Спосіб виготовлення довгомірних виробів
Номер патенту: 13676
Опубліковано: 25.04.1997
Автори: Столбов Валентин Васильович, Шмейлін Залман Йосифович
Формула / Реферат
Способ изготовления длинномерных изделий, сердечник и оболочка которых выполнены из термопластичных материалов с разной степенью усадки, заключающийся в термообработке сердечника с последующим наложением оболочки методом экструдирования и охлаждением изделия, отличающийся тем, что, с целью повышения качества изделий за счет обеспечения их продольной герметичности, термообработку сердечника осуществляют воздействием на его внешнюю поверхность терморадиационного облучения плотностью в пределах от 104 до 106 Вт/м2, а время между окончанием терморадиационного облучения поверхности сердечника и началом наложения оболочки выбирают, не превышающим времени воздействия облучения на внешнюю поверхность сердечника, которое определяют из условия
где t - время воздействия на внешнюю поверхность сердечника, с,
R - радиус сердечника, м,
а - температуропроводность материала сердечника, м2 /с.
Текст
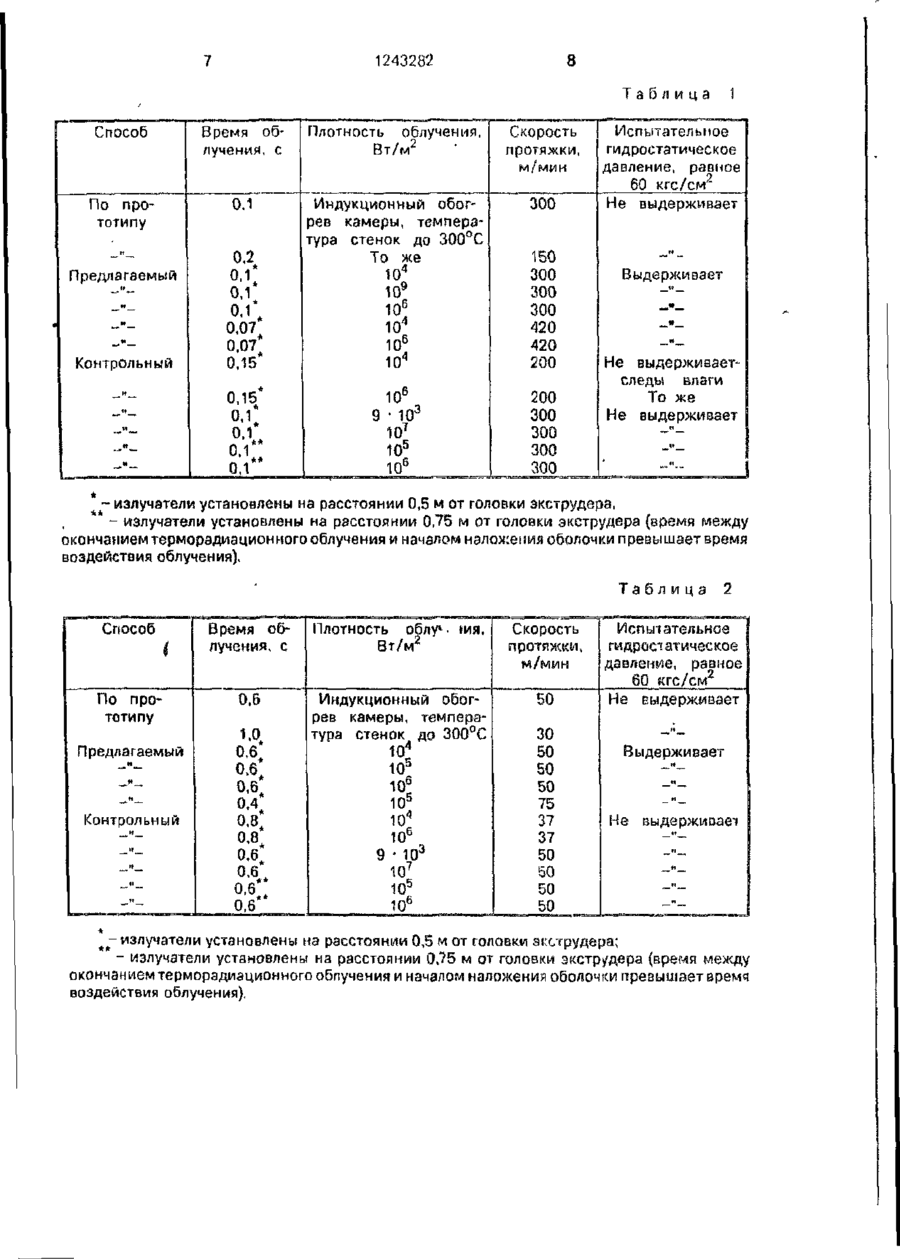
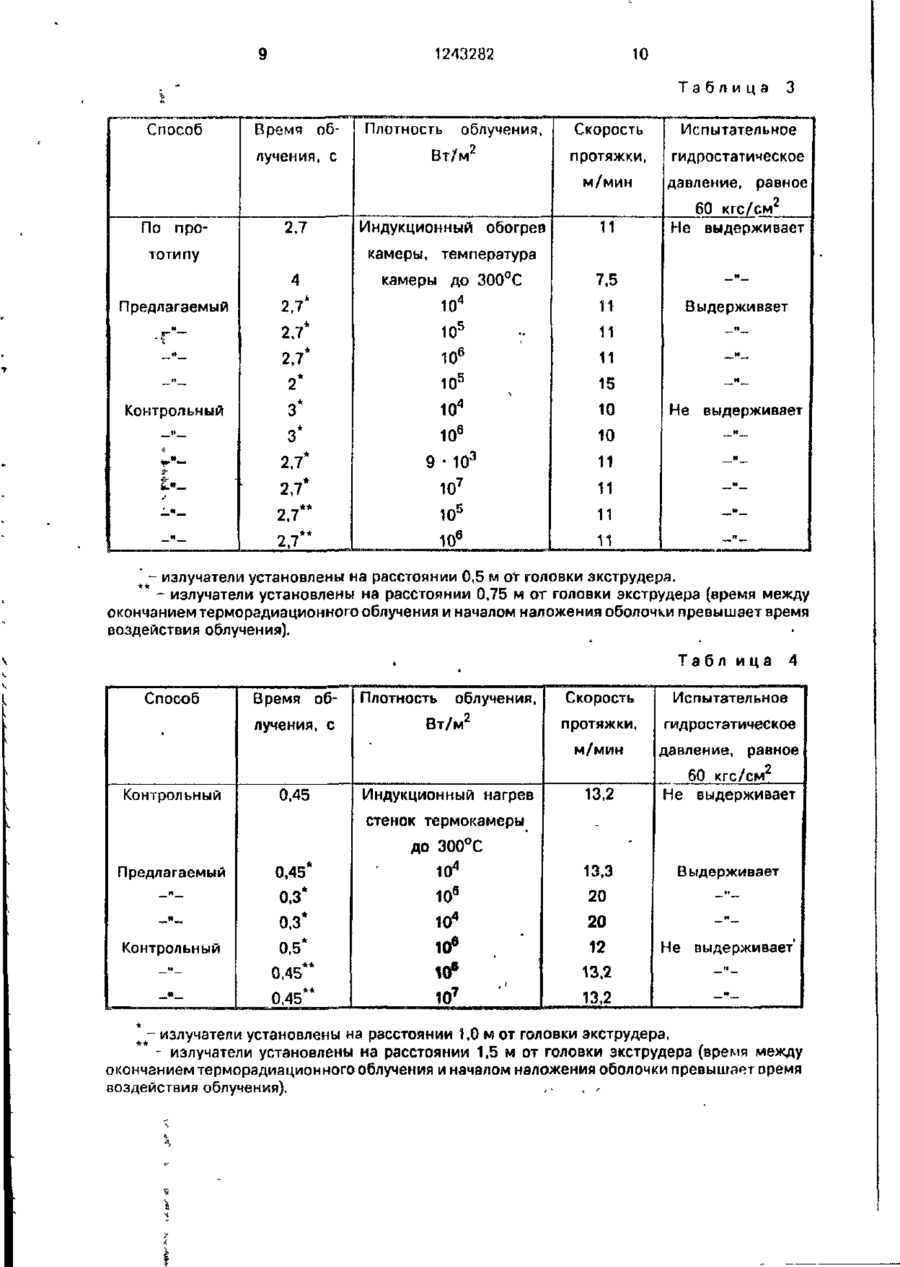
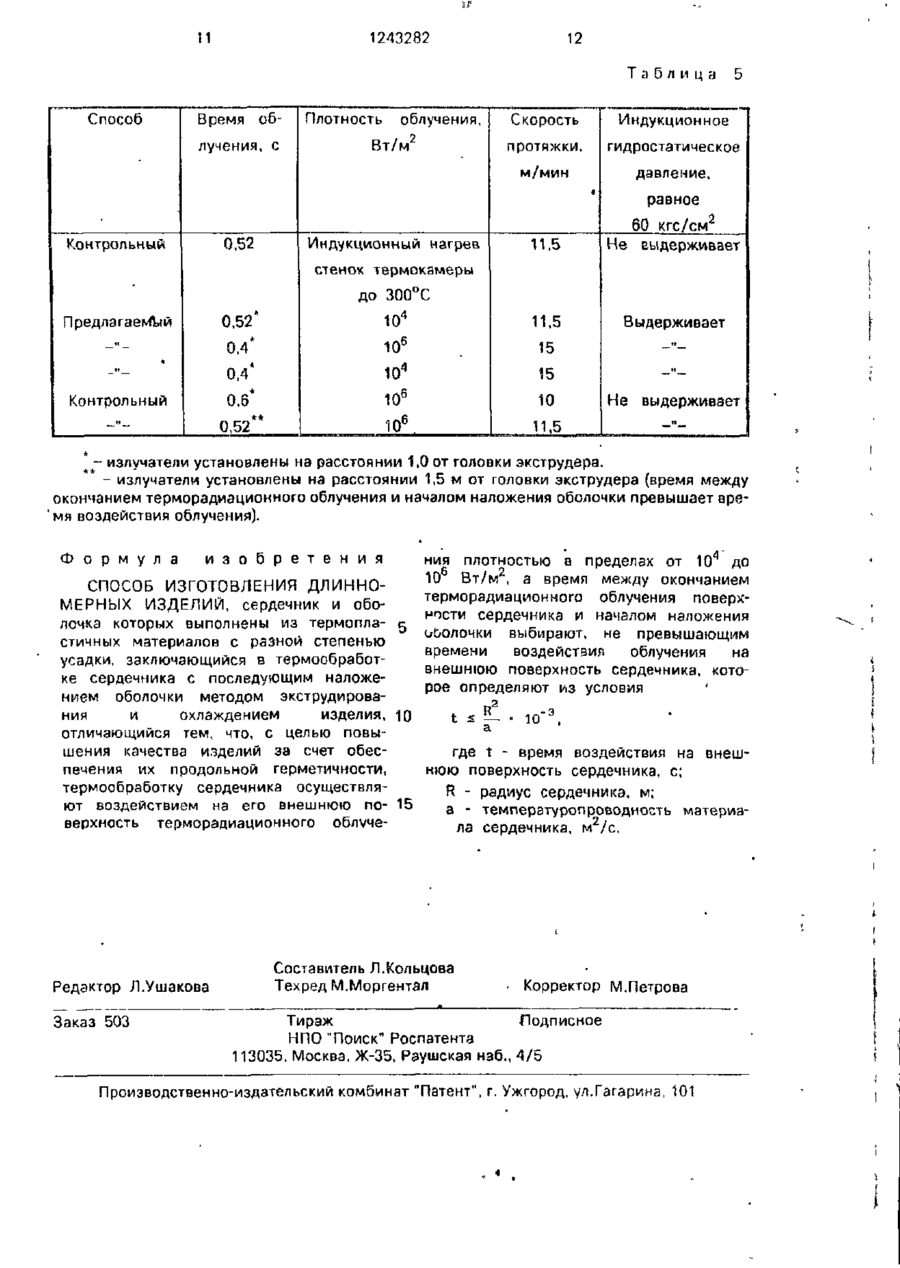
р з 124328^ Изобретение относится к технологии переработки термопластических полимерных материалов, а именно к способам изготовления длинномерных изделий, например труб, профильных изделий, кабелей, а также изделий с продольной герметичностью. Оно может быть использовано в химической промышленности, в машиностроении. Цель изобретения - повышение качества изделий за счет обеспечения их продольной герметичности. Согласно изобретению способ изготов•леиия длинномерных изделий, сердечник и оболочка которых выполнены из термопластичных материалов с разной степенью усадки, заключается в термообработке сердечника с последующим наложением оболочки методом экструдировзния и охлаждения изделия, причем термообработку сердечника осуществляют воздействием на его внешнюю поверхность терморадиационного облучения плотностью в пределах от 10 до 10 Вт/м , время , воздействия облучения определяют из условия дечник, представляющий собой скрученную заготовку из жил, изолированных полиэтиленом