Спосіб та обладнання для безперервного виробництва сталевих плит
Формула / Реферат
1. Спосіб виробництва сталевих плит, які мають товщину <100 мм і ширину до 4000 мм, зі сляба, одержаного на стадії безперервного лиття, який відрізняється тим, що має стадію обтиснення з рідкою серцевиною до товщини ³55 мм на виході, при середній температурі >1200 °С, без переривання до завершення кінцевої стадії прокатки з високим ступенем обтиснення в одній або більше прокатних клітях, і наступні стадії охолодження і відрізання плити бажаної довжини.
2. Спосіб за п. 1, який відрізняється тим, що має кінцеву стадію рихтування.
3. Спосіб за п. 1, який відрізняється тим, що відношення між товщиною сляба після стадії безперервного лиття і кінцевою товщиною плити після стадії прокатки складає між 1:1,5 і 1:2,5.
4. Спосіб за п. 1, який відрізняється тим, що має стадію очищення від окалини перед зазначеною стадією прокатки.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що на початку стадії прокатки температура серцевини матеріалу, який піддають прокатці, складає приблизно 1350 °С.
6. Спосіб за п. 1, який відрізняється тим, що сталь є нелегованою або низьколегованою сталлю, що потребує термомеханічної обробки, для якої між прокатними клітями здійснюють додаткову стадію проміжного охолодження, знижуючи температуру прокатки на 50-100 °С.
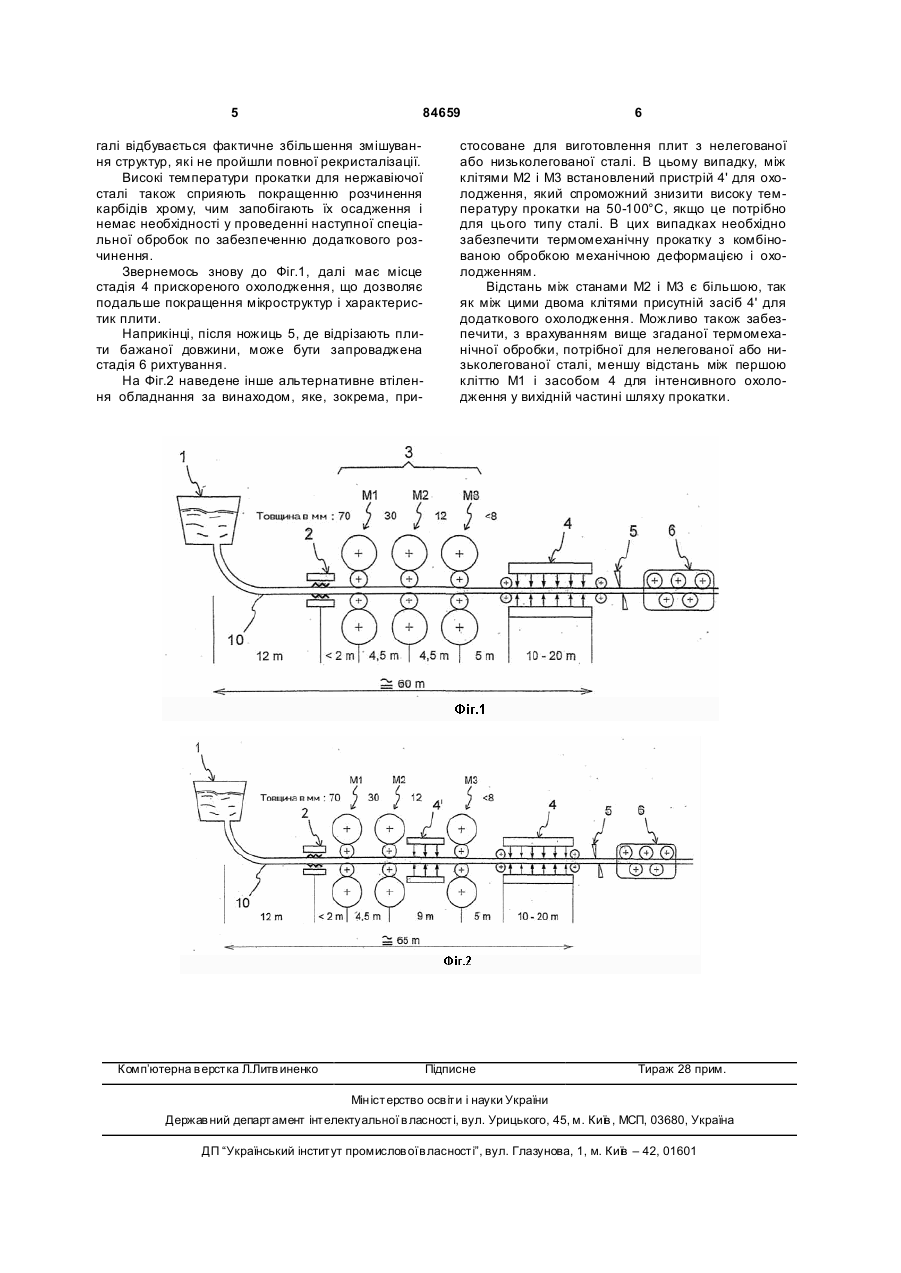
7. Обладнання для виробництва сталевих плит товщиною <100 мм і шириною до 4000 мм зі слябів, одержаних з машини безперервного лиття, яке відрізняється тим, що після машини (1) безперервного лиття є засіб обтиснення з рідкою серцевиною для одержання на виході плити товщиною ³55 мм при середній температурі ³1200 °С при безперервному процесі до останньої кліті фінішного прокатного стана (3), виконаний з однією або більше клітями (М1, М2...), які знаходяться на одній лінії з машиною безперервного лиття і виконані з можливістю високого ступеня обтиснення, за якими знаходиться засіб (4) для охолодження прокату і ножиці (5) для відрізання плити бажаної довжини.
8. Обладнання за п. 7, яке відрізняється тим, що має кінцеву машину (6) для рихтування.
9. Обладнання за п. 7, яке відрізняється тим, що має пристрій (2) для очищення прокату від окалини, розміщений одразу перед зазначеним прокатним станом (3).
10. Обладнання за п. 7, яке відрізняється тим, що має загальну довжину від машини (1) безперервного лиття до засобу (4) для остаточного охолодження не більше 60 м.
11. Обладнання за будь-яким з пунктів 7 або 8, яке відрізняється тим, що має засіб (4') додаткового охолодження, розміщений між прокатними клітями (М1, М2...) для зменшення температури прокатки на 50-100 °С, призначений для прокатки нелегованої або низьколегованої сталі, яка потребує термомеханічної обробки.
Текст
