Спосіб одержання корозійностійкої мідної фольги для друкованих плат
Номер патенту: 91858
Опубліковано: 10.09.2010
Автор: ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ОЛЕСЯ ГОНЧАРА
Формула / Реферат
Спосіб одержання мідної корозійностійкої фольги для друкованих плат, який включає одержання на її поверхні катодної молібдатної плівки в розчині молібдату лужного металу і подальше формування комбінованого захисного покриття, який відрізняється тим, що після одержання катодної молібдатної плівки нагрівають поверхню мідної фольги з нанесеною молібдатною плівкою в інтервалі температур 150-250 °С протягом 15-60 с, а потім на поверхню мідної фольги наносять плівку полімерного матеріалу, наприклад триацетатну плівку з адгезійним епоксикаучуковим прошарком, та утворюють комбіноване захисне покриття корозійностійкої мідної фольги з можливістю його механічного відокремлення від мідної основи.
Текст
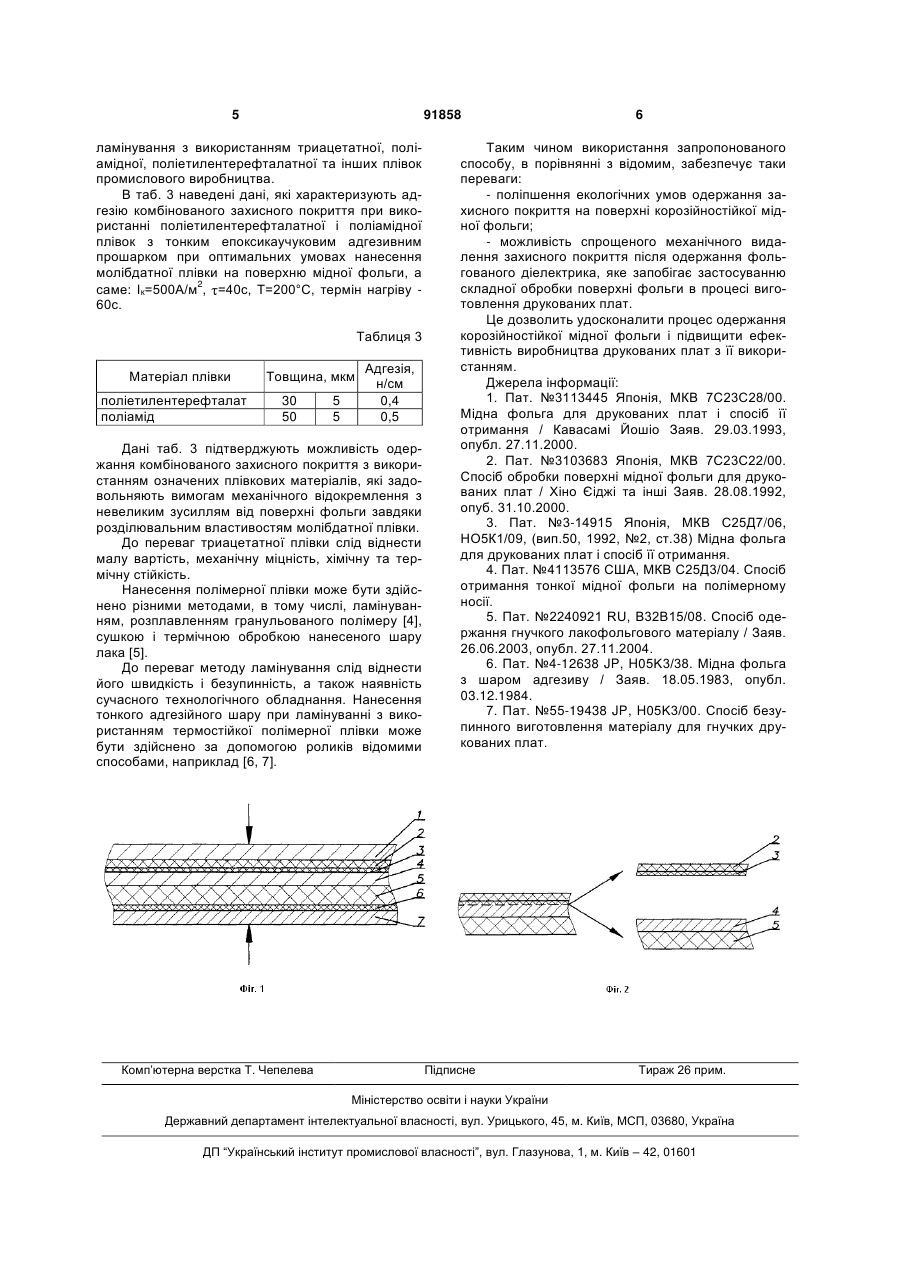
Спосіб одержання мідної корозійностійкої фольги для друкованих плат, який включає одержання на її поверхні катодної молібдатної плівки в розчині молібдату лужного металу і подальше формування комбінованого захисного покриття, який відрізняється тим, що після одержання катодної молібдатної плівки нагрівають поверхню мідної фольги з нанесеною молібдатною плівкою в інтервалі температур 150-250°С протягом 15-60с, а потім на поверхню мідної фольги наносять плівку полімерного матеріалу, наприклад триацетатну плівку з адгезійним епоксикаучуковим прошарком, та утворюють комбіноване захисне покриття корозійностійкої мідної фольги з можливістю його механічного відокремлення від мідної основи. Винахід відноситься до технології електроосадження металевої фольги і може бути використаний при виготовлені мідної фольги для друкованих плат. Відомі способи одержання корозійностійкої мідної фольги для друкованих плат, відповідно до яких здійснюють постадійну хіміко-гальванічну обробку її поверхні і утворюють на ній різноманітні за складом неорганічні захисні покриття [1-3]. До недоліків відомих способів слід віднести складність процесу обробки і використання екологічно шкідливих речовин, зокрема, сполук хрому (VI). Найбільш близьким технічним рішенням є спосіб "Мідна фольга для друкованих плат і спосіб її отримання", відповідно до якого при одержанні захисного покриття на поверхні металевої фольги здійснюють послідовну катодну обробку в розчині солі молібденової кислоти з утворенням молібдатної плівки, далі в розчині сполук цинку і хрому, а також обробку в розчині кремнійорганічних сполук та сушку [3] - прототип. Однак відомий спосіб не виключає використання токсичних сполук, зокрема, хрому (VI) при утворенні захисного покриття, а також ускладнює підготовку поверхні фольги при подальшому виготовленні друкованих плат, яка пов'язана з присутністю на ній корозійностійкого покриття і потребує застосування хімічної і гідроабразивної обробки, що негативно впливає на стан поверхні фольгованого діелектрика і погіршує екологічні показники технологічного процесу. В основу винаходу поставлено задачу удосконалення способу одержання корозійностійкої мідної фольги для друкованих плат шляхом термохімічної обробки поверхні і використання захисного шару полімерного матеріалу, що дозволяє поліпшити екологічні показники процесу одержання фольги і підвищити ефективність подальшого виготовлення друкованих плат. Задача вирішується способом, що включає катодне осадження на поверхні мідної фольги молібдатної плівки в розчині молібдату лужного металу і подальше формування комбінованого захисного покриття, і відрізняється тим, що після нанесення катодної молібдатної плівки поверхню нагрівають при 150-250°С на протязі 15-60с, після чого на поверхню наносять шар полімерного матеріалу, який механічно видаляють разом з молібдатною (19) UA (11) 91858 (13) C2 (21) a200714133 (22) 17.12.2007 (24) 10.09.2010 (46) 10.09.2010, Бюл.