Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічними покриттями
Номер патенту: 95566
Опубліковано: 10.08.2011
Автори: Кравченко Максим Павлович, Полонський Леонід Григорович, Машовець Наталія Сергіївна, Лошенков Олександр Григорович
Формула / Реферат
Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічним покриттям, за яким обробляють зразок, враховуючи дефектний прошарок, пошарово видаляючи покриття зі зразка за кількість проходів, рівну частці від ділення товщини покриття на величину глибини різання, яку вибирають мінімально можливою для використовуваного обладнання і кратною товщині покриття, який відрізняється тим, що при кожному проході визначають силу різання і за оптимальний припуск приймають такий, що дорівнює сумарній величині товщин прошарків, що передують якісній зоні, при видаленні якої сила різання має найбільше значення і тримається на такому ж рівні при знятті чергових прошарків у її товщині, щоб нижня межа його знаходилася на початку якісної зони або в її товщі і при цьому поверхня, що утвориться після спрацювання виробу на величину допустимого зносу, знаходилася у межах якісної зони.
Текст
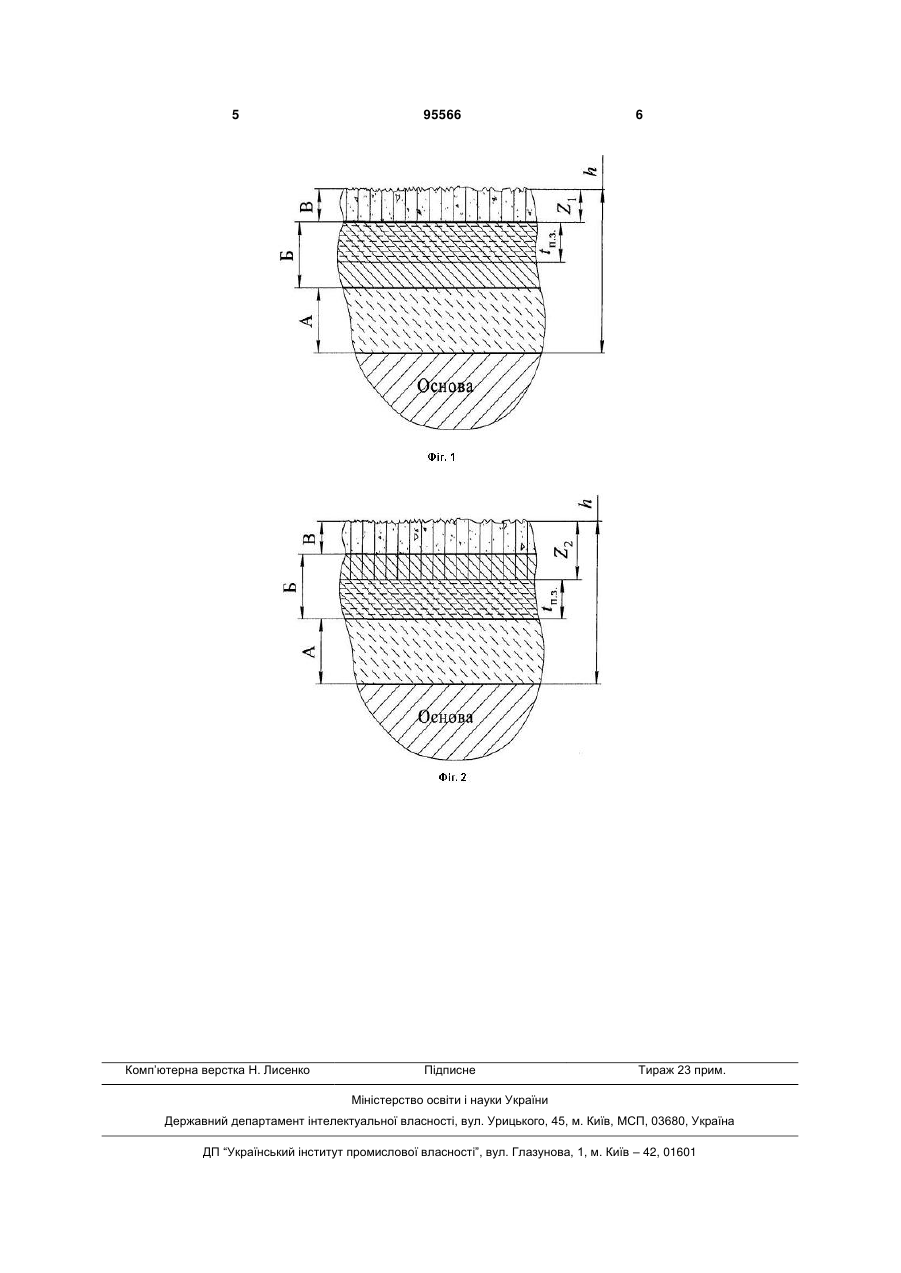
Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічним пок 3 якості визначається за допомогою фактора якості поверхні. Однак ним не можна користуватися під час визначення місця розташування в товщі покриття поверхні з максимальною зносостійкістю, оскільки поверхня з найменшою шорсткістю не обов'язково буде максимально зносостійкою при експлуатації. Таким чином, суттєвим недоліком способупрототипу є те, що його не можна застосовувати при виготовленні таких деталей з покриттями, робочі поверхні яких повинні забезпечувати довготривалу зносостійкість. В основу винаходу поставлена задача удосконалення способу визначення припуску Z на механічну обробку газотермічних покриттів, видалення якого забезпечить отримання робочої поверхні з необхідною зносостійкістю. Поставлена задача вирішується шляхом того, що при кожному проході визначають силу різання і за оптимальний припуск приймають такий, що дорівнює сумарній величині товщин прошарків, що передують якісній зоні, при видаленні якої сила різання має найбільше значення і тримається на такому ж рівні при знятті чергових прошарків у її товщині, щоб нижня межа його знаходилася на початку якісної зони або в її товщі і при цьому поверхня, що утвориться після спрацювання виробу на величину допустимого зносу, знаходилася у межах якісної зони. Відомо, зокрема, з [1, с.20-21, рис.1.3], що показники якості газотермічних покриттів по товщині змінюються з виокремленням трьох шарів: верхнього В - з погіршеними змінними значеннями показників якості; середнього Б - зі стабільними екстремальними (найліпшими) значеннями показників