1. Спосіб виробництва сталевих плит, які мають товщину 1200°С, без переривання до завершення кінцевої стадії прокатки з високим ступенем обтиснення в одній або більше прокатних клітях, і наступні стадії охолодження і відрізання плити бажаної довжини. 2. Спосіб за п. 1, який відрізняється тим, що має кінцеву стадію рихтування. 3. Спосіб за п. 1, який відрізняється тим, що відношення між товщиною сляба після стадії безперервного лиття і кінцевою товщиною плити після стадії прокатки складає між 1:1,5 і 1:2,5. 4. Спосіб за п. 1, який відрізняється тим, що має стадію очищення від окалини перед зазначеною стадією прокатки. 5. Спосіб за будь-яким з попередніх пунктів, який відрізняє ться тим, що на початку стадії прокатки температура серцевини матеріалу, який піддають прокатці, складає приблизно 1350°С. 6. Спосіб за п. 1, який відрізняється тим, що сталь є нелегованою або низьколегованою стал C2 2 (19) 1 3 84659 Також відомо, що у те хнологіях такого типу відношення товщини початкового матеріалу, тобто злитку або слябу, і бажаною кінцевою плитою повинне бути не менше, ніж 1:4, щоб забезпечити зварювання можливих пор, які присутні у серцевині або серединній зоні, які є типовими у злитках /слябах великої товщини. Це означає, що для плити, яка має кінцеву товщину 50мм, початковий сляб повинен бути мінімальної товщини 200мм. Наступними етапом розвитку технологій отримання слябів тонкої - середньої товщини є створення обладнання, на якому відливають сляби товщиною до 150мм і шириною до 3600мм. Ці сляби далі нарізають і, після проходження крізь нагрівальну піч з вирівнюванням температури, направляють у лінію до реверсивного прокатного стану, який пристосований тільки для повздовжньої прокатки. На цьому обладнанні забезпечується низьке відношення товщини між слябом і кінцевою плитою (ступінь обтиснення) 1:3, а тому для отримання плити товщиною 50мм необхідно сляб мінімальної товщини 150мм. Зрозуміло, що також можливо на цьому обладнанні виготовляти не тільки плити, але також стрічки, які змотані у котушки, шляхом виготовлення подібної реверсивної кліті для роботи з двома рейками у печі (так звана технологія " плита /прокатний стан Стекеля"). Зрозуміло, що при ступені обтиснення 1:3 між товщиною слябу і кінцевої плити для отримання кінцевої плити товщиною 40-50мм необхідно, щоб сляби товщиною 120-150мм відливалися при максимальній швидкості порядку 2м/хвил, це є недостатньо для безперервної поточної технології прокатки, яка потребує мінімальної швидкості 3,5м/хвил. Такий існуючий погляд заважає пристосуванню технологій "лиття-прокатка" для виробництва плит, яка вже відома для виробництва стрічок. Але, з експериментальних досліджень відомо, що не можливо отримати обтиснення вище, ніж 35%, завдяки зменшенню величини обертального моменту прокатних клітей, що показали створені математичні моделі. З цих моделей стало зрозуміло, що подібні якісні результати можуть бути досягнуті при ступенях обтиснення навіть більше, ніж 50%, і навіть до 60%, що призводить до отримання більш компактного обладнання і до подальшого зменшення вартості виробництва і капітальних витрат. Тому об'єктом винаходу є створення способу і відповідного обладнання для виробництва плит товщиною до 100мм і шириною до 4000мм при низьких капіталовкладеннях і вартості виробництва. При застосуванні технології, яка застосовувалася для виробництва котушок за [патентами ЕР 0925132, ЕР 0946316 і ЕР 1011896], всі заявники присутні уданій заявці, було знайдено, що середня температура, починаючи з виходу з мульди з продуктом 75мм товщиною і на виході машини для безперервного лиття товщиною 55мм, після обтиснення рідинної серцевини ("м'яке обтиснення"), складала вище 1200°С при швидкості 5м/хвил. Поточна прокатка відбувалась на двох прокатних клітях, які мають високий ступінь обтиснення (33% - на першій кліті і 30% на другій) для отримання 4 кінцевих плит товщиною 25мм відповідно з відношенням товщина слябу /товщина плити приблизно 1:2. Якість отриманих плит була порівняна з плитами, виготовленими за існуючими технологіями, зокрема, порівнювалась наявність пор і однорідність мікроструктур у по всій товщині. Об'єктами винаходу є спосіб і відповідне обладнання, що визначене відповідно у 1 і 7 пунктах формули винаходу. Ці і інші об'єкти винаходу, переваги і ознаки винаходу будуть більш зрозумілими з детального опису двох втілень, які наведені як приклади, які не обмежують винаходу, з посиланнями на прикладені креслення, на яких показане: на Фіг.1 - схема обладнання за винаходом для виробництва плит з нержавіючої сталі; і на Фіг.2 - схема обладнання за винаходом для виробництва плит з нелегованої або низьколегованої сталі. На Фіг.1 показане обладнання і наведені відповідні відстані між різними компонентами обладнання і загальна відстань, яка дорівнює приблизно 60м, між машиною 1 для безперервного лиття і кінцем стадії прокатки. Також показані величини товщини, які відрізняються від згаданих у прикладі, наведеному вище, але так чи інакше знижені всередині заявленого рівня величин. Починають прокатку з сляба 10 товщиною 70мм, який отримують після машини 1 для безперервного лиття з швидкістю 3,5мм/хвил, і середньою температурою 1200°С, потім сляб попадає у пристрій 2 для очищення прокату від окалини, потім, без перерви, у прокатний стан 3, розміщений на одній лінії з машиною 1 для безперервного лиття, для отримання на виході плити товщиною навіть менше 8мм. В залежності від типу сталі і бажаної товщини плити кількість прокатних клітей (М1-М3) може бути зменшена шляхом пропущення однієї або двох клітей. Завдяки зазначеним температурним умовам, є можливість отримати кінцеву плиту навіть тільки використовуючи одну прокатну кліть і прийнятну ступінь обтиснення, яка складає між 1:1,5 і 1:2,5, переважно 1:2. Слід зауважити, що сприятливий температурний профіль для тонкого слябу, з величиною температури у серцевині або середній зоні, яка є достатньо високою і складає біля 1350°С, підвищує середню температуру прокатки і дозволяє високу ступінь обтиснення по товщині, таким чином зварюючи внутрішні пори за меншу кількість проходів у порівнянні з існуючими прокатними станами. Дійсно, коли перевищити дану ступінь обтиснення (зменшення товщини) або фактор форми при постійній ширині, то гідростатичний тиск або специфічний тиск на серцевину тонкого слябу досягає таких величин, які є достатньо високими, щоб зварити будь-які існуючі пори. Крім того, при великій деформації температури підвищуються