Спосіб пресування сипких матеріалів
Номер патенту: 86445
Опубліковано: 27.04.2009
Автори: Ожогін Володимир Володимирович, Ковальов Віктор Іванович, Могильний Ігор Леонідович, Фентісов Ігор Миколайович, Бочек Анатолій Павлович, Носарев Олександр Андрійович, Савков Анатолій Олексійович, Кирильченко Петро Миколайович, Чернова Світлана Геннадіївна


Формула / Реферат
Спосіб пресування сипких матеріалів, який відрізняється тим, що під час пресування між матеріалом, який пресують, і пуансоном поміщають шар крафт-паперу.
Текст
Спосіб пресування сипких матеріалів, який відрізняється тим, що під час пресування між матеріалом, який пресують, і пуансоном поміщають шар крафт-паперу. Винахід належить до чорної металургії й може бути використаний при брикетуванні здрібнених металургійних матеріалів, зокрема, шламів і пилу, які мають високі адгезійні властивості. Відомий спосіб зниження прилипання брикетів до пресуючих поверхонь (верхньому й нижньому пуансонам), що полягає в тому, що при брикетуванні застосовують спосіб напівсухого й сухого пресування, що знижує прилипання брикетів до пуансонів. [Див. Равич Б.М. Брикетирование в цветной и чёрной металлургии - М.: Металлургиздат, 1975. - 232с.] Недоліком даного способу є його обмеженість, тому що він використовується лише для обмежених видів сировини й не дозволяє використовувати переваги вологого пресування. До того ж при напівсухому пресуванні повністю не усувається прилипання до пуансона багатьох видів тонкоподрібнених матеріалів, зокрема, шламів та крейди. Крім того, відомий спосіб зниження прилипання брикетів до пресуючих поверхонь, що зменшує прилипання брикетів до пуансонів шляхом нанесення на пресуючі поверхні, поверхнево-активних емульсій і суспензій, у т.ч. з добавками графіту й масел. [Див. Либенсон Г.А. Основы порошковой металлургии. - М: Металлургия, 1987. - 208с.] Спосіб досить ефективний, тому що дозволяє пресувати багато видів матеріалів, поверхневоактивні речовини легко за допомогою форсунок наносяться на поверхню пуансонів, спосіб піддається автоматизації. Недоліком даного способу є необхідність створення ділянки по виготовленню поверхнево-активних речовин, підтримка однорідності суміші розшарованих компонентів тощо. Поверхнево-активні речовини, вдавлюючись у поверхневий шар брикету, згодом приводять цей шар до руйнування або відшаровування. Найбільш близьким до винаходу способом є спосіб зниження прилипання брикетів до пресуючих поверхонь, що полягає в тім, що для поліпшення добування пресуючих поверхонь, їх нагрівають для видалення вологи в місцях контакту шихти з пуансонами. При цьому в місці контакту створюється підсушений шар шихти, що має більш низькі адгезійні властивості, а ніж волога шихта. [Див. Пресc напівсухого пресування СМК 491: Рек (19) UA (11) 86445 (13) C2 (21) a200703939 (22) 10.04.2007 (24) 27.04.2009 (46) 27.04.2009, Бюл.№ 8, 2009 р. (72) ОЖОГІН ВОЛОДИМИР ВОЛОДИМИРОВИЧ, UA, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, UA, САВКОВ АНАТОЛІЙ ОЛЕКСІЙОВИЧ, UA, ФЕНТІСОВ ІГОР МИКОЛАЙОВИЧ, UA, БОЧЕК АНАТОЛІЙ ПАВЛОВИЧ, UA, ЧЕРНОВА СВІТЛАНА ГЕННАДІЇВНА, UA, КОВАЛЬОВ ВІКТОР ІВАНОВИЧ, UA, НОСАРЕВ ОЛЕКСАНДР АНДРІЙОВИЧ, UA, МОГИЛЬНИЙ ІГОР ЛЕОНІДОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМ. ІЛЛІЧА", UA 3 86445 ламні матеріали Харківського машинобудівного заводу «ЧЕРВОНИЙ ЖОВТЕНЬ» на 4с.] Спосіб ефективний, оскільки знижує до мінімуму прилипання шихти до пуансона. Однак пристрій нагрівання виходить досить складним і вимагає