Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку
Формула / Реферат
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання частини припуску до моменту вирівнювання його залишку на обох деталях, а на другому етапі - на біполярному режимі обробки зі зміною частоти у межах від 0,01 до 50 Гц, що забезпечує рівномірне знімання залишкового припуску, причому величини проміжних припусків пов'язані з величинами загальних припусків деталей співвідношеннями:
![]()
де П1, П2, - загальні припуски обробки, відповідно, першої та другої деталей, які задаються кресленням, причому П1, П2, Пп1, Пп2 - припуски обробки, відповідно, першої та другої деталей на уніполярному режимі, що відповідають першому етапу обробки; Км=Пп1/Пп2 - співвідношення, що визначається експериментально і пов'язано з уніполярністю обробки та відповідає вибраній полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам деталей; Пк - залишковий рівномірний припуск на кожну деталь, що відповідає другому етапу обробки.
Текст
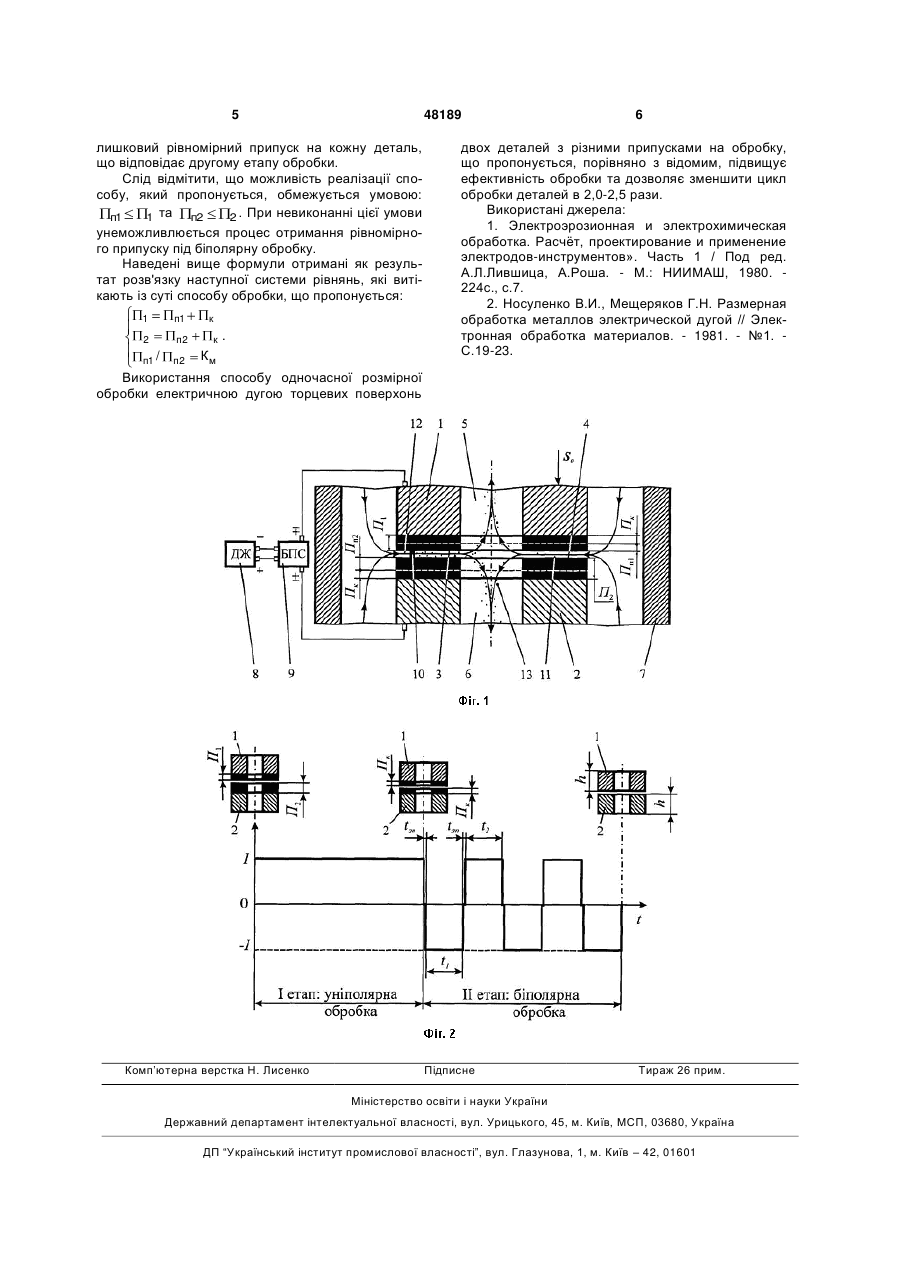
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання частини припуску до моменту вирівнювання його залишку на обох деталях, а на другому етапі - на біполярному ре жимі обробки зі зміною частоти у межах від 0,01 до 50 Гц, що забезпечує рівномірне знімання залишкового припуску, причому величини проміжних припусків пов'язані з величинами загальних припусків деталей співвідношеннями: Передбачувана корисна модель стосується області електроерозійної обробки і може бути використана в машинобудуванні для одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей переважно із важкооброблюваних матеріалів, наприклад торцевих поверхонь твердосплавних валків для прокатування дроту у випадку, коли припуски на обробку різні. Відомі аналогічні способи електроерозійної обробки плоских торцевих поверхонь деталей, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [1]. Вони дозволяють здійснювати одночасну обробку двох деталей. Електрична енергія в аналогічних способах обробки плоских торцевих поверхонь деталей вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю обробки. Відомий високопродуктивний спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей [2], в якому енергія вводиться в зону обробки безперервно, а інструментом є електрична дуга, що горить в торцевому міжелектродному зазорі в потужному гідродинамічному потоці робочої рідини. Для забезпечення можливості прокачування робочої рідини в торцевому міжелектродному зазорі в деталях передбачаються технологічні отвори, або використовуються природні внутрішні отвори кільцевих деталей. Однак, у відомому способі, у зв'язку з уніполярністю обробки, унеможливлюється одночасна обробка двох деталей з прогнозованим зніманням з них різних припусків за один хід шпинделя. Тому процес здійснюють за методом поступового наближення: в багатозупинному режимі з проміжним вимірюванням величин залишкових припусків та з корегування режиму обробки. Останнє суттєво подовжує цикл обробки деталей та підвищує їх вартість. п1 Км 1 Км 1 2 ; п2 1 2 Км 1 ; к 1 Км 1 Км 1 2 , (19) UA (11) 48189 (13) U де П1, П2, - загальні припуски обробки, відповідно, першої та другої деталей, які задаються кресленням, причому П1, П2, Пп1, Пп2 - припуски обробки, відповідно, першої та другої деталей на уніполярному режимі, що відповідають першому етапу обробки; Км=Пп1/Пп2 - співвідношення, що визначається експериментально і пов'язано з уніполярністю обробки та відповідає вибраній полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам деталей; Пк залишковий рівномірний припуск на кожну деталь, що відповідає другому етапу обробки. 