Сталь для трубних виробів нафтопромислового сортаменту і спосіб її виробництва
Номер патенту: 115060
Опубліковано: 11.09.2017
Автори: Араі Юдзі, Окамура Казуо, Кавано Каорі, Сео Масанао, Омура Томохіко, Сакамото Акіхіро, Нагахасі Кодзі, Кондо Кейіті, Ямамото Кендзі

Формула / Реферат
1. Сталь для трубних виробів нафтопромислового сортаменту, яка містить, мас. %:
С від більше 0,35 до 1,00,
Si 0,05-0,5,
Μn 0,05-1,0,
Αl 0,005-0,10,
Mo від більше 1,0 до 10,0,
Ρ 0,025 або менше,
S 0,010 або менше,
О 0,01 або менше,
Ν 0,03 або менше,
решта - Fe та неминучі домішки, в якій, коли повна ширина на половині максимуму кристалічної площини, відповідної (211)-кристалічній площині α-фази, яка одержана шляхом рентгенівської дифракції, являє собою HW в одиницях °, повна ширина на половині максимуму HW і вміст вуглецю, виражений в масових процентах, задовольняють наступному Виразу 1,
вміст вуглецю і вміст молібдену, виражений в масових процентах, задовольняють наступному Виразу 2,
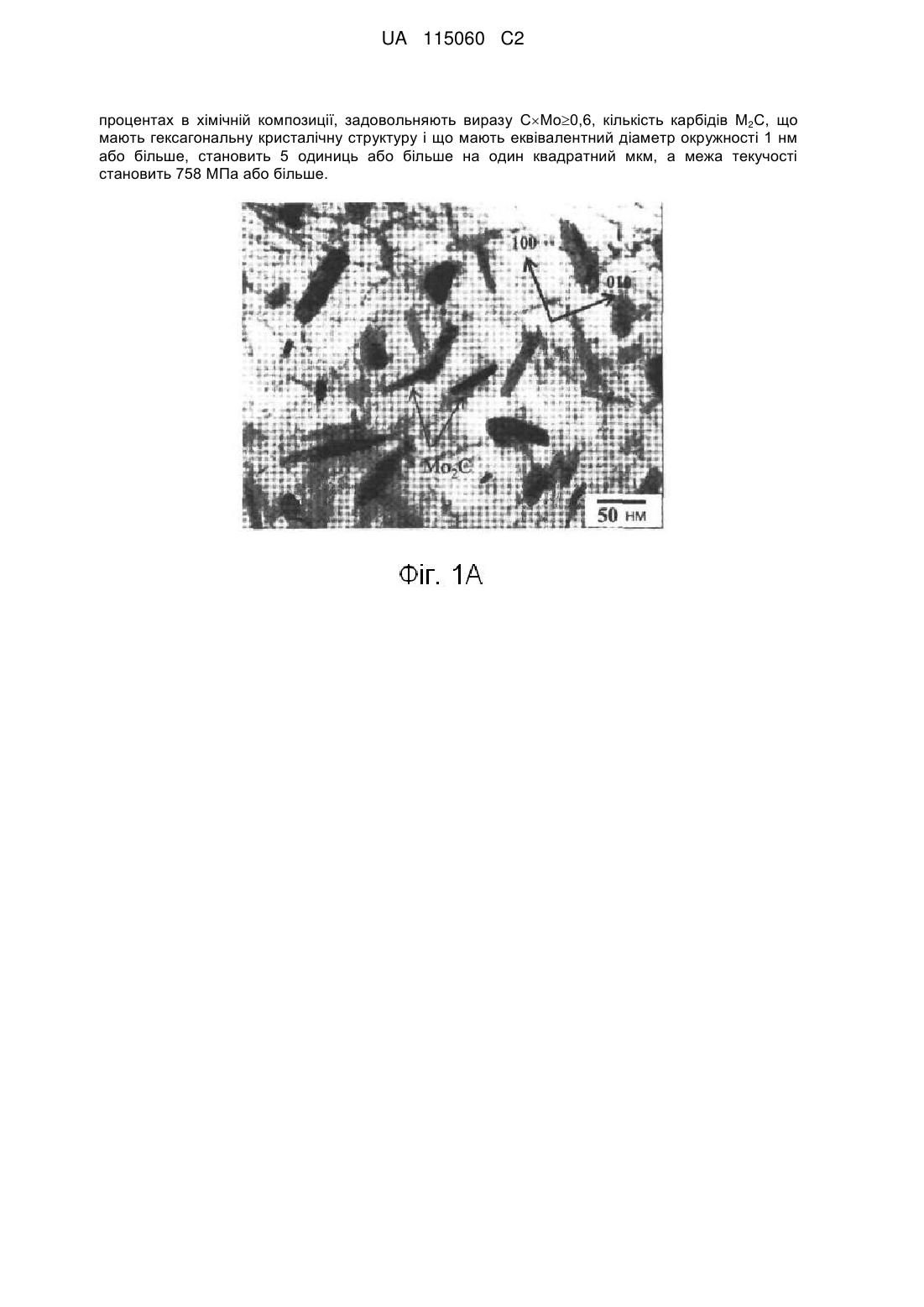
кількість карбідів М2С, що мають гексагональну кристалічну структуру і що мають еквівалентний діаметр окружності 1 нм або більше, становить 5 одиниць або більше на один квадратний мкм, а
межа текучості становить 758 МПа або більше:
HW´C1/2£0,38 (Вираз 1),
С´Мо³0,6 (Вираз 2).
2. Сталь за п. 1, яка відрізняється тим, що додатково містить до 2,0 мас. % Сr.
3. Сталь за п. 1 або 2, яка відрізняється тим, що додатково містить до 0,30 мас. % V.
4. Сталь за будь-яким з пп. 1-3, яка відрізняється тим, що додатково містить щонайменше один елемент з, мас. %:
Nb до 0,1, Ті до 0,1 і Zr до 0,1.
5. Сталь за будь-яким з пп. 1-4, яка відрізняється тим, що додатково містить до 0,01 мас. % Са.
6. Сталь за будь-яким з пп. 1-5, яка відрізняється тим, що додатково містить до 0,003 мас. % В.
7. Спосіб виробництва сталі для трубних виробів нафтопромислового сортаменту, який включає
процес гарячої обробки сталевої заготовки, яка містить, мас. %:
