Спосіб та система для виготовлення нарізної арматури
Номер патенту: 111962
Опубліковано: 11.07.2016
Автори: Морріс Брент Майкл, Браун Джеррі Томас, Гріггс Френсіс У., Доллар Джеймс Р.

Формула / Реферат
1. Спосіб виготовлення нарізної арматури, який включає:
забезпечення спрямованої прохідної болванки, що містить корпус, що видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має визначений поперечний переріз площини, яка перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, в якому перша частина площини розташована суміжно до повздовжньої осі, а друга частина площини і третя частина площини розташовані віддаленими від повздовжньої осі на протилежних кінцях першої частини площини;
де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна, а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і
формування нарізної арматури, що містить по суті безперервну різь, із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу.
2. Спосіб за п. 1, в якому одна по суті безперервна різь охоплює щонайменше дев'яносто відсотків довжини окружності нарізної арматури.
3. Спосіб за п. 1, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини.
4. Спосіб за п. 3, в якому перша частина площини має прямокутну форму, а друга частина площини і третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини, а третя частина площини розташована вертикально нижче першої частини площини.
5. Спосіб за п. 1, в якому площина має форму арахісу або пісочного годинника.
6. Спосіб за п. 1, в якому композиція нарізної арматури включає:
С, що менше або дорівнює 0,60 мас. %;
Мn, що менше або дорівнює 1,6 мас. %;
Р, що менше або дорівнює 0,06 мас. %;
Сu, що менше або дорівнює 1,00 мас. %;
V, що менше або дорівнює 0,20 мас. %; і
де решту складає залізо і неминучі домішки.
7. Спосіб за п. 1, в якому висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури.
8. Спосіб за п. 1, в якому забезпечення спрямованої прохідної болванки включає формування спрямованої прохідної болванки з заготовки.
9. Спосіб за п. 8, в якому спрямована прохідна болванка утворена шляхом прокатки заготовки через набір напрямних пропускних роликів, що мають розміщені один навпроти одного напрямні прохідні пази, які створюють визначений поперечний переріз площини, що перетинає повздовжню вісь, яка має першу частину площини, що має першу ширину, другу частину площини, що має другу ширину, і третю частину площини, що має третю ширину.
10. Спосіб за п. 9, в якому розміщені один навпроти одного напрямні прохідні пази мають глибину в діапазоні від 0,178 до 0,2705 дюйма включно, радіус кривизни в діапазоні від 0,1470 до 0,7442 дюйма включно та радіус кутової кривизни в діапазоні від 0,3378 до 0,757 дюйма включно.
11. Спосіб за п. 9, в якому набір напрямних пропускних роликів має перший напрямний пропускний ролик, віддалений від другого напрямного пропускного ролика для створення зазору між першим напрямним пропускним роликом і другим напрямним пропускним роликом в діапазоні від 0,005 і 0,250 дюйма включно.
12. Спосіб за п. 9, в якому спрямована прохідна болванка утворена за допомогою гарячої прокатки при температурі в діапазоні від 1650 до 2250 градусів за Фаренгейтом включно.
13. Спосіб за п. 9, в якому спрямована прохідна болванка утворюється шляхом прокатки зі швидкістю в діапазоні від 300 до 2600 футів на хвилину включно.
14. Спосіб за п. 1, в якому формування нарізної арматури зі спрямованої прохідної болванки включає прокатку спрямованої прохідної болванки через набір роликів для нарізування різі, що має розміщені один навпроти одного нарізні напрямні пази з розміщеними одна навпроти одної нарізними спрямованими накатками в розміщених один навпроти одного пазах.
15. Спосіб за п. 14, в якому розміщені один навпроти одного нарізні напрямні пази мають глибину в діапазоні від 0,2015 до 0,386 дюйма включно, радіус кривизни паза в діапазоні від 0,2358 до 0,4470 дюйма включно, а радіус кривизни кута в діапазоні від 0,0355 до 0,0447 дюйма включно.
16. Спосіб за п. 14, в якому розміщені один навпроти одного нарізні спрямовані накатки мають глибину в діапазоні від 0,040 до 0,0727 дюйма включно та радіус кривизни накатки в діапазоні від 0,2989 до 0,5002 дюйма включно.
17. Спосіб за п. 14, в якому набір роликів для нарізування різі має перший ролик для нарізування різі, розміщений на відстані від другого ролика для нарізування різі для створення зазору між першим роликом для нарізування різі і другим роликом для нарізування різі в діапазоні від 0,005 і 0,250 дюймів включно.
18. Спосіб за п. 1, в якому нарізна арматура сформована шляхом гарячої прокатки при температурі в діапазоні від 1650 до 2250 градусів за Фаренгейтом включно.
19. Спосіб за п. 1, в якому нарізна арматура сформована шляхом прокатки зі швидкістю в діапазоні від 300 до 2600 футів на хвилину включно.
20. Спосіб за п. 8, в якому формування заготовки включає в себе:
плавлення сталевого брухту в розплавлений метал в електричній дуговій печі;
передачу розплавленого металу з електричної дугової печі в ківш для очищення;
передачу розплавленого металу з ковша в проміжний розливний ківш;
поміщення розплавленого металу з проміжного розливного ковша в охолоджувану водою форму, утворюючи безперервну жилу зі сталі;
проходження безперервної жили зі сталі через ролики і розпилювачі води для затвердіння безперервної жили зі сталі в заготовку;
різання заготовки до бажаної довжини;
нагрівання заготовки в нагрівальній печі для прокатки; і
пропускання заготовки через один або більше прокатних станів, щоб зменшити площу поперечного перерізу заготовки.
21. Спосіб за п. 1 в якому спрямована прохідна болванка включає в себе розмір по висоті в діапазоні від 0,8210 до 1,378 дюйма включно, розмір по ширині першої частини в діапазоні від 0,3110 до 0,579 дюйма, розмір по ширині другої частини і третьої частини в діапазоні від 0,4080 до 0,6490 дюйма включно.
22. Спосіб за п. 1, який додатково включає нарізування пазів набором напрямних пропускних роликів для формування спрямованої прохідної болванки.
23. Спосіб за п. 1, який додатково включає: встановлення набору напрямних пропускних роликів.
24. Спосіб за п. 1, який додатково включає:
нарізування розташованих один напроти одного нарізних напрямних пазів набором нарізних напрямних роликів для формування нарізної арматури;
нарізування множини розташованих одна напроти одної нарізних спрямованих накаток розташованими один напроти одного нарізними напрямними пазами набору напрямних пропускних роликів для формування різі нарізної арматури.
25. Спосіб за п. 1, який додатково включає встановлення набору напрямних пропускних роликів для формування нарізної арматури.
26. Спосіб за п. 1, який додатково включає синхронізацію першого ролика для нарізування різі і другого ролика для нарізування різі в наборі роликів для нарізування різі для того, щоб по суті вирівнювати верхні різі і нижні різі на нарізній арматурі.
27. Спосіб за п. 26, в якому перший ролик для нарізування різі і другий ролик для нарізування різі в наборі роликів для нарізування різі синхронізують за допомогою з'єднувальної муфти для тонкого регулювання.
28. Спосіб за п. 1, в якому нарізна арматура варіює за розміром з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно.
29. Спосіб виготовлення нарізної арматури, що включає:
формування спрямованої прохідної болванки прокатуванням заготовки через один або більше наборів пропускних напрямних роликів, причому спрямована прохідна болванка містить корпус, що видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має поперечний переріз площини, що перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, в якій перша частина площини розташована суміжно до повздовжньої осі, а друга частина площини і третя частина площини розташовані віддалено від повздовжньої осі на протилежних кінцях першої частини площини;
де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується з Х-віссю, яка по суті паралельна, і Y-віссю, яка по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і
формування нарізної арматури, що містить по суті безперервну різь, шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу.
30. Спосіб за п. 29, в якому єдина по суті безперервна різь охоплює щонайменше дев'яносто відсотків довжини окружності нарізної арматури.
31. Спосіб за п. 29, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини.
