Спосіб виготовлення прокату
Номер патенту: 7867
Опубліковано: 26.12.1995
Автори: Мадатян Сергій Ашотович, Івченко Олександр Васильович

Формула / Реферат
Способ изготовления проката, преимущественно арматурных стержней, включающий получение стальной заготовки, нагрев заготовки, горячую прокатку, прерванную закалку потоком воды в закрытой камере до достижения заданной среднемассовой температуры с самоотпуском, отличающийся тем, что заготовку получают из стали с содержанием углерода 0,12... 0,24%, закалку осуществляют до среднемассовой температуры 540 ... 660°С, при этом с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15... 20°С.
Текст
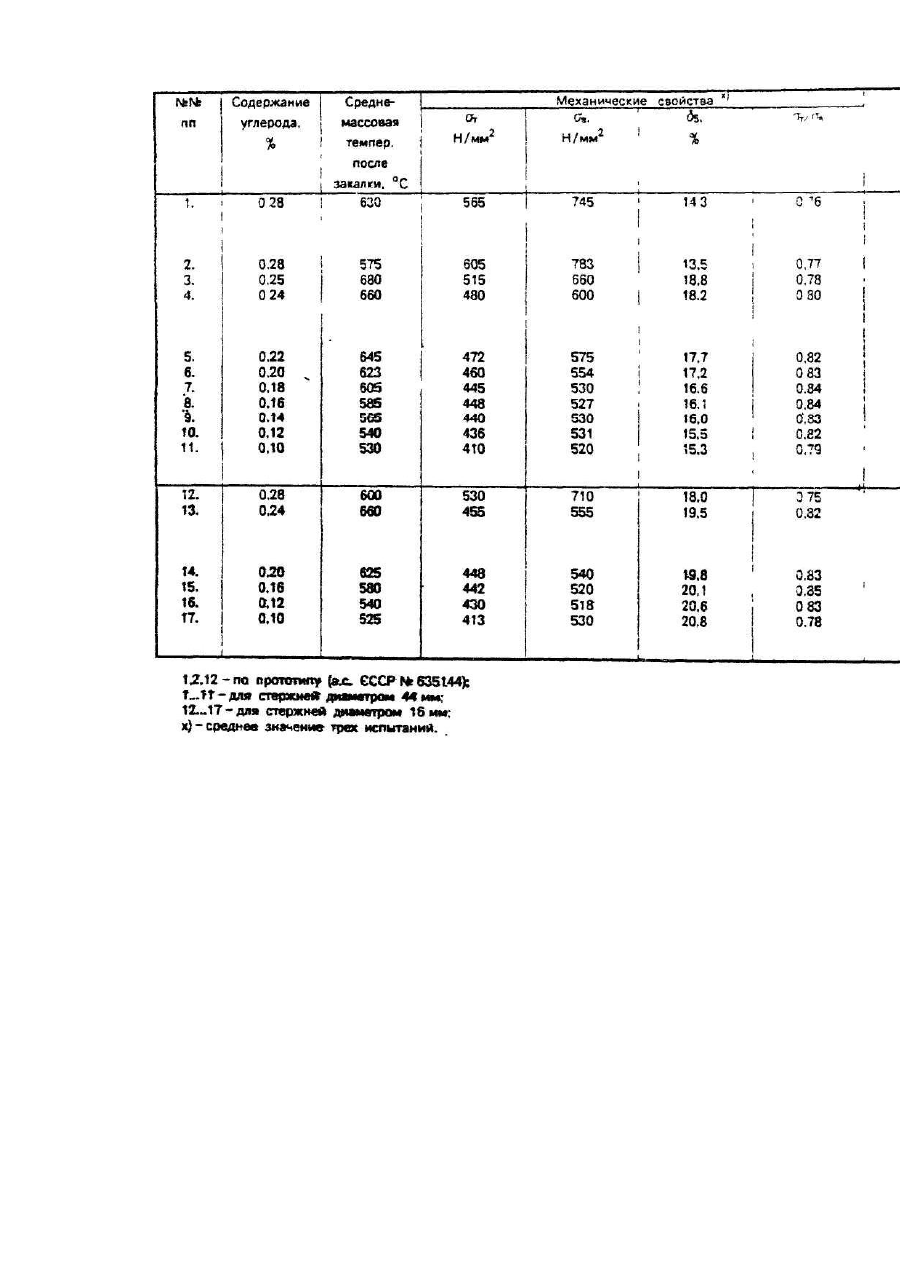
Изобретение относится к черной металлургии, в частности к термической обработке проката, преимущественно к упрочнению арматурных стержней мелких и средних профилей сортовой стали в линии непрерывных станов. Известен способ изготовления стального проката [1], включающий аустенитизацию заготовки, прокатку, принудительное охлаждение раскатов по выходу из последней клети стана до температуры А r3 + (20,..80)°С и охлаждение на воздухе в процессе транспортирования. После окончания принудительного охлаждения порезку раскатов осуществляют летучими ножницами. Такое снижение температуры раскатов путем принудительного охлаждения обеспечивает повышение хладостойкости металла без изменения других свойств. Недостатком описанного способа является то, что обработка проката по указанному режиму из-за малой степени принудительного охлаждения не обеспечивает повышения прочностных свойств стали. Известен также способ термической обработки изделий [2], включающий нагрев, охлаждение всего изделия со скоростью выше критической и отпуск при температуре 300-750°С, при этом перед закалкой всего изделия производят ускоренное охлаждение его поверхности со скоростями ниже критической до 750-450°С. Такой способ обеспечивает получение высокого комплекса механических свойств стали, особенно, в условиях знакопеременных нагрузок. Однако при реализации указанного способа термической обработки изделий в его общем виде при ускоренном охлаждении поверхности со скоростями ниже критической во время нерегламентированной паузы между ускоренным охлаждением и закалкой всего изделия возможен распад аустенита на феррит и перлит, в результате чего не обеспечивается получение стали заданной степени упрочнения. Кроме того осуществление данного способа в условиях промышленного производства, например при производстве арматурной стали, где высокие скорости прокатки и большие объемы производства, затруднительно из-за невозможности осуществления подстуживания поверхности изделий за короткий промежуток времени на участке прокатного стана между последней клетью и холодильником Известен также способ термического упрочнения проката [3], преимущественно арматурных стержней с содержанием углерода 0,22-0.37%, включающий нагрев, прокатку, двухстадийное охлаждение и отпуск, при этом охлаждение ведут со скоростью 400- 600 град/с, первую стадию охлаждения проводят до достижения на поверхности температуры 600-650°С, после чего осуществляют выдержку в течение 