до високих температур і відбувається повна рекристалізація, таким чином сприяючи утворення однорідної мікроструктури, на противагу тому, що має місце, коли прокатка відбувається при низьких температурах, наприклад, 1050°С-900°С, згідно[ патенту ЕР 0580062]. При цих низьких температурах вза 5 84659 галі відбувається фактичне збільшення змішування структур, які не пройшли повної рекристалізації. Високі температури прокатки для нержавіючої сталі також сприяють покращенню розчинення карбідів хрому, чим запобігають їх осадження і немає необхідності у проведенні наступної спеціальної обробок по забезпеченню додаткового розчинення. Звернемось знову до Фіг.1, далі має місце стадія 4 прискореного охолодження, що дозволяє подальше покращення мікроструктур і характеристик плити. Наприкінці, після ножиць 5, де відрізають плити бажаної довжини, може бути запроваджена стадія 6 рихтування. На Фіг.2 наведене інше альтернативне втілення обладнання за винаходом, яке, зокрема, при Комп’ютерна в ерстка Л.Литв иненко 6 стосоване для виготовлення плит з нелегованої або низьколегованої сталі. В цьому випадку, між клітями М2 і М3 встановлений пристрій 4' для охолодження, який спроможний знизити високу температуру прокатки на 50-100°С, якщо це потрібно для цього типу сталі. В цих випадках необхідно забезпечити термомеханічну прокатку з комбінованою обробкою механічною деформацією і охолодженням. Відстань між станами М2 і М3 є більшою, так як між цими двома клітями присутній засіб 4' для додаткового охолодження. Можливо також забезпечити, з врахуванням вище згаданої термомеханічної обробки, потрібної для нелегованої або низьколегованої сталі, меншу відстань між першою кліттю М1 і засобом 4 для інтенсивного охолодження у вихідній частині шляху прокатки. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and plant for continuous manufacturing steel plates
Автори англійськоюArvedi, Giovanni
Назва патенту російськоюСпособ и оборудование для непрерывного производства стальных плит
Автори російськоюАрведи Джованни
МПК / Мітки
МПК: B21B 1/46
Мітки: виробництва, обладнання, спосіб, сталевих, плит, безперервного
Код посилання
<a href="https://ua.patents.su/3-84659-sposib-ta-obladnannya-dlya-bezperervnogo-virobnictva-stalevikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб та обладнання для безперервного виробництва сталевих плит</a>
Спосіб виробництва гарячекатаних мідних і латунних плит
Номер патенту: 8327
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Шпаковскій Вадім, Клюєв Сергій Петрович
МПК: B21B 1/46
Мітки: виробництва, спосіб, гарячекатаних, латунних, плит, мідних
Формула / Реферат:
Спосіб виробництва гарячекатаних мідних і латунних плит, що включає нагрівання зливка в печі, гарячу прокатку зливка в штабу в реверсивному режимі з навперемінним обтисненням у горизонтальних і вертикальних валках, подальшу прокатку в горизонтальних валках, різниця діаметра яких не перевищує 5 мм, з установлюванням валка більшого діаметра знизу, різання штаби на мірні довжини й укладання отриманих плит у стопи, який відрізняється тим, що...