32. Спосіб за п. 31, в якому перша частина площини має прямокутну форму, а друга частина площини та третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини і третя частина площини розташована вертикально нижче першої частини площини.
33. Спосіб за п. 29, в якому площина має форму арахісу або пісочного годинника.
34. Спосіб за п. 29, в якому композиція нарізної арматури включає:
С, що менше або дорівнює 0,60 мас. %;
Мn, що менше або дорівнює 1,6 мас. %;
Р, що менше або дорівнює 0,06 мас. %;
Сu, що менше або дорівнює 1,00 мас. %;
V, що менше або дорівнює 0,20 мас. %; і
де решту складає залізо і неминучі домішки.
35. Спосіб за п. 30, в якому висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури.
36. Спосіб за п. 29, в якому формування спрямованої прохідної болванки включає прокатку заготовки через набір напрямних пропускних роликів, який має розміщені один навпроти одного напрямні прохідні пази, які створюють визначений поперечний переріз площини, що перетинає повздовжню вісь, яка включає першу частину площини, що має першу ширину, другу частини площини, що має другу ширину, і третю частину площини, що має третю ширину.
37. Спосіб за п. 29, в якому формування нарізної арматури включає прокатку спрямованої прохідної болванки через набір напрямних пропускних роликів, що має розміщені один навпроти одного напрямні прохідні пази з розміщеними одна навпроти одної накатками на розміщених один навпроти одного напрямних прохідних пазах.
38. Спосіб за п. 29, в якому перший ролик для нарізування різі і другий ролик для нарізування різі в наборі роликів для нарізування різі синхронізують за допомогою з'єднувальної муфти для тонкого регулювання.
39. Спосіб за п. 29, в якому нарізна арматура варіює за розміром з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно.
40. По суті безперервний продукт нарізної арматури гарячої прокатки, виготовлений відповідно до способу, що включає наступні стадії:
забезпечення спрямованої прохідної болванки, що містить корпус, який видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має визначений поперечний переріз площини, що перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, і в якому перша частина площини розташована суміжно до повздовжньої осі, а друга частина площини і третя частина площини розташовані віддалено від повздовжньої осі на протилежних кінцях першої частини площини;
де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна, а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів;
і формування нарізної арматури, що містить по суті безперервну різь, із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу.
41. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому єдина по суті безперервна різь охоплює щонайменше дев'яносто відсотків довжини окружності нарізної арматури.
42. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини.
43. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому перша частина площини має прямокутну форму, а друга частина площини і третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини і третя частина площини розташована вертикально нижче першої частини площини.
44. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому площина має форму арахісу або пісочного годинника.
45. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому композиція нарізної арматури включає:
С, що менше або дорівнює 0,60 мас. %;
Мn, що менше або дорівнює 1,6 мас. %;
Р, що менше або дорівнює 0,06 мас. %;
Сu, що менше або дорівнює 1,00 мас. %;
V, що менше або дорівнює 0,20 мас. %; і
де решту складає залізо і неминучі домішки.
46. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури.
47. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому забезпечення спрямованою прохідною болванкою включає формування спрямованої прохідної болванки із заготовки.
48. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 44, в якому спрямована прохідна болванка сформована прокаткою заготовки через набір напрямних пропускних роликів, що мають розміщені один навпроти одного пази, які утворюють визначений поперечний переріз площини, яка перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину і третя частина площини має третю ширину.
49. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому формування нарізної арматури включає в себе прокатку спрямованої прохідної болванки через набір напрямних пропускних роликів, що мають розміщені один навпроти одного напрямні прохідні пази з розміщеними одна навпроти одної нарізними спрямованими накатками в розміщених один навпроти одного нарізних напрямних пазах.
50. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому формування заготовки включає в себе:
плавлення сталевого брухту в розплавлений метал в електричній дуговій печі;
передачу розплавленого металу з електричної дугової печі в ківш для очищення;
передачу розплавленого металу з ковша в проміжний розливний ківш;
поміщення розплавленого металу з розливного пристрою в охолоджувану водою форму, утворюючи безперервну жилу зі сталі;
проходження безперервної жили зі сталі через ролики і розпилювачі води для затвердіння безперервної жили зі сталі в заготовку; різання заготовки до бажаної довжини; нагрівання заготовки в нагрівальній печі для прокатки; і пропускання заготовки через один або більше прокатних станів, щоб зменшити площу поперечного перерізу заготовки.
51. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому нарізна арматура варіює за розміром з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно.
52. Система, що містить:
набір напрямних пропускних роликів, який містить перший напрямний пропускний ролик і другий напрямний пропускний ролик, в якому перший напрямний пропускний ролик і другий напрямний пропускний ролик мають розміщені один навпроти одного напрямні пропускні пази, які формують спрямовану прохідну болванку, що має корпус, видовжений уздовж повздовжньої осі, де щонайменше одна частина корпусу має визначений поперечний переріз площини, що перетинає повздовжню вісь, причому перша частина площини має першу ширину, друга частина площини має другу ширину і третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, і в якому перша частина площини розташована суміжно до повздовжньої осі і друга частина площини і третя частина площини розташовані віддаленими від повздовжньої осі на протилежних кінцях першої частини площини,
причому спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, при цьому спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і
формування нарізної арматури, що містить по суті безперервну різь, із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу.
53. Система за п. 52, де висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури.
54. Система за п. 52, в якій третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини.
55. Система за п. 52, в якій перша частина площини має прямокутну форму, а друга частина площини і третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини і третя частина площини розташована вертикально нижче першої частини площини.
56. Система за п. 52, в якій площина має форму арахісу або пісочного годинника.
57. Система за п. 52, в якій композиція нарізної арматури включає:
С, що менше або дорівнює 0,60 мас. %;
Мn, що менше або дорівнює 1,6 мас. %;
Р, що менше або дорівнює 0,06 мас. %;
Сu, що менше або дорівнює 1,00 мас. %;
V, що менше або дорівнює 0,20 мас. %; і
де решту складає залізо і неминучі домішки.
58. Система за п. 52, де висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури.
59. Система за п. 52, що включає:
одну або більше клітей стану, причому одна або більше клітей стану отримує заготовку з площею поперечного перерізу і зменшує площу поперечного перерізу заготовки, і при цьому набір напрямних пропускних роликів використовує заготовку для формування спрямованої прохідної болванки.
60. Система за п. 52, де набір роликів для нарізування різі утворює нарізну арматуру з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно.
61. Система за п. 52, в якій розміщені один навпроти одного напрямні прохідні пази мають глибину в діапазоні від 0,178 до 0,2705 дюйма включно, радіус кривизни в діапазоні від 0,1470 до 0,7442 дюйма включно, а радіус кривизни кута в діапазоні від 0,3378 до 0,757 включно.
62. Система за п. 52, в якій перший прокатний напрямний ролик знаходиться на відстані від другого напрямного пропускного ролика, щоб створити зазор між першим напрямним пропускним роликом і другим напрямним пропускним роликом в діапазоні від 0,005 до 0,250 включно.
63. Система за п. 60, в якій набір роликів для нарізування різі містить перший ролик для нарізування різі і другий ролик для нарізування різі, в якому перший ролик для нарізування різі і другий ролик для нарізування різі мають розміщені один навпроти одного нарізні напрямні пази з розміщеними одна навпроти одної нарізними напрямними накатками в розміщених один навпроти одного нарізних напрямних пазах.
64. Система за п. 63, в якій розміщені один навпроти одного нарізні напрямні пази мають глибину в діапазоні від 0,2015 до 0,386 дюйма включно, радіус кривизни паза в діапазоні від 0,2358 до 0,4470 дюйма включно, а радіус кривизни кута в діапазоні від 0,0355 до 0,0447 включно.
65. Спосіб за п. 63, в якому розміщені одна навпроти одної нарізні напрямні накатки мають глибину в діапазоні від 0,040 до 0,0727 дюйма включно, а радіус кривизни накатки в діапазоні від 0,2989 до 0,5002 включно.