высокой плотности. Температурный режим (в °С) переработ5 ки фторопласта-40Ш в экструдере поддерживают следующий: Цилиндр экструдера I зона II зона (Изо- IV н 10 а зона 280 290 300 310 ь 20 Головка Матрица 330 340 Максимальное время воздействия облучения определяют по уравнению а) для диаметра заготовки 8 мм 1,5-10 где 1,5 * 10"7-температуропроводность полиэтилена, 6} для диаметра заготовки 18,5 мм 25 10 1,5-ю " ; 7 , -з 10 = о,В с в) для диаметра заготовки 40 мм а где t - время воздействия на внешнюю поверхность сердечника, с; R - радиус сердечника, м; а - температуропроводность материала сердечника,м /с, а время между окончанием терморадиационного облучения поверхности сердечника и началом наложения оболочки выбирают, не превышающим времени воздействия облучения на внешнюю поверхность сердечника. В качестве излучателей при опытном изготовлении длинномерных изделий используют галогенные лампы типа ЭГ-220-5000. Конструкция излучателей представляет собой набор водоохлаждаемых цилиндрических отражателей эллиптического сечения, через общую фокусную ось которых проходит сердечник изделия и на оси концентрируются лучи источников, расположенных в другой фокусной оси этих отражателей. Для изготовления сердечника и оболочки применяют следующие материалы1 поливинилхлорид, полиэтилен, фторполимер. П р и м е р 1. На экструзионной линии ME-125 с червяком экструдера диаметром 125 мм производят наложение оболочки из фторполимера фторопласта 40III на сер 30 35 40 45 50 55 10 = 2,7 Длину зоны облучения выбирают равной 0,5 м. Контроль за качеством герметизации осуществляют воздействием гидростатического давления до 60 кгс/см вдоль оси изделия. Образец считается не выдержавшим испытание в случае появления следов влаги на заделанном конце. Результаты экспериментов заготовок диаметром 8; 18,5 и 40 мм приведены соответственно в табл. 1,2,3. П р и м е р 2. На экструзионной линии МЕ-125 с червяком экструдера диаметром 125 мм производят наложение оболочки из полиэтилена высокой плотности на сердечник, имеющий профиль круглого сечения диаметром 15 мм из плэстицированного поливинилхлорида. Температурный режим (в °С) переработки полиэтилена высокой плотности