Гарячекатана стальна стрічка з мікролегованої сталі
Формула / Реферат
1. Гарячекатана стрічка з низьковуглецевої мікролегованої сталі товщиною ≥ 0,7 мм, в якій більшість мікролегуючих елементів перед чистовою прокаткою знаходяться в розчиненому стані в γ-залізі, яка зокрема придатна для отримання готових виробів холодним штампуванням і різанням, має умовну границю плинності 275 і 700 Н/мм2, яка відрізняється тим, що має такий хімічний склад, мас. %: С – 0,04-0,08, Mn – 0,15-2,0, Si – 0,06-060, P ≤ 0,010, S ≤ 0,010, Cr ≤ 0,35, Ni ≤ 0,20, Mo ≤ 0,25, Cu ≤ 0,20, Nb – 0,012-0,070, V – 0,02-0,03, Ti ≤ 0,11, Al – 0,025-0,050, N ≤ 0,0115, Fe та неминучі домішки – решта, та щонайменше 90 % її зерен мають дрібнозернистість, кращу, ніж по 10 класу за стандартом ASTM Е 112, причому відношення границі опору руйнування (σFP) при деформації до умовної границі (Rp0,2) плинності – σFP/Rp0,2 є ≥ 90 %, а також відношення умовної границі плинності до руйнівного навантаження є ≥ 70 %.
2. Стрічка за п. 1, яка відрізняється тим, що допуски товщини складають ≤ 0,05 мм.
3. Стрічка за п. 1, яка відрізняється тим, щоне має домішок В як мікролегуючого елемента.
4. Стрічка за п. 3, яка відрізняється тим, що загальна сума елементів V, Ті і Nb не перевищує 0,2 мас. %.
Текст
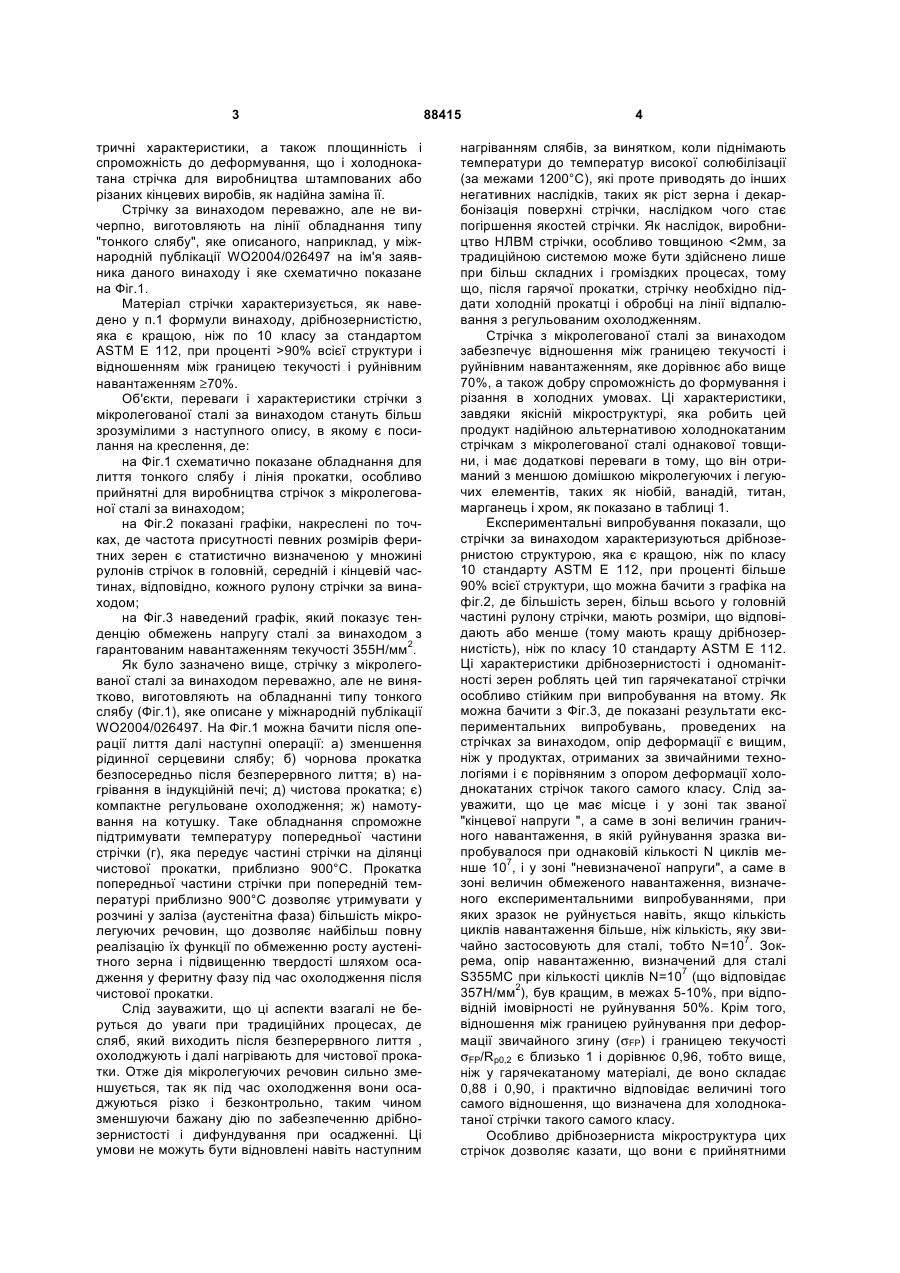
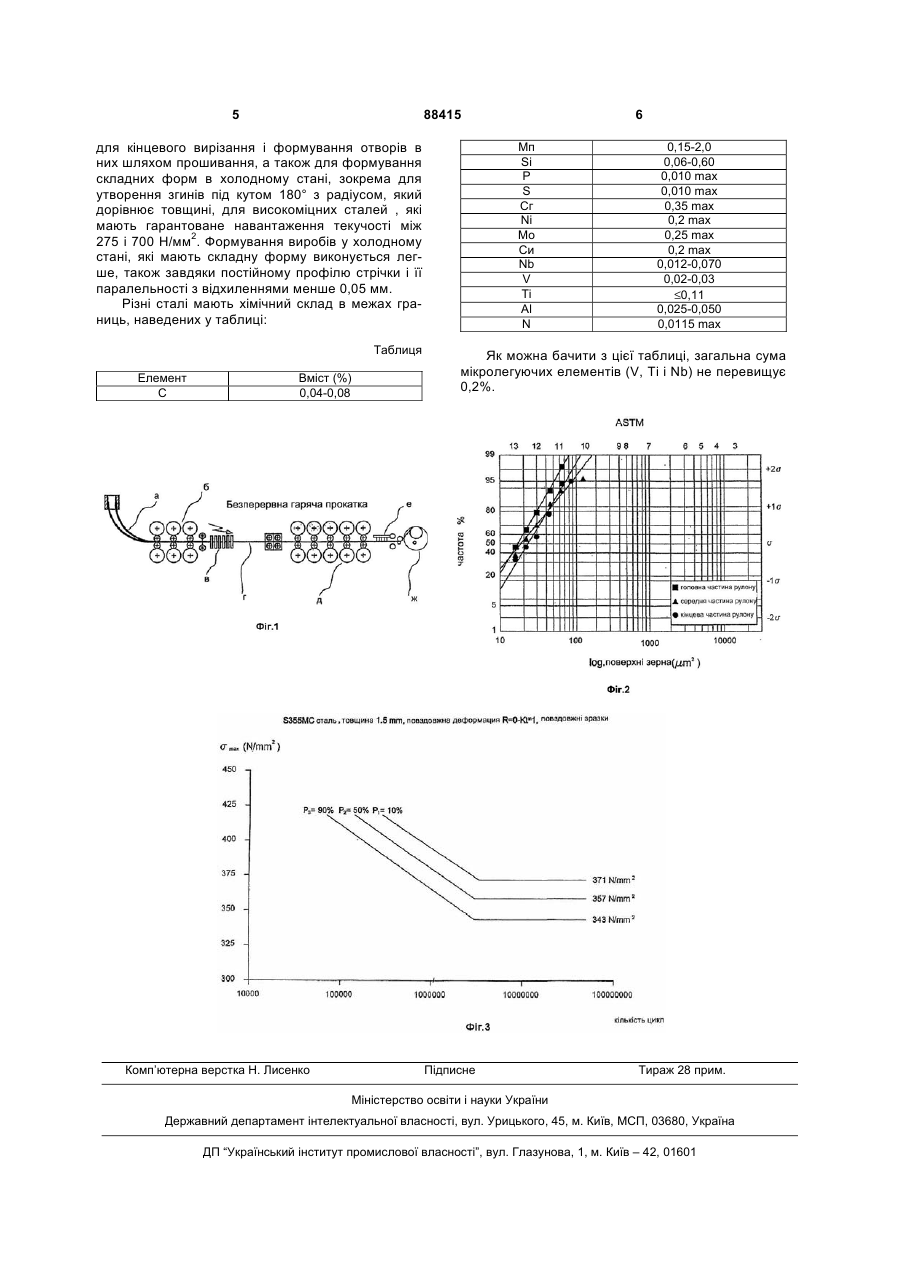
1. Гарячекатана стрічка з низьковуглецевої мікролегованої сталі товщиною ≥0,7мм, в якій більшість мікролегуючих елементів перед чистовою прокаткою знаходяться в розчиненому стані в γзалізі, яка зокрема придатна для отримання готових виробів холодним штампуванням і різанням, має умовну границю плинності 275 і 700Н/мм2, яка C2 1 3 тричні характеристики, а також площинність і спроможність до деформування, що і холоднокатана стрічка для виробництва штампованих або різаних кінцевих виробів, як надійна заміна її. Стрічку за винаходом переважно, але не вичерпно, виготовляють на лінії обладнання типу "тонкого слябу", яке описаного, наприклад, у міжнародній публікації WO2004/026497 на ім'я заявника даного винаходу і яке схематично показане на Фіг.1. Матеріал стрічки характеризується, як наведено у п.1 формули винаходу, дрібнозернистістю, яка