№ 17, 2010 р. (72) ТРОЦЕНКО ВЛАДИСЛАВ ІВАНОВИЧ, РОЗМОЛОГОВ ВАЛЕРІЙ ЛЕОНІДОВИЧ (73) ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ОЛЕСЯ ГОНЧАРА (56) UA, 85 508, C2, 26.01.2009 EP, 1 182 278, A2, 27.02.2002 US, 4 113 576, A, 12.09.1978 US, 5 215 646, A, 01.06.1993 JP, 55-102295, A, 05.08.1980 JP, 59-213196, A, 03.12.1984 JP, 61-288095, A, 18.12.1986 JP, 2005-353920, A, 22.12.2005 3 плівкою при подальшій підготовці поверхні мідної фольги в процесі виготовлення друкованої плати. Нагрів осадженої молібдатної плівки, склад якої може бути ідентифіковано згідно відомому рівнянню: MoO2 4H 2e MoO2 2H2O 4 позбавляє плівку від адсорбованої і хімічно пов'язаної води, підвищує її фізико-хімічні властивості, та поліпшує адгезійну здібність до полімерних матеріалів. Водночас встановлено специфічне для означених умов нагріву суттєве зменшення адгезійної міцності на межі молібдатної плівки і мідної основи, яке може бути пояснено дією молекулярного кисню і утворенням на прилеглій до плівки поверхні міді мономолекулярного шару СuО або Сu2О. Подальше нанесення зовнішнього шару полімерного матеріалу забезпечує надійний захист поверхні мідної фольги в умовах виготовлення фольгованого діелектрика, а адгезійні властивості молібдатної плівки дозволяють здійснити механічне відділення її разом з полімерним шаром на стадії виготовлення друкованої плати. Детально виконання способу може бути розглянуто на прикладі, який проілюстровано на Фіг.1 і Фіг.2. На глянцеву поверхню електролітичної мідної фольги товщиною 18мкм осаджували молібдатну плівку в розчині 10г/л молібдату натрію при ik=500А/м2 на протязі 40с і здійснювали її нагрів при 200°С на протязі 30с. Далі шляхом ламінування наносили триацетатну плівку товщиною 30мкм з тонким адгезійним епоксікаучуковим шаром, а отриману таким чином фольгу використовували при формуванні фольгованого склотекстоліту у відповідності до типового технологічного процесу, як зображено на Фіг.1, де 1, 7 - металеві листи, 2 триацетатна плівка з адгезійним шаром, 3 - молібдатна плівка, 4 - мідна фольга, 5 - діелектрична основа друкованої плати, 6 - прокладна триацетатна плівка. Температурні умови формування передбачають поступове нагрівання до 170°С, витримку на протязі 1 години і поступове охолодження. При подальшому виготовленні зразків друкованих плат захисне покриття видаляли механічним шляхом, як зображено на Фіг.2. Зусилля відшарування захисного покриття вимірювали за допомогою адгезіометра типу АМ-2 при постійній швидкості видалення покриття при ширині 10мм і довжині 70мм під кутом 90°. Вимірювання показали, що адгезійна міцність на межі захисного покриття і поверхні мідної фольги відповідно до умов її виготовлення запропонованим способом складає 0,5Н/см, тоді як при відсутності стадії нагріву молібдатної плівки вона складає ≥10Н/см. Наведені дані підтверджують можливість видалення полімерного шару за рахунок властивостей розділювальної молібдатної плівки, які обумовлені застосуванням її термічної обробки. Дослідження стану поверхні мідної фольги на діелектричній основі після видалення записного покриття