якості; нижнього А - з погіршеними значеннями показників якості. Отже, показники зносостійкості по товщині покриття будуть змінюватися відповідно значенням якості покриття. Знаючи, що покриття по товщині мають змінні властивості, а, середня зона є найякіснішою з точки зору щільності, твердості та зносостійкості, є можливим розмістити робочу поверхню саме в цій зоні. Правильно призначивши припуск, ми зріжемо неякісні прошарки газотермічного покриття, в результаті чого робоча поверхня співпаде з найбільш зносостійким прошарком якісної зони. Суть винаходу пояснюється кресленнями. Перелік креслень: Фіг.1 - товщина найбільш міцної, а, отже, і найбільш зносостійкої зони Б в покритті, варіант розташування і товщина прошарку на допустимий знос tп.з., припуск Z1, що знімається при цьому. Фіг.2 - варіант місця розташування і товщина прошарку на допустимий знос tп.з.. та припуск Z2, що знімається при цьому. Заявлений спосіб визначення оптимального припуску на механічну обробку виробів з газотер 95566 4 мічними покриттями виконують в такій послідовності. 1. Реєструючи значення сили різання, яка виникає при знятті прошарку за прохід (товщина прошарку відповідає глибині різання), знімаємо все покриття за кількість проходів, рівну частці від ділення його товщини h на величину глибини різання, яку вибирають мінімально можливою для використовуваного під час роботи обладнання і кратною товщині покриття і отримуємо масив значень сили різання. 2. Визначаємо за максимальними значеннями сили різання товщину якісної зони Б, при обробці поверхонь, в якій спостерігаються найвищі значення, тобто товщину найбільш міцної, а, отже, і найбільш зносостійкої зони (Фіг.1). 3. На основі отриманих даних для кінцевої обробки приймаємо припуск Z, який дорівнює сумарній величині товщин прошарків, що передують прошарку, при видаленні якого сила різання зростає до найбільшого значення і протягом подальшого зняття чергових прошарків тримається на такому ж рівні. 4. Знаючи товщину і місце розташування якісного прошарку, призначаємо припуск на механічну обробку таким, при знятті якого оброблена поверхня буде знаходитись на початку якісної зони покриття або в її товщі на такій глибині, щоб при цьому товщина прошарку на допустимий знос не була більшою за товщину якісної зони Б (фіг. 2). При проведенні досліджень для реалізації запропонованого способу визначення оптимального припуску на механічну обробку виробів із газотермічними покриттями обробляли зразок, послідовно видаляючи покриття товщиною 1,95мм за 13 проходів (глибина різання t=0,15мм). Після кожного проходу реєстрували силу різання. За найбільшими значеннями, що прослідковувалися після 3-го5-го проходів - 71Н, 69Н, 69Н - визначали дефектний прошарок. Відповідно цьому, за оптимальний припуск Z приймали суму товщин попередніх прошарків, що передували 3-му проходу. Отже, Z=0,3мм. Таким чином, проведені вдосконалення способу визначення оптимального припуску на механічну обробку виробів із газотермічними покриттями дозволили вирішити поставлену задачу. Джерела інформації: 1. Пилипенко О.