в экструдере поддерживают следующий: Цилиндр экструдера ГолоI зона I! зона III зо- IV зо- вка на на 190 210 220 230 250 Матрица 260 1243282 Максимальное время герморэдиацион* ного облучения сердечника определяют по формуле с. Длина изпучателей выбрана равной 1 м. Контроль за качеством герметизации осуществляют воздействием гидростатического давления до 100 кгс/см" вдоль оси изделий. Данные экспериментов приведены s табп. 4. 15 П р и м в р 3. На экструзиониой линии МЕ-125 с червяком экструдера диаметром 125 мм производят наложение оболочки из пластифицированного поливинмлхлорида на сердечник ха&еныюго изделия, предГ ZiJ ставляющий собой скрученную заготовку из жил, изолированных полиэтиленом высокой плотности. Сердечник герметизирован специальным составом и поверх него намотана с положительным перекрытием лента из 25 поливинилхлорида. На таком же расстоянии излучатели находятся от экструдера. Контроль за качеством герметизации осуществляют воздействием гидростатического давления до 60 кгс/см вдоль оси изделия. Экспериментальные данные приведены в табл. 5. Как следует из приведенных данных, при термообработке внешней поверхности сердечника терморадиационным облучением плотностью or 10 до 1 0 б В т / м 2 в течение времени, определяемого из приведенного «І 10" и обеспечения а времени между окончанием терморадизцнонного облучения поверхности сердечника и началом облучения, не превышающего времени воздействия облучения на внешнюю поверхность сердечника, можно получить необходимую продольную герметичность изделия, Уменьшение плотности терморадиационного облучения ниже 104 Вт/м или увеличение ее свыше 106 Вт/м 2 , а также превышение времени терморадиационного облучения, определенного Температурный режим (в °С) переработиз приведенного выше условия, приводит к ки пластифицированного поливичилхлоринарушению продольной герметичности изда в экструдере поддерживают следующий: делий. Тот же недостаток наблюдается в Цилиндр зкетрудера Голо- Мат- 30 случаях, когда время между окончанием терморадиационного облучения поверхности I зона U зона Ш зо- IV зо- яка рица сердечника и началом облучения превышана на ет время воздействия облучения на внеш120 