Піч з роликовим подом для нагрівання і/або вирівнювання температури виробів безперервного розливання із сталі або сталевих сплавів та її розташування перед чистовою прокатною лінією для гарячої прокатки сталево

Формула / Реферат
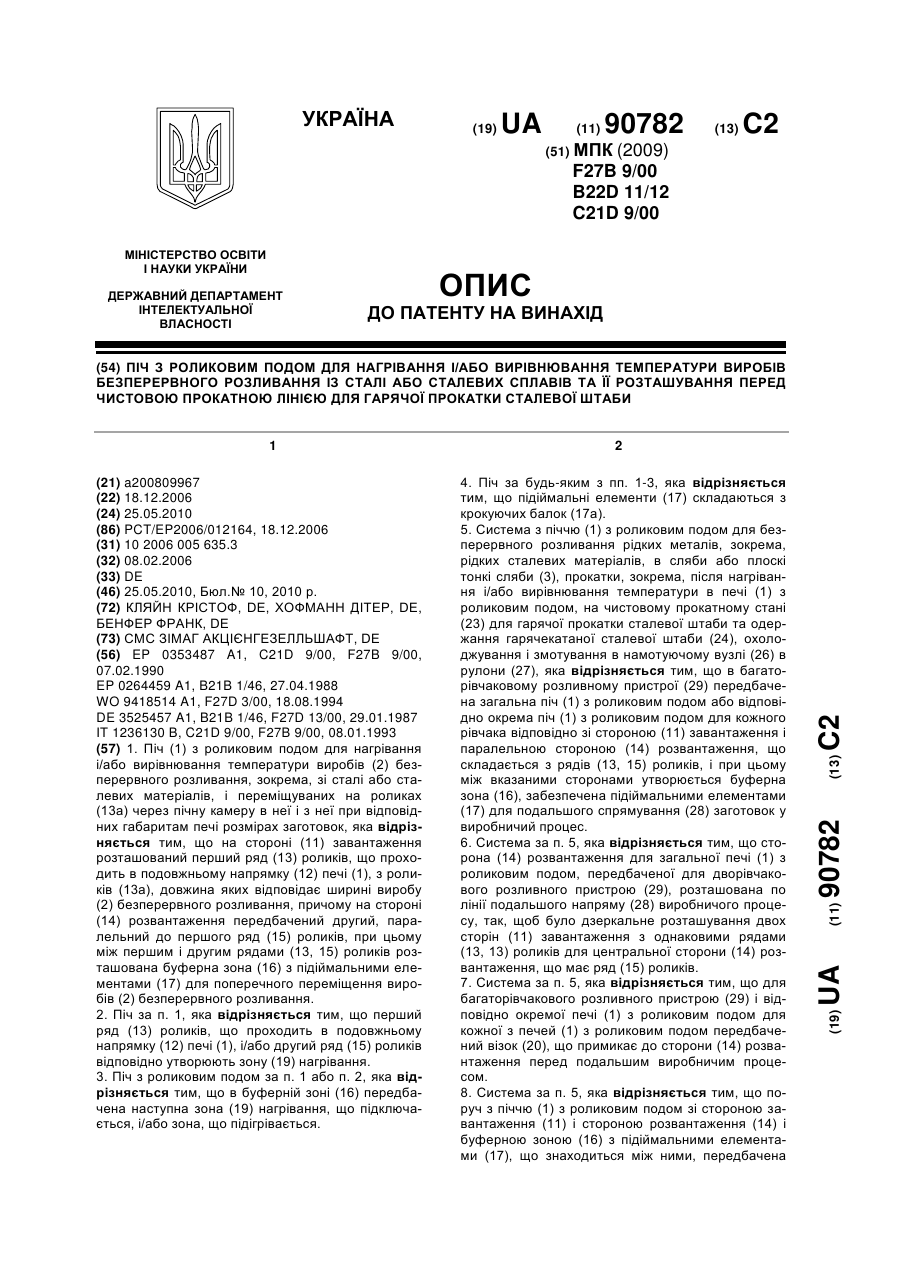
1. Піч (1) з роликовим подом для нагрівання і/або вирівнювання температури виробів (2) безперервного розливання, зокрема, зі сталі або сталевих матеріалів, і переміщуваних на роликах (13а) через пічну камеру в неї і з неї при відповідних габаритам печі розмірах заготовок, яка відрізняється тим, що на стороні (11) завантаження розташований перший ряд (13) роликів, що проходить в подовжньому напрямку (12) печі (1), з роликів (13а), довжина яких відповідає ширині виробу (2) безперервного розливання, причому на стороні (14) розвантаження передбачений другий, паралельний до першого ряд (15) роликів, при цьому між першим і другим рядами (13, 15) роликів розташована буферна зона (16) з підіймальними елементами (17) для поперечного переміщення виробів (2) безперервного розливання.
2. Піч за п. 1, яка відрізняється тим, що перший ряд (13) роликів, що проходить в подовжньому напрямку (12) печі (1), і/або другий ряд (15) роликів відповідно утворюють зону (19) нагрівання.
