Пристрій для установлювання і базування в процесі обробки нежорстких циліндрів
Формула / Реферат
Пристрій для установлювання і базування в процесі обробки нежорстких циліндрів, що містить шпиндель з вбудованим прапорцевим пневмодвигуном, центрувальний циліндр, що обертається, із спіральною канавкою під кульки, на яких змонтований спіральний розтискний елемент з профільною внутрішньою поверхнею, який відрізняється тим, що спіральний розтискний елемент виконаний трубчастим, тобто забезпечений порожниною, яка сполучена з джерелом тиску, а на його зовнішній плоскій гвинтовій поверхні виконана спіральна центральна розподільна канавка, що з'єднана з порожниною радіальними отворами.
Текст
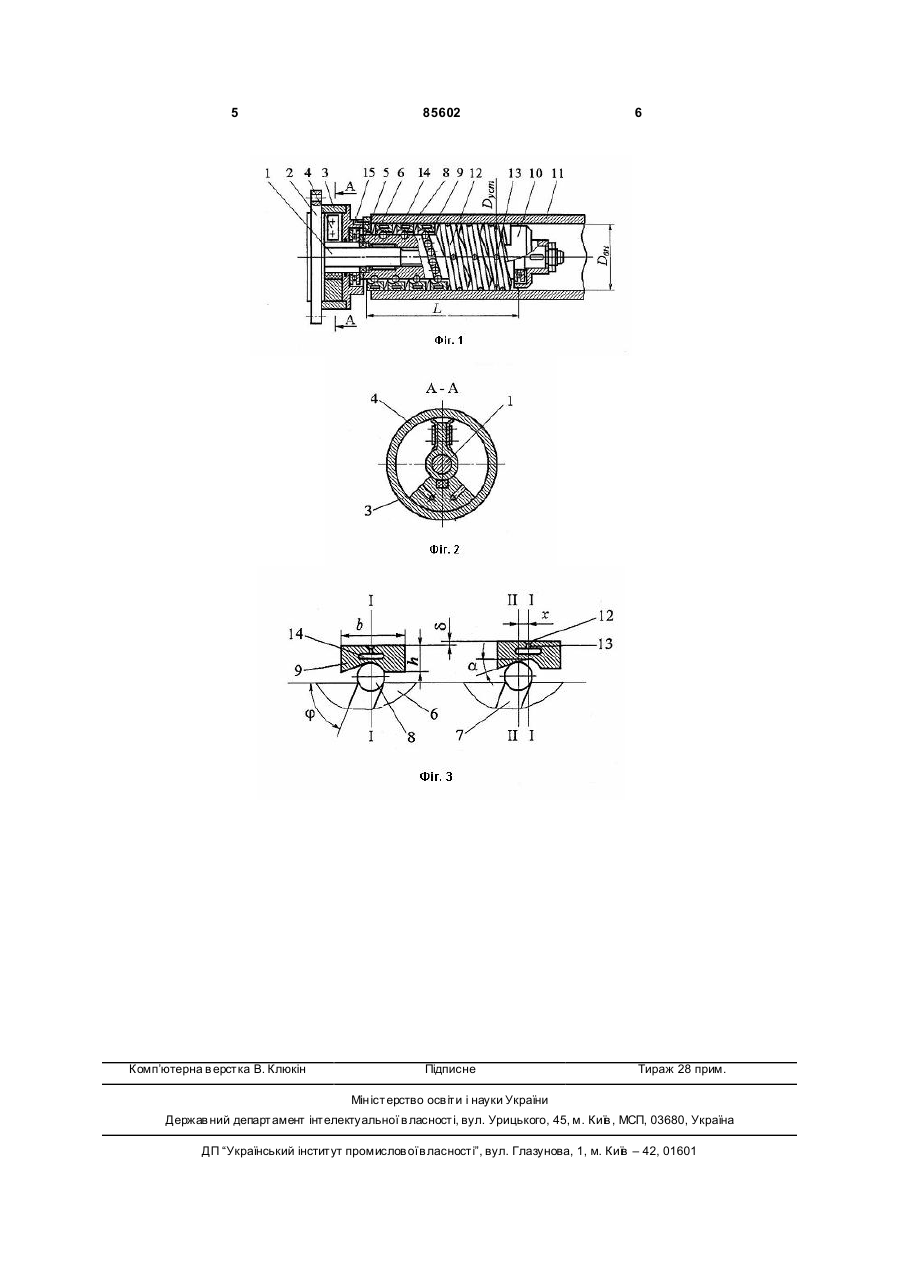
Пристрій для установлювання і базування в процесі обробки нежорстких циліндрів, що містить 3 85602 центрувальний циліндр, що обертається, із спіральною канавкою під кульки на яких змонтований розтискний спіральний елемент з профільною внутрішньою поверхнею, останній, виконаний трубчастим, тобто забезпечений порожниною, пов'язаною з джерелом тиску, а на його зовнішній плоскій гвинтовій поверхні виконана спіральна центральна розподільна канавка, яка сполучена з порожниною радіальними отворами. При порівнянні найближчого аналога з технічним рішенням, що заявляється, видно, що воно забезпечує досягнення нових технологічних можливостей, що полягають в усуненні прямого механічного контакту установлювального розтискного елемента пристрою з оброблюваною деталлю, що сприяє підвищенню точності обробки, оскільки усувається деформація деталей і усереднюються похибки форми їх базових поверхонь. На Фіг.1 представлений загальний вигляд пристрою в розрізі; на Фіг.2 - переріз по А-А на загальному вигляді; на Фіг.3 - схеми зміни розмірних параметрів розтискного спірального елемента. Пристрій (Фіг.1) містить шпиндель 1 з фланцем 2 для закріплення на верстаті і вбудований поворотний пневмодвигун 3, прапорець (поршень) 4 якого (Фіг.2) з'єднаний кулачковою муфтою 5 з центрувальним циліндром 6, змонтованим на шпинделі 1 за допомогою радіальних роликових і осьових упорних підшипників з можливістю обертання. На зовнішній твірній центрувального циліндра виконана спіральна канавка 7 (Фіг.3) під кульки 8 на яких встановлений спіральний трубчастий розтискний елемент 9, зафіксований від обертання фігурними вирізами на поверхнях торців кришки 10 і корпусі пневмодвигуна 3. Внутрішню, звернену до кульок 8, гвинтову поверхню розтискного трубчастого спірального елемента 9 виконано профільною (Фіг.3), а на зовнішній, яка звернена до оброблюваної деталі 11 гвинтовій поверхні виконана центральна розподільна канавка 12 з радіальними отворами 13, які з'єднують її із закритою порожниною 14 трубчастого спірального розтискного елемента, в свою чергу з'єднану каналом 15 з джерелом тиску у вигляді стислого повітря або рідини. Для отримання необхідного радіального зазору між базовою поверхнею деталі 11 діаметром Dвн і зовнішньою установлювальною поверхнею спірального розтискного елемента 9 довжиною L і діаметром Dуст, що забезпечує необхідну жорсткість утвореної їм радіальної аеростатичної (газової) опори, подають повітря в праву порожнину пневмодвигуна 3 (Фіг.2), що приводить до повороту прапорця 4 і пов'язаного з ним циліндра 6 проти годинникової стрілки. Оскільки центрувальний циліндр 6 і трубчастий спіральний розтискний елемент 9 зафіксовані