140 150 155 1G0 170 нюю поверхность сердечника Использование предлагаемого способа позволяет по сравнению с известным полДиаметр сердечника 14,3 мм. учить длинномерные изделия, элементы коМаксимальное время термообяучеиия торых изготовлены из термопластических сердечника равно матео^алоа с разной степенью усадки, с 40 высокой степенью адгезии между сердечником и оболочкой, например Е^НОГОСЛОЙНОЙ 10 = 0,52 с. « изоляции труб, комбинированных профиль1,010' ных изделий, герметизированных кабельных изделий, на гидростатическое давление Длина получателей выбрана равной кгс/см 2 . 1 м. вышеТгсловия т. 1243282 Таблица Способ Время облучения, с Плотность облучения, Вт/м 2 Скорость протяжки, м/мии По прототипу 0.1 300 Предлагаемый о.Г о.Г о,Г Индукционный обогрев камеры, температура стенок до 300°С То же -"„••_ Контрольный 0.2 0,07* 0,07* 0.15* 0,15* о,Г о.Г о.Г* о.Г* 104 ю 9 6 10 104 106 104 106 9 • 103 107 105 10 6 150 300 300 300 420 420 200 200 300 300 300 300 1 Испытательное гидростатическое давление, равное 60 кгс/см 2 Не выдерживает -" Выдерживает -п —• *_ -" Не выдерживаетследы влаги То же Не выдерживает -"_п -излучатели установлены \на расстоянии 0,5 м от головки зкструдера, - излучатели установлены на расстоянии 0,75 м от головки экструдера (время между окончанием терморадиационного облучения и началом наложения оболочки превышает время воздействия облучения). Таблица Способ 1 По прототипу Предлагаемый _« _ Контрольный -"-"It Время облучения, с Плотность облу1' шя, Вт/м 2 Скорость протяжки, м/мин 0.6 Индукционный обогрев камеры, температура стенок до 300°С 50 0,6 0,6 °к 0,8 0,8 0.6 9 • 103 10 - " - " 10 4 10 5 10 6 10 5 104 10б 0,6 ю 7 5 10 6 30 50 50 50 75 37 37 50 50 50 50 2 Испытательное гидросіатическоє давление, равное 60 кгс/см 2 Не выдерживает -"Выдерживает « П -•' Не Е^ыдержипает _«_ -•'_ ___« - " - излучатели установлены на расстоянии 0,5 м от головки экструдера; - излучатели установлены на расстоянии 0,?5 м от головки экструдера (время между окончанием терморадиационного облучения и началом наложения оболочки превышает время воздействия облучения). 