Спосіб безперервного виробництва казеїну та обладнання для його здійснення
Номер патенту: 21369
Опубліковано: 02.12.1997
Автори: Яблонська Марія Василівна, Герасимчук Віктор Олексійович, Яременко Володимир Іванович
МПК: A23J 1/20
Мітки: обладнання, спосіб, казеїну, безперервного, здійснення, виробництва
Формула / Реферат:
1. Способ непрерывного производства казенна, включающий: смешивание обезжиренного молока с коагулянтом, мгновенное нагревание смеси перегретым паром до температуры коагуляции, коагуляцию казеина, постановку и обработку казеинового зерна, отделение сыворотки от зерна, орошение зерна, а затем и промывку его водой, отделение воды, прессование, дробление и сушку казеина, отличающийся тем, что процес постановки и обработки казеинового зерна...
Спосіб виробництва облицювальних плит з природного каменю
Номер патенту: 36172
Опубліковано: 16.04.2001
Автори: Блажієвський Петро Вікторович, Кондратюк Віктор Іванович
МПК: B28D 1/02, B28D 1/00, B24B 1/00
Мітки: спосіб, природного, виробництва, облицювальних, плит, каменю
Текст:
...сумі ширини пропилу і товщини двох плит). Наведені дані свідчать, що запропоноване рішення відповідає критерію "новизна". При вивченні інших відомих способів виробництва облицювальних плит з блоків природного каменю не було виявлено подібного способу. Суть винаходу пояснюється кресленнями на фіг. 1-4. Фіг. 1 - операція I - розпиловка. Блок розпилюють, наприклад, штрипсовим станком. Н- товщина заготовки: H=h1+h2+t+D, де h1, h2 -...
Пристрій для безперервного виготовлення деревинностружкових плит
Номер патенту: 29847
Опубліковано: 15.11.2000
Автори: Соколовський Ярослав Іванович, Філінюк Роман Васильович, Сафаров Вячеслав Олександрович
МПК: B27N 3/08
Мітки: деревинностружкових, виготовлення, пристрій, безперервного, плит
Формула / Реферат:
Пристрій для безперервного виготовлення деревинно-стружових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і системи їх обігрівання, канали підводу газу та газовими горілками, давачі покоробленості плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, а також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при...
Прес для безперервного виготовлення деревинностружкових плит
Номер патенту: 29848
Опубліковано: 15.11.2000
Автори: Соколовський Ярослав Іванович, Сафаров Вячеслав Олександрович, Шолота Казімір Володимирович
МПК: B27N 3/08
Мітки: прес, деревинностружкових, плит, безперервного, виготовлення
Формула / Реферат:
Прес для безперервного виготовлення деревинно-стружкових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і систему їх обігріву з каналоми підводу газу і газовими горілками, давачі товщини плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при цьому...
Попередній патент: Спосіб лікування мезотелеоми
Наступний патент: Спосіб виготовлення полімерного стержневого ізолятора
Випадковий патент: Спосіб руйнування гірських порід