С від більше 0,35 до 1,00,
Si 0,05-0,5,
Μn 0,05-1,0,
Аl 0,005-0,10,
Мо від більше 1,0 до 10,
Р 0,025 або менше,
S 0,010 або менше,
О 0,01 або менше,
Ν 0,03 або менше,
решта - Fe і неминучі домішки, при цьому вміст вуглецю і вміст молібдену, виражений в масових процентах, в сталевій заготовці задовольняють наступному Виразу 2 для одержання сталевого матеріалу;
процес загартовування сталевого матеріалу після процесу гарячої обробки; і
процес відпускання сталевого матеріалу після процесу загартовування в діапазоні температури від 680 °С до точки АC1, причому
С´Мо³0,6 (Вираз 2).
8. Спосіб за п. 7, який відрізняється тим, що сталь після процесу гарячої обробки загартовують шляхом безперервного охолоджування за умови, що час, який витрачається від початкової температури загартовування до початкової температури мартенситного перетворення, становить 100-600 секунд.
9. Спосіб за п. 7, який відрізняється тим, що в процесі загартовування після процесу гарячої обробки сталевий матеріал піддають
першій обробці охолоджуванням за умови, що швидкість охолоджування з початкової температури загартовування до діапазону температури вище, ніж точка мартенситного перетворення, до 300 °С, становить 0,7 °С/с або більше,
ізотермічній обробці після першої обробки охолодженням шляхом витримування в діапазоні температури вище, ніж точка мартенситного перетворення, до 300 °С, і
другій обробці охолоджуванням до звичайної температури після ізотермічної обробки.
10. Спосіб за будь-яким з пп. 7-9, який відрізняється тим, що сталевий матеріал загартовують так, що твердість за Роквелом за шкалою С (HRC) у центральній ділянці товщини сталі після процесу загартовування і до процесу відпускання відповідає виразу:
HRC³50´C+26.
11. Спосіб за будь-яким з пп. 7-10, який відрізняється тим, що додатково включає етап, на якому виконують процес нормалізації сталевого матеріалу після процесу гарячої обробки і до процесу загартовування.