66. Система за п. 63, в якій перший ролик для нарізування різі розташований на відстані від другого ролика для нарізування різі для створення зазору між першим роликом для нарізування різі і другим роликом для нарізування різі в діапазоні між 0,005 до 0,250 включно.
67. Система за п. 52, яка додатково містить:
електричну дугову піч, причому електрична дугова піч плавить сталевий брухт в розплавлений метал;
ківш, причому ківш використовується для очищення розплавленого металу;
проміжний розливний ківш, причому проміжний розливний ківш приймає розплавлений метал;
охолоджувану водою форму, причому охолоджувана водою форма утворює жили зі сталі з розплавленого металу, отриманого з проміжного розливного ковша;
ролики і розпилювачі води; причому ролики і розпилювачі води приводять до затвердіння жили зі сталі у заготовку;
різак, причому різак нарізає заготовку бажаної довжини; і
нагрівальну піч, причому нагрівальна піч нагріває заготовки для прокатки.
68. Система за п. 63, яка додатково включає:
з'єднувальну муфту, причому з'єднувальна муфта синхронізується з першим роликом для нарізування різі і другим роликом для нарізування різі для того, щоб по суті вирівнювати розміщені одна навпроти одної нарізні спрямовані накатки для формування по суті вирівняних верхньої різі та нижньої різі на нарізній арматурі.
69. Спосіб виготовлення нарізної арматури, який включає:
забезпечення спрямованої прохідної болванки, що містить корпус, що видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має визначений поперечний переріз площини, яка перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини, в якому перша частина площини розташована суміжно до повздовжньої осі, і друга частина площини і третя частина площини розташовані віддаленими від повздовжньої осі на протилежних кінцях першої частини площини,
де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна, а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів;
і формування нарізної арматури із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна і Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу.
Текст
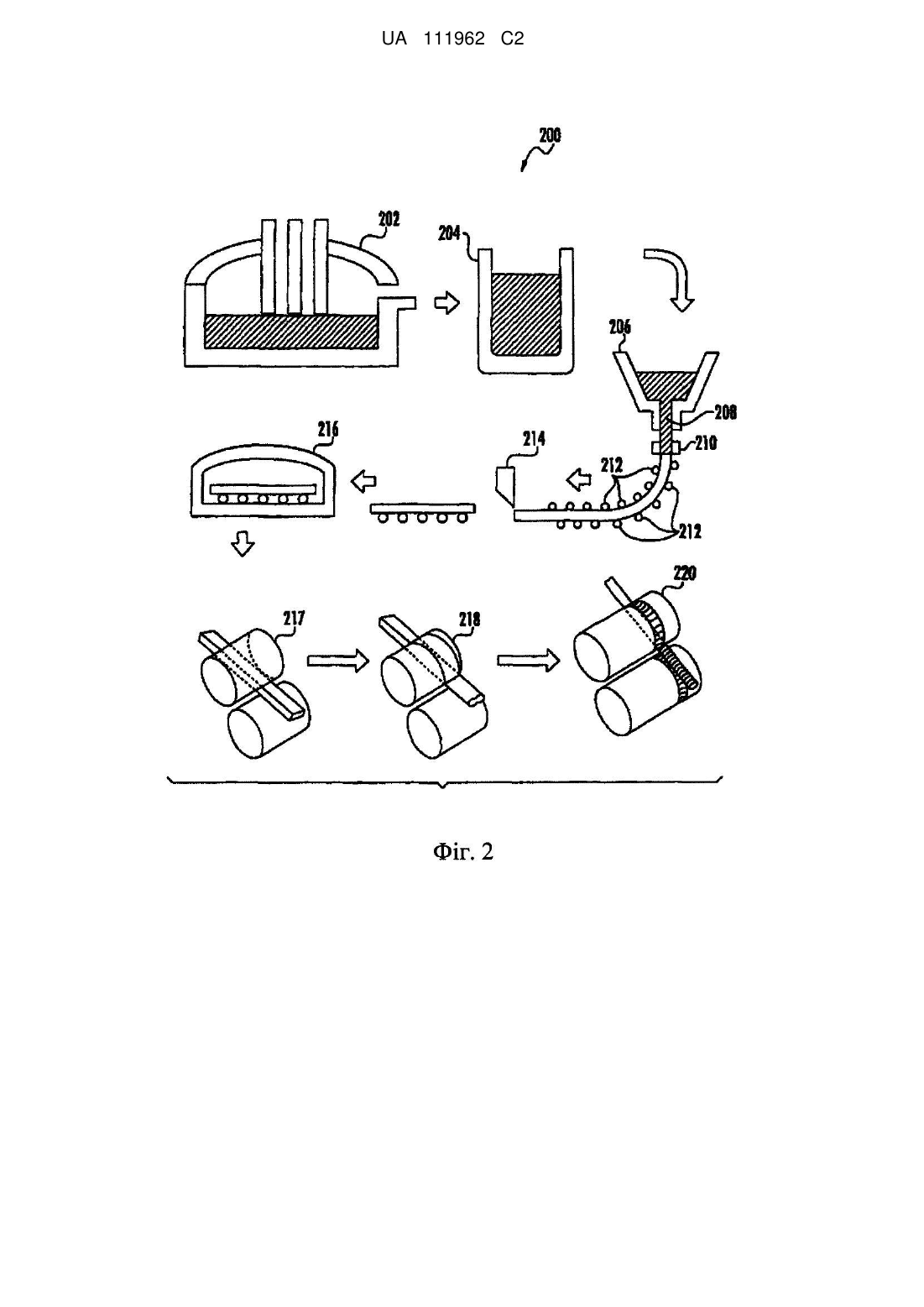
мм в метричних одиницях. В інших варіантах здійснення винаходу нарізна арматура може бути виготовлена в розмірах поза межами цих діапазонів. Фігура 10 являє собою процес нарізування арматури 1000 з додатковими етапами, які можна використовувати в процесі нарізування арматури 100, показаному на Фігурі 1. Процес нарізування арматури 1000 на Фігурі 10 ілюструє процес, в якому ролики, які використовуються в етапах гарячої прокатки, створюються залежно від вимог розміру нарізної арматури 700 і висоти різі. Як показано в блоці 1002 на Фігурі 10, паз 510 розрізає на першому напрямному 14 UA 111962 C2 5 10 15 20 25 30 35 40 45 50 55 60 пропускному ролику 502 і другому напрямному пропускному ролику 504 для того, щоб створити профіль спрямованої прохідної болванки у формі пісочного годинника 400. Наприклад, для того, щоб створити нарізну арматуру 700 0.680-го розміру, показану на Таблиці І, може бути використана спрямована прохідна болванка у формі пісочного годинника 400 з розмірами, показаними на Таблиці І. Для того, щоб створити спрямовану прохідну болванку у формі пісочного годинника 400 з розмірами, показаними на Таблиці І, перший напрямний пропускний ролик 502 і другий напрямний пропускний ролик 504 можуть розрізати до розмірів нарізної арматури 700 0.680-го розміру, показаної на Таблиці II. Як показано в блоці 1004 Фігури 10, наступним кроком у цьому процесі є вирізання пазу 610 другим набором роликів для системи нарізування арматури 600. Наприклад, для того, щоб створити нарізну арматуру 0.680-го розміру, показану на Таблиці І, може бути створений паз 610 з розмірами для нарізної арматури 0.680-го розміру, як показано на Таблиці III. Крім того, як показано в блоці 1006 на Фігурі 10, відповідні накатки 620 для нарізної арматури 0.680-го розміру можуть бути створеними в пазу 610 відповідно до Таблиці III. Після першого набору роликів (тобто напрямних пропускних роликів) системи пропускного спрямовування 500 і другий набір роликів (наприклад, роликів для нарізування різі) системи нарізної арматури 700 створюються перший набір роликів, а другий набір роликів встановлений в системи обробки арматури 200, показаної на Фігурі 2, як показано в блоці 1008. Після цього, як показано в блоці 1010, на Фігурі 10 піч запускається в роботу і створюється заготовка, як описано вище. Далі, як показано в блоці 1012, площа поперечного перерізу заготовки знижується шляхом подачі заготовки через один або більше клітей стану. Після цього, як показано в блоці 1014, заготовка формується у вигляді болванки, яка має площу поперечного перерізу, що має зменшений розмір по ширині поблизу центру болванки, шляхом пропускання заготовки через набір напрямних пропускних роликів, як описано вище. Нарешті, як показано в блоці 1016 на Фігурі 10, болванка з площею поперечного перерізу, яка має знижений розмір по ширині поблизу центру набуває форми нарізної арматури з мінімальними або взагалі без повздовжніх ребер шляхом пропускання її через систему роликів для нарізування різі, як описано вище. Процес формування болванки, пропускаючи її через одну або більше клітей стану, пропускаючи її через набір пропускного спрямовування для створення спрямованої прохідної болванки у формі пісочного годинника і, пропускаючи спрямовану прохідну болванку через додатковий набір роликів для нарізування різі для створення нарізної арматури з використанням стандартного обладнання для обробки арматури і без застосування будь-якого додаткового обладнання або інструменту, як пояснюється вище відповідно до Фігури 1. Набір напрямних пропускних роликів і набір роликів для нарізування різі можуть бути використані для створення декількох спрямованих прохідних болванок у формі пісочного годинника 400 і нарізної арматури 700. Зрештою, через тривале використання роликів, пази 510, 610 та накатки 620, які будуть стиратися до моменту, коли нарізна арматура 700 формується за допомогою пазів 510. 