в осьовому напрямі, при обертанні циліндра відбувається осьовий зсув кульок 8 у напрямку до фланця 2 шпинделя 1 відносно витків розтискного елемента на величину х (Фіг.3), тобто кульки, спочатку розташовані в перетині 1-І, 4 переміщаються в перетин ІІ-ІІ, перекочуючись по внутрішній профільній (клиновій) поверхні витків трубчасто го спірального розтискного елемента, що розташована під кутом a до горизонту, що приводить до рівномірного збільшення його установлювального діаметра на величину d по всій довжині L. Величина 5 з достатньою для практичних цілей точністю і з урахуванням того, що жорсткість витків більше в осьовому напрямі, ніж в радіальному (при b>h), може бути визначена з виразу jt d= tg a, 360 де j - кут нахилу спіралі, град; t - крок спіралі; a - кут нахилу клинової поверхні спірального розтискного елемента (Фіг.3). Величина радіального зазору для аеростатичних опор обмежується значенням [Пуш В.Э. Ме таллорежущие станки. - М.: Ма шиностроение, 1986. - 576с.] D = (0,0001... 0,0002)D уст . Кількість отворів, які виконані на одному витку спірального елемента, доцільно вибирати, враховуючи залежність [див. Пуш В.Е.] n = pD уст / 50. Жорсткість плоскої гвинтової аеростатичної опори [Программное управление станками: Учебник для вузов / В.Л. Сосонкин, О.П. Михайлов и др. - М.: Ма шиностроение, 1981. - с. 30-31]. d× l j = 0,5 pв , D де b - ширина спіралі; l - довжина спіральної установлювальної поверхні трубчастого розтискного елемента; D = (Dвн – Dуст)/2 - радіальний зазор в газовій опорі; рв - тиск повітря. Можливість забезпечення допустимого радіального зазору, величина якого обмежується приведеним вище значенням і не перевищує сотих часток міліметра, дозволяє здійснювати високоточну установку в робочій зоні верстата оброблюваних циліндрових деталей, базові поверхні яких виконані в межах широкого поля допуску, що досягає декількох міліметрів, і обробляти їх з високою точністю. Крім того, усуваються труднощі, пов'язані з автоматизацією встановлювання оброблюваних деталей в робочу зону верстата, чому сприяють значні по величині установлювальні радіальні зазори, що забезпечується шляхом зміни установлювального діаметра розтискного спірального елемента. Встановлювання деталей, що оброблюються, на нерегульовану аеростатичну опору за допомогою, наприклад, промислового робота, надто складне унаслідок дуже незначних за величиною робочих зазорів опори, що лежать, як було показано вище, в межах соти х часток міліметра. 5 Комп’ютерна в ерстка В. Клюкін 85602 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for installation and location during working of nonrigid cylinders
Автори англійськоюPashkov Yevhenii Valentynovych
Назва патенту російськоюУстройство для установки и базирования в процессе обработки нежестких цилиндров
Автори російськоюПашков Евгений Валентинович
МПК / Мітки
МПК: B23B 1/00, B23B 31/00
Мітки: обробки, процесі, нежорстких, базування, циліндрів, пристрій, установлювання
Код посилання
<a href="https://ua.patents.su/3-85602-pristrijj-dlya-ustanovlyuvannya-i-bazuvannya-v-procesi-obrobki-nezhorstkikh-cilindriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для установлювання і базування в процесі обробки нежорстких циліндрів</a>
Пристрій для безконтактної установки, базування та обертання тонкостінних циліндрів у процесі обробки різанням
Номер патенту: 79929
Опубліковано: 10.08.2007