3. Піч з роликовим подом за п. 1 або п. 2, яка відрізняється тим, що в буферній зоні (16) передбачена наступна зона (19) нагрівання, що підключається, і/або зона, що підігрівається.
4. Піч за будь-яким з пп. 1-3, яка відрізняється тим, що підіймальні елементи (17) складаються з крокуючих балок (17а).
5. Система з піччю (1) з роликовим подом для безперервного розливання рідких металів, зокрема, рідких сталевих матеріалів, в сляби або плоскі тонкі сляби (3), прокатки, зокрема, після нагрівання і/або вирівнювання температури в печі (1) з роликовим подом, на чистовому прокатному стані (23) для гарячої прокатки сталевої штаби та одержання гарячекатаної сталевої штаби (24), охолоджування і змотування в намотуючому вузлі (26) в рулони (27), яка відрізняється тим, що в багаторівчаковому розливному пристрої (29) передбачена загальна піч (1) з роликовим подом або відповідно окрема піч (1) з роликовим подом для кожного рівчака відповідно зі стороною (11) завантаження і паралельною стороною (14) розвантаження, що складається з рядів (13, 15) роликів, і при цьому між вказаними сторонами утворюється буферна зона (16), забезпечена підіймальними елементами (17) для подальшого спрямування (28) заготовок у виробничий процес.
6. Система за п. 5, яка відрізняється тим, що сторона (14) розвантаження для загальної печі (1) з роликовим подом, передбаченої для дворівчакового розливного пристрою (29), розташована по лінії подальшого напряму (28) виробничого процесу, так, щоб було дзеркальне розташування двох сторін (11) завантаження з однаковими рядами (13, 13) роликів для центральної сторони (14) розвантаження, що має ряд (15) роликів.
7. Система за п. 5, яка відрізняється тим, що для багаторівчакового розливного пристрою (29) і відповідно окремої печі (1) з роликовим подом для кожної з печей (1) з роликовим подом передбачений візок (20), що примикає до сторони (14) розвантаження перед подальшим виробничим процесом.
8. Система за п. 5, яка відрізняється тим, що поруч з піччю (1) з роликовим подом зі стороною завантаження (11) і стороною розвантаження (14) і буферною зоною (16) з підіймальними елементами (17), що знаходиться між ними, передбачена паралельно працююча в подовжньому напрямку піч (30) з роликовим подом, причому печі (1, 30) з роликовим подом примикають до наступної, приєднаної у напряму (28) виробничого процесу, печі (1) з роликовим подом зі стороною (11) завантаження і паралельною стороною (14) розвантаження з розташованою між ними буферною зоною (18), забезпеченою підіймальними елементами (17).
9. Система за будь-яким з пп. 5-9, яка відрізняється тим, що в напрямі (28) виробничого процесу в компактному ливарно-прокатному пристрої (CSP) розташований чистовий прокатний стан (23) для гарячої прокатки сталевої штаби з сімома прокатними клітями.
Текст
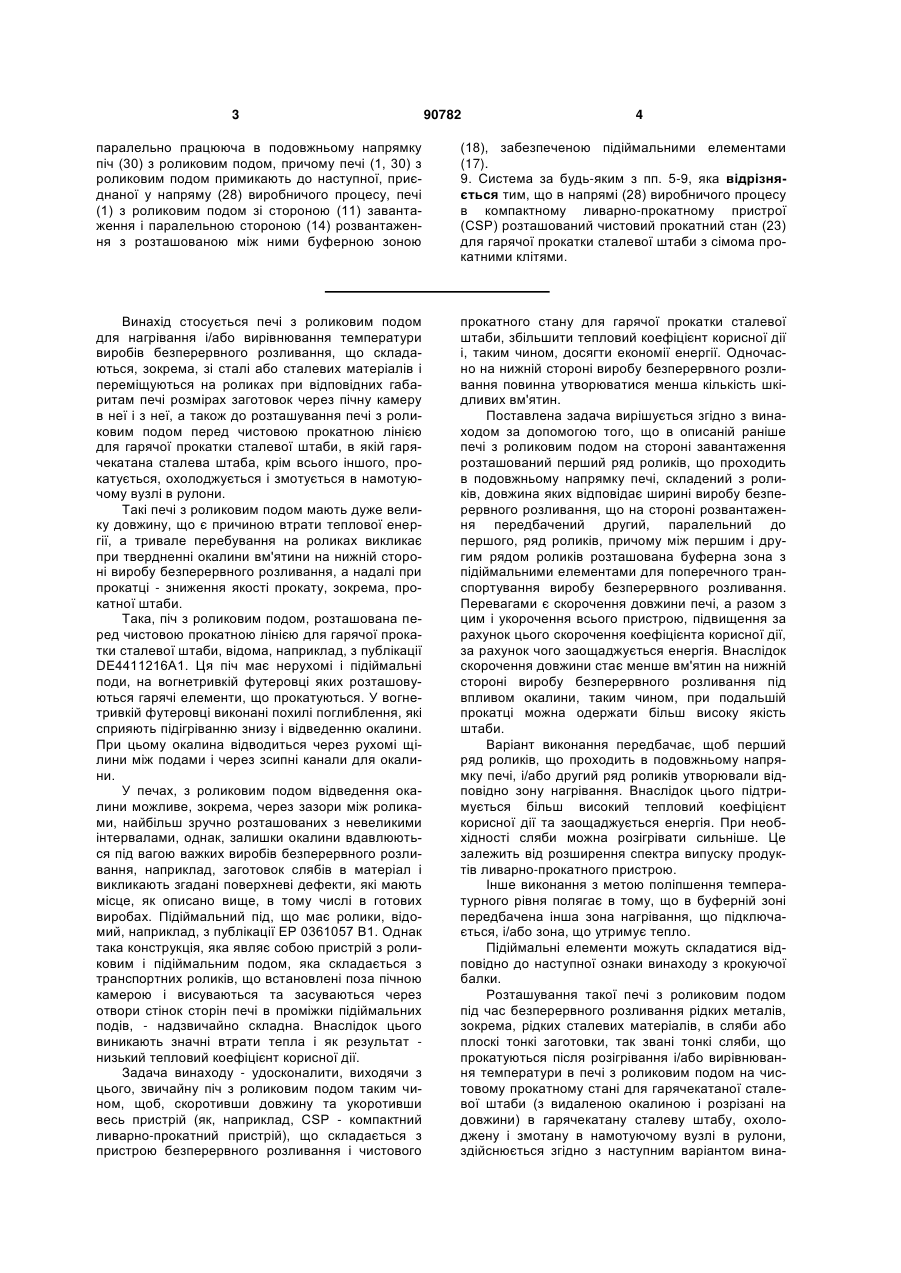
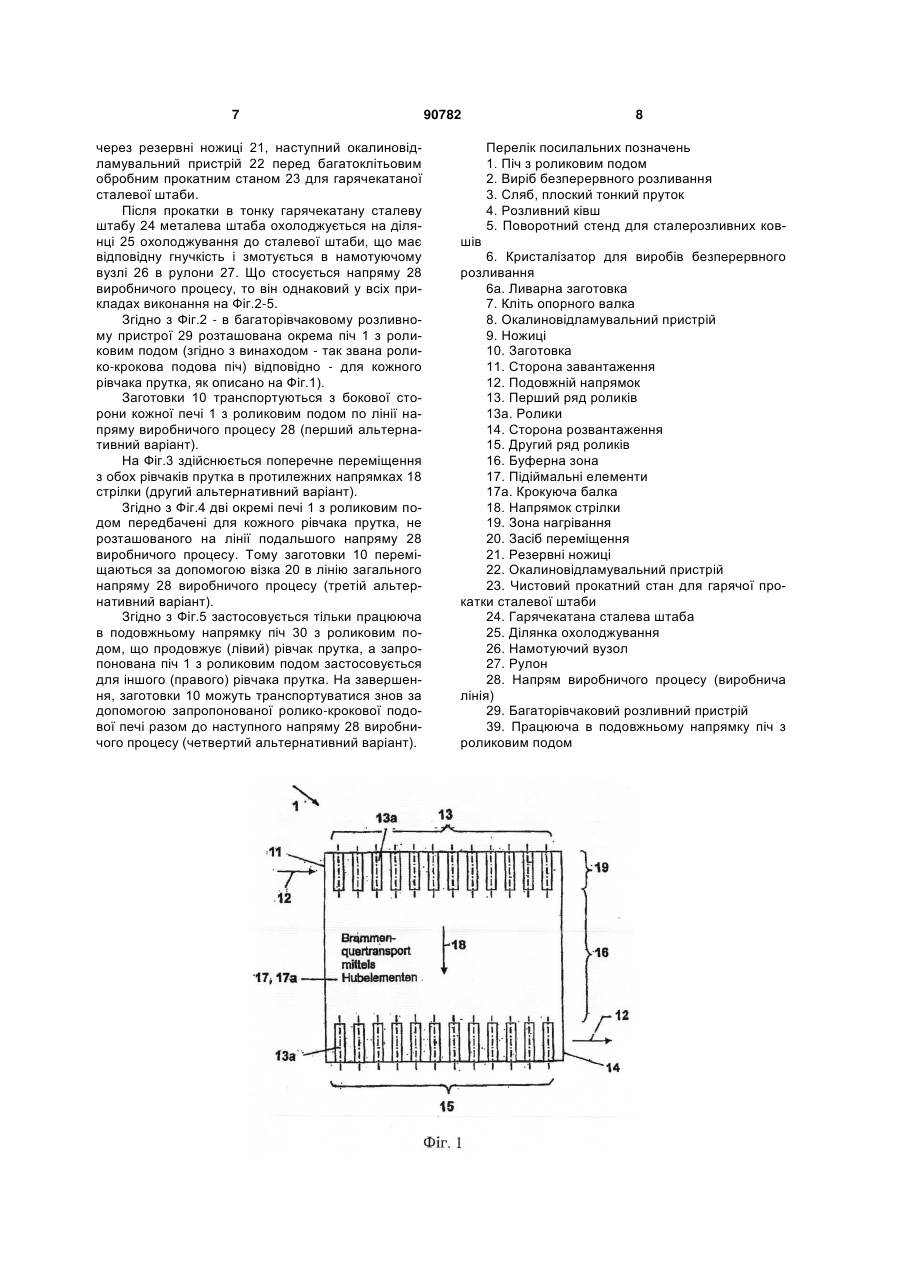