610 та накаток 620, можуть не задовольняти вимоги якості. Набір напрямних пропускних роликів і набір роликів для нарізування різі мають кілька пазів 510, 610, таких, що коли один паз 510, 610 стирається, система пропускного спрямовування 500, або система нарізування різі 600 можуть бути повторно своєчасно використовувати альтернативний набір пазів 510, 610 на тому ж наборі роликів, для того, щоб продовжувати виробляти спрямовані прохідні болванки у формі пісочного годинника 400 і нарізну арматуру 700, практично не перервному у виробничому графіку. У випадку, коли всі пази 510, 610 в наборі роликів є стертими, весь набір роликів може бути замінений. Нарізна арматура, яка виготовлена за даним винаходом, може бути використаною для багатьох практичних застосувань. Наприклад, головка болта може бути приєднана до нарізної арматури 700 і гайка може бути приєднана до нарізної арматури для використання як закріплюваний пристрій. У деяких варіантах здійснення гайка може бути механічно обробленою або литою гайкою, яка використовується спільно з нарізною арматурою 700 для практичного застосування при армуванні бетону, для практичного застосування при натягуванні анкера, шахтових болтів і т. д. В певному варіанті здійснення нарізна арматура особливо придатна для використання в поєднанні з гумовою гайкою анкерного болта в гірничодобувній промисловості. У цих застосуваннях гумовий карман вставляється в серцевину, пробурену в стелі шахти або стіні. Далі, нарізна арматура 700 вставляється в серцевину і проколює гумовий карман. Коли гумовий карман твердне, гумовий карман може бути перетворений на затягнуту гумову гайку обертанням нарізної арматури 700 в гумовому кармані, під час його тверднення. По суті безперервну різь на нарізній арматурі 700 вирізають пази в гумовому кармані, що дозволяє нарізній арматурі 700 бути обертовою в будь-який момент в майбутньому для повторного затягування або закріплення з гумовою гайкою. Нарізна арматура з повздовжніми ребрами не 15 UA 111962 C2 5 10 15 може бути обертовою після затвердіння гуми, тому що повздовжні ребра перешкоджають вгвинчуванню у вже нарізану гумову гайку. Нарізна арматура 700 може використовуватися в багатьох інших практичних застосуваннях, щоб знизити витрати, пов'язані з використанням більш дорогих продуктів нарізної арматури. Наприклад, нарізна арматура може бути використана як альтернатива системи для кріплення знаків, вишок стільникового зв'язку, вітряних вишок, а також інших основних практичних застосувань для бетонування або інших типів закладки фундаменту, як приклад з багатьох подібних. У той час як деякі приблизні варіанти здійснення були описані і показані на доданих кресленнях, слід розуміти, що такі варіанти здійснення є лише ілюстрацією і не обмежують широкий винахід, і що це винахід не обмежений конкретними конструкціями і компоновками, показаними і описаними, оскільки можливі різні інші зміни, комбінації, упущення, модифікації і заміни, на додаток до тих, які викладені вище. Фахівцям в даній галузі техніки буде зрозуміло, що різні пристосування, модифікації і комбінації щойно описаних варіантів здійснення можуть бути налаштовані без відступу від обсягу і суті даного винаходу. Таким чином, слід розуміти, що в межах обсягу прикладеної формули винаходу винахід може бути здійснено іншим чином, ніж конкретно описано в цьому описі. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Спосіб виготовлення нарізної арматури, який включає: забезпечення спрямованої прохідної болванки, що містить корпус, що видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має визначений поперечний переріз площини, яка перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, в якому перша частина площини розташована суміжно до повздовжньої осі, а друга частина площини і третя частина площини розташовані віддаленими від повздовжньої осі на протилежних кінцях першої частини площини; де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна, а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і формування нарізної арматури, що містить по суті безперервну різь, із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу. 2. Спосіб за п. 1, в якому одна по суті безперервна різь охоплює щонайменше дев'яносто відсотків довжини окружності нарізної арматури. 3. Спосіб за п. 1, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини. 4. Спосіб за п. 3, в якому перша частина площини має прямокутну форму, а друга частина площини і третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини, а третя частина площини розташована вертикально нижче першої частини площини. 5. Спосіб за п. 1, в якому площина має форму арахісу або пісочного годинника. 6. Спосіб за п. 1, в якому композиція нарізної арматури включає: С, що менше або дорівнює 0,60 мас. %; Мn, що менше або дорівнює 1,6 мас. %; Р, що менше або дорівнює 0,06 мас. %; Сu, що менше або дорівнює 1,00 мас. %; V, що менше або дорівнює 0,20 мас. %; і де решту складає залізо і неминучі домішки. 16 UA 111962 C2 5 10 15 20 25 30 35 40 45 50 55 60 7. Спосіб за п. 1, в якому висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури. 8. Спосіб за п. 1, в якому забезпечення спрямованої прохідної болванки включає формування спрямованої прохідної болванки з заготовки. 9. Спосіб за п. 8, в якому спрямована прохідна болванка утворена шляхом прокатки заготовки через набір напрямних пропускних роликів, що мають розміщені один навпроти одного напрямні прохідні пази, які створюють визначений поперечний переріз площини, що перетинає повздовжню вісь, яка має першу частину площини, що має першу ширину, другу частину площини, що має другу ширину, і третю частину площини, що має третю ширину. 10. Спосіб за п. 9, в якому розміщені один навпроти одного напрямні прохідні пази мають глибину в діапазоні від 0,178 до 0,2705 дюйма включно, радіус кривизни в діапазоні від 0,1470 до 0,7442 дюйма включно та радіус кутової кривизни в діапазоні від 0,3378 до 0,757 дюйма включно. 11. Спосіб за п. 9, в якому набір напрямних пропускних роликів має перший напрямний пропускний ролик, віддалений від другого напрямного пропускного ролика для створення зазору між першим напрямним пропускним роликом і другим напрямним пропускним роликом в діапазоні від 0,005 і 0,250 дюйма включно. 12. Спосіб за п. 9, в якому спрямована прохідна болванка утворена за допомогою гарячої прокатки при температурі в діапазоні від 1650 до 2250 градусів за Фаренгейтом включно. 13. Спосіб за п. 9, в якому спрямована прохідна болванка утворюється шляхом прокатки зі швидкістю в діапазоні від 300 до 2600 футів на хвилину включно. 14. Спосіб за п. 1, в якому формування нарізної арматури зі спрямованої прохідної болванки включає прокатку спрямованої прохідної болванки через набір роликів для нарізування різі, що має розміщені один навпроти одного нарізні напрямні пази з розміщеними одна навпроти одної нарізними спрямованими накатками в розміщених один навпроти одного пазах. 15. Спосіб за п. 14, в якому розміщені один навпроти одного нарізні напрямні пази мають глибину в діапазоні від 0,2015 до 0,386 дюйма включно, радіус кривизни паза в діапазоні від 0,2358 до 0,4470 дюйма включно, а радіус кривизни кута в діапазоні від 0,0355 до 0,0447 дюйма включно. 