Тримач анода і спосіб його з’єднання
Номер патенту: 78176
Опубліковано: 15.02.2007
Автори: Наталіч Валерій Сергійович, Галенко Василь Петрович, Дядечко Віктор Олександрович, Когулько Сергій Анатолійович, Коропченко Анатолій Олександрович, Шеленков Георгій Михайлович, Трояновський Віктор Едуардович
Формула / Реферат
1. Тримач анода, що має струмопровідну алюмінієву штангу, жорстко з'єднану зі сталевою траверсою через біметалевий перехідник, який відрізняється тим, що перехідник розміщений між торцями штанги і траверси, при цьому зварні площини перехідника рівні зварним площинам штанги і траверси.
2. Спосіб з'єднання тримача анода за п. 1, що полягає у зварюванні плавленням штанги з перехідником і траверси з перехідником, який відрізняється тим, що зварювання виконують у вакуумі електронно-променевим зварюванням.
Текст
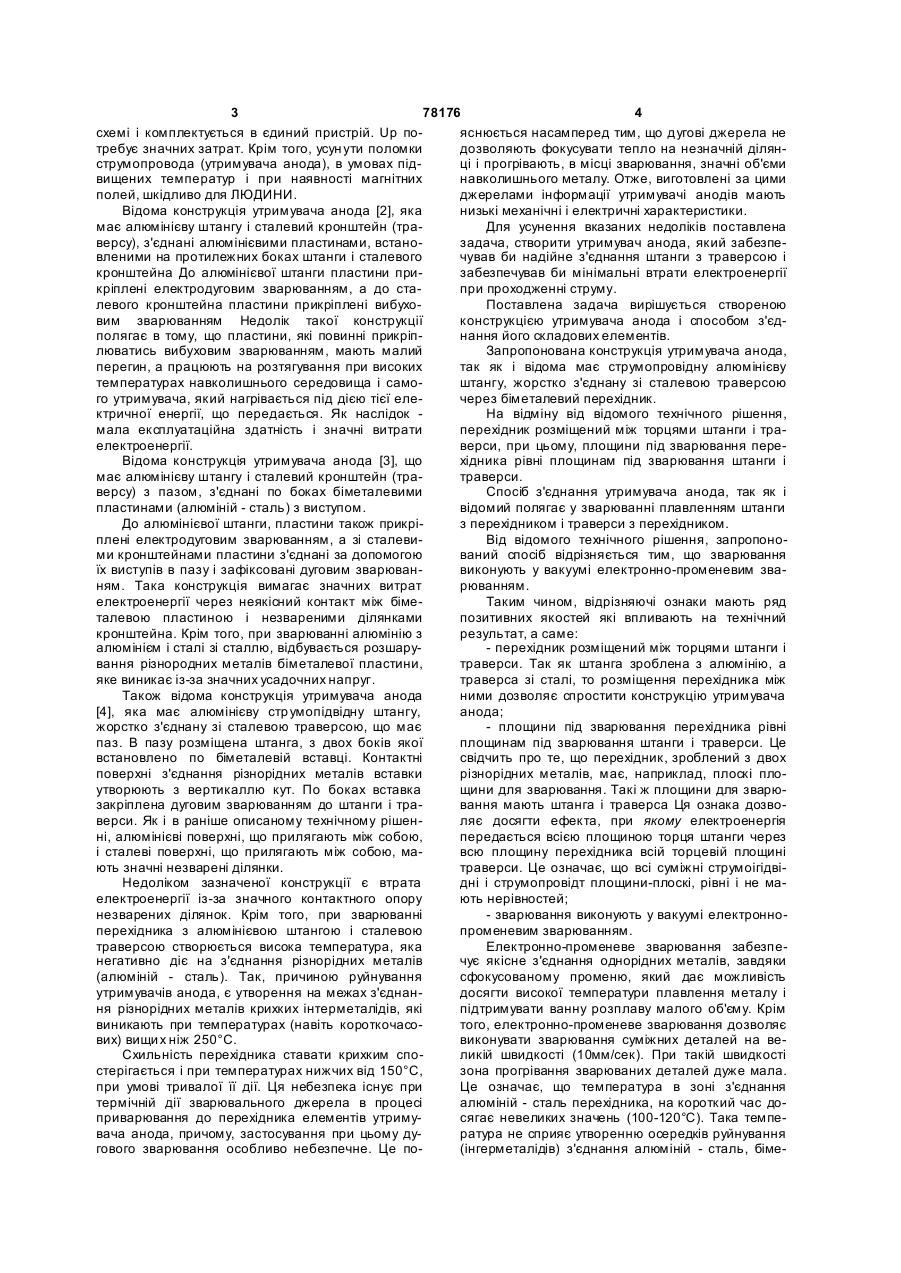
1. Тримач анода, що має струмопровідну алюмінієву штангу, жорстко з'єднану зі сталевою траверсою через біметалевий перехідник, який відрізняє ться тим, що перехідник розміщений між торцями штанги і траверси, при цьому зварні площини перехідника рівні зварним площинам штанги і траверси. 2. Спосіб з'єднання тримача анода за п. 1, що полягає у зварюванні плавленням штанги з перехідником і траверси з перехідником, який відрізняється тим, що зварювання виконують у вакуумі електронно-променевим зварюванням. (19) (21) u200510375 (22) 03.11.2005 (24) 15.02.2007 (46) 15.02.2007, Бюл. № 2, 2007 р. (72) Когулько Сергій Анатолійович, Шеленков Георгій Ми хайлович, Наталіч Валерій Сергійович, Трояновський Віктор Едуардович, Галенко Василь Петрович, Дядечко Віктор Олександрович, Коропченко Анатолій Олександрович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "СУМСЬКЕ МАШИНОБУДІВНЕ НАУКОВОВИРОБНИЧЕ ОБ'ЄДНАННЯ ІМЕНІ М.В. ФРУНЗЕ" (56) RU 2075554 C1, 20.03.1997 DE 19636237 A1, 02.01.1998 3 78176 4 схемі і комплектується в єдиний пристрій. Up пояснюється насамперед тим, що дугові джерела не требує значних затрат. Крім того, усун ути поломки дозволяють фокусувати тепло на незначній ділянструмопровода (утримувача анода), в умовах підці і прогрівають, в місці зварювання, значні об'єми вищених температур і при наявності магнітних навколишнього металу. Отже, виготовлені за цими полей, шкідливо для ЛЮДИНИ. джерелами інформації утримувачі анодів мають Відома конструкція утримувача анода [2], яка низькі механічні і електричні характеристики. має алюмінієву штангу і сталевий кронштейн (траДля усунення вказаних недоліків поставлена версу), з'єднані алюмінієвими пластинами, встанозадача, створити утримувач анода, який забезпевленими на протилежних боках штанги і сталевого чував би надійне з'єднання штанги з траверсою і кронштейна До алюмінієвої штанги пластини призабезпечував би мінімальні втрати електроенергії кріплені електродуговим зварюванням, а до стапри проходженні струму. левого кронштейна пластини прикріплені вибухоПоставлена задача вирішується створеною вим зварюванням Недолік такої конструкції конструкцією утримувача анода і способом з'єдполягає в тому, що пластини, які повинні прикріпнання його складових елементів. люватись вибуховим зварюванням, мають малий