Інструмент для пресування біметалевих виробів
Номер патенту: 90957
Опубліковано: 10.06.2010
Автори: Бєляєв Сергій Михайлович, Головко Олександр Миколайович

Формула / Реферат
Інструмент для пресування біметалевих виробів, який містить контейнер для установки в ньому складеної заготовки з матеріалів оболонки й сердечника виробу, прес-штемпеля, виконаного з можливістю переміщення до матриці, яка контактує з контейнером, який відрізняється тим, що матриця виконана складеною з корпуса й вставки, при цьому відношення відстані від калібруючого паска каналу вставки до бічної стінки отвору в робочому торці корпуса до відстані між робочими торцями корпуса й вставки знаходиться в межах від 0,57 до 2,75.
Текст
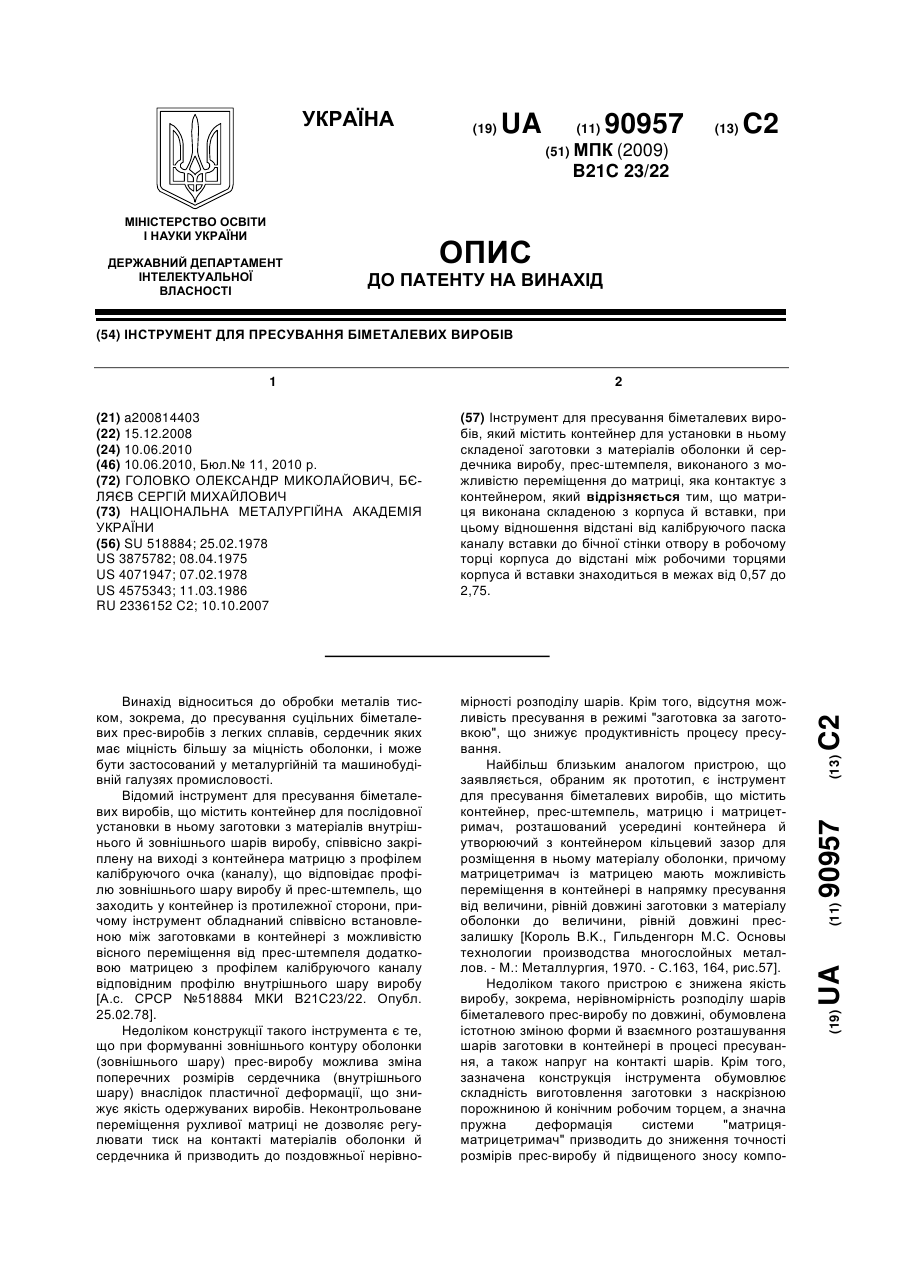
Інструмент для пресування біметалевих виробів, який містить контейнер для установки в ньому складеної заготовки з матеріалів оболонки й сердечника виробу, прес-штемпеля, виконаного з можливістю переміщення до матриці, яка контактує з контейнером, який відрізняється тим, що матриця виконана складеною з корпуса й вставки, при цьому відношення відстані від калібруючого паска каналу вставки до бічної стінки отвору в робочому торці корпуса до відстані між робочими торцями корпуса й вставки знаходиться в межах від 0,57 до 2,75. (19) (21) a200814403 (22) 15.12.2008 (24) 10.06.2010 (46) 10.06.2010, Бюл.№ 11, 2010 р. (72) ГОЛОВКО ОЛЕКСАНДР МИКОЛАЙОВИЧ, БЄЛЯЄВ СЕРГІЙ МИХАЙЛОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) SU 518884; 25.02.1978 US 3875782; 08.04.1975 US 4071947; 07.02.1978 US 4575343; 11.03.1986 RU 2336152 C2; 10.10.2007 3 нентів цієї системи. При цьому, для здійснення процесу потрібна підвищена сила пресування у зв'язку з поворотом при вході в матрицю потоку металу оболонки на 180°. В основу винаходу поставлена задача вдосконалення інструмента для пресування біметалевих виробів з метою підвищення якості виробу й зниження сили пресування. Поставлена задача вирішується тим, що матриця виконана складеною з корпуса й вставки, при цьому відношення відстані від калібруючого паска каналу вставки до бічної стінки отвору в робочому торці корпуса до відстані між робочими торцями корпуса й вставки знаходиться в межах від 0,57 до 2,75. Технічний результат полягає в тому, що запропонована конструкція за рахунок рухливого з'єднання вставки й корпуси матриці забезпечує можливість регулювання напружень в обтискній частині пластичної зони в процесі деформації, а рівномірність нормальних напружень на контакті між оболонкою й сердечником призводить до рівномірного розподілу в поперечному перерізі форми й розмірів шарів по довжині прес-виробу на етапі сталого витікання після розпресовки й формування зон витікання в контейнері. Пресування з використанням запропонованої конструкції відбувається з меншою силою пресування, що пов'язане з тим, що відбувається дворазовий поворот потоку металу на кути від 0° до 60° на відміну від 180° при використанні прототипу. Крім того, використання запропонованого інструменту приводить до зниження сили пресування у зв'язку з меншою площею контакту заготовки й інструменту. Відношення відстані від калібруючого паска каналу вставки до бічної стінки отвору в робочому торці корпуса до відстані між робочими торцями корпуса й вставки повинне становити не менш 