1. Піч (1) з роликовим подом для нагрівання і/або вирівнювання температури виробів (2) безперервного розливання, зокрема, зі сталі або сталевих матеріалів, і переміщуваних на роликах (13а) через пічну камеру в неї і з неї при відповідних габаритам печі розмірах заготовок, яка відрізняється тим, що на стороні (11) завантаження розташований перший ряд (13) роликів, що проходить в подовжньому напрямку (12) печі (1), з роликів (13а), довжина яких відповідає ширині виробу (2) безперервного розливання, причому на стороні (14) розвантаження передбачений другий, паралельний до першого ряд (15) роликів, при цьому між першим і другим рядами (13, 15) роликів розташована буферна зона (16) з підіймальними елементами (17) для поперечного переміщення виробів (2) безперервного розливання. 2. Піч за п. 1, яка відрізняється тим, що перший ряд (13) роликів, що проходить в подовжньому напрямку (12) печі (1), і/або другий ряд (15) роликів відповідно утворюють зону (19) нагрівання. 3. Піч з роликовим подом за п. 1 або п. 2, яка відрізняється тим, що в буферній зоні (16) передбачена наступна зона (19) нагрівання, що підключається, і/або зона, що підігрівається. 2 (19) 1 3 90782 4 паралельно працююча в подовжньому напрямку піч (30) з роликовим подом, причому печі (1, 30) з роликовим подом примикають до наступної, приєднаної у напряму (28) виробничого процесу, печі (1) з роликовим подом зі стороною (11) завантаження і паралельною стороною (14) розвантаження з розташованою між ними буферною зоною (18), забезпеченою підіймальними елементами (17). 9. Система за будь-яким з пп. 5-9, яка відрізняється тим, що в напрямі (28) виробничого процесу в компактному ливарно-прокатному пристрої (CSP) розташований чистовий прокатний стан (23) для гарячої прокатки сталевої штаби з сімома прокатними клітями. Винахід стосується печі з роликовим подом для нагрівання і/або вирівнювання температури виробів безперервного розливання, що складаються, зокрема, зі сталі або сталевих матеріалів і переміщуються на роликах при відповідних габаритам печі розмірах заготовок через пічну камеру в неї і з неї, а також до розташування печі з роликовим подом перед чистовою прокатною лінією для гарячої прокатки сталевої штаби, в якій гарячекатана сталева штаба, крім всього іншого, прокатується, охолоджується і змотується в намотуючому вузлі в рулони. Такі печі з роликовим подом мають дуже велику довжину, що є причиною втрати теплової енергії, а тривале перебування на роликах викликає при твердненні окалини вм'ятини на нижній стороні виробу безперервного розливання, а надалі при прокатці - зниження якості прокату, зокрема, прокатної штаби. Така, піч з роликовим подом, розташована перед чистовою прокатною лінією для гарячої прокатки сталевої штаби, відома, наприклад, з публікації DE4411216A1. Ця піч має нерухомі і підіймальні поди, на вогнетривкій футеровці яких розташовуються гарячі елементи, що прокатуються. У вогнетривкій футеровці виконані похилі поглиблення, які сприяють підігріванню знизу і відведенню окалини. При цьому окалина відводиться через рухомі щілини між подами і через зсипні канали для окалини. У печах, з роликовим подом відведення окалини можливе, зокрема, через зазори між роликами, найбільш зручно розташованих з невеликими інтервалами, однак, залишки окалини вдавлюються під вагою важких виробів безперервного розливання, наприклад, заготовок слябів в матеріал і викликають згадані поверхневі дефекти, які мають місце, як описано вище, в тому числі в готових виробах. Підіймальний під, що має ролики, відомий, наприклад, з публікації ЕР 0361057 В1. Однак така конструкція, яка