Ливарна форма для вакуумної формовки
Номер патенту: 83921
Опубліковано: 26.08.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
1. Ливарна форма для вакуумної формовки, яка має наповнювач - сухий пісок, засипаний в опоку і герметизований по верхньому контрладу форми газонепроникною плівкою, засіб подачі рідкого холодоагенту у вигляді ємності, засоби вакуумування піску, яка відрізняється тим, що ємність виконана на верхньому контрладі форми у вигляді увігнутої його поверхні.
2. Ливарна форма за п. 1, яка відрізняється тим, що увігнута поверхня контрладу виконана за допомогою валика, розташованого під герметизуючою плівкою по периметру опоки.
3. Ливарна форма за п. 1, яка відрізняється тим, що засоби вакуумування оснащені пристроєм відділення рідкого холодоагенту з повітря, що відкачується.
.
4. Ливарна форма за п. 3, яка відрізняється тим, що пристрій відділення рідкого холодоагенту з повітря виконано з можливістю відділення твердих часток з рідкого холодоагенту.
Текст
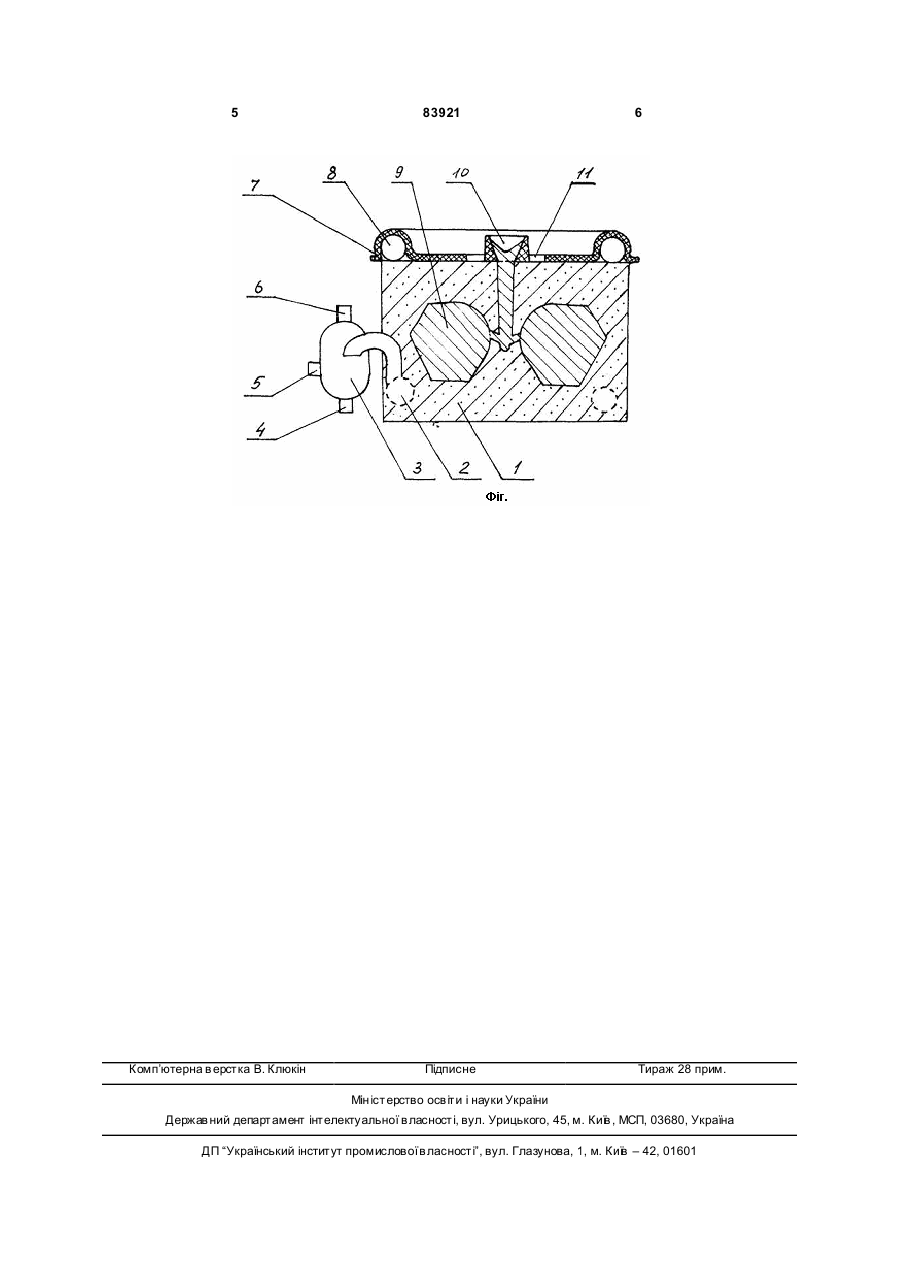
1. Ливарна форма для вакуумної формовки, яка має наповнювач - сухий пісок, засипаний в 3 83921 вістю відділення твердих часток з рідкого холодоагенту. На Фіг. показана форма, яка має пісок 1, що вакуум ується через пористі труби 2, сполучені з пристроєм 3, що має три клапани (штуцери): 4 для відділення твердих часток у вигляді осаду або пульпи, 5 - для відділення рідини, 6 - для відсмоктування газів. Верхній контрлад форми покритий плівкою 7, під якою по периметру розміщений валик 8, а інші стінки загерметизовані опокою типу контейнера (не показана). Виливки 9 залиті через лійку 10, навколо якої після заливання від тепла металу згоряє плівка 7, що утворює кільцевий отвір 11, Здійснення винаходу засноване на створенні на верхньому контрладі форми ємності типу корита при використанні синтетичної плівки, яка встеляє або валик діаметром 30... 100мм. покладений під плівку по периметру опоки, або частини вертикальних стінок опоки, що здіймаються вище рівня контрладу при формовці його нижче верхнього торця цих стінок на 30... 100мм (не показано). Можли ві ін ші варіан ти виконання уві гн утого контрла ду, наприклад, за рахунок формовки, однак вони вимагають додаткових трудовитрат. Після заливання форми і затвердіння виливків на увігнуту поверхню контрладу, ізольованого плівкою, подають рідкий холодоагент, наприклад, воду, що через кільцевий отвір 11, а також при необхідності прорізані (пропалені) інші отвори надходить у пісок (засмоктується) під дією розрідження, створюваного через пористі труби 2. Така конструкція дозволяє пропустити через пісок велику кількість води (більше, ніж уміщає сумарний обсяг пор піску форми), на відміну від конструкції прототипу, у якому кількість води обмежена обсягом дозаторів. При підході до гарячи х прошарків піску вода випаровується і конденсується в прошарках з