Запропонована конструкція утримувача анода, перегин, а працюють на розтягування при високих так як і відома має струмопровідну алюмінієву температурах навколишнього середовища і самоштангу, жорстко з'єднану зі сталевою траверсою го утримувача, який нагрівається під дією тієї елечерез біметалевий перехідник. ктричної енергії, що передається. Як наслідок На відміну від відомого технічного рішення, мала експлуатаційна здатність і значні витрати перехідник розміщений між торцями штанги і траелектроенергії. верси, при цьому, площини під зварювання переВідома конструкція утримувача анода [3], що хідника рівні площинам під зварювання штанги і має алюмінієву штангу і сталевий кронштейн (тратраверси. версу) з пазом, з'єднані по боках біметалевими Спосіб з'єднання утримувача анода, так як і пластинами (алюміній - сталь) з виступом. відомий полягає у зварюванні плавленням штанги До алюмінієвої штанги, пластини також прикріз перехідником і траверси з перехідником. плені електродуговим зварюванням, а зі сталевиВід відомого технічного рішення, запропономи кронштейнами пластини з'єднані за допомогою ваний спосіб відрізняється тим, що зварювання їх виступів в пазу і зафіксовані дуговим зварюванвиконують у вакуумі електронно-променевим званям. Така конструкція вимагає значних витрат рюванням. електроенергії через неякісний контакт між бімеТаким чином, відрізняючі ознаки мають ряд талевою пластиною і незвареними ділянками позитивних якостей які впливають на технічний кронштейна. Крім того, при зварюванні алюмінію з результат, а саме: алюмінієм і сталі зі сталлю, відбувається розшару- перехідник розміщений між торцями штанги і вання різнородних металів біметалевої пластини, траверси. Так як штанга зроблена з алюмінію, а яке виникає із-за значних усадочних напруг. траверса зі сталі, то розміщення перехідника між Також відома конструкція утримувача анода ними дозволяє спростити конструкцію утримувача [4], яка має алюмінієву стр умопідвідну штангу, анода; жорстко з'єднану зі сталевою траверсою, що має - площини під зварювання перехідника рівні паз. В пазу розміщена штанга, з двох боків якої площинам під зварювання штанги і траверси. Це встановлено по біметалевій вставці. Контактні свідчить про те, що перехідник, зроблений з двох поверхні з'єднання різнорідних металів вставки різнорідних металів, має, наприклад, плоскі плоутворюють з вертикаллю кут. По боках вставка щини для зварювання. Такі ж площини для зварюзакріплена дуговим зварюванням до штанги і травання мають штанга і траверса Ця ознака дозвоверси. Як і в раніше описаному технічному рішенляє досягти ефекта, при якому електроенергія ні, алюмінієві поверхні, що прилягають між собою, передається всією площиною торця штанги через і сталеві поверхні, що прилягають між собою, мавсю площину перехідника всій торцевій площині ють значні незварені ділянки. траверси. Це означає, що всі суміжні струмоігідвіНедоліком зазначеної конструкції є втрата дні і струмопровідт площини-плоскі, рівні і не маелектроенергії із-за значного контактного опору ють нерівностей; незварених ділянок. Крім того, при зварюванні - зварювання виконують у вакуумі електронноперехідника з алюмінієвою штангою