являє собою пристрій з роликовим і підіймальним подом, яка складається з транспортних роликів, що встановлені поза пічною камерою і висуваються та засуваються через отвори стінок сторін печі в проміжки підіймальних подів, - надзвичайно складна. Внаслідок цього виникають значні втрати тепла і як результат низький тепловий коефіцієнт корисної дії. Задача винаходу - удосконалити, виходячи з цього, звичайну піч з роликовим подом таким чином, щоб, скоротивши довжину та укоротивши весь пристрій (як, наприклад, CSP - компактний ливарно-прокатний пристрій), що складається з пристрою безперервного розливання і чистового прокатного стану для гарячої прокатки сталевої штаби, збільшити тепловий коефіцієнт корисної дії і, таким чином, досягти економії енергії. Одночасно на нижній стороні виробу безперервного розливання повинна утворюватися менша кількість шкідливих вм'ятин. Поставлена задача вирішується згідно з винаходом за допомогою того, що в описаній раніше печі з роликовим подом на стороні завантаження розташований перший ряд роликів, що проходить в подовжньому напрямку печі, складений з роликів, довжина яких відповідає ширині виробу безперервного розливання, що на стороні розвантаження передбачений другий, паралельний до першого, ряд роликів, причому між першим і другим рядом роликів розташована буферна зона з підіймальними елементами для поперечного транспортування виробу безперервного розливання. Перевагами є скорочення довжини печі, а разом з цим і укорочення всього пристрою, підвищення за рахунок цього скорочення коефіцієнта корисної дії, за рахунок чого заощаджується енергія. Внаслідок скорочення довжини стає менше вм'ятин на нижній стороні виробу безперервного розливання під впливом окалини, таким чином, при подальшій прокатці можна одержати більш високу якість штаби. Варіант виконання передбачає, щоб перший ряд роликів, що проходить в подовжньому напрямку печі, і/або другий ряд роликів утворювали відповідно зону нагрівання. Внаслідок цього підтримується більш високий тепловий коефіцієнт корисної дії та заощаджується енергія. При необхідності сляби можна розігрівати сильніше. Це залежить від розширення спектра випуску продуктів ливарно-прокатного пристрою. Інше виконання з метою поліпшення температурного рівня полягає в тому, що в буферній зоні передбачена інша зона нагрівання, що підключається, і/або зона, що утримує тепло. Підіймальні елементи можуть складатися відповідно до наступної ознаки винаходу з крокуючої балки. Розташування такої печі з роликовим подом під час безперервного розливання рідких металів, зокрема, рідких сталевих матеріалів, в сляби або плоскі тонкі заготовки, так звані тонкі сляби, що прокатуються після розігрівання і/або вирівнювання температури в печі з роликовим подом на чистовому прокатному стані для гарячекатаної сталевої штаби (з видаленою окалиною і розрізані на довжини) в гарячекатану сталеву штабу, охолоджену і змотану в намотуючому вузлі в рулони, здійснюється згідно з наступним варіантом вина 5 ходу за допомогою того, що в багаторівчаковому розливному пристрої передбачена загальна піч з роликовим подом або відповідно окрема піч з роликовим подом для кожного рівчака з відповідно стороною завантаження і стороною розвантаження, що складається з