1,2-4,0 с, а затем проводят повторное охлаждение до среднемассовой температуры изделия 650-625°С Недостатком указанного способа является то, что осуществление регламентированных режимов упрочнения на сталях указанного состава по углероду приводит к получению завышенных механических свойств, не отвечающих требованиям зарубежных стандартов (например, стандарт Германии на арматурную сталь, DIN 488). Поэтому такая продукция является неконкурентноспособной на внешнем рынке. Кроме того, осуществление упрочнения в две стадии, с промежуточной выдержкой на воздухе усложняет технологическое оборудование и требует дополнительных площадей в потоке стана для его размещения. Наиболее близким является способ термического упрочнения стального проката [4] из стали с содержанием углерода 0,28...0,37%, включающий аустенитизацию заготовки, прокатку на готовый профиль и охлаждение потоком воды в закрытой камере при избыточном статическом давлении 5...10 ати. При этом прокат охлаждают со скоростью 680...880 град/с до достижения среднемассовой температуры по сечению 575-630°С потоком воды, направленным относительно поверхности проката со скоростью 9...14 м/с. Недостатком прототипа является то, что обусловленный интервал среднемассовой температуры для указанного состава стали (содержание углерода 0,28...0,37%) не позволяет достигать требуемого уровня механических свойств проката, в равной степени и необходимого сочетания между пределом текучести (sт) и временным сопротивлением (sв), что не позволяет сравнивать отечественную продукцию с аналогичной продукцией зарубежных производителей. Указанный недостаток обусловлен тем, что, осуществляя упрочнение арматурной стали по способупрототипу, получают прокат со свойствами значительно превосходящими нормируемые уровни зарубежных стандартов. Например, стандартов Германии DIN 488, Финляндии SFS 1213 и др. Данное обстоятельство является препятствием для поставок отечественной продукции за рубеж, т.к. считается, что значительное превышение прочностных характеристик не приведет к экономии стали. но снизит надежность конструкций. Изобретение направлено на решение задачи, заключающейся в улучшении свойств проката и достижении качества продукции на уровне мировых стандартов путем обеспечения требуемых механических характеристик и их соотношения. Для обеспечения конкурентоспособности продукции на внешнем рынке путем получения соответствующего уровня и соотношения показателей механических свойств, прокат, преимущественно арматурные стержни, изготавливают по способу, включающему получение стальной заготовки, нагрев заготовки, горячую прокатку, прерванную закалку потоком воды в закрытой камере до достижения заданной среднемассовой температуры с самоотпуском, причем заготовку получают из стали с содержанием углерода 0,12..0,24%, закалку осуществляют до среднемассовой температуры 540...660°С, при этом с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15...20°С. Применение малоуглеродистой стали с содержанием углерода 0,12...0,24% позволяет в процессе изготовления арматурных стержней и их прерванной закалки с самоотпуском при температурах 540...660°С (среднемассовая