Спосіб вакуумно-плазмової обробки рідкого металу в потоці
Номер патенту: 96962
Опубліковано: 26.12.2011
Автори: Мельник Сергій Григорович, Найдек Володимир Леонтійович, Гончар Борис Семенович, Діюк Євген Пилипович, Нарівський Анатолій Васильович, Сотник Володимир Ілліч


Формула / Реферат
Спосіб вакуумно-плазмової обробки рідкого металу в потоці, який включає плазмове продування та нагрівання розплаву при постійному вакуумуванні його в камері, вакуумне ущільнення якої здійснюють оброблюваним металом, що рухається через проміжний ківш та вертикальну перегородку в ньому, який відрізняється тим, що плазмовий струмінь подають в розплав крізь вертикальну стінку в уступі, що розташований в днищі цього ковша, і пропускають сплав після обробки його плазмою в вакуумі, над додатковою перегородкою, висота якої на 25-50 мм менше, ніж рівень металу в розливальній камері проміжного ковша або пристрою.
Текст
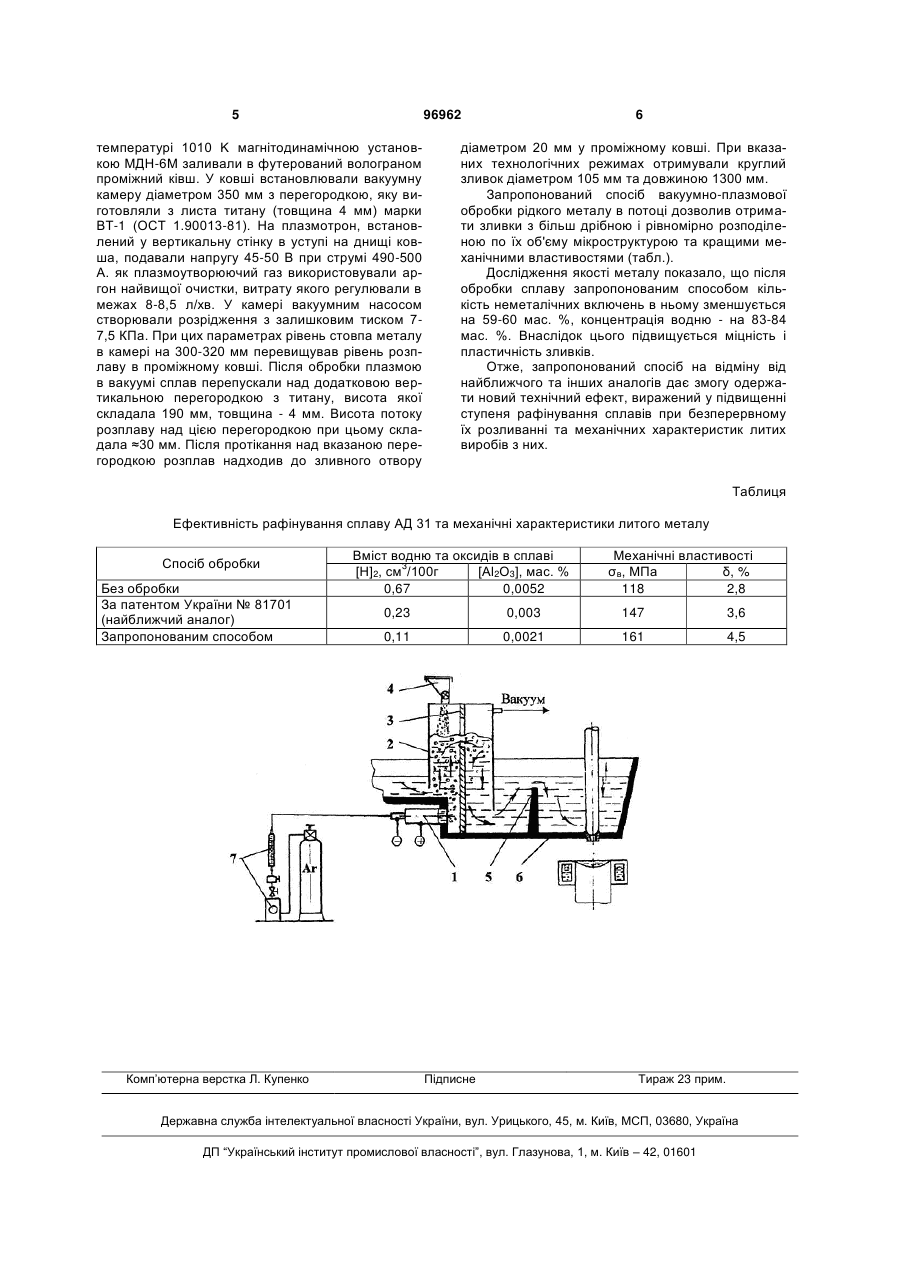
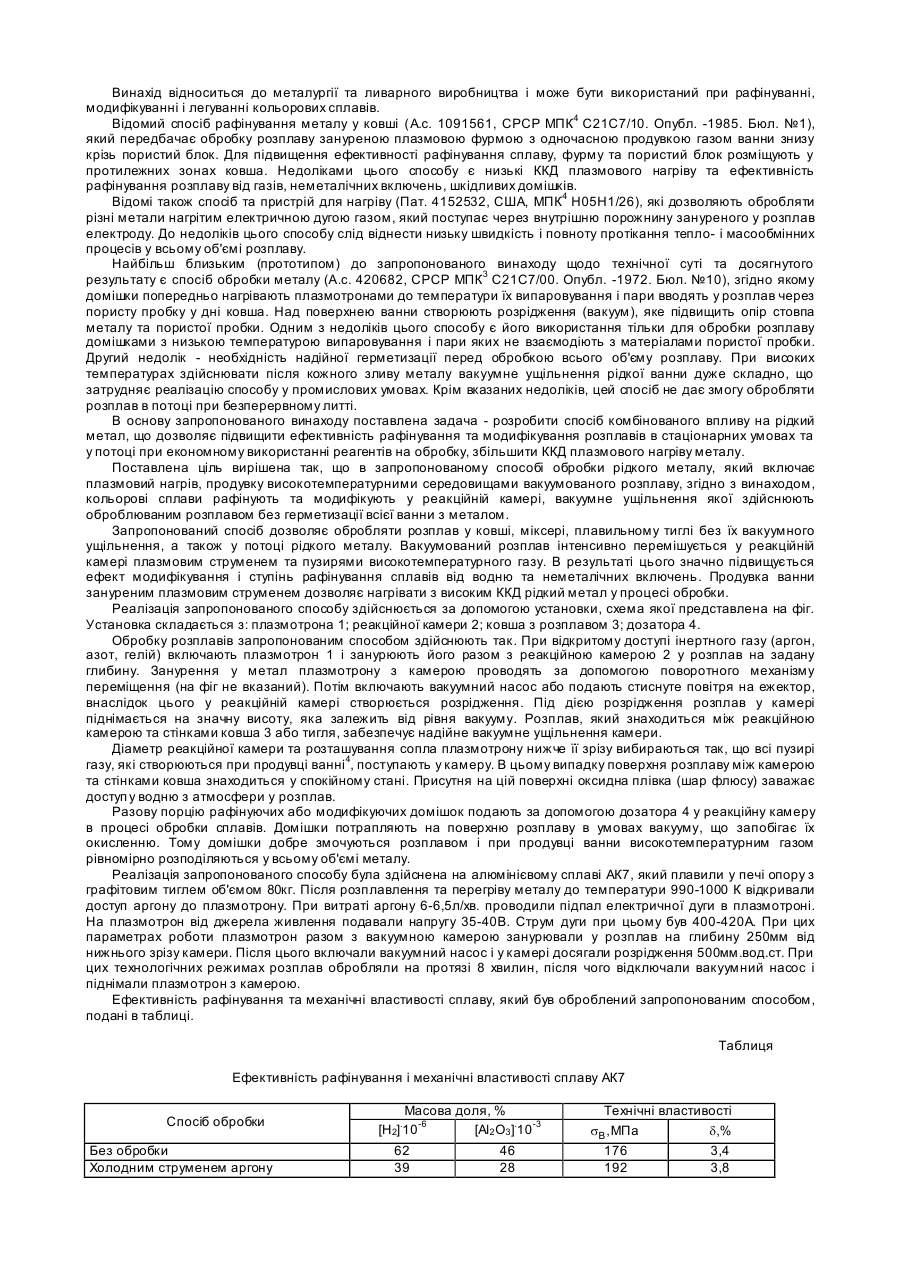
Спосіб вакуумно-плазмової обробки рідкого металу в потоці, який включає плазмове продування та нагрівання розплаву при постійному вакуумуванні його в камері, вакуумне ущільнення якої здійснюють оброблюваним металом, що рухається через проміжний ківш та вертикальну перегородку в ньому, який відрізняється тим, що плазмовий струмінь подають в розплав крізь вертикальну стінку в уступі, що розташований в днищі цього ковша, і пропускають сплав після обробки його плазмою в вакуумі, над додатковою перегородкою, висота якої на 25-50 мм менше, ніж рівень металу в розливальній камері проміжного ковша або пристрою. UA (21) a200905837 (22) 09.06.2009 (24) 26.12.2011 (46) 26.12.2011, Бюл.№ 24, 2011 р. (72) НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, НАРІВСЬКИЙ АНАТОЛІЙ ВАСИЛЬОВИЧ, МЕЛЬНИК СЕРГІЙ ГРИГОРОВИЧ, ГОНЧАР БОРИС СЕМЕНОВИЧ, ДІЮК ЄВГЕН ПИЛИПОВИЧ, СОТНИК ВОЛОДИМИР ІЛЛІЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) UA 81 701 C2, 25.01.2008 UA 85 988 C2, 10.03.2009 UA 86 725 C2, 12.05.2009 RU 94020625 A1, 10.04.1996 RU 2 072 143 C1, 20.01.1997 US 4 152 532 A, 01.05.1979 C2 2 (19) 1 3 нення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому з одночасним плазмовим та додатковим індукційним тепловим впливом на рідкий метал, при цьому висоту стовпа рідкого металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері. Недоліками цього способу є низький ступінь рафінування сплавів, тому що рідкий метал, що надходить на позицію розливання, недостатньо очищується від газів, неметалевих включень та нерозчинених в ньому легуючих (модифікуючих) реагентів, які замішуються в розплав при обробці його в камері, а також складність реалізації способу в промислових умовах. Задачею запропонованого винаходу є розробка більш простого способу вакуумування сплавів при їх розливці з одночасною термокінетичною дією плазмового струменя на нижні шари розплаву з подальшим пропусканням обробленого металу над додатковою перегородкою, що встановлена в розливальній частині проміжного ковша або пристрою. Поставлена задача вирішується тим, що у запропонованому способі вакуумно-плазмової обробки рідкого металу в потоці, який включає плазмове продування та нагрівання розплаву при постійному вакуумуванні його в камері, ущільнення якої здійснюють оброблюваним металом, що рухається через проміжний ківш та вертикальну перегородку в ньому, згідно з винаходом, плазмовий струмінь подають в розплав крізь вертикальну стінку в уступі, що розташований в днищі цього ковша, і пропускають сплав, після обробки його плазмою в вакуумі над додатковою перегородкою, висота якої на 25-50 мм менше, ніж рівень металу в розливній камері проміжного ковша або пристрою. Запропонований спосіб дозволяє зменшити на 15-20 K температуру перегрівання сплавів в плавильному агрегаті та обробляти рідкий метал в потоці під час розливки. При подачі плазмового струменя крізь вертикальну стінку в уступі, що у днищі ємності, відбувається більш інтенсивне його роздрібнювання на пухирці, порівняно з прототипом. Це обумовлено тим, що струмінь надходить в рідкий метал перпендикулярно його руху в вакуумній камері. За прототипом плазмовий струмінь надходить за напрямком руху розплаву в камері, що значно знижує ступінь подрібнення високотемпературного газу. Як плазмоутворюючий газ використовують аргон, азот, гелій або їх суміші. При застосуванні азоту можна проводити азотування сталі в проміжній ємності нагрітим у плазмотроні та частково іонізованим газом замість важкої операції нітридного зміцнення сплавів. Постійний термокінетичний вплив плазмовим струменем на сплави, що надходять до вакуумної камери, збільшує інтенсивність взаємодії газореагентних середовищ та масоперенос в рідкому металі. 