12. Спосіб за будь-яким з пп. 7-11, який відрізняється тим, що сталева заготовка додатково містить до 2,0 мас. % Cr.
13. Спосіб за будь-яким з пп. 7-12, який відрізняється тим, що сталева заготовка додатково містить до 0,30 мас. % V.
14. Спосіб за будь-яким з пп. 7-13, який відрізняється тим, що сталева заготовка додатково містить щонайменше один елемент з, мас. %:
Nb до 0,1,
Ті до 0,1 і
Zr до 0,1.
15. Спосіб за будь-яким з пп. 7-14, який відрізняється тим, що сталева заготовка додатково містить до 0,01 мас. % Ca.
16. Спосіб за будь-яким з пп. 7-15, який відрізняється тим, що сталева заготовка додатково містить до 0,003 мас. % В.
Текст
Реферат: Сталь для трубних виробів нафтопромислового сортаменту включає, як хімічну композицію, в масових процентах: С, Si, Μn, Αl, Mo, P, S, О, N і решта Fe і неминучі домішки, в якій повна ширина на половині максимуму HW кристалічної площини, відповідної (211)-кристалічній площині α-фази, і вміст вуглецю, виражений в масових процентах в хімічній композиції, 1/2 задовольняє виразу HWC 0,38, вміст вуглецю і вміст молібдену, виражений в масових UA 115060 C2 процентах в хімічній композиції, задовольняють виразу СМо0,6, кількість карбідів М2С, що мають гексагональну кристалічну структуру і що мають еквівалентний діаметр окружності 1 нм або більше, становить 5 одиниць або більше на один квадратний мкм, а межа текучості становить 758 МПа або більше. UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 ОПИС Галузь техніки, до якої належить винахід Даний винахід стосується сталі для трубних виробів нафтопромислового сортаменту і способу її виробництва. Особливо, даний винахід стосується низьколегованої сталі для трубних виробів нафтопромислового сортаменту, яка використовується для трубних виробів нафтопромислового сортаменту, таких як обсадна колона, насосно-компресорна колона і т. п. для нафтової свердловини і газової свердловини, і способу її виробництва. Заявка заявляє на пріоритет за заявкою на патент Японії № 2012-138650, поданої 20 червня 2012 р., зміст якої включений в даний опис за допомогою посилання. Рівень техніки Для трубних виробів нафтопромислового сортаменту потрібне високе зміцнення для свердловин із заглибленням, таких як нафтові свердловини і газові свердловини (які далі сукупно просто називаються "нафтова свердловина"). Традиційно широко використовувалися трубні вироби нафтопромислового сортаменту класу 80 ksi, з межею текучості 80-95 ksi або 551-654 МПа, або 95 ksi з межею текучості 95-110 ksi або 654-758 МПа. Однак останнім часом починають використовуватися трубні вироби нафтопромислового сортаменту класу 110 ksi з межею текучості 110-125 ksi або 758-862 МПа. Більше того: більшість глибоких свердловин, які розробляються останнім часом, містять сірководень, що виявляє корозійну агресивність. У зв'язку з цим, трубним виробам нафтопромислового сортаменту необхідно мати не тільки високу міцність, а й стійкість до розтріскування під дією напружень в сульфідовмісному середовищі (яке далі називається стійкістю до SSC). Способи, в яких сталь рафінують або подрібнюють структуру сталі, відомі як план поліпшення стійкості до SSC традиційних трубних виробів нафтопромислового сортаменту класу 95-110 ksi або 654-758 МПа. Наприклад, нерозглянута заявка на патент Японії, перша публікація № S62-253720, пропонує спосіб поліпшення стійкості до SSC шляхом зниження вмісту домішкових елементів, таких як Mn, Р і т. п. Нерозглянута заявка на патент Японії, перша публікація № S59-232220, пропонує спосіб поліпшення стійкості до SSC шляхом виконання обробки загартуванням двічі для подрібнення кристалічних зерен. У відповідь на вимогу високого зміцнення трубних виробів нафтопромислового сортаменту останнім часом була запропонована сталь для трубних виробів нафтопромислового сортаменту класу 125 ksi з межею текучості 862-965 МПа. Однак, розтріскування під дією напружень у сульфідовмісному середовищі (SSC) має тенденцію до виникнення при збільшенні міцності. У зв'язку з цим відносно сталі для трубних виробів нафтопромислового сортаменту класу 125 ksi або вище потрібне додаткове