М. Вібраційна обробка газотермічних покриттів. -Черкаси: Сіяч, 2000. - 203с. 2. Газотермические покрытия из порошковых материалов: Справочник / Ю.С.Борисов, Ю.А.Харламов, С.Л.Сидоренко, Е.Н.Ардатовская. К.: Наук, думка, 1987. - 544с. 3. Патент Российской Федерации №2026771. МПК: В23В1/00. Способ определения оптимального припуска / А.Ф.Багинский, Л.Г.Полонский, В.М.Ночвай и др. - 20.01.95. - Бюл. №2. 5 Комп’ютерна верстка Н. Лиcенко 95566 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining optimal allowance for machining products with gas-thermal coatings
Автори англійськоюPolonskyi Leonid Hryhorovych, Kravchenko Maksym Pavlovych, Loshenkov Oleksandr Hryhorovych, Mashovets Natalia Serhiivna
Назва патенту російськоюСпособ определения оптимального припуска на механическую обработку изделий с газотермическими покрытиями
Автори російськоюПолонский Леонид Григорьевич, Кравченко Максим Павлович, Лошенков Александр Григорьевич, Машовец Наталья Сергеевна
МПК / Мітки
МПК: B23B 1/00
Мітки: покриттями, газотермічними, спосіб, виробів, обробку, визначення, припуску, оптимального, механічну
Код посилання
<a href="https://ua.patents.su/3-95566-sposib-viznachennya-optimalnogo-pripusku-na-mekhanichnu-obrobku-virobiv-z-gazotermichnimi-pokrittyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічними покриттями</a>
Спосіб визначення сумарного припуску чорнового та чистового проходів
Номер патенту: 5507
Опубліковано: 28.12.1994
Автори: Рудник Григорій Іванович, Рижов Едуард Вячеславович, Полонський Леонід Григорович, Клименко Сергій Анатолійович, Потайчук Юрій Іванович, Муковоз Юрій Олександрович, Мозжухін Володимир Кузьмич, Матусевич Віталій Андрійович
МПК: B23B 1/00
Мітки: чистового, чорнового, припуску, сумарного, визначення, спосіб, проходів
Формула / Реферат:
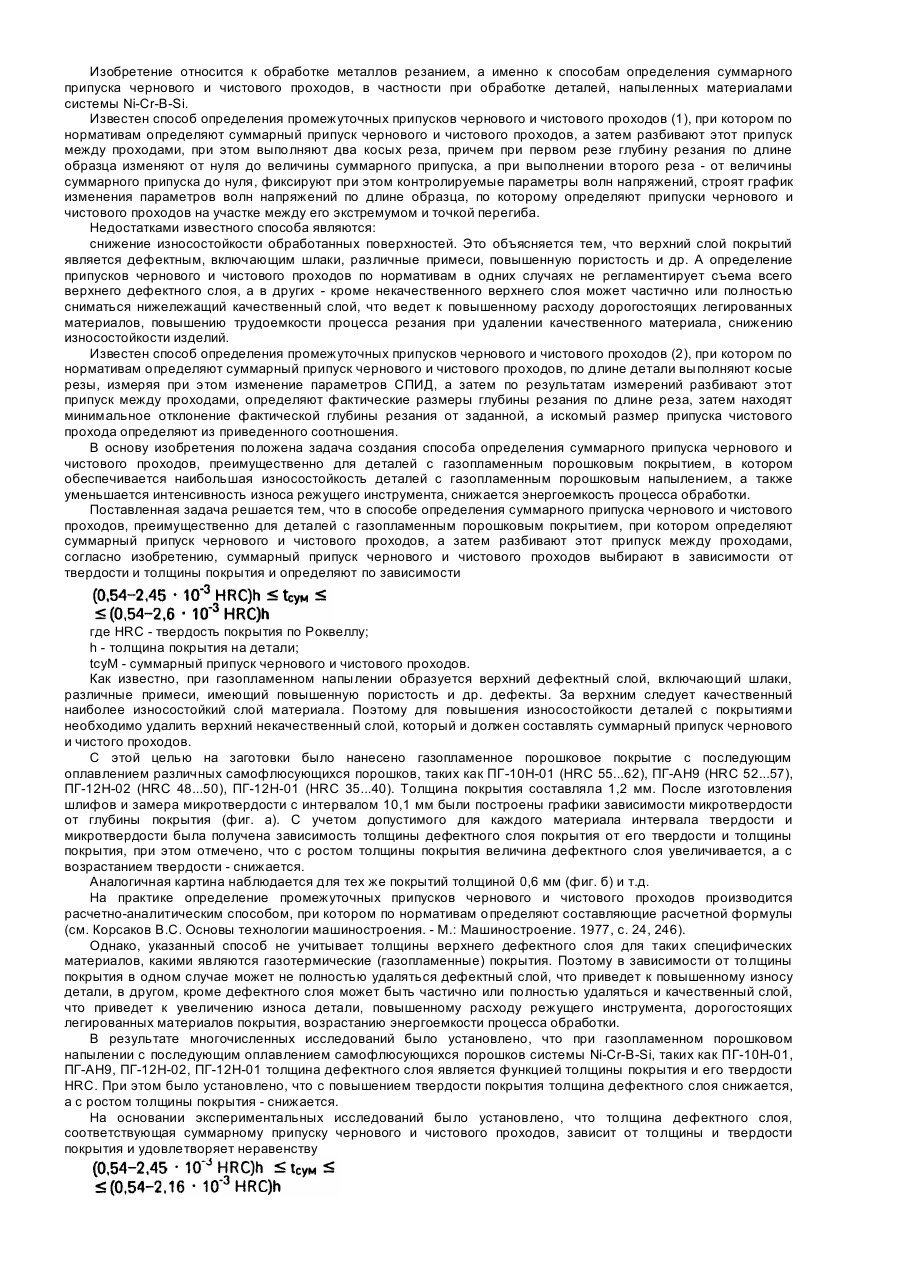
Способ определения суммарного припуска чернового и чистового проходов, преимущественно для деталей с газопламенным порошковым покрытием, при котором определяют суммарный припуск чернового и чистового проходов, а затем разбивают этот припуск между проходами, отличающийся тем, что суммарный припуск чернового и чистового проходов выбирают в зависимости от твердости и толщины покрытия и определяют по зависимости: где: НRСэ -...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку
Номер патенту: 48189
Опубліковано: 10.03.2010
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: одночасної, деталей, обробку, плоских, торцевих, поверхонь, припусками, електричною, двох, дугою, розмірної, спосіб, обробки, різними