свідчать про відсутність ознак корозійного або механічного пошкодження, при цьому отримана поверхня не потребує додаткової хімічної 91858 4 або іншої підготовки і придатна для здійснення фотоліграфічного процесу та інших операцій виготовлення друкованих плат. Поверхня фольги, яка була отримана у відповідності до відомого способу, є стійкою до дії звичайних травильних середовищ і потребує позбавлення від захисного покриття шляхом гідроабразивної обробки і додаткового ультразвукового очищення від абразивного матеріалу, при цьому суттєво змінюється рельєф і параметри шорсткості поверхні. До переваг запропонованого технічного рішення слід віднести також можливість використання оптимального захисного покриття безпосередньо в процесі виготовлення друкованих плат, зокрема, при хімічній металізації внутрішньої поверхні отворів, яка потребує складної обробки їх поверхні. Шар полімеру при цих умовах надійно захищає поверхню фольги від дії хімічно-активного середовища, а можливість механічного видалення захисного покриття виключає необхідність додаткового захисту отриманого в отворах шару міді, що суттєво спрощує багатоопераційний технологічний процес і сприяє підвищенню надійності друкованого монтажу. Вибір оптимальних умов нанесення захисного покриття у відповідності до запропонованого технічного рішення пов'язаний, в першу чергу, з особливостями осадження молібдатної плівки. При осаджені молібдатної плівки, як наведено у прикладі, є її обмежена товщина. Так, при пос2 тійній щільності стуму, наприклад 500А/м , зростання плівки завершується на протязі 40с, після чого єдиною катодною реакцією є відновлення іонів гідроксонію. В умовах досягнення граничної товщини молібдатної плівки, яка не перевищує 0,5мкм, її адгезійна здібність до мідної основи змінюється в залежності від температури і терміну нагріву. В таб. 1 наведені дані, які характеризують адгезію захисного покриття в залежності від терміну нагріву молібдатної плівки при температурі 250°С. Таблиця 1 Термін, с Адгезія, Н/см 5 ≥10 10 1 30 0,5 60 0,3 120 0,3 На прикладі даних таб. 1 стабільність адгезії відбувається при нагріві молібдатної плівки продовж 15-60с і температурі 250°С. В таб. 2 наведені дані, які характеризують адгезію захисного покриття від температури при нагріві молібдатної плівки на протязі 60с. Таблиця 2 Температура, °С Адгезія. Н/см 120 ≥10 150 1 200 0,4 250 0,3 Дані таб. 2 свідчать про суттєве зменшення адгезії при підвищенні температури ≥150°С. Нанесення полімерного шару при одержані захисного покриття відповідно до запропонованого технічного рішення може бути здійснено шляхом 5 91858 ламінування з використанням триацетатної, поліамідної, поліетилентерефталатної та інших плівок промислового виробництва. В таб. 3 наведені дані, які характеризують адгезію комбінованого захисного покриття при використанні поліетилентерефталатної і поліамідної плівок з тонким епоксикаучуковим адгезивним прошарком при оптимальних умовах нанесення молібдатної плівки на поверхню мідної фольги, а саме: Ік=500А/м2, =40с, Т=200°С, термін нагріву 60с. Таблиця 3 Матеріал плівки поліетилентерефталат поліамід Товщина, мкм 30 50 5 5 Адгезія, н/см 0,4 0,5 Дані таб. 3 підтверджують можливість одержання комбінованого захисного покриття з використанням означених плівкових матеріалів, які задовольняють вимогам механічного відокремлення з невеликим зусиллям від поверхні фольги завдяки розділювальним властивостям молібдатної плівки. До переваг триацетатної плівки слід віднести малу вартість, механічну