поліпшення стійкості до SSC порівняно з традиційною сталлю для трубних виробів нафтопромислового сортаменту класу 95 ksi або 110 ksi. Нерозглянута заявка на патент Японії, перша публікація № H6-322478, нерозглянута заявка на патент Японії, перша публікація № H8-311551, нерозглянута заявка на патент Японії, перша публікація № H11-335731, нерозглянута заявка на патент Японії, перша публікація № 2000178682, нерозглянута заявка на патент Японії, перша публікація № 2000-256783, нерозглянута заявка на патент Японії, перша публікація № 2000-297344, нерозглянута заявка на патент Японії, перша публікація № 2000-119798, нерозглянута заявка на патент Японії, перша публікація № 2005-350754, нерозглянута заявка на патент Японії, перша публікація № 2006265657, нерозглянута заявка на патент Японії, перша публікація № 2000-313919 і міжнародна публікація PCT № 2007/007678 пропонують плани поліпшення стійкості до SSC високоміцної сталі для трубних виробів нафтопромислового сортаменту. Нерозглянута заявка на патент Японії, перша публікація № H6-322478, пропонує спосіб поліпшення стійкості до SSC сталевих матеріалів класу 125 ksi шляхом подрібнення структури сталі за допомогою термообробки з індукційним нагріванням. Нерозглянута заявка на патент Японії, перша публікація № H8-311551, пропонує спосіб поліпшення стійкості до SSC сталевих труб класу 110-140 ksi у випадку підвищення загартовуваності з використанням способу прямого загартування і підвищення температури відпускання. Нерозглянута заявка на патент Японії, перша публікація № H11-335731, пропонує спосіб поліпшення стійкості до SSC низьколегованої сталі 110-140 ksi за допомогою регулювання до оптимального легуючого компонента. Нерозглянута заявка на патент Японії, перша публікація № 2000-178682, нерозглянута заявка на патент Японії, перша публікація № 2000-256783, і нерозглянута заявка на патент Японії, перша публікація № 2000-297344, пропонують спосіб поліпшення стійкості до SSC низьколегованої сталі для трубних виробів нафтопромислового сортаменту 110-140 ksi шляхом керування морфологією карбідів. Нерозглянута заявка на патент Японії, перша публікація № 2000-119798, пропонує спосіб сповільнення часу виникнення SSC сталевих 1 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 матеріалів 110 125 ksi, дозволяючи дрібним карбідам ванадію достатньо виділятися. Нерозглянута заявка на патент Японії, перша публікація № 2005-350754, пропонує спосіб поліпшення стійкості до SSC трубних виробів нафтопромислового сортаменту 125 ksi або вище шляхом регулювання густини дислокацій і коефіцієнта дифузії водню до необхідних значень. Нерозглянута заявка на патент Японії, перша публікація № 2006-265657, пропонує спосіб поліпшення стійкості до SSC сталі для трубних виробів нафтопромислового сортаменту 125 ksi або вище, дозволяючи містити велику кількість С, зупиняючи водяне охолоджування на 400600 °C під час водяного охолоджування і виконуючи термообробку шляхом ізотермічного перетворення (обробку шляхом ізотермічного загартування) при 400-600 °C для утворення однофазної бейнітної структури. Нерозглянута заявка на патент Японії, перша публікація № 2000-313919, і міжнародна публікація PCT № 2007/007678 розкривають спосіб поліпшення стійкості до SSC сталевих труб шляхом збільшення вмісту Mo порівняно з традиційними трубними виробами нафтопромислового сортаменту. Документи відомого рівня техніки Патентні документи [Патентний документ 1] Нерозглянута заявка на патент Японії, перша публікація № S62253720. [Патентний документ 2] Нерозглянута заявка на патент Японії, перша публікація № S59232220. [Патентний документ 3] Нерозглянута заявка на патент Японії, перша публікація № H6322478. [Патентний документ 4] Нерозглянута заявка на патент Японії, перша публікація № H8311551. [Патентний документ 5] Нерозглянута заявка на патент Японії, перша публікація № H11335731. [Патентний документ 6] Нерозглянута заявка на патент Японії, перша публікація № 2000178682. [Патентний документ 7] Нерозглянута заявка на патент Японії, перша публікація № 2000256783. [Патентний документ 8] Нерозглянута