1243282 10 Таблица лучения, с По про 2,7 тотипу Плотность облучения, Вт/м Индукционный обогрев Испытательное протяжки, 2 Скорость гидростатическое м/мин Способ Время об 3 давление, равное 11 60 кгс/см Не выдерживает камеры, температура 4 камеры до 300°С 7.5 п Предлагаемый 2,7' 104 И Выдерживает -г" 2,7* 10 11 _«_ 2,7* 106 2* w ю4 Контрольный -" 10 3* It 11 15 -«_ 10 Не выдерживает 10 м 11 6 9 • 103 » 107 11 2,7** 10 5 11 2,7** 106 11 2,7* 1«_ ; • 5 3* 2,7* 5 - « ' - излучатели установлены на расстоянии 0,5 м от головки экструдера. - излучатели установлены на расстоянии 0,75 м от головки экструдера (время между окончанием терморадиационного облучения и началом наложения оболочки превышает время воздействия облучения). Таблица 4 лучения, с Контрольный 0.45 Испытательное протяжки, гидростатическое давление, равное Индукционный нагрев 13,2 60 кгс/см Не выдерживает стенок термокамеры Время об Скорость м/мин Способ Плотность облучения, Вт/м 2 • до 300°С 4 13.3 Выдерживает 6 20 -" Предлагаемый « 0.45* 0.3* 10 п 0,3* 104 20 0,5* е 12 Не выдерживает' е 13.2 -"_-_ Контрольный -" 0,45** 0,45** 10 10 10 10 7 ' 13.2 - излучатели установлены на расстоянии 1,0 м от головки экструдера, - излучатели установлены на расстоянии 1,5 м от головки экструдера (время между окончанием терморадиационного облучения и началом наложения оболочки превышает оремя воздействия облучения). 1243282 12 Таблица Время об Способ Плотность облучения, 5 Вт/м Скорость Индукционное протяжки, гидростатическое м/мин лучения, с 2 давление, * Контрольный 0,52 Индукционный нагрев равное 11,5 60 кгс/см 2 Не выдерживает стенок термокамеры до 300°С Предлагаемой 0.52* _»_ * Контрольный _"_ 11,5 Выдерживает 0,4* 10 6 15 _»_ 0,4* 104 15 -" 0.6* ** 0,52 106 10 Не выдерживает 11,5 _«_ 10 4 10 6 - излучатели установлены на расстоянии 1.0 от головки экструдера. - излучатели установлены на расстоянии 1,5 м от головки экструдера (время между окончанием терморадиационного облучения и началом наложения оболочки превышает время воздействия облучения). Ф о р м у л а и з о б р е т е н и я ния плотностью в пределах от 104 до 10 Вт/м , а время между окончанием терморадиационного облучения поверхности сердечника и началом наложения оволочки выбирают, не превышающим времени