16. Спосіб за п. 14, в якому розміщені один навпроти одного нарізні спрямовані накатки мають глибину в діапазоні від 0,040 до 0,0727 дюйма включно та радіус кривизни накатки в діапазоні від 0,2989 до 0,5002 дюйма включно. 17. Спосіб за п. 14, в якому набір роликів для нарізування різі має перший ролик для нарізування різі, розміщений на відстані від другого ролика для нарізування різі для створення зазору між першим роликом для нарізування різі і другим роликом для нарізування різі в діапазоні від 0,005 і 0,250 дюймів включно. 18. Спосіб за п. 1, в якому нарізна арматура сформована шляхом гарячої прокатки при температурі в діапазоні від 1650 до 2250 градусів за Фаренгейтом включно. 19. Спосіб за п. 1, в якому нарізна арматура сформована шляхом прокатки зі швидкістю в діапазоні від 300 до 2600 футів на хвилину включно. 20. Спосіб за п. 8, в якому формування заготовки включає в себе: плавлення сталевого брухту в розплавлений метал в електричній дуговій печі; передачу розплавленого металу з електричної дугової печі в ківш для очищення; передачу розплавленого металу з ковша в проміжний розливний ківш; поміщення розплавленого металу з проміжного розливного ковша в охолоджувану водою форму, утворюючи безперервну жилу зі сталі; проходження безперервної жили зі сталі через ролики і розпилювачі води для затвердіння безперервної жили зі сталі в заготовку; різання заготовки до бажаної довжини; нагрівання заготовки в нагрівальній печі для прокатки; і пропускання заготовки через один або більше прокатних станів, щоб зменшити площу поперечного перерізу заготовки. 21. Спосіб за п. 1 в якому спрямована прохідна болванка включає в себе розмір по висоті в діапазоні від 0,8210 до 1,378 дюйма включно, розмір по ширині першої частини в діапазоні від 0,3110 до 0,579 дюйма, розмір по ширині другої частини і третьої частини в діапазоні від 0,4080 до 0,6490 дюйма включно. 22. Спосіб за п. 1, який додатково включає нарізування пазів набором напрямних пропускних роликів для формування спрямованої прохідної болванки. 23. Спосіб за п. 1, який додатково включає: встановлення набору напрямних пропускних роликів. 17 UA 111962 C2 5 10 15 20 25 30 35 40 45 50 55 24. Спосіб за п. 1, який додатково включає: нарізування розташованих один напроти одного нарізних напрямних пазів набором нарізних напрямних роликів для формування нарізної арматури; нарізування множини розташованих одна напроти одної нарізних спрямованих накаток розташованими один напроти одного нарізними напрямними пазами набору напрямних пропускних роликів для формування різі нарізної арматури. 25. Спосіб за п. 1, який додатково включає встановлення набору напрямних пропускних роликів для формування нарізної арматури. 26. Спосіб за п. 1, який додатково включає синхронізацію першого ролика для нарізування різі і другого ролика для нарізування різі в наборі роликів для нарізування різі для того, щоб по суті вирівнювати верхні різі і нижні різі на нарізній арматурі. 27. Спосіб за п. 26, в якому перший ролик для нарізування різі і другий ролик для нарізування різі в наборі роликів для нарізування різі синхронізують за допомогою з'єднувальної муфти для тонкого регулювання. 28. Спосіб за п. 1, в якому нарізна арматура варіює за розміром з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно. 29. Спосіб виготовлення нарізної арматури, що включає: формування спрямованої прохідної болванки прокатуванням заготовки через один або більше наборів пропускних напрямних роликів, причому спрямована прохідна болванка містить корпус, що видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має поперечний переріз площини, що перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, в якій перша частина площини розташована суміжно до повздовжньої осі, а друга частина площини і третя частина площини розташовані віддалено від повздовжньої осі на протилежних кінцях першої частини площини; де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується з Х-віссю, яка по суті паралельна, і Y-віссю, яка по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і формування нарізної арматури, що містить по суті безперервну різь, шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу. 30. Спосіб за п. 29, в якому єдина по суті безперервна різь охоплює щонайменше дев'яносто відсотків довжини окружності нарізної арматури. 31. Спосіб за п. 29, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини. 32. Спосіб за п. 31, в якому перша частина площини має прямокутну форму, а друга частина площини та третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини і третя частина площини розташована вертикально нижче першої частини площини. 33. Спосіб за п. 29, в якому площина має форму арахісу або пісочного годинника. 34. Спосіб за п. 29, в якому композиція нарізної арматури включає: С, що менше або дорівнює 0,60 мас. %; Мn, що менше або дорівнює 1,6 мас. %; Р, що менше або дорівнює 0,06 мас. %; Сu, що менше або дорівнює 1,00 мас. %; V, що менше або дорівнює 0,20 мас. %; і де решту складає залізо і неминучі домішки. 35. Спосіб за п. 30, в якому висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури. 36. Спосіб за п. 29, в якому формування спрямованої прохідної болванки включає прокатку заготовки через набір напрямних пропускних роликів, який має розміщені один навпроти одного напрямні прохідні пази, які створюють визначений поперечний переріз площини, що перетинає повздовжню вісь, яка включає першу частину площини, що має першу ширину, другу частини площини, що має другу ширину, і третю частину площини, що має третю ширину. 18 UA 111962 C2 5 10 15 20 25 30 35 40 45 50 55 60 37. Спосіб за п. 29, в якому формування нарізної арматури включає прокатку спрямованої прохідної болванки через набір напрямних пропускних роликів, що має розміщені один навпроти одного напрямні прохідні пази з розміщеними одна навпроти одної накатками на розміщених один навпроти одного напрямних прохідних пазах. 38. Спосіб за п. 29, в якому перший ролик для нарізування різі і другий ролик для нарізування різі в наборі роликів для нарізування різі синхронізують за допомогою з'єднувальної муфти для тонкого регулювання. 