паралельних рядів роликів і буферною зоною з підіймальних елементів, що знаходиться між цими сторонами, для подальшого загального спрямування виробничого процесу. Перевагами є укорочення всього пристрою та економія енергії, а разом з тим, збільшений тепловий коефіцієнт корисної дії і механічні удосконалення. Відповідно до удосконалення (другий альтернативний варіант) пропонується, щоб сторона розвантаження для загальної печі з роликовим подом, передбаченої для дворівчакового розливного пристрою входила в лінію подальшого виробничого процесу, так щоб було дзеркальне положення двох сторін завантаження з однаковими рядами роликів для центральної сторони розвантаження з рядом роликів. Таким чином, наступний чистовий прокатний стан для гарячої прокатки сталевої штаби може забезпечуватися заготовками безперервного розливання з більш короткими інтервалами. Третій альтернативний варіант передбачає, щоб для багаторівчакового розливного пристрою і відповідно кожної окремої печі з роликовим подом був передбачений візок, що примикає до сторони розвантаження і перед подальшою виробничою лінією. За допомогою нього заготовка може подаватися до наступного напряму виробничого процесу з обох сталерозливних пристроїв дворівчакового розливного пристрою. Винахід передбачає також наявність однієї звичайної печі з роликовим подом перед однорівчаковим або багаторівчаковим сталерозливним пристроєм, що використовується надалі, таким чином, що поруч з піччю з роликовим подом зі стороною завантаження і стороною розвантаження та буферною зоною з підіймальних елементів, що знаходиться між ними, передбачалася паралельно працююча в подовжньому напрямку піч з роликовим подом і щоб печі з роликовим подом примикали до наступної, приєднаної до наступного напряму виробничого процесу, печі з роликовим подом зі стороною завантаження і паралельною стороною розвантаження і розташованою між ними буферною зоною з підіймальних елементів (четвертий альтернативний варіант). Нарешті, передбачено, що виробнича лінія в компактному ливарно-прокатному пристрої (CSP) складається з чистового прокатного стану для гарячої прокатки сталевої штаби з сімома прокатними клітями. Далі наводиться більш докладний опис представлених на кресленнях прикладів виконання винаходу. На кресленнях показані: Фіг.1 - Запропонована піч з роликовим подом, горизонтальна проекція, Фіг.2 - Загальне компонування згідно з першим альтернативним варіантом розташування печі з роликовим подом, вигляд збоку в перспективі, 90782 6 Фіг.3 - Загальне компонування згідно з другим альтернативним варіантом печі з роликовим подом, вигляд збоку в перспективі, Фіг.4 - Загальне компонування згідно з третім альтернативним варіантом розташування запропонованої печі з роликовим подом, вигляд збоку в перспективі і Фіг.5 - Загальне компонування згідно з четвертим альтернативним варіантом розташування печі з роликовим подом. Піч 1 з роликовим подом (Фіг.1) служить для нагрівання і/або збереження тепла і/або вирівнювання температури виробів 2 безперервного розливання (Фіг.2-5), у вигляді слябів або плоских тонких слябів 3. Для цього з одного з двох розташованих навпроти один одного розливних ковшів 4, що повертаються на поворотному стенді 5 для сталерозливних ковшів на місці