воздействия облучения на внешнюю поверхность сердечника, которое определяют из условия СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, сердечник и оболочка которых выполнены из термопластичных материалов с разной степенью усадки, заключающийся в термообработке сердечника с последующим наложением оболочки методом экструдирова.2 R ния и охлаждением изделия, -3 t £ 10 отличающийся тем, что, с целью повышения качества изделий за счет обесгде t - время воздействия на внешпечения их продольной герметичности, нюю поверхность сердечника, с; термообработку сердечника осуществляR - радиус сердечника, м; ют воздействием на его внешнюю по- 15 а - температуропроводность материаверхность терморадиационного облучела сердечника, м /с. Редактор Л.Ушакова Заказ 503 Составитель Л.Кольцова Техред М.Моргентал Корректор М.Петрова Тираж Подписное НПО "Поиск" Роспатента 113035. Москва, Ж-35, Раушская нзб.. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing lengthy articles
Автори англійськоюStolbov Valentyn Vasyliovych, Shmeilin Zalman Yosyfovych
Назва патенту російськоюСпособ изготовления длинномерных изделий
Автори російськоюСтолбов Валентин Васильевич, Шмейлин Залман Иосифович
МПК / Мітки
МПК: B29L 31/34, B29C 47/78, B29C 47/02
Мітки: виготовлення, довгомірних, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/6-13676-sposib-vigotovlennya-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення довгомірних виробів</a>
Пристрій для нагромаджування довгомірних виробів
Номер патенту: 2542
Опубліковано: 26.12.1994
Автори: Цехмістро Юрій Семенович, Швець Володимир Петрович, Кіт Ольга Іванівна, Ципляков Іван Петрович
МПК: B65G 47/02
Мітки: виробів, пристрій, довгомірних, нагромаджування
Формула / Реферат:
1. Устройство для накопления длинномерных изделий, содержащее расположенные на опорной плите, по меньшей мере, два основания с установленными на них с одной стороны стойками, отличающееся тем, что оно снабжено механизмом уплотнения и выравнивания длинномерных изделий, который выполнен в виде приводных плоских секторов, расположенных напротив стоек с другой стороны оснований и шарнирно установленных на последних с возможностью поворота в...