міцність, хімічну та термічну стійкість. Нанесення полімерної плівки може бути здійснено різними методами, в тому числі, ламінуванням, розплавленням гранульованого полімеру [4], сушкою і термічною обробкою нанесеного шару лака [5]. До переваг методу ламінування слід віднести його швидкість і безупинність, а також наявність сучасного технологічного обладнання. Нанесення тонкого адгезійного шару при ламінуванні з використанням термостійкої полімерної плівки може бути здійснено за допомогою роликів відомими способами, наприклад [6, 7]. Комп’ютерна верстка Т. Чепелева 6 Таким чином використання запропонованого способу, в порівнянні з відомим, забезпечує таки переваги: - поліпшення екологічних умов одержання захисного покриття на поверхні корозійностійкої мідної фольги; - можливість спрощеного механічного видалення захисного покриття після одержання фольгованого діелектрика, яке запобігає застосуванню складної обробки поверхні фольги в процесі виготовлення друкованих плат. Це дозволить удосконалити процес одержання корозійностійкої мідної фольги і підвищити ефективність виробництва друкованих плат з її використанням. Джерела інформації: 1. Пат. №3113445 Японія, МКВ 7С23С28/00. Мідна фольга для друкованих плат і спосіб її отримання / Кавасамі Йошіо Заяв. 29.03.1993, опубл. 27.11.2000. 2. Пат. №3103683 Японія, МКВ 7С23С22/00. Спосіб обробки поверхні мідної фольги для друкованих плат / Хіно Єіджі та інші Заяв. 28.08.1992, опуб. 31.10.2000. 3. Пат. №3-14915 Японія, МКВ С25Д7/06, НО5К1/09, (вип.50, 1992, №2, ст.38) Мідна фольга для друкованих плат і спосіб її отримання. 4. Пат. №4113576 США, МКВ С25Д3/04. Спосіб отримання тонкої мідної фольги на полімерному носії. 5. Пат. №2240921 RU, В32В15/08. Спосіб одержання гнучкого лакофольгового матеріалу / Заяв. 26.06.2003, опубл. 27.11.2004. 6. Пат. №4-12638 JP, H05K3/38. Мідна фольга з шаром адгезиву / Заяв. 18.05.1983, опубл. 03.12.1984. 7. Пат. №55-19438 JP, H05K3/00. Спосіб безупинного виготовлення матеріалу для гнучких друкованих плат. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of corrosion-resistant copper foil for the printing plates
Автори англійськоюOLES HONCHAR DNIPROPETROVSK NATIONAL UNIVERSITY
Назва патенту російськоюСпособ получения коррозионностойкой медной фольги для печатных плат
Автори російськоюДНЕПРОПЕТРОВСКИЙ НАЦИОНАЛЬНЫЙ УНИВЕРСИТЕТ ИМЕНИ ОЛЕСЯ ГОНЧАРА
МПК / Мітки
МПК: H05K 3/38, C25D 7/06, C25D 7/00, H05K 1/09
Мітки: плат, корозійностійкої, одержання, спосіб, фольги, друкованих, мідної
Код посилання
<a href="https://ua.patents.su/3-91858-sposib-oderzhannya-korozijjnostijjko-midno-folgi-dlya-drukovanikh-plat.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання корозійностійкої мідної фольги для друкованих плат</a>
Спосіб одержання гальванопластичних виробів, зокрема тонкої мідної фольги для друкованих плат
Номер патенту: 80289
Опубліковано: 10.09.2007
Автори: Троценко Владислав Іванович, Дронь Микола Михайлович, Розмологов Валерій Леонідович
МПК: C25D 1/04, C25D 3/38, C25D 1/00
Мітки: плат, спосіб, фольги, зокрема, одержання, мідної, гальванопластичних, тонкої, виробів, друкованих
Формула / Реферат:
Спосіб одержання гальванопластичних виробів, зокрема тонкої мідної фольги для друкованих плат, що включає нанесення розділового шару на поверхню катодної основи, електроосадження шару металу, який відрізняється тим, що перед електроосадженням шару металу здійснюють плазмохімічне нанесення розділового шару нітриду титану товщиною 0,1-1,0 мкм.