96962 4 Пропускання обробленого плазмою в вакуумі сплаву над додатковою перегородкою, що встановлена в розливальній частині ковша дозволяє ефективно очищувати розплав від газів та неметалевих включень, які замішуються в нього при обробці в вакуумній камері. Висота потоку розплаву над додатковою перегородкою повинна бути 2550 мм від рівня рідкометалевої ванни в розливальній частині ковша. Висоту потоку сплаву над цією перегородкою регулюють швидкостями наливання металу в проміжну ємність та розливання його з неї. При меншій висоті потоку металу, ніж вказана, можливо захоплення сплавом шлаку або флюсу, які завжди перебувають на поверхні ванни при безперервній розливці металу. При висоті потоку розплаву над цією перегородкою більше 50 мм гази та неметалеві включення не встигають видалятися з металу і надходять в розливний отвір. Рафінуючі або легуючі домішки надходять порціями на поверхню розплаву при вакуумуванні, що запобігає їх окисленню. Тому домішки добре змочуються інтенсивно перемішуючим металом і рівномірно розподіляються у ньому. В результаті цього підвищуються ефекти легування та модифікування сплавів при менших витратах реагентів на їх обробку. Реалізація запропонованого способу здійснюється за допомогою пристрою, схема якого представлена на кресленні. Пристрій складається з: водоохолоджуючого плазмотрона 1; вакуумної камери 2 з перегородкою 3, яка розділяє камеру на дві порожнини - нагнітання і зливу розплаву; дозатора 4; додаткової перегородки 5, що встановлена в проміжному ковші 6; системи 7 для подачі газу в плазмотрон. Обробку рідкого металу запропонованим способом здійснюють так. При відкритому доступі газу вмикають плазмотрон 1 і заливають рідкий метал у проміжну ємність при закритому зливному отворі. Розплав з позиції його заливки через технологічні отвори в перегородці 3 заповнює весь простір ковша до рівня, достатнього для герметизації вакуумної камери (як правило, на 50-100 мм вище нижнього зрізу камери). Після цього вмикають вакуумний насос (на кресленні не показаний), відкривають доступ металу в кристалізатор. Під дією розрідження розплав підіймається у вакуумній камері 2 на певну висоту, яка залежить від величини залишкового тиску в камері при вакуумуванні