3 48189 Задачею даного винаходу є підвищення ефективності одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку за рахунок скорочення її циклу. Дана задача вирішується у відомому способі розмірної одночасній обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, за рахунок того, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання частини припуску до моменту вирівнювання його залишку на обох деталях, а на другому етапі - на біполярному режимі обробки зі зміною частоти у межах від 0,01 до 50Гц, що забезпечує рівномірне знімання залишкового припуску, причому величини проміжних припусків пов'язані з величинами загальних припусків деталей співвідношеннями п1 Км 1 Км 1 2 ; п2 1 2 Км 1 ; к 1 Км 1 Км 1 2 , де 1 , 2 - загальні припуски обробки, відповідно, першої та другої деталі, які задаються кресленням, причому 1 2; п1 , п2 , - припуски обробки, відповідно, першої та другої деталі на уніполярному режимі, що відповідають першому етапу обробки; К м п1 / п2 - співвідношення, що визначається експериментально і пов'язано з уніполярністю обробки та відповідає вибраної полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам деталей; к - залишковий рівномірний припуск на кожну деталь, що відповідає другому етапу обробки. На приведених фігурах зображено: Фіг.1 - принципову схему реалізації технічного рішення, що пропонується; Фіг.2 - типовий графік зміни полярності сили технологічного струму зі схематичним зображенням деталей перед початком обробки, після закінчення першого етапу та після закінчення обробки. Перед початком роботи (Фіг.1, 2) деталь 1, що підлягає обробки, закріплюють на верхньому шпинделі верстата (на схемі не показано), а таку ж саму деталь 2, що теж підлягає обробки, закріплюють на столі верстата (на схемі не показано). Кріплення забезпечує дзеркальне розташування торцевих поверхонь 3, 4, що обробляються. При цьому попередньо виконані технологічні отвори 5, 6 в деталях 1, 2 повинні бути співвісні. Величини припусків обробки деталей 1, 2 1, 2 - різні, причому 1 2 . Зону обробки обмежують герметичною камерою 7. Далі вмикають електродвигун насоса подачі робочої рідини (наприклад, рідини на базі органічного середовища) в камеру 7 верстата під технологічним тиском (у межах 0,24МПа), вмикають джерело живлення постійним технологічним струмом 8, встановлюють необхідний уніполярний режим роботи (обробка на прямій 4 або на зворотній полярності; при цьому вихідна частота на біполярному перетворювачу струму 9 дорівнює нулю Гц) і ведуть перший етап обробки торцевих поверхонь 3, 4 одночасно двох деталей 1, 2 електричною дугою 10 з використанням автоматичної системи слідкування (на фігурах не показана) за торцевим міжелектродним зазором 11. В процесі обробки електрична дуга 10 горить між торцевими поверхнями 3, 4 деталей 1, 2 в потужному гідродинамічному потоці робочої рідини 12, який відповідає за якість обробки та забезпечує оптимальні умови евакуації продуктів ерозії 13 із зони обробки. Внаслідок того, що торцеві поверхні 3, 4 деталей 1, 2 розташовані дзеркально, а також завдяки тому, що технологічні отвори 6, 7 співвісні, гарантується 100% охоплення площі обробки торцевих поверхонь 3, 4 обох деталей 1, 2. Після досягнення розрахункової величини залишкового