Автори: Вожжов Ондрій Анатолійович, Потеряхін Валерій Борисович, Пашков Євген Валентинович
МПК: B23B 1/00
Мітки: процесі, безконтактної, тонкостінних, установки, обертання, циліндрів, базування, обробки, пристрій, різанням
Формула / Реферат:
Пристрій для безконтактної установки, базування та обертання тонкостінних циліндрів у процесі обробки різанням, що містить співвісно встановлені робочі головки, які мають в своєму складі шихтовані магнітопроводи з осердями і фазними обмотками, а також аеростатичні опори, який відрізняється тим, що робочі головки виконано на базі фланцевих оправок, на яких співвісно змонтовано дискові шихтовані магнітопроводи, між якими розміщено...
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням
Номер патенту: 84885
Опубліковано: 10.12.2008
Автори: Бохонський Олександр Іванович, Пашков Євгеній Валентинович
МПК: B23B 1/00
Мітки: дисків, пристрій, точінням, безконтактного, обробки, нежорстких, базування, зони
Формула / Реферат:
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням, що містить корпус у вигляді планшайби, яка виконує роль статора, кільцеві зубчасті магнітопроводи з фазними котушками, тримачі магнітопроводів у вигляді секторів з карманами на поверхнях, повернених до деталі, що обробляється, який відрізняється тим, що на периферії торцевої поверхні планшайби, концентрично магнітопроводам, виконана кільцева канавка під Г-подібні...
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Шмидт Людміла Анатоліївна, Пашков Євген Валентинович, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: типу, деталей, точінням, спосіб, обробки, нежорстких, валів
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Пристрій для радіального підводу та установки засобів вимірювання деталі в процесі обробки
Номер патенту: 4015
Опубліковано: 27.12.1994
Автори: Адамов Валентин Іванович, Сало Анатолій Мусійович, Соболєв Сергій Михайлович
МПК: B24B 49/00
Мітки: обробки, радіального, установки, вимірювання, засобів, процесі, пристрій, деталі, підводу
Формула / Реферат:
Устройство для радиального подвода и установки средства измерения детали в процессе обработки, содержащее основание, механизм радиального подвода, выполненный в виде шарнирно связанного с основанием рычага и механизма принудительного перемещения этого рычага, выходной вал с местом для присоединения средства измерения, передаточный механизм, связывающий выходной вал с основанием, а также ограничитель величины подвода средства измерения,...
Пристрій для установлювання за допомогою пінцета поверхнево-монтованих компонентів на друковані плати
Номер патенту: 30138
Опубліковано: 11.02.2008
Автор: Харибін Олександр Георгійович
МПК: B25J 11/00, B25J 15/06
Мітки: друковані, плати, пристрій, установлювання, пінцета, поверхнево-монтованих, компонентів, допомогою
Формула / Реферат:
1. Пристрій для установлювання за допомогою пінцета поверхнево-монтованих компонентів на друковані плати, що містить принаймні опору для розміщення друкованих плат, подовжній напрямний пристрій, на якому установлена з можливістю примусового переміщення над опорою для розміщення друкованих плат пересувна каретка, що служить опорою для руки оператора, і магазин з поверхнево-монтованими компонентами, який відрізняється тим, що подовжній...
Попередній патент: Спосіб виготовлення гнучкого вала
Наступний патент: Спосіб підсилення стін будинку
Випадковий патент: Кріохірургічний апарат