значних витрат електроенергії. Шар у місцях нагрівання має інші технічні характеристики, а ніж інші шари, а тому має тенденцію до відшаровування. В основу винаходу поставлена задача створення умов для зниження прилипання брикетів до пресуючих поверхонь, за рахунок використання нових матеріалів, що не чинять негативного впливу на поверхневі шари брикетів, і які легко укладаються на нижній і під верхній пуансони й виключають їхнє заклинювання при неправильному укладанні таких матеріалів. Поставлена задача вирішується тим, що для зниження прилипання брикетів до пресуючих поверхонь, між матеріалом, який пресують і пуансонами поміщають шар крафт-паперу. Вибір крафт-паперу в якості прокладки пояснюється його поширеністю й дешевиною, а також задовільною щільністю й суцільністю. Крафт-папір задовольняє й інші умови застосування таких матеріалів: погано прилипає у вологому виді до пуансона: його міцність не дозволяє заклинювати пуансон у матриці при неправильній установці прокладки; папір не має шкідливих і небажаних компонентів для споживчого процесу й працівників; легко видаляється з поверхні брикету (наприклад, термообробкою). З рівня техніки відоме використання для подібних цілей інших матеріалів, наприклад, тканьових (GB, 250780 від 22.14.1926 p.). Однак такі матеріа 4 ли гнучкі, можуть легко пом'ятися при неправильній установці й приводять до заклинювання верхнього пуансона. Крім того, при високих тисках пресування тонкий шлам проникає через пори тканини до пуансонів і забезпечує досить міцне прилипання тканини до пресуючих поверхонь, що погіршує добуваність брикетів. Прилипла до поверхні брикету прокладка із крафт-паперу підвищує міцність сирого брикету й практично не перешкоджає процесам сушіння й відновлення. Для більшого зниження прилипання крафт-папір може бути просочений водовідштовхувальним складом (тобто бути вощеним або промасленим). Використовуваний сорт крафт-паперу має товщину 0,12-0,13мм і щільність 70-90г/м2. Для визначення пресуючих характеристик крафт-паперу на придатність його використання в якості прокладки, що перешкоджає прилипанню брикету до пуансонів, на гвинтовому механічному пресі були виготовлені брикети циліндричної форми діаметром 30мм і висотою 18мм. Для проведення досліджень були обрані розповсюджені матеріали, які мають високі адгезійні властивості - сталеплавильний шлам, глиноземистий шлам, а в якості сполучного - гашене вапно. Вологість суміші встановлювали на максимальному-можливому рівні 14%, оскільки більшим прилипанням володіють більш вологі суміші. Брикетування вели під питомим тиском 50МПа, доступним більшості типів пресів. Прилипання брикетів оцінювали зусиллям відриву брикету від пуансона, що вимірювали динамометром. Результати вимірів представлені в табл.1. Таблиця 1 Склад шихти й зусилля відриву брикетів від пуансона, Н Склад брикету Сталеплавильний шлам 100% Глиноземистий шлам 100% Гашене вапно 100% Сталеплавильний шлам 80% + гашене вапно 20% Глиноземистий шлам 80% + гашене вапно 20% Із крафт-папером не промаслевощеного вощеного ного 1,2 0,2 0,3 1,2 0,2 0,3 1,5 0,3 0,4 1,3 0,3 0,4 1,2 0,3 0,4 Без крафт-паперу зусилля характеристика відриву брикету 12,2 зруйнований П,7 деформований 14,6 зруйнований 12,7 зруйнований 12,3 деформований У табл. 2 описаний вплив прокладки на витяг брикетів Таблиця 2 Вплив використання прокладки із крафт-паперу на прилипання й витяг брикетів Брикетування без крафт-паперу Вологі брикети погано витягаються; при їхньому знятті має