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Девід Джон Джол, Девід Норман Уилсон, Бернард Тревор Метьюз, Хабіб Мохамед Зіяуддін
МПК: A23P 1/10, A22C 11/00
Мітки: спосіб, матеріалів, виробів, м'яса, пластичних, виготовлення, складених, інших, формованих
Формула / Реферат:
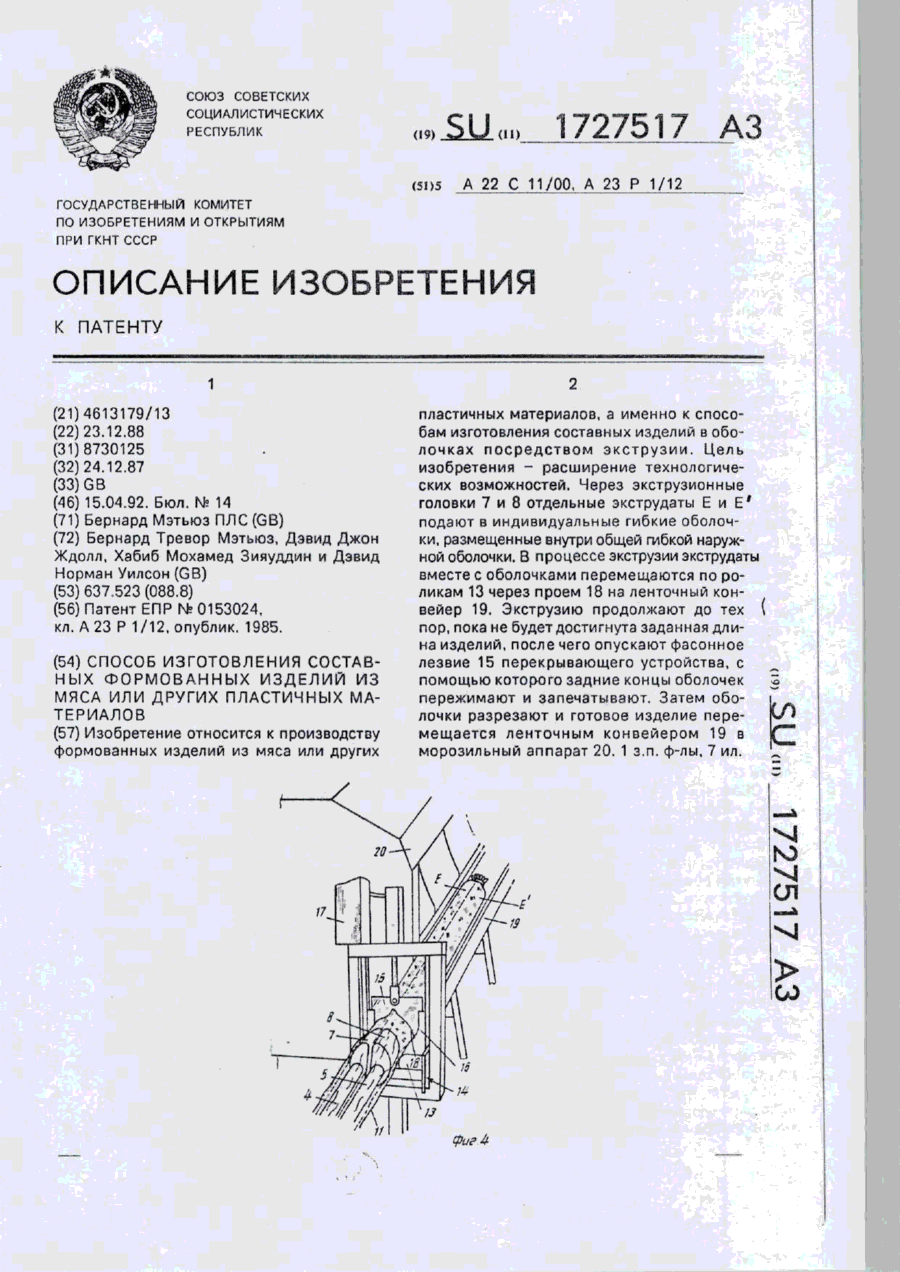
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
Установка для термічної обробки довгомірних виробів
Номер патенту: 2435
Опубліковано: 26.12.1994
Автори: Шепеляковський Костянтин Захарович, Вишневецький Микола Іванович
МПК: C21D 1/42
Мітки: установка, термічної, виробів, обробки, довгомірних
Формула / Реферат:
Установка для термообработки длинномерных изделий, содержащая последовательно расположенные механизмы подачи изделий, загрузки в виде толкателя, индуктор и механизм выгрузки в виде приводной рычажной системы с захватом, отличающаяся тем, что, с целью повышения надежности в работе путем устранения перекосов и заклинивания изделий при сохранении качества нагрева, захват выполнен с гравитационно-эксцентриковым зажимом, а толкатель выполнен...