і сталевою променевим зварюванням. траверсою створюється висока температура, яка Електронно-променеве зварювання забезпенегативно діє на з'єднання різнорідних металів чує якісне з'єднання однорідних металів, завдяки (алюміній - сталь). Так, причиною руйнування сфокусованому променю, який дає можливість утримувачів анода, є утворення на межах з'єднандосягти високої температури плавлення металу і ня різнорідних металів крихких інтерметалідів, які підтримувати ванну розплаву малого об'єму. Крім виникають при температурах (навіть короткочасотого, електронно-променеве зварювання дозволяє вих) вищи х ніж 250°С. виконувати зварювання суміжних деталей на веСхильність перехідника ставати крихким споликій швидкості (10мм/сек). При такій швидкості стерігається і при температурах нижчих від 150°С, зона прогрівання зварюваних деталей дуже мала. при умові тривалої її дії. Ця небезпека існує при Це означає, що температура в зоні з'єднання термічній дії зварювального джерела в процесі алюміній - сталь перехідника, на короткий час доприварювання до перехідника елементів утримусягає невеликих значень (100-120°С). Така темпевача анода, причому, застосування при цьому дуратура не сприяє утворенню осередків руйнування гового зварювання особливо небезпечне. Це по(інгерметалідів) з'єднання алюміній - сталь, біме 5 78176 6 талевого перехідника До того ж, електроннозварюванням в вакуумі 10-4мм рт.ст. з перевстанопроменеве зварювання виконується у вакуумі, без вленням, забезпечуючи гарантований провар, задоступ у кисню. Метал, що кипить у ванні розплаву вдяки зварюванню за один прохід 2/3 товщини не окислюється, а гази, що виділяються, постійно робочого перетину, видаляються, чим забезпечується ущільнення Для виконання процесу з'єднання утримувача розплавленого металу, тобто ущільнення зварного анода, застосовували такі режими електронношва променевого зварювання при напрузі 60 кВ: Перелічені вище відрізняючі ознаки необхідні і достатні для вирішення поставленої задачі. Всі струм зварювання-550 мА відрізняючі ознаки знаходяться в причиннодля сталі струм фокусування - 710мА наслідковому зв'язку з одержаним результатом і швидкість зварювання - 600мм/мин дозволяють на високому технічному рівні створити амплітуда - 1,5мм (поперечна) розвертка конструкцію і здійснити спосіб з'єднання утримувачастота-100Гц ча анода струм зварювання-330мА Суть те хнічного рішення полягає в тому, що для алюмінію струм фокусування-720мА при зварюванні плавленням алюмінієвої штанги і швидкість зварювання - 600мм/мин сталевої траверси, застосовують біметалевий пеамплітуда -2мм (поперечна) розвертка рехідник, який одним боком зварюють з торцем частота-200Гц. штанги, а другим боком зварюють з траверсою, тобто встик. При цьому, процес зварювання виконують у вакуумі електронним променем. Суть технічного рішення пояснюється кресленням. На Фіг. відображена ділянка з'єднання штанги з траверсою. Утримувач анода має штангу 1 з алюмінію і траверсу 2 зі сталі. Між торцем штанги 1 і торцем траверси 2 розміщений біметалевий перехідник. Один бік 3 переходника- алюмінієвий, а другий бік 4 - сталевий. На фігурі стрілками показане електронно-променеве зварювання, а