температурою нижче 100°С. Надлишок води протікає через труби 2 у пристрій З, звідки вида ляють тверді ча стки у ви гляді відсто ю або п ульпи по 4 клапану 4 . рідин у - по клапану 5, перед яким може бути установлений фільтр, а газ - по клапану 6. При литті по моделях, що газифікуються, вода протікає в порах нерухомого піску в напрямку і практично тими же шляхами, що пройшли продукти деструкції моделі, а саме від виливка до труб 2. При цьому вона частково вимиває дрібну фракцію піску, сажу, залишки протипригарної фарби і тому подібне. Таке відмивання піску в потоці ефективніше, ніж у стоячій воді при перемішаному піску. Традиційно дрібні фракції, що засмічують пісок, відокремлюють при його спеціальній регенерації, а при застосуванні цього винаходу вони з водою частково проходять через пори труб 2 і попадають у віддільник 3. Мо жли ва по да ча і п роп уще нн я через фо рм у та ко ї м аси во ди а бо рі дко го холодоаген ту, які необхідні для охолодження виливка і піску, а також для частково го промивання останнього. Це дозволить при розрідженні 40...60кПа в піску протягом від десятків секунд до декількох хвилин заповнити пористий простір форми водою, а надлишок останньої прокачувати через віддільник. При цьому увігн ута поверхня контрладу служить великою ча шо ю для води , а система відсмоктування пові тря змінює свою функці ю і відсмоктує воду. Розрідження діє на зволожений пісок аналогічно вакуум-фільтру для зневоднення шламу, що віджимає з піску воду. Швидке охо лодження виливків, подібне до загартування у піск у форми в багатьо х випадках підвищить їхню якість, особливо таке рекомендується для аустенітних сталей (використанні цієї ливарної форми дозволить дещо розширити їхні обмеження по хімічному складу при литті, зокрема по моделях, що газифікуються) та більшості чорних і кольорових металів. Описане охолодження піску з наступним домішуванням його при вибивці форми в гарячий пісок з форм за традиційно ю те хнологією прискори ть о холо дження усього піскообороту це ху. При цьому висипання зволоженого піску можна прискорити шляхом подачі в пористі труби надлишкового тиску повітря на рівні 150...200кПа. 5 Комп’ютерна в ерстка В. Клюкін 83921 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for vacuum molding
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюЛитейная форма для вакуумной формовки
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02, B22D 27/04
Мітки: ливарна, форма, вакуумної, формовки
Код посилання
<a href="https://ua.patents.su/3-83921-livarna-forma-dlya-vakuumno-formovki.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для вакуумної формовки</a>
Ливарна форма для вакуумної формовки

Номер патенту: 80928
Опубліковано: 12.11.2007
Автори: Шинський Олег Йосипович, Кириченко Анатолій Миколайович, Кравченко Володимир Павлович, Дорошенко Володимир Степанович
МПК: B22C 9/02