випуску, рідка сталь проходить через розподільний жолоб з металевим кристалізатором 6 для виробів безперервного розливання. Утворена в кристалізаторі 6 для виробів безперервного розливання ливарна заготовка 6а охолоджується, а потім продовжує охолоджуватися та утримуватися в кліті 7 опорного валка. Відповідний виріб 2 безперервного розливання звільняється від окалини в окалиновідламувальному пристрої 8 і ріжеться ножицями 9 на заготовки 10 довжиною декілька метрів. Сумісний з розміром печі і придатний для прокатки розмір заготовки 10 задається габаритними розмірами прутка і подальшим процесом прокатки. Заготовки 10 переміщаються (Фіг.1) на стороні 11 завантаження по першому ряду 13 роликів, що проходить в подовжньому напрямку 12 печі 1. Довжина роликів 13а з невеликим перевищенням відповідає ширині виробу 2 безперервного розливання. Аналогічно стороні 11 завантаження, на стороні 14 розвантаження розташований другий ряд 15 роликів, також утворений з таких самих роликів 13а. Вироби безперервного розливання виходять з ряду 15 роликів на стороні розвантаження 14 в подовжньому напрямку 12. Між першим рядом 13 роликів і другим рядом 15 роликів утворена буферна зона 16, що складається з детально не представлених підіймальних елементів 17. Підіймальні елементи 17 забезпечують поперечне переміщення виробу 2 безперервного розливання в напрямку 18 стрілки. Перший ряд 13 роликів, що проходить в подовжньому напрямку 12, і/або другий ряд 15 роликів утворюють зону 19 нагрівання із звичайних нагрівальних пристроїв, як, наприклад, газових пальників, індукційних опалювальних пристроїв та їм подібних. У буферній зоні 16 може бути передбачена наступна зона 19 нагрівання, що підключається, і/або зона, що підігрівається. Підіймальні елементи 17 складаються із звичайних крокуючих балок 17а. До ножиць 9, до кожного рівчака прутка відповідно примикає описана піч 1 з роликовим подом, причому як альтернатива передбачені різні форми виконання її розташування. У прикладі, представленому на Фіг.4 на стороні 14 розвантаження знаходиться засіб 20 переміщення, для забезпечення з'єднання дворівчакового розливного пристрою 7 через резервні ножиці 21, наступний окалиновідламувальний пристрій 22 перед багатоклітьовим обробним прокатним станом 23 для гарячекатаної сталевої штаби. Після прокатки в тонку гарячекатану сталеву штабу 24 металева штаба охолоджується на ділянці 25 охолоджування до сталевої штаби, що має відповідну гнучкість і змотується в намотуючому вузлі 26 в рулони 27. Що стосується напряму 28 виробничого процесу, то він однаковий у всіх прикладах виконання на Фіг.2-5. Згідно з Фіг.2 - в багаторівчаковому розливному пристрої 29 розташована окрема піч 1 з роликовим подом (згідно з винаходом - так звана ролико-крокова подова піч) відповідно - для кожного рівчака прутка, як описано на Фіг.1). Заготовки 10 транспортуються з бокової сторони кожної печі 1 з роликовим подом по лінії напряму виробничого процесу 28 (перший альтернативний варіант). На Фіг.3 здійснюється поперечне переміщення з обох рівчаків прутка в протилежних напрямках 18 стрілки (другий альтернативний варіант). Згідно з Фіг.4 дві окремі печі 1 з роликовим подом передбачені для кожного рівчака прутка, не розташованого на лінії подальшого