та витрати газу через плазмотрон. Рідкий метал при постійному плазмовокінетичному впливі в умовах вакууму безперервно надходить через перегородку 3 у зливну порожнину камери. При легуванні або модифікації металу домішки подають на його поверхню в вакуумі дозатором 4, в якому необхідну кількість реагентів розміщують перед обробкою сплаву. Після вакуумно-плазмової обробки розплав над додатковою перегородкою 5 з висотою потоку 25-50 мм надходить до зливного отвору в проміжній ємності 6. Реалізацію запропонованого способу здійснювали на алюмінієвому сплаві АД 31 (ГОСТ 2385579) при виготовленні безперервно литих зливків у вертикальному кристалізаторі. Рідкий метал при 5 96962 температурі 1010 K магнітодинамічною установкою МДН-6М заливали в футерований волограном проміжний ківш. У ковші встановлювали вакуумну камеру діаметром 350 мм з перегородкою, яку виготовляли з листа титану (товщина 4 мм) марки ВТ-1 (ОСТ 1.90013-81). На плазмотрон, встановлений у вертикальну стінку в уступі на днищі ковша, подавали напругу 45-50 В при струмі 490-500 А. як плазмоутворюючий газ використовували аргон найвищої очистки, витрату якого регулювали в межах 8-8,5 л/хв. У камері вакуумним насосом створювали розрідження з залишковим тиском 77,5 КПа. При цих параметрах рівень стовпа металу в камері на 300-320 мм перевищував рівень розплаву в проміжному ковші. Після обробки плазмою в вакуумі сплав перепускали над додатковою вертикальною перегородкою з титану, висота якої складала 190 мм, товщина - 4 мм. Висота потоку розплаву над цією перегородкою при цьому складала ≈30 мм. Після протікання над вказаною перегородкою розплав надходив до зливного отвору 6 діаметром 20 мм у проміжному ковші. При вказаних технологічних режимах отримували круглий зливок діаметром 105 мм та довжиною 1300 мм. Запропонований спосіб вакуумно-плазмової обробки рідкого металу в потоці дозволив отримати зливки з більш дрібною і рівномірно розподіленою по їх об'єму мікроструктурою та кращими механічними властивостями (табл.). Дослідження якості металу показало, що після обробки сплаву запропонованим способом кількість неметалічних включень в ньому зменшується на 59-60 мас. %, концентрація водню - на 83-84 мас. %. Внаслідок цього підвищується міцність і пластичність зливків. Отже, запропонований спосіб на відміну від