місце прилипання до верхнього й нижнього пуансонів. Зусилля зняття брикету 11,7-14.6 Н. Видалення брикету приводить до його деформації або руйнування. Без прокладки із крафт-паперу пресування не можливо. із крафт-папером Всі типи брикетів добре витягаються; при їхньому знятті прилипання до верхнього и нижнього пуансонів не відбувається. Зусилля зняття брикетів не перевищує 0,2-0,4 Н, тобто при більших розмірах брикетів, використання вощеного або промасленого крафт-паперу під своєю вагою вони будуть самі відпадати від пуансона. 5 86445 Таким чином, наявність прокладки в брикеті із крафт-паперу дозволяє повністю вирішити задачу, поставлену перед винаходом. Використання прокладки дозволяє знизити прилипання брикетів до пресуючих поверхонь, тим самим поліпшити добування брикетів й усунути брак. Економія Э від підвищення міцності брикетів при використанні 1 т брикетів становить: Комп’ютерна верстка Н. Лисенко 6 Э=120,0×(0,18-0,01)-4,2=16,2грн/т. де 120 - вартість витрат на виробництвот брикетів, грн/т; 0,18 - брак брикетів при використанні прототипу, ч. од., або 18%; 0,01 - брак брикетів при використанні способу, що патентують ч. од., або 1%; 4,2 - додаткові витрати на прокладки грн/т. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for pressing of bulk materials
Автори англійськоюOzhohin Volodymyr Volodymyrovych, Kyrylchenko Petro Mykolaiovych, Savkov Anatolii Oleksiovych, Fentisov Ihor Mykolaiovych, Bochek Anatolii Pavlovych, Chernova Svitlana Hennadiivna, Kovaliov Viktor Ivanovych, Nosarev Oleksandr Andriiovych, Mohylnyi Ihor Leonidovych
Назва патенту російськоюСпособ прессования сыпучих материалов
Автори російськоюОжогин Владимир Владимирович, Кирильченко Петр Николаевич, Савков Анатолий Алексеевич, Фентисов Игорь Николаевич, Бочек Анатолий Павлович, Чернова Светлана Геннадьевна, Ковалев Виктор Иванович, Носарев Александр Андреевич, Могильный Игорь Леонидович
МПК / Мітки
МПК: B30B 11/00, C22B 1/243
Мітки: сипких, спосіб, пресування, матеріалів
Код посилання
<a href="https://ua.patents.su/3-86445-sposib-presuvannya-sipkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування сипких матеріалів</a>
Прес-форма для пресування порошкових матеріалів
Номер патенту: 39020
Опубліковано: 26.01.2009
Автори: Попівненко Леонід Володимирович, Роганов Лев Леонідович
МПК: B30B 11/02, B30B 15/02
Мітки: прес-форма, порошкових, пресування, матеріалів
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що складається з матриці, рухомого пуансона верхнього, рухомого пуансона нижнього та їх пуансоноутримувачів, яка відрізняється тим, що прес-форма додатково містить бандаж з конусною формою зовнішньої поверхні, по якій переміщується затискна втулка із приводом від окремих гідравлічних циліндрів.
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів
Номер патенту: 63676
Опубліковано: 15.01.2004
Автори: Заболотний Олег Васильович, Повстяной Олександр Юрійович, Рудь Віктор Дмитрович
МПК: B22F 3/04
Мітки: матеріалів, пресування, порошкових, радіально-ізостатичного, сухого, пристрій
Формула / Реферат:
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів, що містить з'єднаний з приводом складаний прес-блок з розташованими у ньому еластичною оболонкою, робочою рідиною, порошком для формування виробу та формоутворюючим стержнем, який відрізняється тим, що еластична оболонка виконана у вигляді кільцевої герметичної порожнини, з зовнішньої сторони нижнього торця якої в прес-блоці додатково встановлені кільцевий упор та...