температура после прерванной закалки) получать прокат со свойствами по пределу текучести и временному сопротивлению, близкими к требованиям зарубежных стандартов на данную продукцию. Корректировка режима упрочнения путем повышения температуры самоотпуска на 15 на 15...20°С при увеличении содержания углерода в стали в указанном диапазоне на каждые 0,02% позволит получать продукцию с высокой степенью однородности механических свойств промышленных партий. В настоящее время самой массовой сталью для армирования железобетонных конструкций является арматурная сталь с нормируемым пределом текучести 390...590 Н/мм2. Механические свойства и состав арматуры определяются соответствующими стандартами. На территории Украины на данную продукцию существует два стандарта. По ГОСТ 5781-82 сталь класса Α-Ill изготавливается из низколегированной стали с содержанием углерода 0.22...0,37% и должна обеспечивать предел текучести не менее 390, а временное сопротивление не менее 590 Н/мм2, при соотношении sn/sв равном 0,67. По ГОСТ 10884-81 сталь класса А т-III изготавливается из углеродистой стали с содержанием углерода 0,28...0,39% и должна обеспечивать предел текучести не менее 445, а временное сопротивление не менее 590 Н/мм2, при соотношении sn/sв равном 0.75. Отечественная продукция, выпускаемая по указанным стандартам, является неконкурентоспособной на внешнем рынке, т.к. не отвечает требованиям для данной продукции по стандартам других стран. Так, например, стандартом Финляндии SFS 1213 арматура класса А400 HW имеет предел текучести 400, а временное сопротивление 480 Н/мм2 при соотношении sn/sв равном 0,83. По стандарту Германии DIN 488 арматура классов BSt 420 и BSt 500 имеет предел текучести 420 и 500, а временное сопротивление 500 и 550 Н/мм2 соответственно при соотношении этих показателей равном 0,84 и 0,91. В изобретении путем изменения состава стали и режима прерванной закалки с самоотпуском достигается требуемый уровень пределов текучести и временного сопротивления арматуры, а также соотношения этих характеристик на уровне зарубежных стандартов. При этом комплекс механических свойств обеспечивается в том случае, если прокат изготавливают из малоуглеродистой стали с содержанием углерода 0,12...0,24% (при содержании марганца в пределах 0,3...0,5% и кремния 0,05...0,25%), а прерванную закалку осуществляют до среднемассовой температуры 540...660°С. Причем, для обеспечения стабильного уровня требуемых свойств, арматура с содержанием углерода 0,12% должна быть подвергнута прерванной закалке до среднемассовой температуры 540°С, арматура с содержанием углерода 0,14% должна быть подвергнута прерванной закалке до среднемассовой температуры 555-560°С и т.