39. Спосіб за п. 29, в якому нарізна арматура варіює за розміром з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно. 40. По суті безперервний продукт нарізної арматури гарячої прокатки, виготовлений відповідно до способу, що включає наступні стадії: забезпечення спрямованої прохідної болванки, що містить корпус, який видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має визначений поперечний переріз площини, що перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, і в якому перша частина площини розташована суміжно до повздовжньої осі, а друга частина площини і третя частина площини розташовані віддалено від повздовжньої осі на протилежних кінцях першої частини площини; де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна, а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і формування нарізної арматури, що містить по суті безперервну різь, із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу. 41. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому єдина по суті безперервна різь охоплює щонайменше дев'яносто відсотків довжини окружності нарізної арматури. 42. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини. 43. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому перша частина площини має прямокутну форму, а друга частина площини і третя частина площини є щонайменше приблизно круглими, причому друга частина площини розташована вертикально над першою частиною площини і третя частина площини розташована вертикально нижче першої частини площини. 44. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому площина має форму арахісу або пісочного годинника. 45. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому композиція нарізної арматури включає: С, що менше або дорівнює 0,60 мас. %; Мn, що менше або дорівнює 1,6 мас. %; Р, що менше або дорівнює 0,06 мас. %; Сu, що менше або дорівнює 1,00 мас. %; V, що менше або дорівнює 0,20 мас. %; і де решту складає залізо і неминучі домішки. 46. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури. 47. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому забезпечення спрямованою прохідною болванкою включає формування спрямованої прохідної болванки із заготовки. 48. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 44, в якому спрямована прохідна болванка сформована прокаткою заготовки через набір напрямних 19 UA 111962 C2 5 10 15 20 25 30 35 40 45 50 55 60 пропускних роликів, що мають розміщені один навпроти одного пази, які утворюють визначений поперечний переріз площини, яка перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину і третя частина площини має третю ширину. 49. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому формування нарізної арматури включає в себе прокатку спрямованої прохідної болванки через набір напрямних пропускних роликів, що мають розміщені один навпроти одного напрямні прохідні пази з розміщеними одна навпроти одної нарізними спрямованими накатками в розміщених один навпроти одного нарізних напрямних пазах. 50. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому формування заготовки включає в себе: плавлення сталевого брухту в розплавлений метал в електричній дуговій печі; передачу розплавленого металу з електричної дугової печі в ківш для очищення; передачу розплавленого металу з ковша в проміжний розливний ківш; поміщення розплавленого металу з розливного пристрою в охолоджувану водою форму, утворюючи безперервну жилу зі сталі; проходження безперервної жили зі сталі через ролики і розпилювачі води для затвердіння безперервної жили зі сталі в заготовку; різання заготовки до бажаної довжини; нагрівання заготовки в нагрівальній печі для прокатки; і пропускання заготовки через один або більше прокатних станів, щоб зменшити площу поперечного перерізу заготовки. 51. По суті безперервний продукт нарізної арматури гарячої прокатки за п. 40, в якому нарізна арматура варіює за розміром з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно. 52. Система, що містить: набір напрямних пропускних роликів, який містить перший напрямний пропускний ролик і другий напрямний пропускний ролик, в якому перший напрямний пропускний ролик і другий напрямний пропускний ролик мають розміщені один навпроти одного напрямні пропускні пази, які формують спрямовану прохідну болванку, що має корпус, видовжений уздовж повздовжньої осі, де щонайменше одна частина корпусу має визначений поперечний переріз площини, що перетинає повздовжню вісь, причому перша частина площини має першу ширину, друга частина площини має другу ширину і третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, і в якому перша частина площини розташована суміжно до повздовжньої осі і друга частина площини і третя частина площини розташовані віддаленими від повздовжньої осі на протилежних кінцях першої частини площини, причому спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, при цьому спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і формування нарізної арматури, що містить по суті безперервну різь, із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна, а Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу. 53. Система за п. 52, де висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури. 54. Система за п. 52, в якій третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини. 55. Система за п. 52, в якій перша частина площини має прямокутну форму, а друга частина площини і третя частина площини є щонайменше приблизно круглими, причому друга частинаплощини розташована вертикально над першою частиною площини і третя частина площини розташована вертикально нижче першої частини площини. 56. Система за п. 52, в якій площина має форму арахісу або пісочного годинника. 57. Система за п. 52, в якій композиція нарізної арматури включає: С, що менше або дорівнює 0,60 мас. %; 20 UA 111962 C2 5 10 15 20 25 30 35 40 45 50 55 60 Мn, що менше або дорівнює 1,6 мас. %; Р, що менше або дорівнює 0,06 мас. %; Сu, що менше або дорівнює 1,00 мас. %; V, що менше або дорівнює 0,20 мас. %; і де решту складає залізо і неминучі домішки. 58. Система за п. 52, де висота різі складає щонайменше 0,09 дюйма від осердя нарізної арматури. 59. Система за п. 52, що включає: одну або більше клітей стану, причому одна або більше клітей стану отримує заготовку з площею поперечного перерізу і зменшує площу поперечного перерізу заготовки, і при цьому набір напрямних пропускних роликів використовує заготовку для формування спрямованої прохідної болванки. 60. Система за п. 52, де набір роликів для нарізування різі утворює нарізну арматуру з номінальним діаметром від 0,375 дюйма до 2,257 дюйма включно. 61. Система за п. 52, в якій розміщені один навпроти одного напрямні прохідні пази мають глибину в діапазоні від 0,178 до 0,2705 дюйма включно, радіус кривизни в діапазоні від 0,1470 до 0,7442 дюйма включно, а радіус кривизни кута в діапазоні від 0,3378 до 0,757 включно. 