Барабан для намотки гнучких довгомірних виробів
Номер патенту: 2759
Опубліковано: 26.12.1994
Автор: Михайлик Олександр Герасимович
МПК: B65D 85/67
Мітки: довгомірних, виробів, барабан, намотки, гнучких
Формула / Реферат:
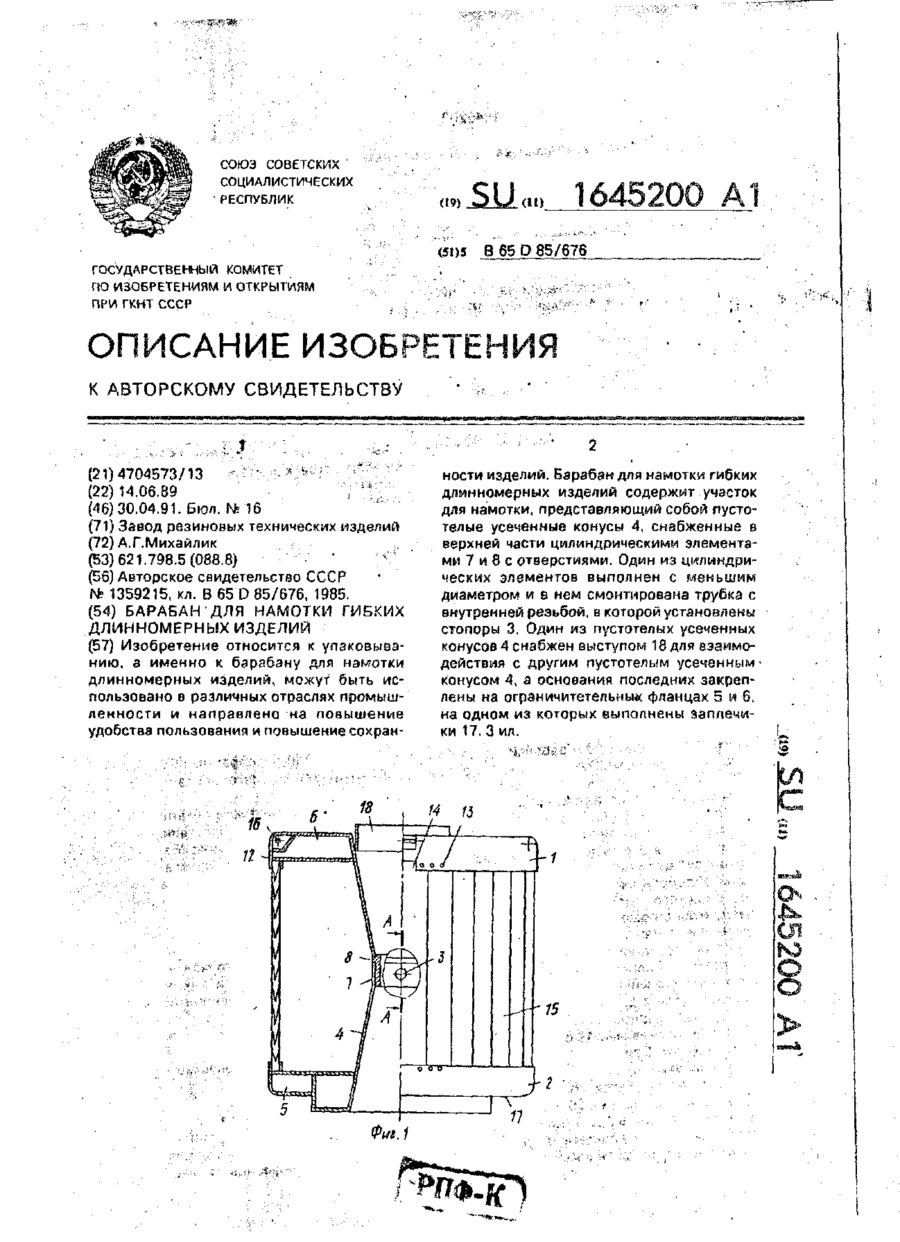
Барабан для намотки гибких длинномерных изделий, содержащий участок для намотки и ограничительные фланцы с канавками и рамами, отличающийся тем, что, с целью повышения удобства пользования и повышения сохранности изделий, участок для намотки представляет собой пустотелые усеченные конусы, снабженные в верхней части цилиндрическими элементами с отверстиями, один из цилиндрических элементов выполнен с меньшим диаметром и в нем смонтирована...
Спосіб виготовлення щетинних виробів та обладнання для його виготовлення
Номер патенту: 7837
Опубліковано: 26.12.1995
Автор: Георг Вайраух
МПК: A46B 3/00
Мітки: щетинних, виробів, виготовлення, обладнання, спосіб
Формула / Реферат:
1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в направитель, отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка в щетинодержателе, отличающийся тем, что, с целью повышения качества получаемых изделий, одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне...
Попередній патент: Спосіб консервування сперм риб
Наступний патент: Пристрій надвисокого тиску та температури і спосіб його виготовлення
Випадковий патент: Малогабаритний термоелектричний холодильник