найближчого та інших аналогів дає змогу одержати новий технічний ефект, виражений у підвищенні ступеня рафінування сплавів при безперервному їх розливанні та механічних характеристик литих виробів з них. Таблиця Ефективність рафінування сплаву АД 31 та механічні характеристики литого металу Спосіб обробки Без обробки За патентом України № 81701 (найближчий аналог) Запропонованим способом Комп’ютерна верстка Л. Купенко Вміст водню та оксидів в сплаві 3 [Н]2, см /100г [Аl2О3], мас. % 0,67 0,0052 Механічні властивості σв, МПа δ, % 118 2,8 0,23 0,003 147 3,6 0,11 0,0021 161 4,5 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for vacuum-plasma treatment of liquid metal and metal in the flow
Автори англійськоюNaidek Volodymyr Leontiiovych, Narivskyi Anatolii Vasyliovych, Melnyk Serhii Hryhorovych, Honchar Borys Semenovych, Diiuk Yevhen Pylypovych, Sotnyk Volodymyr Illich
Назва патенту російськоюСпособ вакуумно-плазменной обработки жидкого металла в потоке
Автори російськоюНайдек Владимир Леонтьевич, Наривский Анатолий Васильевич, Мельник Сергей Григорьевич, Гончар Борис Семенович, Диюк Евгений Филиппович, Сотник Владимир Ильич
МПК / Мітки
МПК: C21C 7/10, C22B 9/22, H05H 1/26, C21C 7/00, C22B 9/05
Мітки: металу, рідкого, обробки, спосіб, потоці, вакуумно-плазмової
Код посилання
<a href="https://ua.patents.su/3-96962-sposib-vakuumno-plazmovo-obrobki-ridkogo-metalu-v-potoci.html" target="_blank" rel="follow" title="База патентів України">Спосіб вакуумно-плазмової обробки рідкого металу в потоці</a>
Спосіб вакуумно-плазмової обробки розплаву металу
Номер патенту: 85988
Опубліковано: 10.03.2009
Автори: Гарін Анатолій Дмітрієвіч, Найдек Володимир Леонтійович, Сичевський Анатолій Антонович, Гарін Олєг Анатольєвіч, Біленький Давид Миронович, Ганжа Микола Сергійович, Піонтковська Наталя Сергіївна, Нарівський Анатолій Васильович
Мітки: спосіб, обробки, металу, розплаву, вакуумно-плазмової
Формула / Реферат:
1. Спосіб вакуумно-плазмової обробки розплаву металу, що включає його плазмовий нагрів, продувку та вакуумування високотемпературним газом у камері, яку вакуумно ущільнюють оброблюваним розплавом, який відрізняється тим, що додатково здійснюють циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ванну за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій...