62. Система за п. 52, в якій перший прокатний напрямний ролик знаходиться на відстані від другого напрямного пропускного ролика, щоб створити зазор між першим напрямним пропускним роликом і другим напрямним пропускним роликом в діапазоні від 0,005 до 0,250 включно. 63. Система за п. 60, в якій набір роликів для нарізування різі містить перший ролик для нарізування різі і другий ролик для нарізування різі, в якому перший ролик для нарізування різі і другий ролик для нарізування різі мають розміщені один навпроти одного нарізні напрямні пази з розміщеними одна навпроти одної нарізними напрямними накатками в розміщених один навпроти одного нарізних напрямних пазах. 64. Система за п. 63, в якій розміщені один навпроти одного нарізні напрямні пази мають глибину в діапазоні від 0,2015 до 0,386 дюйма включно, радіус кривизни паза в діапазоні від 0,2358 до 0,4470 дюйма включно, а радіус кривизни кута в діапазоні від 0,0355 до 0,0447 включно. 65. Спосіб за п. 63, в якому розміщені одна навпроти одної нарізні напрямні накатки мають глибину в діапазоні від 0,040 до 0,0727 дюйма включно, а радіус кривизни накатки в діапазоні від 0,2989 до 0,5002 включно. 66. Система за п. 63, в якій перший ролик для нарізування різі розташований на відстані від другого ролика для нарізування різі для створення зазору між першим роликом для нарізування різі і другим роликом для нарізування різі в діапазоні між 0,005 до 0,250 включно. 67. Система за п. 52, яка додатково містить: електричну дугову піч, причому електрична дугова піч плавить сталевий брухт в розплавлений метал; ківш, причому ківш використовується для очищення розплавленого металу; проміжний розливний ківш, причому проміжний розливний ківш приймає розплавлений метал; охолоджувану водою форму, причому охолоджувана водою форма утворює жили зі сталі з розплавленого металу, отриманого з проміжного розливного ковша; ролики і розпилювачі води; причому ролики і розпилювачі води приводять до затвердіння жили зі сталі у заготовку; різак, причому різак нарізає заготовку бажаної довжини; і нагрівальну піч, причому нагрівальна піч нагріває заготовки для прокатки. 68. Система за п. 63, яка додатково включає: з'єднувальну муфту, причому з'єднувальна муфта синхронізується з першим роликом для нарізування різі і другим роликом для нарізування різі для того, щоб по суті вирівнювати розміщені одна навпроти одної нарізні спрямовані накатки для формування по суті вирівняних верхньої різі та нижньої різі на нарізній арматурі. 69. Спосіб виготовлення нарізної арматури, який включає: забезпечення спрямованої прохідної болванки, що містить корпус, що видовжений уздовж повздовжньої осі, причому щонайменше одна частина корпусу має визначений поперечний переріз площини, яка перетинає повздовжню вісь, в якій перша частина площини має першу ширину, друга частина площини має другу ширину, а третя частина площини має третю ширину, при цьому перша ширина менша, ніж друга ширина і третя ширина, в якому третя ширина третьої частини площини по суті дорівнює другій ширині другої частини площини, в якому перша частина площини розташована суміжно до повздовжньої осі, і друга частина 21 UA 111962 C2 5 10 15 площини і третя частина площини розташовані віддаленими від повздовжньої осі на протилежних кінцях першої частини площини, де спрямована прохідна болванка має Х-вісь, що проходить через першу частину площини, другу частину площини і третю частину площини, і Y-вісь, що проходить тільки через першу частину площини, і де спрямована прохідна болванка формується в першій орієнтації вздовж повздовжньої осі спрямованої прохідної болванки в одному або більше наборах напрямних пропускних роликів, в якому Х-вісь по суті паралельна, а Y-вісь по суті перпендикулярна напрямним пропускним роликам одного або більше наборів напрямних пропускних роликів; і формування нарізної арматури із спрямованої прохідної болванки шляхом гарячої прокатки спрямованої прохідної болванки в одному або більше наборах роликів для нарізної арматури, де формування нарізної арматури включає формування нарізної арматури зі спрямованої прохідної болванки в другій орієнтації вздовж повздовжньої осі, яка відрізняється від першої орієнтації, в якій Х-вісь по суті перпендикулярна і Y-вісь по суті паралельна нарізним роликам одного або більше наборів роликів для нарізної арматури, і де нарізна арматура формується без необхідності видалення повздовжніх ребер вздовж щонайменше частини корпусу. 22 UA 111962 C2 23 UA 111962 C2 24 UA 111962 C2 25 UA 111962 C2 26 UA 111962 C2 27 UA 111962 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюThreaded rebar manufacturing process and system
Автори англійськоюGriggs, Francis, W., Dollar, James, R., Morris, Brent, Michael, Brown, Jerry, Thomas
Автори російськоюГриггс Фрэнсис У., Доллар Джэймс Р., Моррис Брент Майкл, Браун Джерри Томас
МПК / Мітки
Мітки: виготовлення, арматури, система, спосіб, нарізної
Код посилання
<a href="https://ua.patents.su/32-111962-sposib-ta-sistema-dlya-vigotovlennya-narizno-armaturi.html" target="_blank" rel="follow" title="База патентів України">Спосіб та система для виготовлення нарізної арматури</a>
Спосіб виготовлення ролика ввідної арматури прокатного стана
Номер патенту: 38960
Опубліковано: 26.01.2009
Автор: Алексєєв Володимир Павлович
МПК: B21B 39/14
Мітки: виготовлення, арматури, прокатного, ввідної, стана, ролика, спосіб
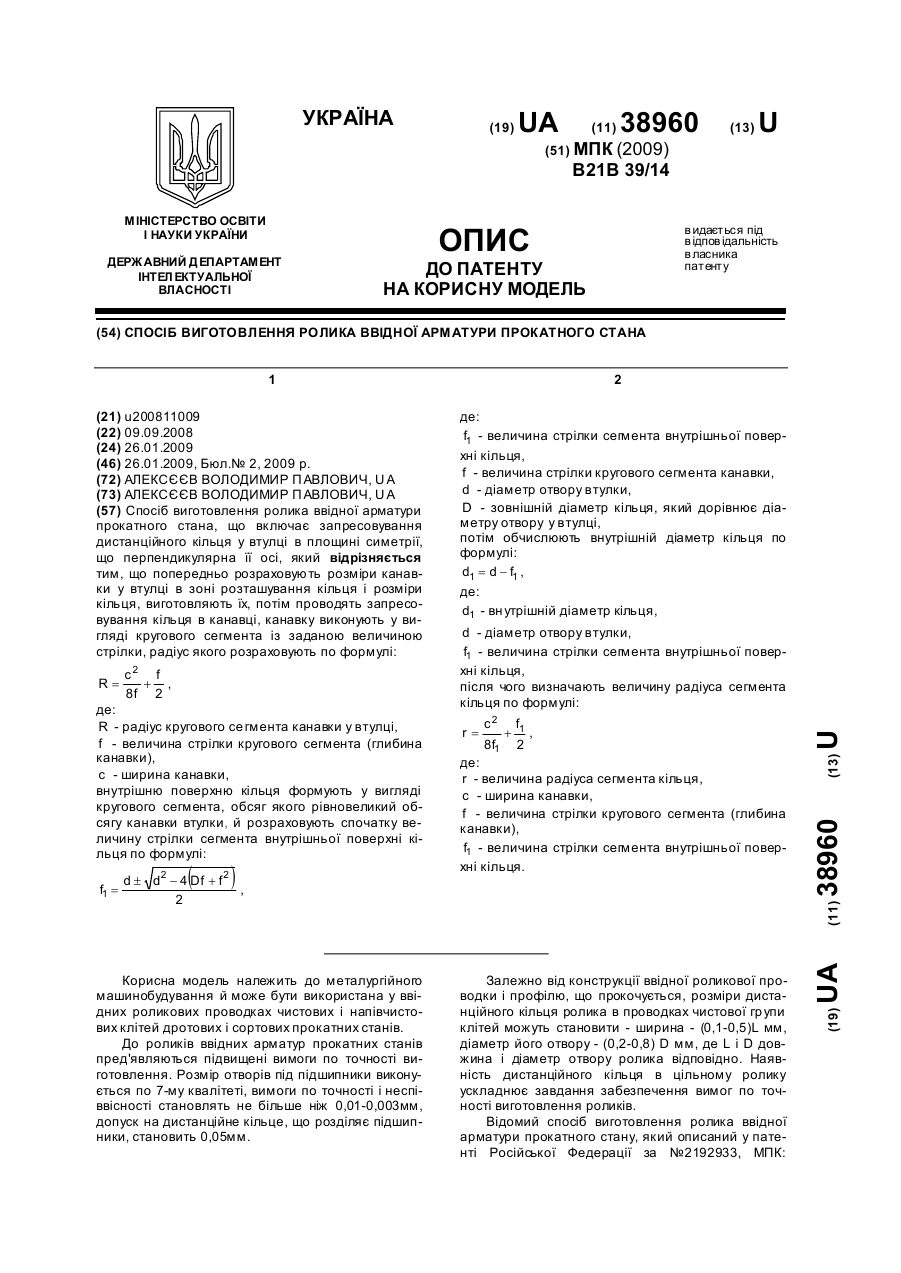
Формула / Реферат:
Спосіб виготовлення ролика ввідної арматури прокатного стана, що включає запресовування дистанційного кільця у втулці в площині симетрії, що перпендикулярна її осі, який відрізняється тим, що попередньо розраховують розміри канавки у втулці в зоні розташування кільця і розміри кільця, виготовляють їх, потім проводять запресовування кільця в канавці, канавку виконують у вигляді кругового сегмента із заданою величиною стрілки, радіус якого...
Декоративний елемент для водопровідної арматури і спосіб його виготовлення
Номер патенту: 105646
Опубліковано: 10.06.2014
Автори: Плєдл Ксавер, Патерностер Рудольф
Мітки: елемент, арматури, водопровідної, виготовлення, спосіб, декоративний
Формула / Реферат:
1. Декоративний елемент (10, 12) для водопровідної арматури, що містить виконану з синтетичного матеріалу трубчасту ділянку, за допомогою якої декоративний елемент (10, 12) може бути надіто на водопровідну арматуру (1), причому трубчасту ділянку виконано з композитного матеріалу, що містить затверділу полімерну зв'язуючу речовину (16) та включений в нього наповнювач (18) у вигляді кришки, який відрізняється тим, що щонайменше 95 % по...