0,57, що відповідає ctg60°. При менших значеннях зазначеного відношення, воно не буде робити впливу на витікання металу, оскільки згідно літературним даним, наприклад [Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. - M.: Металлургия, 1975. - С.46] середній кут нахилу границі "мертвої" зони в матеріалі заготовки (яка розташована на робочому торці - "дзеркалі" матриці та є прилеглою до контейнеру) до осі контейнера становить 60°. У мертвій зоні метал перебуває в стані пружного стиснення й переміщення його часток у ній не відбувається. Власні експериментальні дані й результати математичного моделювання показують, що збільшення відношення відстані від калібруючого паска каналу • вставки до бічної стінки отвору в робочому торці корпуса до відстані між робочими торцями корпуса й вставки понад 2,75 (що відповідає ctg20°) не робить подальшого впливу, тому що відбувається вирівнювання епюр швидкостей ме 90957 4 тал)' у поперечному перерізі об'єму металу, що пресується, на ділянці між торцями корпуса й вставки. Крім того, збільшення відстані між робочими торцями корпуса та вставки матриці призводить до росту сили пресування й необхідної товщини складеної матриці. Суть пропонуємого винаходу пояснюється кресленням, на якому зображена схема інструмента. Фіг.1 - загальний вид інструмента для пресування біметалевих виробів; Фіг.2 - складена матриця. Інструмент складається з контейнера 1 для установки в ньому складеної заготовки з матеріалів внутрішнього й зовнішнього шарів виробу, прес-штемпеля 2. виконаного з можливістю переміщення до матриці уздовж осі контейнера 1 і складеної матриці, що включає корпус 3 і вставку 4 з можливістю переміщення вставки 4 у напрямку пресування. У контакті з металом заготовки можуть бути такі елементи складеної матриці: робочий торець 5 корпуса 3 матриці, бічна стінка 9 отвору в робочому торці 5 корпуса 3 та робочий торець 6 вставки 4, які обмежують форкамеру 7. Калібруючий пасок 10 утворює робочий канал 8. Інструмент працює таким чином. У контейнер 1 завантажують складену поздовжшарову заготовку. За допомогою пресштемпеля 2 заготовку розпресовують, після чого метал заготовки заповнює об'єм між корпусом 3 і вставкою 4 з боку їхніх робочих торців 5 і 6 - форкамеру 7, після чого відбувається утворення мертвих зон на робочих торцях 5 і 6 корпуса 3 і вставки 4 та починається витікання металу через канал 8 вставки 4. У процесі пресування вставку 4 переміщують у напрямку пресування, збільшуючи відношення відстані b від калібруючого паска 10 каналу 8 вставки 4 до бічної стінки 9 отвору в робочому торці корпуса (форкамери 7) до відстані між робочими торцями корпуса й вставки знаходиться в межах від 0,57 до 2,75. В результаті цього відбувається збільшення площі контакту між металом оболонки й внутрішньою стінкою корпуса матриці та, як наслідок, зростання сил тертя на зазначеному контакті, що забезпечує рівномірність розподілу в поперечному перерізі форми й розмірів шарів по довжині прес-виробу. Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментами по пресуванню біметалевих прес-виробів на вертикальному гідравлічному пресі зусиллям 10 MH. Варіювалося відношення об'ємів оболонки з алюмінієвого сплаву АД31 та сердечника з магнієвого сплаву МА2 в межах від 2,5 до 17,3. Пресування вели з коефіцієнтами витяжки від 22 до 49. Отриманні дані свідчать про те, що цей процес може бути багаторазово відтворений у виробництві. 5 Комп’ютерна верстка А. Рябко 90957 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for pressing bimetallic articles