Спосіб обробки рідкого металу в проміжному ковші
Номер патенту: 81701
Опубліковано: 25.01.2008
Автори: Смірнов Олексій Миколайович, Найдек Володимир Леонтійович, Курпас Володимир Іванович, Нарівський Анатолій Васильович, Горюк Максим Степанович, Дубодєлов Віктор Іванович, Якобше Ричард Якубович
МПК: C22B 9/00, C22B 9/05, C22B 9/22, C22B 9/04, H05H 1/26
Мітки: спосіб, проміжному, рідкого, ковші, обробки, металу
Формула / Реферат:
Спосіб обробки рідкого металу в проміжному ковші, який включає одночасне плазмове продування та нагрівання плазмоутворюючим газом вакуумованого рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому...
Спосіб вакуумно-плазмової обробки сплавів у магнітодинамічній установці
Номер патенту: 86725
Опубліковано: 12.05.2009
Автори: Горюк Максим Степанович, Фікссен Владислав Миколайович, Ганжа Микола Сергійович, Дубодєлов Віктор Іванович, Слажнєв Микола Андрійович, Найдек Володимир Леонтійович, Нарівський Анатолій Васильович, Скоробагатько Юлія Петрівна
Мітки: сплавів, спосіб, магнітодинамічний, вакуумно-плазмової, обробки, установці
Формула / Реферат:
1. Спосіб вакуумно-плазмової обробки сплавів у магнітодинамічній установці, що включає плазмовий та індукційний нагрів розплаву сплаву, його подавання крізь вакуум-камеру над вертикальною перегородкою, що ділить вакуум-камеру на нагнітальний і зливальний канали, продувку розплаву сплаву високотемпературним газом плазмового струменя у вакуум-камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом, який відрізняється...
Спосіб обробки рідкого металу
Номер патенту: 69091
Опубліковано: 16.08.2004
Автори: Нарівський Анатолій Васильович, Федоров Андрій Олександрович, Ганжа Микола Сергійович, Найдек Володимир Леонтійович, Сичевський Анатолій Антонович, Біленький Давид Миронович
Мітки: обробки, металу, спосіб, рідкого
Формула / Реферат:
Спосіб обробки рідкого металу, що включає плазмовий нагрів та рафінування і модифікування шляхом продувки високотемпературними середовищами вакуумованого розплаву, який відрізняється тим, що кольорові сплави рафінують та модифікують у реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом.
Спосіб обробки рідкого металу в ковші-печі та пристрій для його здійснення
Номер патенту: 90389
Опубліковано: 26.04.2010
Автори: Найдек Володимир Леонтійович, Курпас Володимир Іванович, Ганжа Микола Сергійович, Мельник Сергій Григорович, Біленький Давид Миронович, Нарівський Анатолій Васильович, Сичевський Анатолій Антонович
МПК: C22B 9/00, C21C 7/10, C21C 7/00, F27D 11/08, C21C 7/072
Мітки: спосіб, обробки, здійснення, металу, пристрій, ковші-печі, рідкого
Формула / Реферат:
1. Спосіб обробки рідкого металу в ковші-печі, за яким циркуляційне вакуумування рідкого металу здійснюють в камері з вертикальною перегородкою та одночасно продувають його газами крізь бокову стінку порожнини всмоктування, розташовану над поверхнею рідкого металу в ковші-печі, який відрізняється тим, що рідкий метал постійно переміщують газом в плазмовому стані з зони нагрівання цього металу електричною дугою крізь вакуумовану камеру з...
Попередній патент: Азаадамантанові похідні і способи застосування
Наступний патент: Спосіб двоступеневої деаерації води та установка для його здійснення
Випадковий патент: Шляхова вітроелектростанція з муфтою