Мітки: формовки, ливарна, форма, вакуумної
Формула / Реферат:
1. Ливарна форма для вакуумної формовки, яка включає опоку, наповнену сухим сипким наповнювачем з утвореною у ньому порожниною для заливання та охолодження металу, засіб подачі охолоджуючого середовища у вигляді ємності-дозатора з рідким холодоагентом, засіб вакуумування наповнювача, яка відрізняється тим, що включає щонайменше одну ємність-дозатор, виконану переносною і оснащену трубчастим штирем, нижній кінець з отвором якого встановлений у...
Модель для вакуумної формовки
Номер патенту: 80656
Опубліковано: 10.10.2007
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Мітки: формовки, модель, вакуумної
Формула / Реферат:
1. Модель для вакуумної формовки, що виготовлена з матеріалу, який легко видаляється, і має порожнини у вигляді каналів, що проходять через ливник і випор, яка відрізняється тим, що канали виконані сполученими з поверхнею моделі і з боку поверхні моделі закриті газопроникними вентами, здатними утримувати пісок.2. Модель за п. 1, яка відрізняється тим, що венти, виготовлені з матеріалу, який легко видаляється.3. Модель за п. 1,...
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Хемблі Дейвід Л., Льюіс Дейвід Л.
МПК: C03B 9/00, C03B 11/12, C03B 11/06
Мітки: ливарна, спосіб, посуду, скляного, форма, охолодження
Формула / Реферат:
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Ливарна форма для термопластів

Номер патенту: 44081
Опубліковано: 15.01.2002
Автори: Скиба Микола Єгорович, Синюк Олег Миколайович, Злотенко Борис Миколайович
МПК: B29C 45/27
Мітки: ливарна, термопластів, форма
Формула / Реферат:
Ливарна форма для термопластів, яка містить рухому і нерухому півформи, формуючі гнізда, систему регульованого охолодження і розвідні канали ливникової системи, яка відрізняється тим, що в нерухомій півформі установлені з можливістю обмеженого переміщення в напрямку осі форми вставки з антифрикційного матеріалу і металу, які утворюють стінки розвідних ливникових каналів.
Ливарна форма

Номер патенту: 83892
Опубліковано: 26.08.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/04, B22C 9/02, B22C 7/00
Формула / Реферат:
1. Ливарна форма, що містить наповнювач, порожнину виливка, ливниковоживильну систему і пакети з охолоджувальними матеріалами, які контактують з виливком та виконані з фольги чи синтетичної плівки, яка відрізняється тим, що застосовані в ній охолоджувальні матеріали змінюють свій фазовий стан шляхом плавлення чи випаровування або згорають перед заливанням металу, або від тепла металу, що заливають у вказану порожнину. 2. Ливарна форма...
Попередній патент: Плунжер для піднімання рідини з обводнених газових і газоконденсатних свердловин
Наступний патент: Пристрій для визначення положення границі розділу рідин
Випадковий патент: Спосіб керування потоком та самокеровний клапан або пристрій керування потоком