є кращою, ніж по 10 класу за стандартом ASTM Е 112, при проценті >90% всієї структури і відношенням між границею текучості і руйнівним навантаженням ≥70%. Об'єкти, переваги і характеристики стрічки з мікролегованої сталі за винаходом стануть більш зрозумілими з наступного опису, в якому є посилання на креслення, де: на Фіг.1 схематично показане обладнання для лиття тонкого слябу і лінія прокатки, особливо прийнятні для виробництва стрічок з мікролегованої сталі за винаходом; на Фіг.2 показані графіки, накреслені по точках, де частота присутності певних розмірів феритних зерен є статистично визначеною у множині рулонів стрічок в головній, середній і кінцевій частинах, відповідно, кожного рулону стрічки за винаходом; на Фіг.3 наведений графік, який показує тенденцію обмежень напругу сталі за винаходом з гарантованим навантаженням текучості 355Н/мм2. Як було зазначено вище, стрічку з мікролегованої сталі за винаходом переважно, але не винятково, виготовляють на обладнанні типу тонкого слябу (Фіг.1), яке описане у міжнародній публікації WO2004/026497. На Фіг.1 можна бачити після операції лиття далі наступні операції: а) зменшення рідинної серцевини слябу; б) чорнова прокатка безпосередньо після безперервного лиття; в) нагрівання в індукційній печі; д) чистова прокатка; є) компактне регульоване охолодження; ж) намотування на котушку. Таке обладнання спроможне підтримувати температуру попередньої частини стрічки (г), яка передує частині стрічки на ділянці чистової прокатки, приблизно 900°С. Прокатка попередньої частини стрічки при попередній температурі приблизно 900°С дозволяє утримувати у розчині у заліза (аустенітна фаза) більшість мікролегуючих речовин, що дозволяє найбільш повну реалізацію їх функції по обмеженню росту аустенітного зерна і підвищенню твердості шляхом осадження у феритну фазу під час охолодження після чистової прокатки. Слід зауважити, що ці аспекти взагалі не беруться до уваги при традиційних процесах, де сляб, який виходить після безперервного лиття , охолоджують і далі нагрівають для чистової прокатки. Отже дія мікролегуючих речовин сильно зменшується, так як під час охолодження вони осаджуються різко і безконтрольно, таким чином