д.; арматура с содержанием углерода 0,24% должна быть подвергнута прерванной закалке до среднемассовой температуры 645...660°С. Таким образом для улучшения свойств проката и повышения стабильности свойств арматуры ее следует подвергать по выходу из последней клети стана прерванной закалке до среднемассовой температуры 540...660°С, а изготавливать из малоуглеродистой стали с содержанием углерода 0,12,..0,24%, причем с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15...20°С. Если прокат изготавливать из стали с содержанием углерода менее 0,12%, то не обеспечивается минимальный предел текучести (420 Н/мм2) из-за малой доли перлитной составляющей в структуре. Если прокат изготавливать из стали с содержанием углерода более 0,24%, то получается переупрочнение и снижение пластичности проката. Если прерванную закалку осуществлять до среднемассовой температуры менее 540°С и более 660°С, то не обеспечиваются требуемые уровни и соотношение предела текучести к временному сопротивлению (0,8...0,9) из-за различия зависимости этих характеристик от среднемассовой температуры (температуры самоотпуска) после осуществления прерванной закалки. Если с повышением содержания углерода в стали на каждые 0,02% среднемассовую температуру повышать менее чем на 15°С, то формируемые механические свойства будут превосходить нормируемый уровень. Если с повышением содержания углерода в стали на каждые 0,02% среднемассовую температуру повышать более чем на 20°С, то не обеспечиваются требуемые прочностные арматуры и их стабильность. Способ изготовления упрочненного проката может быть реализован в потоке непрерывного мелкосортного стана при производстве арматурных стержней определенного химического состава и охлаждению их по выходу из последней клети стана потоком воды в закрытых камерах по определенному режиму. Пример. Изготовление термически упрочненного проката осуществляли путем прокатки и упрочнения опытных заготовок малоуглеродистой стали с содержанием углерода от 0,01 до 0,25% на арматурные стержни диаметром 14 и 16 мм. Прокатку заготовок осуществляли на стене 250-4 комбината "Криворожсталь" согласно действующей технологической инструкции. Термическое упрочнение осуществляли при помощи двух охлаждающих устройств (форсунок) проводкового типа, расположенных в линии стана за последней прокатной клетью. Скорость прокатки составляла около 16 м/с. Вода подавалась в форсунки под давлением около 2.0 МПа. Длительность прерванной закалки изменяли путем изменения длины активной зоны охлаждения второй форсунки, тем самым изменяли среднемассовую температуру (температуру самоотпуска) стержней после окончания прерванной закалки. Среднемассовую температуру измеряли прибором по выходу стержней на холодильник стана. По выходу из последней клети стана температура стержней составляла 1070°С, по приходу на холодильник - 520...685°С. Полученные механические свойства представлены в таблице. Как следует из данных таблиц, при изготовлении арматурных стержней из малоуглеродистой стали с содержанием углерода 0,12...0,24% и последующей их прерванной закалкой до среднемассовой температуры 540...660°С удается улучшить механические свойства проката и получить арматуру, отвечающую требованиям иностранных стандартов (например, стандарт Германии DIN 488) при отношении предела текучести к временному сопротивлению, равном 0,80...0,86, т.е. получить арматурную сталь классов BSt 420 и BSt 500. Использование предлагаемого способа термомеханического упрочнения проката в условиях металлургического комбината позволит организовать производство упрочненной арматурной стали с потребительскими свойствами, обеспечивающими конкурентоспособность данного вида продукции на внешнем рынке и улучшить экономическую ситуацию.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making of rolled stock