тонкими лініями - зона зварювання. З'єднання (складання) утримувача анода виконували в такій послідовності. На вертикально встановлену траверсу 2 (сталь 20Л) встановлювали біметалевий перехідник, сталевим (сталь 12Х18Н10Т) боком 4 і кріпили ручним аргоннодуговим зварюванням з двох протилежних боків. Після цього на алюмінієвий (А5) бік 3 перехідника, встановлювали і з двох боків кріпили аргоннодуговим зварюванням алюмінієву (А7) штангу 1. Складання траверси, перехідника і штанги виконували з зазором між поверхнями, що підлягають зварюванню, не більшим ніж 0,1-0,3мм. Остаточне кріплення сталі до сталі і алюмінію до алюмінію виконували електронно-променевим Комп’ютерна в ерстка Н. Лисенко Таким чином одержали якісні зварні шви, без зміни структури зварених металів в зоні біля швів. Ширина зварного шва в межах 2-5мм. Запропонована технологія виготовлення утримувачів анодів з використанням електроннопроменевого зварювання дозволяє освоїти і застосувати у виробництві нову конструкцію утримувавача анода, яка полягає в торцевому з'єднанні штанги, переходника і траверси. Це досягається завдяки зварюванню потужним, вузько зфокусованим променем, який забезпечує повне проплавлення деталей що з'єднуються по всьому перетину (90´200), без зрізаних кромок, без застосування присадочних матеріалів, без окислення зварного шва і при нагріванні металу в зоні з'єднання алюміній - сталь біметалевого перехідника, нижче температури утворення інтерметалітів. Цей спосіб з'єднання утримувачів анода забезпечує мінімальну залишкову напругу, яка не сприяє деформації і руйнуванню біметалевого перехідника Як показали механічні і електричні випробовування, готові вироби мають добрі експлуатаційні характеристики. Падіння напруги постійного струму між штангою і траверсою, при силі струму 500А, не перевищувало 1,5мВ. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAnode holder and method for connection thereof
Автори англійськоюShelenkov Heorhii Mykhailovych, Natalich Valerii Serhiiovych, Halenko Vasyl Petrovych, Diadechko Viktor Oleksandrovych
Назва патенту російськоюДержатель анода и способ его соединения
Автори російськоюШеленков Георгий Михайлович, Наталич Валерий Сергеевич, Галенко Василий Петрович, Дядечко Виктор Александрович
МПК / Мітки
МПК: B23K 15/00, C25C 3/16, C25C 3/12, H01R 43/02
Мітки: тримач, анода, спосіб, з'єднання
Код посилання
<a href="https://ua.patents.su/3-78176-trimach-anoda-i-sposib-jjogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Тримач анода і спосіб його з’єднання</a>
Спосіб виготовлення анода
Номер патенту: 25745
Опубліковано: 30.10.1998
Автори: Мякота Ігор Семенович, Цойреф Юрій Євсійович
МПК: C25B 11/00
Мітки: спосіб, анода, виготовлення
Формула / Реферат:
1. Способ изготовления анода путем формирования на основе из пассивирующих металлов многослойной подложки с последующим многослойным нанесением на нее, с использованием термообработки, активного покрытия из марганецсодержащих материалов, отличающийся тем, что подложку формируют путем многократного нанесения на основу порошкообразного рутилового концентрата с зернистостью от 20 до 100мкм, причем сначала напыляют слой порошка с минимальной...