зменшуючи бажану дію по забезпеченню дрібнозернистості і дифундування при осадженні. Ці умови не можуть бути відновлені навіть наступним 88415 4 нагріванням слябів, за винятком, коли піднімають температури до температур високої солюбілізації (за межами 1200°С), які проте приводять до інших негативних наслідків, таких як ріст зерна і декарбонізація поверхні стрічки, наслідком чого стає погіршення якостей стрічки. Як наслідок, виробництво НЛВМ стрічки, особливо товщиною
ДивитисяДодаткова інформація
Назва патенту англійськоюHot rolled steel strip from micro-alloyed steel
Автори англійськоюArvedi Giovanni
Назва патенту російськоюГорячекатаная стальная лента из микролегированной стали
Автори російськоюАрведи Джованни
МПК / Мітки
МПК: C21D 8/02, C22C 38/00, C21D 8/00
Мітки: сталі, стрічка, мікролегованої, стальна, гарячекатана
Код посилання
<a href="https://ua.patents.su/3-88415-garyachekatana-stalna-strichka-z-mikrolegovano-stali.html" target="_blank" rel="follow" title="База патентів України">Гарячекатана стальна стрічка з мікролегованої сталі</a>
Гарячекатана стальна стрічка для виробництва листа з електротехнічної сталі
Номер патенту: 87943
Опубліковано: 25.08.2009
Автор: Арведі Джованні
МПК: H01F 1/00, C21D 8/12, C21D 8/02
Мітки: стальна, гарячекатана, електротехнічної, виробництва, сталі, стрічка, листа
Формула / Реферат:
1. Гарячекатана стальна стрічка для виробництва листа з електротехнічної сталі, яка має товщину між 0,65 і 1,5 мм і дрібнозернисту структуру, яка відрізняється тим, що має наступний склад, мас. %: С ≤ 0,06, Мn – 0,10-0,20, Si < 0,03, Р ≤ 0,010, S ≤ 0,005, Сr ≤ 0,10, Ni ≤ 0,12, Mo ≤ 0,03, Al - 0,030-0,050, решта - Fe і неминучі забруднюючі домішки, має рівень паралельності
Гарячекатана стрічка з низьковуглецевої двофазної сталі
Номер патенту: 88115
Опубліковано: 10.09.2009
Автор: Арведі Джованні
МПК: C21D 8/02, C22C 38/00, C21D 8/00
Мітки: гарячекатана, стрічка, двофазної, низьковуглецевої, сталі
Формула / Реферат:
1. Гарячекатана стрічка з низьковуглецевої двофазної сталі, структура якої містить ферит і мартенсит або ферит і бейніт, яка має товщину ≥ 1,0 ммі є особливо прийнятною для виробництва холодноштампованих і вирізаних виробів, де потрібні механічні характеристики по формоутворенню і дуже мале пружне відновлення, а різнотовщинність стрічки між центральною зоною і її боковими краями менше ніж 0,07 мм, яка відрізняється тим, що містить...