Формула / Реферат:
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання...
Спосіб визначення оптимального режиму кріогенної обробки біотрансплантатів
Номер патенту: 7217
Опубліковано: 15.06.2005
Автори: Бігуняк Наталя Володимирівна, Бігуняк Тетяна Володимирівна
МПК: A01N 1/00, G05D 11/00
Мітки: спосіб, оптимального, біотрансплантатів, режиму, кріогенної, обробки, визначення
Формула / Реферат:
Спосіб визначення оптимального режиму кріогенної обробки біотрансплантатів, який включає етап їх пробного заморожування при різних температурах з наступним висушуванням і оцінкою результату за критерієм досягнення максимально щадного впливу на живу тест-систему, який відрізняється тим, що заморожування проб біотрансплантатів здійснюють окремо при - 20°С, - 40°С і - 196°С, а висновок про досягнення оптимального технологічного режиму роблять за...
Спосіб визначення оптимального положення голови та шиї хворого при хірургічному втручанні
Номер патенту: 49928
Опубліковано: 11.05.2010
Автори: Зоргач Віталій Юрійович, Дибкалюк Сергій Віталійович, Черняк Віктор Анатолійович
МПК: A61B 17/00
Мітки: положення, спосіб, хворого, втручанні, хірургічному, голови, визначення, оптимального, ши
Формула / Реферат:
Спосіб визначення оптимального положення голови та шиї хворого при хірургічному втручанні, що здійснюють шляхом проведення ультрасонографічних досліджень, який відрізняється тим, що додатково проводять ультрасонографічні дослідження магістральних судин шиї при положенні голови "прямо", "вправо", "вліво", в горизонтальному, піднятому та опущеному положенні голови з використанням ортопедичних шийних валиків різної...
Спосіб визначення “сухої ваги” і оптимального обсягу ультрафільтрації у хворих, що лікуються програмним гемодіалізом
Номер патенту: 39355
Опубліковано: 15.06.2001
Автори: Родін Ігор Миколайович, Захаров Вадим Васильович, Денісов Віктор Костянтинович
МПК: A61M 1/14
Мітки: обсягу, хворих, лікуються, оптимального, програмним, сухої, гемодіалізом, ваги, ультрафільтрації, визначення, спосіб
Формула / Реферат:
Спосіб визначення «сухої ваги» і оптимального обсягу ультрафільтрації у хворих, що лікуються програмним гемодіалізом, включає клінічне обстеження хворого, який відрізняється тим, що додатково для більш точного перебування «сухої ваги», до гемодіалізу виконують грудну реографію, при індексі грудного імпедансу більше 21,1 ±0,5 см2/ом хворому зменшують «суху масу» тіла, кількість рідини, що видаляється з організму пацієнта, обчисляють за...
Попередній патент: Захисний пристрій на основі фотонного кристала і спосіб формування такого пристрою
Наступний патент: Спосіб одержання засобу з протизапальною, анальгетичною та діуретичною активністю
Випадковий патент: Банка