напряму 28 виробничого процесу. Тому заготовки 10 переміщаються за допомогою візка 20 в лінію загального напряму 28 виробничого процесу (третій альтернативний варіант). Згідно з Фіг.5 застосовується тільки працююча в подовжньому напрямку піч 30 з роликовим подом, що продовжує (лівий) рівчак прутка, а запропонована піч 1 з роликовим подом застосовується для іншого (правого) рівчака прутка. На завершення, заготовки 10 можуть транспортуватися знов за допомогою запропонованої ролико-крокової подової печі разом до наступного напряму 28 виробничого процесу (четвертий альтернативний варіант). 90782 8 Перелік посилальних позначень 1. Піч з роликовим подом 2. Виріб безперервного розливання 3. Сляб, плоский тонкий пруток 4. Розливний ківш 5. Поворотний стенд для сталерозливних ков шів 6. Кристалізатор для виробів безперервного розливання 6а. Ливарна заготовка 7. Кліть опорного валка 8. Окалиновідламувальний пристрій 9. Ножиці 10. Заготовка 11. Сторона завантаження 12. Подовжній напрямок 13. Перший ряд роликів 13а. Ролики 14. Сторона розвантаження 15. Другий ряд роликів 16. Буферна зона 17. Підіймальні елементи 17а. Крокуюча балка 18. Напрямок стрілки 19. Зона нагрівання 20. Засіб переміщення 21. Резервні ножиці 22. Окалиновідламувальний пристрій 23. Чистовий прокатний стан для гарячої прокатки сталевої штаби 24. Гарячекатана сталева штаба 25. Ділянка охолоджування 26. Намотуючий вузол 27. Рулон 28. Напрям виробничого процесу (виробнича лінія) 29. Багаторівчаковий розливний пристрій 39. Працююча в подовжньому напрямку піч з роликовим подом 9 Комп’ютерна верстка В. Мацело 90782 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller hearth furnace for healing and/or temperature equalisation of steel or steel alloy continuous cast products and arrangement thereof before a hot strip final rolling mill
Автори англійськоюKlein Christoph, Hofmann Diter, Benfer Frank
Назва патенту російськоюПечь с роликовым подом для нагревания и/или выравнивания температуры изделий непрерывной разливки из стали или стальных сплавов и ее расположение перед чистовой прокатной линией для горячей прокатки стального сляба
Автори російськоюКляйн Кристоф, Хофманн Дитер, Бенфер Франк
МПК / Мітки
МПК: B22D 11/12, F27B 9/00, C21D 9/00
Мітки: виробів, безперервного, піч, сталевої, лінією, сталевих, прокатною, чистовою, подом, температури, нагрівання, гарячої, роликовим, сплавів, розливання, сталі, прокатки, розташування, вирівнювання
Код посилання
<a href="https://ua.patents.su/5-90782-pich-z-rolikovim-podom-dlya-nagrivannya-i-abo-virivnyuvannya-temperaturi-virobiv-bezperervnogo-rozlivannya-iz-stali-abo-stalevikh-splaviv-ta-roztashuvannya-pered-chistovoyu-prokatn.html" target="_blank" rel="follow" title="База патентів України">Піч з роликовим подом для нагрівання і/або вирівнювання температури виробів безперервного розливання із сталі або сталевих сплавів та її розташування перед чистовою прокатною лінією для гарячої прокатки сталево</a>
Прохідна піч з роликовим подом для термообробки труб
Номер патенту: 25831
Опубліковано: 26.02.1999