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41136
Опубліковано: 12.05.2009
Автори: Тютєрєв Ігор Анатолійович, Хоменко Юрій Іванович, Воробйов Геннадій Михайлович, Большаков Володимир Іванович
МПК: B21B 1/00
Мітки: марганцевої, низьковуглецевої, сталі, прокатки, спосіб, мікролегованої, ванадієм, ніобієм, гарячої
Формула / Реферат:
Спосіб гарячої прокатки листів мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18...16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з однаковим обтисненням.
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41157
Опубліковано: 12.05.2009
Автори: Большаков Володимир Іванович, Тютєрєв Ігор Анатолійович, Хоменко Юрій Іванович, Воробйов Геннадій Михайлович
МПК: B21B 1/00
Мітки: прокатки, гарячої, марганцевої, спосіб, низьковуглецевої, ніобієм, ванадієм, сталі, мікролегованої
Формула / Реферат:
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18... 16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з поступовим зменшенням ступеня обтиснення.
Здатна до емалювання з обох сторін гарячекатана смуга або лист із сталі, зокрема зі сталі if, та спосіб її виготовлення (варіанти)
Номер патенту: 79406
Опубліковано: 11.06.2007
Автори: Флакса Фолкер, Фрайєр Клаус, Шьотлер Йоахім
МПК: C21D 8/02, C22C 38/00, C22C 38/14
Мітки: спосіб, емалювання, гарячекатана, здатна, зокрема, лист, обох, смуга, сталі, виготовлення, сторін, варіанти
Формула / Реферат:
1. Здатна до емалювання з обох сторін гарячекатана сталева смуга або лист із сталі товщиною до 10 мм, зокрема виготовлені зі сталі IF, при цьому сталь має наступний склад, мас. %:С - 0,010 максимальноSi - 0,030 максимальноMn - 0,80 максимальноР - 0,020 максимальноS - 0,030 мінімальноAl - 0,020-0,060Nb - (0,6-1,0)x(93/12)x(C)В - (0,5-1,5)x(11/14)x(N)Ті - мінімально...
Попередній патент: Пристрій для виготовлення чавуну
Наступний патент: Сировинна суміш для виготовлення керамічних виробів
Випадковий патент: Спосіб очищення ґрунту, забрудненого нафтопродуктами