заявка на патент Японії, перша публікація № 2000297344. [Патентний документ 9] Нерозглянута заявка на патент Японії, перша публікація № 2000119798. [Патентний документ 10] Нерозглянута заявка на патент Японії, перша публікація № 2005350754. [Патентний документ 11] Нерозглянута заявка на патент Японії, перша публікація № 2006265657. [Патентний документ 12] Нерозглянута заявка на патент Японії, перша публікація № 2000313919. [Патентний документ 13] міжнародна публікація PCT № 2007/007678. Суть винаходу Проблеми, що вирішуються винаходом Як описано вище, останнім часом було потрібне додаткове поліпшення стійкості до SSC сталі для трубних виробів нафтопромислового сортаменту класу 110 ksi з межею текучості 758 МПа або більше або 125 ksi з межею текучості 862 МПа або більше. Причина полягає в тому, що нафтові свердловини і газові свердловини, що використовуються в цей час, містять велику кількість сірководню. Наприклад, нерозглянута заявка на патент Японії, перша публікація № 2005-350754, і нерозглянута заявка на патент Японії, перша публікація № 2006-265657, розкривають сталь для трубних виробів нафтопромислового сортаменту, яка має межу текучості 125 ksi - 862 МПа і яка є чудовою за стійкістю до SSC. Однак, всі ванни для випробувань, що використовуються для оцінного випробування на стійкість до SSC, являють собою ванни для випробувань, які насичені сірководнем при 0,01 МПа. У зв'язку з цим, у високоміцній сталі для трубних виробів нафтопромислового сортаменту потрібна чудова стійкість до SSC навіть у ванні для випробувань, яка насичена сірководнем під додатковим високим тиском. У доповнення, традиційні трубні вироби нафтопромислового сортаменту, що мають межу текучості 110 ksi (758 МПа) або вище, не придатні для використання в трубах насоснокомпресорної колони. Трубні вироби нафтопромислового сортаменту, що мають межу текучості 95 ksi (655 МПа) або нижче, використовуються в трубах обсадної колони і трубах насоснокомпресорної колони. Однак, у трубних виробах нафтопромислового сортаменту, що мають 2 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 межу текучості 110 ksi (758 МПа) або вище, стійкість до SSC у випадку, де застосовується надріз (значення коефіцієнта KISSC інтенсивності напружень в сірководневому середовищі), знижена. У зв'язку з цим у випадку, де традиційні трубні вироби нафтопромислового сортаменту з 110 ksi (758 МПа) або вище використовуються як труба насосно-компресорної колони, яка безпосередньо піддається впливу свердловинного текучого середовища, SSC може виникати з прихованого дефекту або прихованої пітингової корозії як початкова точка. Відповідно, відносно сталі для трубних виробів нафтопромислового сортаменту, що має міцність класу 110 ksi (758 МПа) або вище, переважно, щоб значення KISSC було вище для того, щоб застосовуватися в трубах насосно-компресорної колони. Даний винахід полягає в забезпеченні низьколегованої сталі для трубних виробів нафтопромислового сортаменту, чудової за стійкістю до SSC. Особливо, даний винахід полягає в забезпеченні низьколегованої сталі для трубних виробів нафтопромислового сортаменту, яка має межу текучості (при залишковій деформації 0,2%) класу 110 ksi або вище (758 МПа або вище) або 125 ksi або вище (862 МПа або вище) і яка є чудовою за стійкістю до SSC, що містить стійкість до SSC в середовищі сірководню під високим тиском, стійкість до SSC у випадку, коли застосовується надріз, і т. п. Вирішення проблем Аспект даного винаходу використовує наступне. (1) Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з аспектом винаходу включає як хімічну композицію, в масових процентах, С: більше 0,35%1,00%, Si: 0,05%-0,5%, Mn: 0,05%-1,0%, Al: 0,005%-0,10%, Mo: більше 1,0%-10%, Р: 0,025% або менше, S: 0,010% або менше, О: 0,01% або менше, N: 0,03% або менше, Cr: 0%-2,0%, V: 0%0,30%, Nb: 0%-0,1%, Ti: 0%-0,1%, Zr: 0%-0,1%, Ca: 0%-0,01%, В: 0%-0,003%, і залишок, що складається з Fe і домішок, в якій, коли повна ширина піка на половині максимуму кристалічної площини, відповідній (211)-кристалічній площині α-фази, яка одержана шляхом рентгенівської дифракції, являє собою HW в одиницях°, повна ширина на половині максимуму HW і вміст вуглецю, виражений в масових процентах в хімічній композиції, задовольняють наступний Вираз 1, вміст вуглецю і вміст молібдену, виражений в масових процентах в хімічній композиції, задовольняють наступний Вираз 2, кількість карбідів M2C, що мають гексагональну кристалічну структуру і що мають еквівалентний діаметр окружності 1 нм або більше, становить 5 одиниць або більше на один квадратний мкм, а межа текучості становить 758 МПа або більше: 1/2 HWC ≤0,38 (Вираз 1), СMo≥0,6 (Вираз 2). Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з аспектом винаходу має чудову стійкість до SSC. (2) У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з (1), сталь може включати як хімічну композицію, в масових процентах, Cr: 0,1%-2,0%. (3) У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з (1) або (2), сталь може включати як хімічну композицію, в масових процентах, V: 0,05%-0,30%. (4) У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (1)-(3), сталь може включати як хімічну композицію, в масових процентах, щонайменше один з елементів Nb: 0,002%-0,1%, Ti: 0,002%-0,1%, і Zr: 0,002%-0,1%. (5) У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (1)-(4), сталь може включати як хімічну композицію, в масових процентах, Ca: 0,0003%-0,01%. (6) У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (1)-(5), сталь може включати як хімічну композицію, в масових процентах, В: 0,0003%-0,003%. (7) Спосіб виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з аспектом винаходу включає: процес гарячої обробки сталевої заготовки, який містить як хімічну композицію, в масових процентах, С: більше 0,35%-1,00%, Si: 0,05%0,5%, Mn: 0,05%-1,0%, Al: 0,005%-0,10%, Mo: більше 1,0%-10%, Р: 0,025% або менше, S: 0,010% або менше, О: 0,01% або менше, N: 0,03% або менше, Cr: 0%-2,0%, V: 0%-0,30%, Nb: 0%-0,1%, Ti: 0%-0,1%, Zr: 0%-0,1%, Ca: 0%-0,01%, В: 0%-0,003%, і залишок, що складається з Fe і домішок, і в якому вміст вуглецю і вміст молібдену, виражений в масових процентах в хімічній композиції, задовольняє наступний Вираз 2, щоб одержувати сталевий матеріал; процес загартування для загартування сталевого матеріалу після процесу гарячої обробки; і процес відпускання для відпускання сталевого матеріалу після процесу загартування в діапазоні температури від 680 °C до точки AС1. СMo≥0,6 (Вираз 2). 3 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 (8) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з (7) в процесі загартування сталевий матеріал після процесу гарячої обробки можуть прогартовувати шляхом безперервного охолоджування за умови, що час, який використовується від початкової температури загартування до початкової температури мартенситного перетворення, становить від 100 секунд до 600 секунд. (9) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з (7) в процесі загартування як першу обробку охолоджуванням сталевий матеріал після процесу гарячої обробки можуть охолоджувати за умови, що швидкість охолоджування з початкової температури загартування до діапазону температури вища, ніж точка мартенситного перетворення, до 300 °C, становить 0,7 °C/с або більше, як ізотермічну обробку сталевий матеріал після першої обробки охолоджуванням можуть витримувати за умови в діапазоні температури вище, ніж точка мартенситного перетворення, до 300 °C, і як другу обробку охолоджуванням сталевий матеріал після ізотермічної обробки можуть охолоджувати. (10) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(9), в процесі загартування, коли твердість за Роквелом за шкалою С в центральній ділянці товщини сталевого матеріалу після процесу загартування і до процесу відпускання являє собою HRC, сталевий матеріал можуть прогартовувати за умови, що твердість за Роквелом HRC задовольняє наступний Вираз 3. HRC≥50С+26 (Вираз 3). (11) Спосіб виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(10) може додатково включати процес нормалізації для нормалізації сталевого матеріалу після процесу гарячої обробки і до процесу