рівномірного припуску к (формула наведена нижче), переходимо до реалізації другого етапу обробки - біполярної обробки деталей. Біполярний за силою технологічного струму режим обробки забезпечує рівномірне знімання припуску з обох деталей. Силу струму змінюють з частотою у межах від 0,01 до 50 Гц, причому нижня межа відповідає більший площі обробки торцевої поверхні (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of simultaneous dimensional machining by electric arc of flat butt ends of two components with different manufacturing tolerances
Автори англійськоюBokov Viktor Myhailovych, Sisa Oleh Fedorovych
Назва патенту російськоюСпособ одновременной размерной обработки электрической дугой плоских торцевых поверхностей двух деталей с разными допусками на обработку
Автори російськоюБоков Виктор Михайлович, Сиса Олег Федорович
МПК / Мітки
МПК: B23H 1/00
Мітки: дугою, деталей, спосіб, двох, обробку, одночасної, різними, торцевих, електричною, плоских, розмірної, обробки, поверхонь, припусками
Код посилання
<a href="https://ua.patents.su/3-48189-sposib-odnochasno-rozmirno-obrobki-elektrichnoyu-dugoyu-ploskikh-torcevikh-poverkhon-dvokh-detalejj-z-riznimi-pripuskami-na-obrobku.html" target="_blank" rel="follow" title="База патентів України">Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку</a>
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей
Номер патенту: 45498
Опубліковано: 10.11.2009
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: спосіб, розмірної, торцевих, деталей, одночасної, обробки, електричною, поверхонь, плоских, двох, дугою
Формула / Реферат:
1. Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють при дзеркальному розташуванні торцевих поверхонь деталей і поступальному осьовому відносному їх зустрічному русі, з вилученням робочої рідини із торцевого міжелектродного зазору крізь співвісні отвори в...
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: дугою, розмірної, кільцевих, плоских, обробки, деталей, поверхонь, спосіб, торцевих, електричною
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу
Номер патенту: 4410
Опубліковано: 17.01.2005
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: поверхонь, складного, дугою, електричною, спосіб, обробки, рельєфу, торцевих, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють двошаровим електродом-інструментом, причому торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час як торцеву робочу поверхню...
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу

Номер патенту: 19947
Опубліковано: 15.01.2007
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: електричною, обробки, розмірної, рельєфу, спосіб, торцевих, поверхонь, складного, дугою
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, а обробку здійснюють двошаровим електродом-інструментом, причому торцеву поверхню внутрішнього шару виконують еквідистантною поверхні виробу, в той же час як торцеву робочу поверхню зовнішнього шару – еквідистантною поверхні заготовки, а шар...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, дугою, поверхонь, розмірної, конічних, спосіб, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Попередній патент: Спосіб ранньої діагностики атеросклеротичного ураження судин у хворих на ревматоїдний артрит
Наступний патент: Спосіб отримання самозагострюваних різальних елементів деталей машин
Випадковий патент: Спосіб виробництва м'яса яловичини за технологією "sousvide"