Спосіб захисту від бойових вражаючих снарядів вогнепальної нарізної зброї
Номер патенту: 100867
Опубліковано: 10.08.2015
Автор: Шестеренко Володимир Євгеньович
Мітки: зброї, снарядів, бойових, вражаючих, вогнепальної, спосіб, захисту, нарізної
Формула / Реферат:
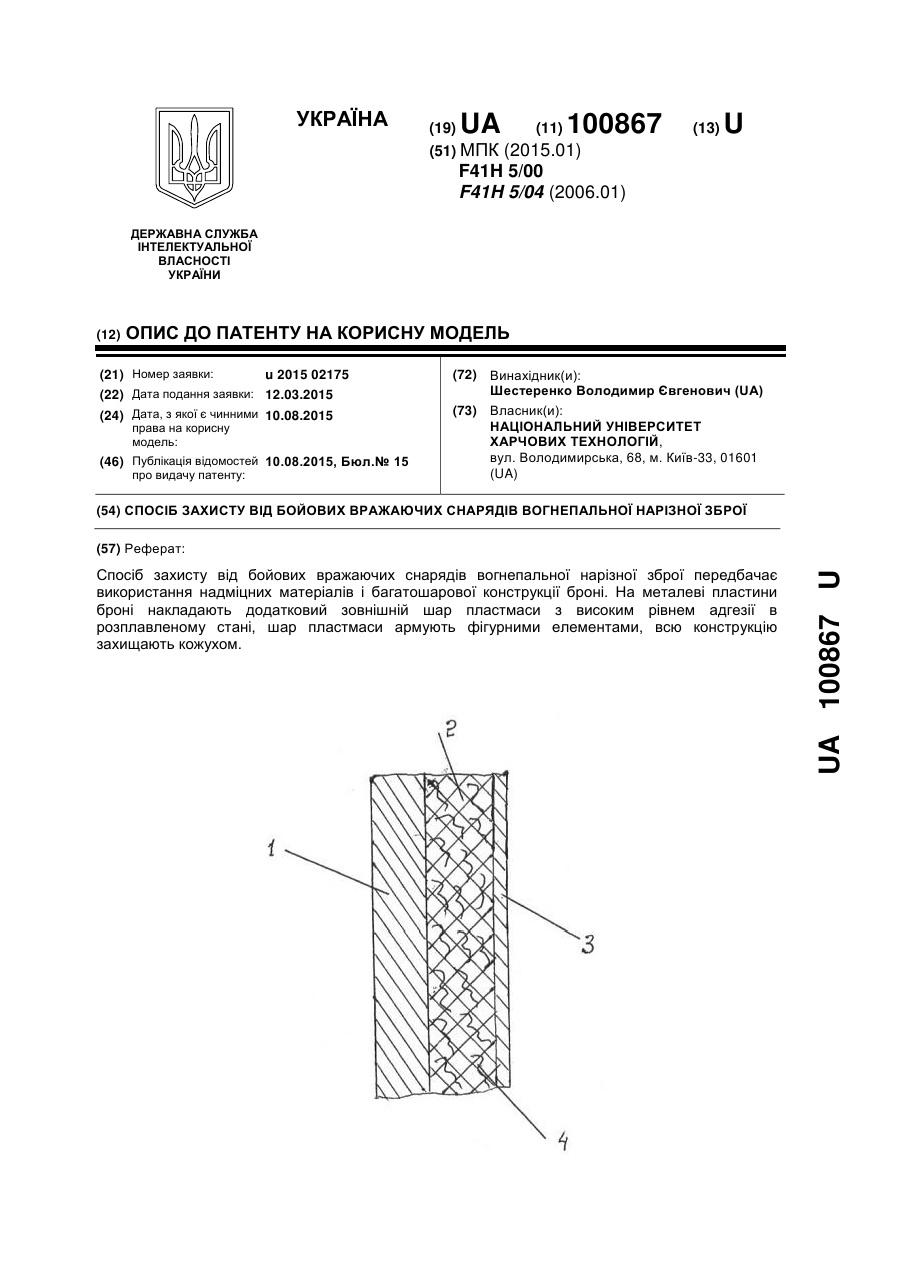
1. Спосіб захисту від бойових вражаючих снарядів вогнепальної нарізної зброї, що передбачає використання надміцних матеріалів і багатошарової конструкції броні, який відрізняється тим, що на металеві пластини броні накладають додатковий зовнішній шар пластмаси з високим рівнем адгезії в розплавленому стані, шар пластмаси армують фігурними елементами, всю конструкцію захищають кожухом.2. Спосіб захисту від бойових вражаючих снарядів...
Спосіб і пристрій для виготовлення сталевої арматури потрібної довжини
Номер патенту: 101425
Опубліковано: 25.03.2013
Автори: Пон, Девід Тен
МПК: B23D 36/00, B21B 15/00
Мітки: потрібної, пристрій, сталевої, арматури, спосіб, виготовлення, довжини
Формула / Реферат:
1. Спосіб виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що включає етапи: одержання неперервного сталевого прутка з прокатного стана, різання неперервного сталевого прутка на послідовні сегменти, кожен з яких має довжину, кратну довжині арматурних стрижнів, зазначеній у замовленні клієнта, різання зазначених сегментів встановленими у лінію ножицями холодного різання, спочатку на довжину, рівну...
Ствол нарізної вогнепальної зброї
Номер патенту: 83139
Опубліковано: 27.08.2013
Автори: Талалаєнко Олександр Миколайович, Лінчевська Лариса Павлівна, Єльський Віктор Миколайович, Кривобок Олександр Григорович, Крюк Юрій Якович, Кривобок Григорій Кирилович
МПК: F41A 21/16
Мітки: зброї, вогнепальної, ствол, нарізної
Формула / Реферат:
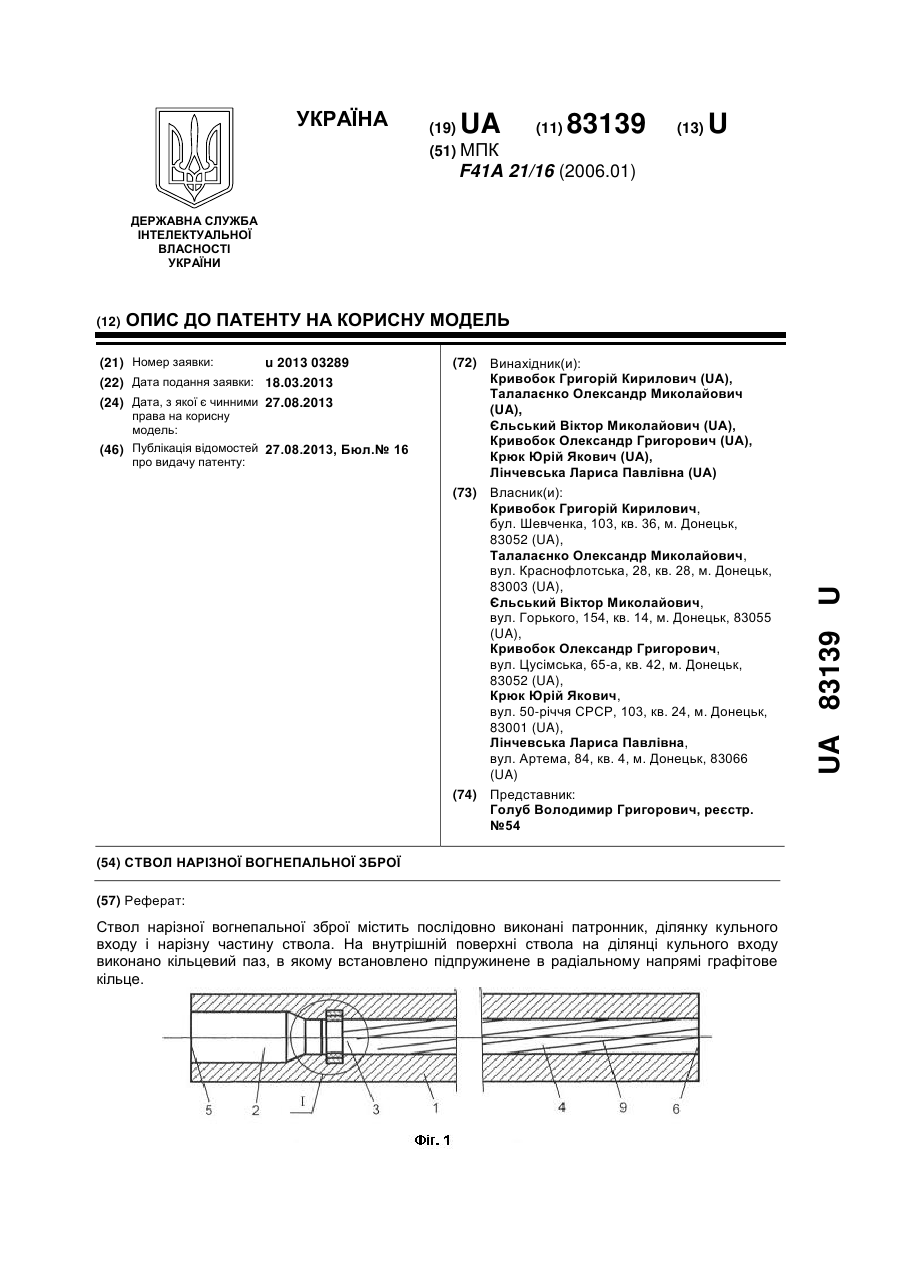
1. Ствол нарізної вогнепальної зброї, що містить послідовно виконані патронник, ділянку кульного входу і нарізну частину ствола, який відрізняється тим, що на внутрішній поверхні ствола на ділянці кульного входу виконано кільцевий паз, в якому встановлено підпружинене в радіальному напрямі графітове кільце.2. Ствол за п. 1, який відрізняється тим, що графітове кільце виконане складеним, а між денцем паза і графітовим кільцем розміщено...