закритих, випічки, прес-форма, коробчастих
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: закритих, прес-форма, хліба, відливок, глибоких, коробчатих, литва, зокрема, випічки, форм, тиском
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Електрогідравлічний пристрій для дроблення, здрібнення та регенерації різноманітних матеріалів
Номер патенту: 12078
Опубліковано: 25.12.1996
Автори: Толстих Олександра Борисівна, Томилов Герман Анатолійович
МПК: B02C 19/18
Мітки: регенерації, електрогідравлічний, дроблення, здрібнення, різноманітних, матеріалів, пристрій
Формула / Реферат:
Электрогидравлическое устройство для дробления, измельчения и регенерации различных материалов, содержащее генератор импульсных токов, технологическую емкость с жидкостью, в которой на упругих элементах укреплена разрядная камера с электродами, отличающееся тем, что, с целью повышения надежности устройства и эффективности процесса переработки материалов, в технологической емкости смонтирована рама, а разрядная камера выполнена из дисков,...
Пристрій для виготовлення форм
Номер патенту: 50535
Опубліковано: 15.10.2002
Автори: Литвинов Іван Арсентійович, Мікулін Володимир Васильович, Коротун Сергій Анатолійович, Коротун Анатолій Миколайович
МПК: B22C 15/00
Мітки: виготовлення, пристрій, форм
Формула / Реферат:
1. Пристрій для виготовлення форм, що містить модельну плиту з моделями, опоку, наповнювальну рамку, імпульсну головку з ресивером для стиснутого газу і клапаном для імпульсного викиду стиснутого газу й ущільнення формувальної суміші його ударною хвилею, пристрій з колоною для її переміщення і пристрій для затиску, що забезпечує твердий зв'язок між головкою і модельно-опочним оснащенням у процесі ущільнення формувальної суміші, який...
Попередній патент: Засіб для лікування хвороб суглобів на основі сахаридів
Наступний патент: Спосіб виготовлення двошарових відцентроволитих прокатних валків
Випадковий патент: Похідні тієнопіридину як інгібітори меk