загартування. (12) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(11), сталева заготовка може включати як хімічну композицію, в масових процентах, Cr: 0,1%-2,0%. (13) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(12), сталева заготовка може включати як хімічну композицію, в масових процентах, V: 0,05%-0,30%. (14) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(13), сталева заготовка може включати як хімічну композицію, в масових процентах, щонайменше один з Nb: 0,002%-0,1%, Ti: 0,002%-0,1%, і Zr: 0,002%-0,1%. (15) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(14), сталева заготовка може включати як хімічну композицію, в масових процентах, Ca: 0,0003%-0,01%. (16) У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з будь-яким з (7)-(15), сталева заготовка може включати як хімічну композицію, в масових процентах, В: 0,0003%-0,003%. Переважні ефекти винаходу Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з аспектом винаходу має чудову стійкість до SSC. Низьколегована сталь для трубних виробів нафтопромислового сортаменту, зроблена згідно з аспектом винаходу, має чудову стійкість до SSC. Особливо, можливо забезпечувати низьколеговану сталь для трубних виробів нафтопромислового сортаменту, яка має межу текучості (при залишковій деформації 0,2%) класу 110 ksi або вище (758 МПа або вище) або 125 ksi або вище (862 МПа або вище) і яка є чудовою за стійкістю до SSC, що містить стійкість до SSC в середовищі сірководню під високим тиском, стійкість до SSC у випадку, коли застосовується надріз, і т. п. Короткий опис креслень Фіг. 1А являє собою мікрознімок електронного мікроскопа гексагональних карбідів M 2C, що просвічує, які містяться в низьколегованій сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання даного винаходу. Фіг. 1В являє собою картину дифракції електронів і вигляд, що ілюструє результат ідентифікації гексагональних карбідів M2C, які містяться в низьколегованій сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання. Фіг. 2 являє собою картину дифракції для рентгенівської дифракції карбідів, які являють собою залишок від електролітичного витягування низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання. Фіг. 3 являє собою вигляд, що пояснює процес загартування в способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом 4 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 виконання даного винаходу, і вигляд, що ілюструє процес загартування, що включає обробку шляхом безперервного охолоджування, і процес загартування, що включає ізотермічну обробку. Фіг. 4 являє собою вигляд, що ілюструє відношення між товщиною t (мм) сталевої труби і швидкістю охолоджування CR8-5 (°C/c) для того, щоб зменшувати гартівні тріщини під час загартування при обробці шляхом безперервного охолоджування. Опис варіантів виконання Далі переважний варіант виконання винаходу буде описаний детально з посиланням на креслення. На кресленнях одна і та ж посилальна позиція буде додана одним і тим же або відповідним частинам на кресленнях, а їх опис буде тут виключений. %, що стосується елемента хімічної композиції, представляє масовий процент. Автори провели вивчення і дослідження відносно стійкості до SSC низьколегованої сталі для трубних виробів нафтопромислового сортаменту і одержували наступні результати. (А) Коли в низьколегованій сталі для трубних виробів нафтопромислового сортаменту утворюються гексагональні карбіди M2C, стійкість до SSC збільшується. Тут, гексагональні карбіди M2C представляють карбіди M2C, які мають гексагональну кристалічну структуру. "M" в M2C представляє Mo або Mo і V. Mo і С сприяють утворенню гексагональних карбідів M2C, які являють собою дрібні карбіди. Фіг. 1А показує мікрознімок електронного мікроскопа (ТЕМ), що просвічує, низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання винаходу. Гексагональні карбіди M2C являють собою дрібні карбіди з пластинчатою формою, а їх розмір зерна приблизно становить 1 нм - 50 нм в еквівалентному діаметрі окружності. Гексагональні карбіди M2C відрізняються від карбідів M2C, що мають кубічну кристалічну структуру. Гексагональні карбіди M2C