Спосіб виготовлення оксиднокобальтового анода
Номер патенту: 48368
Опубліковано: 15.08.2002
Автори: Трубнікова Лариса Валентинівна, Байрачний Борис Іванович, Майзеліс Захар Олександрович
МПК: C25B 11/00, C25D 3/12, C25D 3/02, C25D 9/00
Мітки: спосіб, анода, оксиднокобальтового, виготовлення
Формула / Реферат:
Спосіб виготовлення оксиднокобальтового електрода катодним співосадженням металу і гідроксиду кобальту на титановий електрод з водного розчину солі кобальту з наступним окисненням покриття, який відрізняється тим, що в розчин додатково вводять цирконій сірчанокислий чотириводний у кількості 2-15 г/дм3, натрій лимоннокислий три заміщений у кількості 20-150 г/дм3 і в ньому здійснюють катодне співосадження кобальту, цирконію і їх гідроксидів при...
Тримач ультразвукового перетворювача і спосіб його виготовлення
Номер патенту: 77563
Опубліковано: 15.12.2006
Автори: Найда Володимир Львович, Мозжухін Анатолій Олександрович
МПК: G01N 29/22
Мітки: виготовлення, спосіб, ультразвукового, перетворювача, тримач
Формула / Реферат:
1. Тримач ультразвукового перетворювача, що містить корпус з прямокутним отвором для закріплення в ньому перетворювача та порожнину для подачі контактної рідини, який відрізняється тим, що в корпусі по кутах прямокутного отвору виконані пази, які виходять на торець корпусу з боку робочої випромінюючої поверхні перетворювача.2. Спосіб виготовлення тримача ультразвукового перетворювача, за яким виготовляють корпус з прямокутним отвором...
Спосіб виготовлення тиристора розмикання з запірним шаром з боку анода та прозорим анодним емітером
Номер патенту: 43894
Опубліковано: 15.01.2002
Автори: Клака Свен, Вебер Андре, Гальстер Норберт
МПК: H01L 29/744
Мітки: анода, розмикання, шаром, емітером, виготовлення, тиристора, прозорим, спосіб, боку, запірним, анодним
Формула / Реферат:
1. Спосіб виготовлення тиристора розмикання (1), що включає одержання запорного шару (3) з боку анода та прозорий анодний емітер (2) ,який відрізняється тим, що на першому етапі одержують анодний емітер (2), товщина якого більше 0,5 мкм та менше 5 мкм, а концентрація домішок .котрого більше, 1017 см-3 та менше 5 х 1018 см -3, а потім на другому етапі потрібне значення ефективності анодного емітера (2) встановлюють за рахунок локального...
Пружний тримач, спосіб з’єднання будівельних елементів та будівельна конструкція
Номер патенту: 73942
Опубліковано: 17.10.2005
Автор: Вестон Ерік Реджиналд (помер)
МПК: F16B 5/06
Мітки: пружний, з'єднання, конструкція, будівельна, будівельних, елементів, спосіб, тримач
Формула / Реферат:
1. Пружний тримач, що включає:(a) першу частину (10), пристосовану для використання як зчеплення із першим будівельним елементом (20), і(b) принаймні одну другу частину (11, 12), об'єднану із зазначеною першою частиною (10), і кожна із зазначених других частин (11, 12) пристосована для використання як зчеплення із другим будівельним елементом (21, 22), який відрізняється тим, що кожна із зазначених других частин (11, 12) є...
Попередній патент: Спосіб опалювання нагрівальної печі
Наступний патент: Теплоутилізатор