Автори: Яременко Леонід Миколайлович, Фельдман Олександр Ісаакович, Гетьман Віктор Андрійович, Шиньков Леонід Львович, Кекух Станіслав Миколайович, Загребельний Віктор Терентійович, Король Микола Миколайович, Яременко Микола Іванович, Король Радомір Миколайович, Беліков Юрій Михайлович, Головачов Володимир Якович, Крихта Валерій Петрович, Куценко Олександр Іванович
МПК: F27B 9/00, C21D 9/00, C21D 9/08
Мітки: прохідна, труб, подом, термообробки, роликовим, піч
Формула / Реферат:
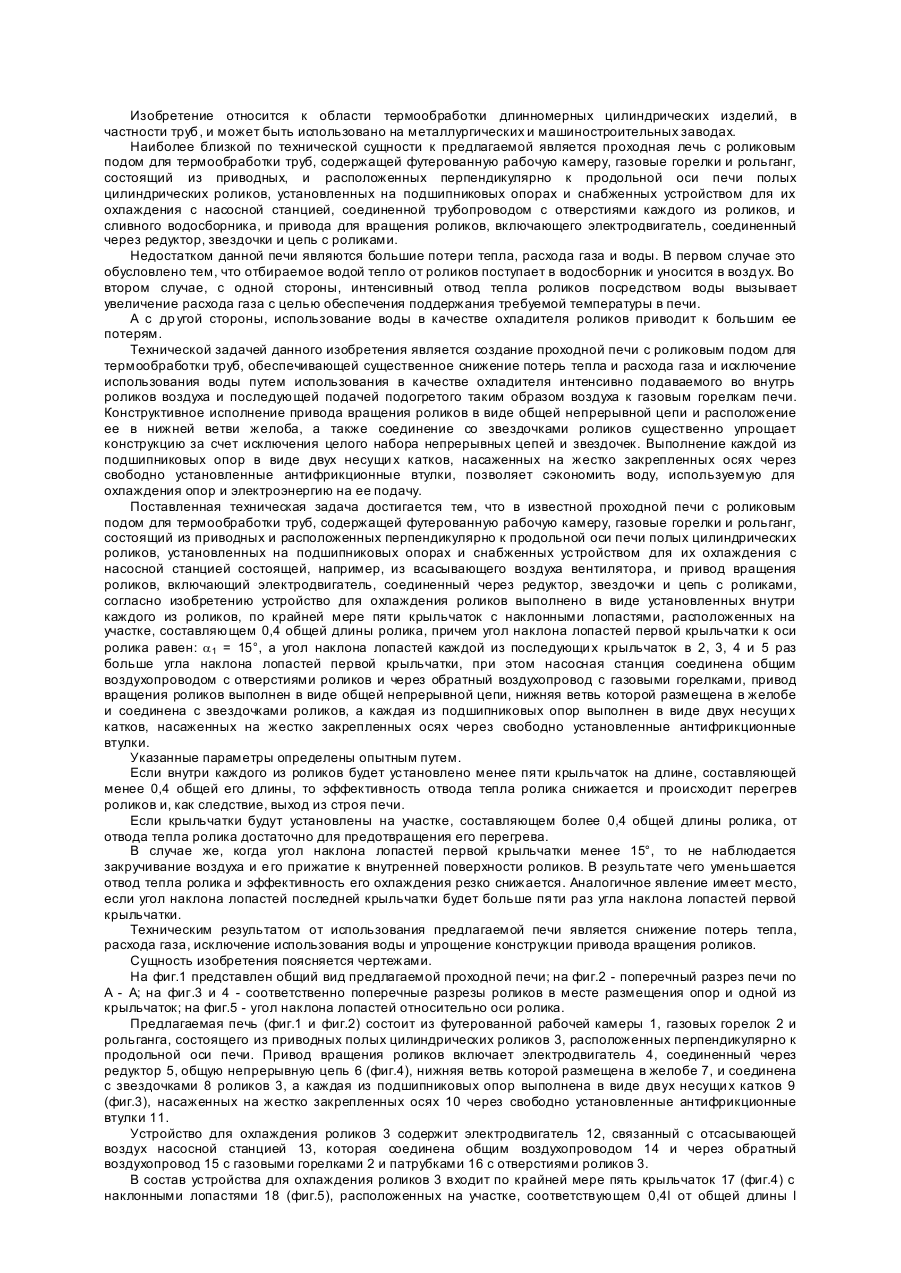
Проходная печь с роликовым подом для термообработки труб, содержащая футерованную рабочую камеру, газовые горелки и рольганг, состоящий из приводных и расположенных перпендикулярно к продольной оси печи полых цилиндрических роликов, установленных на подшипниковых опорах и снабженных устройством для их охлаждения с насосной станцией, и привод вращения роликов, включающий электродвигатель, соединенный через редуктор, звездочки и цепь с...
Спосіб нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом
Номер патенту: 39479
Опубліковано: 25.02.2009
Автори: Лозова Валентина Андріївна, Щербань Олександр Іванович, Гупало Олена В'ячеславівна, Шеремет Володимир Олександрович, Гупало Вячеслав Іванович, Гаркавенко Сергій Вікторович, Любимов Іван Михайлович
МПК: C21D 1/34, F27B 13/00
Мітки: прокатку, металу, подом, методичних, рухомим, печах, нагрівання, спосіб, нагрівальних
Формула / Реферат:
Спосіб нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом, що включає розміщення заготовок на подині нагрівальної печі із зазорами, нагрівання металу при переміщенні його уздовж печі й видачу заготовок у прокат, який відрізняється тим, що при постійній продуктивності печі відстань розкладки заготовок на подині пов'язана з діаметром готової продукції, що прокатується на стані,...
Установка гарячої прокатки та спосіб її експлуатації
Номер патенту: 77964
Опубліковано: 15.02.2007
Автори: Зудау Петер, Хафер Йоахім, Розенталь Дітер
Мітки: прокатки, установка, експлуатації, спосіб, гарячої
Формула / Реферат:
1. Установка гарячої прокатки для прокатки тонкої гарячекатаної стрічки розширеного сортаменту прокату з матеріалу з різної деформованістю, яка відрізняється тим, що включає в себе:установку безперервного розливання сталі (УБРС) (1) для відливання нескінченних слябів;встановлені за УБРС (1) для відливання тонких слябів ножиці (2) для розрізання відлитих безперервним способом слябів на необхідні довжини, які відповідають довжині...
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 45063
Опубліковано: 26.10.2009
Автори: Тютєрєв Ігор Анатолійович, Большаков Володимир Іванович, Хоменко Юрій Іванович, Воробйов Геннадій Михайлович
МПК: B21B 1/00
Мітки: ніобієм, ванадієм, сталі, спосіб, марганцевої, низьковуглецевої, гарячої, мікролегованої, прокатки
Формула / Реферат:
Спосіб гарячої прокатки листів мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18...16 мм, який відрізняється тим, що перші три проходи чорнової прокатки виконують з максимально можливим обтисненням, а останні проходи з...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Зельбах Пауль, Хоф Хартмут
Мітки: металу, алюмінію, також, прокатній, стан, зокрема, прокатки, спосіб, гарячої
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Наступний патент: Екзотермічна суміш для одержання термітної швидкорізальної сталі р18л
Випадковий патент: Пускорегулюючий пристрій для газорозрядних ламп