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат
Номер патенту: 73535
Опубліковано: 15.08.2005
Автори: Розмологов Валерій Леонідович, Троценко Владислав Іванович, Курбатова Ольга Лазарєвна, Журавльова Аліна Борисівна
МПК: C25D 3/38, C25D 1/04, B41N 1/00
Мітки: друкованих, електроосадження, мідної, фольги, тонкої, плат, спосіб, багатошарових
Формула / Реферат:
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат, що включає осадження шару міді на катодній стрічковій основі і наступне його відділення, який відрізняється тим, що процес осадження фольги проводять постадійно, при цьому на основі осаджують початковий шар міді товщиною від 0,5 до 1,0мкм, потім наносять проміжний шар нікелю або сплаву на його основі товщиною від 0,1 до 0,3мкм і далі здійснюють осадження основного...
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат
Номер патенту: 72298
Опубліковано: 15.02.2005
Автори: Розмологов Валерій Леонідович, Курбатова Ольга Лазарєвна, Журавльова Аліна Борисівна, Троценко Владислав Іванович
Мітки: тонкої, плат, виготовлення, друкованих, мідної, спосіб, носії, фольги, алюмінієвому
Формула / Реферат:
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, що полягає в електроосадженні шару міді на попередньо оксидовану поверхню основи, виконану з алюмінієвої фольги, що видаляється після з'єднання тонкого шару міді з діелектриком, який відрізняється тим, що алюмінієву фольгу оксидують в розчині сірчаної кислоти від 150 до 200 г/л при щільності струму від 1 до 2 А/дм2 протягом 30-60 с і далі перед осадженням шару...
Спосіб одержання тонкої мідної фольги
Номер патенту: 73536
Опубліковано: 15.08.2005
Автори: Дронь Микола Михайлович, Журавльова Аліна Борисівна, Троценко Владислав Іванович
МПК: C25D 1/04
Мітки: тонкої, спосіб, одержання, мідної, фольги
Формула / Реферат:
Спосіб одержання тонкої мідної фольги, який включає електроосадження металевого підшару та основного шару міді, який відділяють від катодної основи, який відрізняється тим, що здійснюють нанесення підшару металу із групи олова, свинцю, вісмуту, індію або подвійного сплаву олово – свинець евтектичного складу, поверхню якого оплавляють перед осадженням основного шару міді, а наступне відокремлення тонкої фольги від катодної основи здійснюють...
Спосіб отримання мідної фольги
Номер патенту: 44010
Опубліковано: 15.01.2002
Автори: Лазоркін Віктор Андрійович, Чорний Богдан Петрович, Зейдлиць Михайло Петрович, Надемський Віктор Анатолійович, Клинчук Юрій Іванович, Смірнов Юрій Костянтинович
МПК: C25D 1/04
Мітки: мідної, спосіб, отримання, фольги
Формула / Реферат:
Спосіб отримання мідної фольги, що включає осадження шару міді в електроліті міднення на носій, що нескінченно переміщується, і подальше механічне відокремлення його від носія, який відрізняється тим, що як носій є поверхня частково зануреного в електроліт барабана, який обертається, а механічне відокремлення здійснюють шляхом відривання від поверхні цього барабана шару міді, який перед цим було натягнуто по дотичній до цієї поверхні, з...
Попередній патент: Підтримка визначення місцеположення, базованого на супутниках
Наступний патент: Протитравматичний пакет та його застосування
Випадковий патент: Протипухлинний засіб (мебіфон)