Автори англійськоюMadatyan Serhii Ashotovych, Ivchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ изготовления проката
Автори російськоюМадатян Сергей Ашотович, Ивченко Александр Васильевич
МПК / Мітки
МПК: C21D 1/02
Мітки: спосіб, прокату, виготовлення
Код посилання
<a href="https://ua.patents.su/3-7867-sposib-vigotovlennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прокату</a>
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Худик Валер'ян Тарасович, Нечепоренко Анатолій Петрович, Гунькін Ігор Олександрович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Кокшаров Олександр Миколайович, Черненко Валерій Тарасович, Івченко Олександр Васильович
Мітки: спосіб, виготовлення, прокату, термічно-зміцненого, низьковуглецевої, низьколегованої, сталі
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Нечепоренко Анатолій Петрович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Івченко Олександр Васильович, Костирко Сергій Андрійович, Гунькін Ігор Олександрович, Рибалка Віктор Федорович, Худик Валер'ян Тарасович, Худик Юрій Тарасович, Приходько Євгенія Валер'янівна
Мітки: прокату, термічного, зміцнення, спосіб
Формула / Реферат:
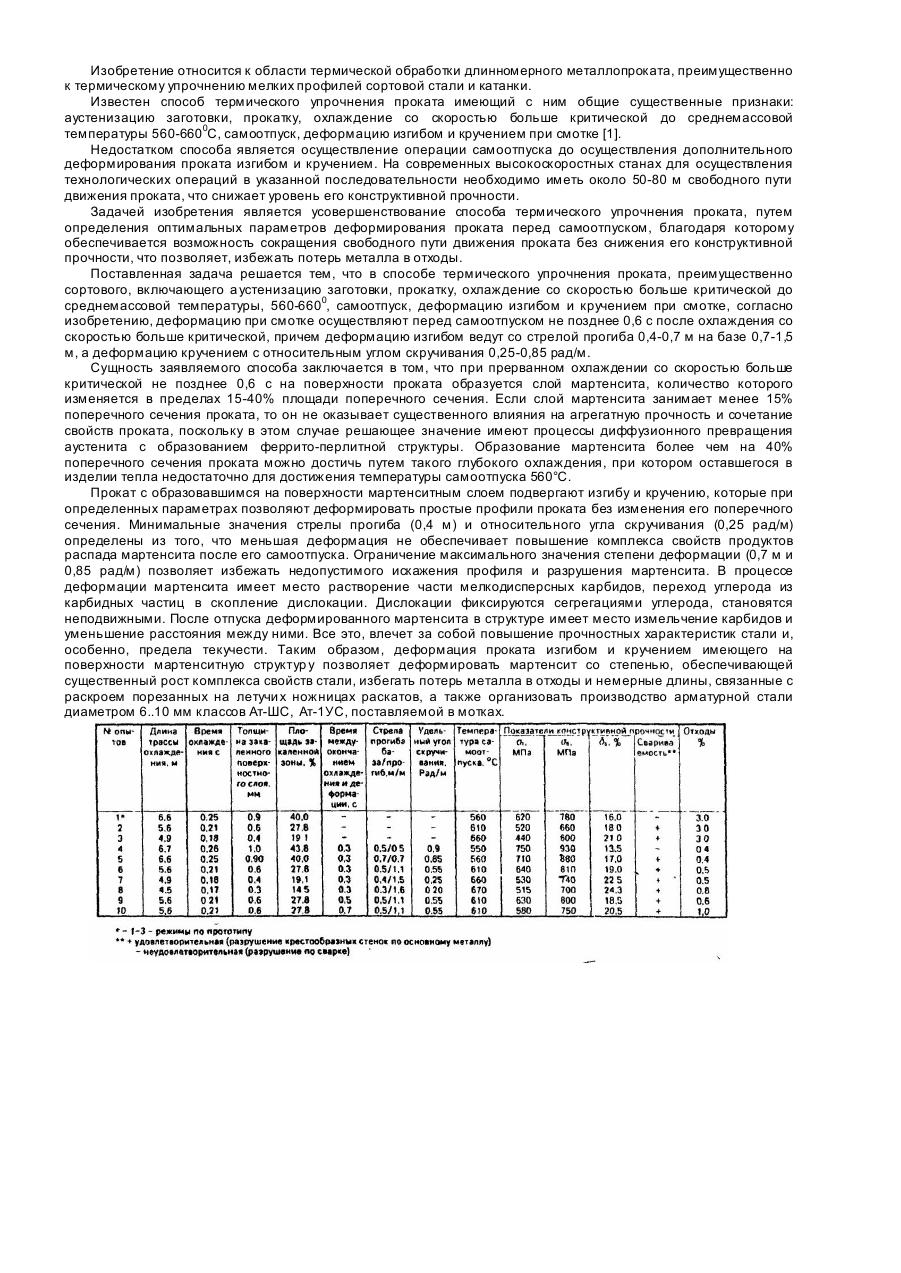
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: обробки, прокату, стального, спосіб
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Полігушко Борис Миколайович, Суріков Ігор Миколайович, Красовська Галина Михайлівна, Івченко Олександр Васильович, Литвиненко Ганна Анатоліївна, Вишнякова Алла Борисівна, Дудар Михайло Іванович
МПК: E04G 21/12
Мітки: залізобетонних, спосіб, попередньо-напружених, виготовлення, конструкцій
Формула / Реферат:
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву...
Спосіб охолодження рухомого сталевого прокату
Номер патенту: 1472
Опубліковано: 25.07.1994
Автори: Філатов Павло Володимирович, Шевцов Володимир Костянтинович, Следнів Володимир Петрович, Авраменко Олександр Володимирович, Бодня Моісей Ізраілевич, Могілевцев Петро Леонідович, Шапіро Ілля Аронович, Зінченко Іван Миколайович, Остапенко Арнольд Леонтієвич, Годецький Юрій Миколайович, Ягупов Ігор Владиславович, Неустроів Олександр Леонідович, Романов Олександр Олександрович
МПК: B21B 45/02, C21D 1/02
Мітки: сталевого, рухомого, спосіб, охолодження, прокату
Формула / Реферат:
Способ охлаждения движущегося стального проката, включающий подачу водовоздушных струй на поверхность проката через систему коллекторов с соплами, объединенными в группы, размещенных симметрично над рольгангом параллельно направлению движения проката, отличающийся тем, что подают дополнительно на охлаждаемую поверхность проката через дополнительные сопла струи воды в область пересечения водовоздушных струй от соседних коллекторов, при...
Попередній патент: Магнетрон
Наступний патент: Спосіб одержання генераторного газу
Випадковий патент: Паливна система двигуна внутрішнього згоряння (варіанти)