Автори англійськоюHolovko Oleksandr Mykolaiovych, Beliaev Serhii Mykhailovych
Назва патенту російськоюИнструмент для прессования биметаллических изделий
Автори російськоюГоловко Александр Николаевич, Беляев Сергей Михайлович
МПК / Мітки
МПК: B21C 23/22
Мітки: виробів, інструмент, біметалевих, пресування
Код посилання
<a href="https://ua.patents.su/3-90957-instrument-dlya-presuvannya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Інструмент для пресування біметалевих виробів</a>
Спосіб пресування виробів
Номер патенту: 40862
Опубліковано: 27.04.2009
Автори: Калантир Сергій Фадейович, Тривайло Михайло Семенович, Злочевська Наталія Костянтинівна, Піманов Валерій Володимирович, Титов Вячеслав Андрійович
МПК: B21C 23/02
Мітки: спосіб, виробів, пресування
Формула / Реферат:
Спосіб пресування виробів, що включає прикладання сили до торців заготовки і випресовування матеріалу заготовки в перпендикулярному її осі напрямку, який відрізняється тим, що перед випресовуванням матеріал заготовки піддають щонайменше одній додатковій операції деформування зворотно-згинним переміщенням в зворотному напрямку.
Спосіб виготовлення біметалевих виробів
Номер патенту: 30508
Опубліковано: 25.02.2008
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Борис Руслан Степанович
МПК: B23K 20/00, B21K 5/00
Мітки: виготовлення, біметалевих, виробів, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому виготовляють корпус з глухим циліндричним отвором і циліндричний вкладиш з іншого матеріалу, розміщують вкладиш в отворі корпусу, нагрівають вкладиш спільно з корпусом до кувальної температури і видавлюють на вкладиші заглиблення необхідної форми і розмірів, який відрізняється тим, що для розміщення вкладиша використовують корпус з додатковим отвором, який розташований в дні глухого отвору і...
Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Борис Руслан Степанович
МПК: B21C 23/22, B23K 20/00, B21D 22/00
Мітки: біметалевих, виробів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Борис Руслан Степанович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович
МПК: B21D 22/20, B21C 23/22
Мітки: виготовлення, виробів, листових, біметалевих, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Інструмент для високошвидкісного пресування
Номер патенту: 38005
Опубліковано: 25.12.2008
Автори: Тривайло Михайло Семенович, Бородій Юрій Петрович, Маковей Валерій Олексійович, Сабол Сергій Францович
МПК: B21C 23/00
Мітки: високошвидкісного, пресування, інструмент
Формула / Реферат:
1. Інструмент для високошвидкісного пресування, що містить встановлену в пуансоні циліндричну голку з діаметром, більшим від діаметра заготовки, який відрізняється тим, що робочий кінець голки виконаний щонайменше з двома лисками, які мають однакові розміри і рівномірно розташовані по колу.2. Інструмент за п. 1, який відрізняється тим, що лиски мають більшу від радіуса голки довжину.
Попередній патент: Очисник головок коренеплодів
Наступний патент: Очисник головок коренеплодів
Випадковий патент: Коробка для сірників