Спосіб пресування виробів з порошкових матеріалів
Номер патенту: 67218
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Бондаренко Олена Володимирівна
МПК: B22F 3/18
Мітки: порошкових, матеріалів, спосіб, пресування, виробів
Формула / Реферат:
Спосіб пресування виробів з порошкових матеріалів, при якому порошок ущільнюють шляхом передачі на порошок осьового і радіального тиску, який відрізняється тим, що ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружно-пластичний компактний або пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утворюється при зсуві об'єму...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B22C 15/00, B30B 15/02
Мітки: матеріалів, порошкових, пресування, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Ковалівський Олексій Вікторович
МПК: B30B 11/02, B22F 3/20
Мітки: прутків, спосіб, матеріалів, здійснення, стружки, пристрій, порошкових, пресування, металевих
Формула / Реферат:
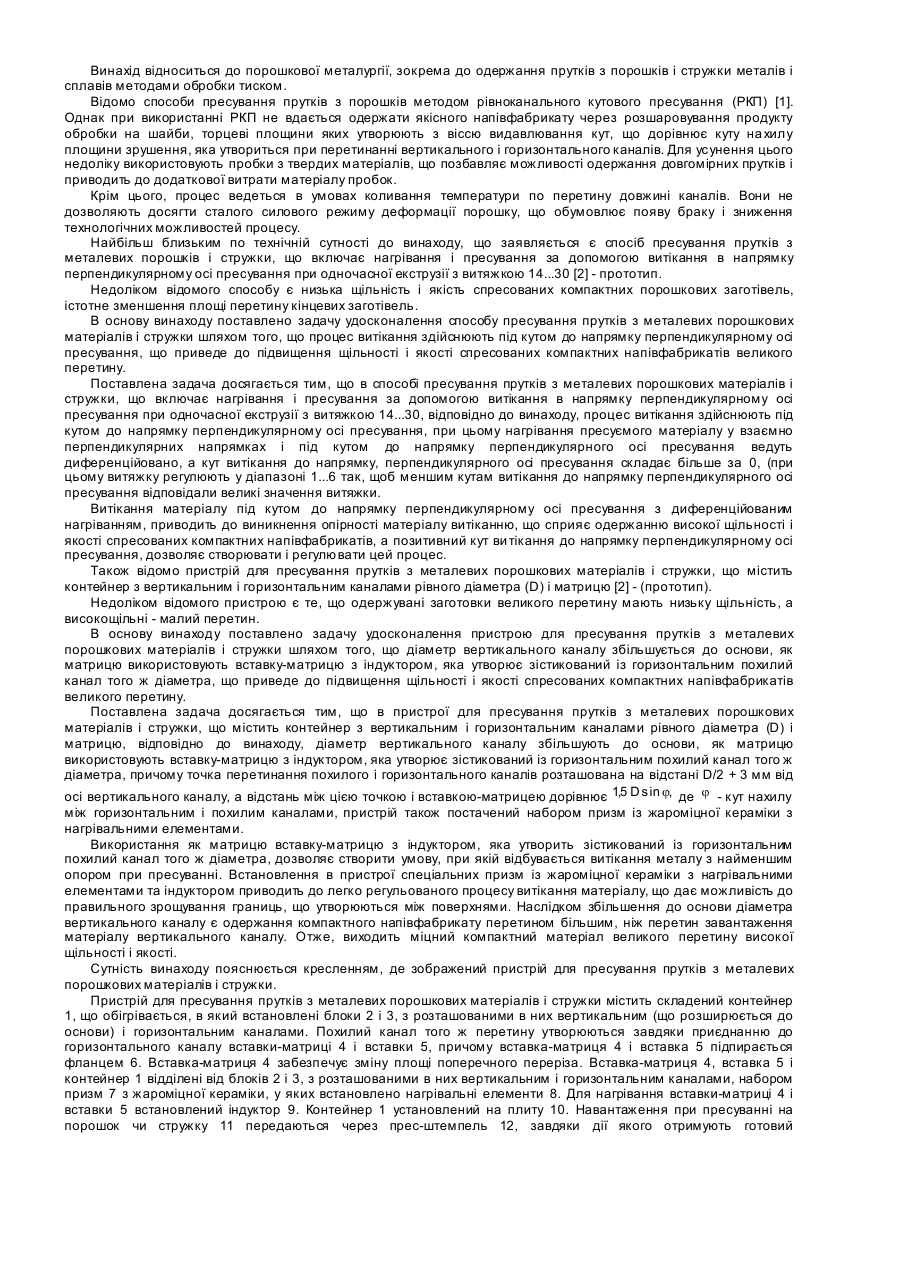
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Попередній патент: Пристрій для автоматизованого цифрового знімання предметів дорожнього комплексу
Наступний патент: Пристрій для стикування і розділення відсіків
Випадковий патент: Спосіб підвищення продуктивності курчат-бройлерів