мають пластинчату форму і, таким чином, мають тенденцію до уловлювання дифузійного водню. Представляється, що гексагональні карбіди M 2C надійно вловлюють водень, і уловлений водень стає неактивним так, що зменшується виникнення SSC. Більше того: гексагональні карбіди M2C є дрібними, і, таким чином, майже не діють як початкова точка SSC. Відповідно, гексагональні карбіди M2C сприяють поліпшенню стійкості до SSC. Гексагональні карбіди M2C можуть бути ідентифіковані шляхом спостереження під електронним мікроскопом і шляхом дифракції електронного пучка, які описані далі. У доповнення, відносно наявності гексагональних карбідів M2C, сама наявність також може бути підтверджена шляхом рентгенівської дифракції витягнутого залишку, яка описана далі. Коли п'ять одиниць або більше гексагональних карбідів M2C, які мають розмір зерна (еквівалентний діаметр окружності) 1 нм або більше, представлені на одному квадратному мкм 2 (мкм ), стійкість до SSC низьколегованої сталі для трубних виробів нафтопромислового сортаменту збільшується. У доповнення, існує можливість того, що можуть бути представлені гексагональні карбіди M2C, які мають розмір зерна менше 1 нм. Однак, ідентифікація гексагональних карбідів M2C менша 1 нм за допомогою електронного мікроскопа і дифракції електронного пучка є технічно складною. У зв'язку з цим у винаході забезпечена певна кількість гексагональних карбідів M2C, які мають розмір зерна 1 нм або більше на одиницю площі. (В) Вміст Мо повинен бути більше 1 мас.% і 10 мас.% або менше. У цьому випадку не тільки підтримується утворення вищеописаних гексагональних карбідів M2C, а й зменшується проникнення водню в сталь в сірководневому середовищі. Особливо, сульфід заліза, який являє собою корозійний продукт, утворюється на поверхні сталі в сірководневому середовищі. Mo концентрується в сульфіді заліза і збільшує захисну характеристику сульфіду заліза сталевої поверхні. Відповідно, проникнення водню в сталь у сірководневому середовищі зменшується і, таким чином, стійкість до SSC збільшується. (С) У низьколегованої сталі для трубних виробів нафтопромислового сортаменту різні карбіди в доповнення до гексагональним карбідів M2C додатково утворюються під час загартування і відпускання. Серед карбідів, карбіди M 3C і карбіди M23C6, які головним чином утворюються на межах зерен або поверхнях рейок мартенситної структури, визначені як "зернограничні карбіди" у винаході. Тут, "M" в карбідах M 3C і карбідах M23C6 представляє Fe, Cr або Mo. Зернограничні карбіди значно більші, ніж гексагональні карбіди M 2C, і мають розмір близько декількох сотень нм. Оскільки зернограничні карбіди є великими, коли форма зернограничних карбідів є плоскою, розтріскування під дією напружень у сульфідовмісному середовищі (SSC) має тенденцію до виникнення в зернограничних карбідах як початкова точка. З іншого боку, коли форма зернограничних карбідів повинна бути сферичною, SSC важко виникати в зернограничних карбідах і, таким чином, поліпшується стійкість до SSC. Відповідно, для поліпшення стійкості до SSC, доцільно переважно сфероїдизувати зернограничні карбіди. 5 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 Зернограничні карбіди можуть бути в деякій мірі сфероїдизовані шляхом збільшення температури відпускання. Однак сфероїдизація зернограничних карбідів шляхом збільшення температури відпускання має межу. У зв'язку з цим переважно додатково сфероїдизувати зернограничні карбіди способом, відмінним від способу збільшення температури відпускання. При збільшенні кількості С, особливо, коли кількість С збільшується, щоб становити більше 0,35 мас.%, зернограничні карбіди в сталі можуть додатково сфероїдизуватися. Відповідно, стійкість до SSC додатково збільшується. Причина, через яку зернограничні карбіди сфероїдизуються при збільшенні кількості С, передбачається в наступному. Коли кількість С збільшується, всі зернограничні карбіди збільшуються. Відповідно, концентрація Cr і Mo в кожному зернограничному карбіді зменшується і, таким чином, зернограничні карбіди сфероїдизуються. (D) Коли густина дислокацій в сталі є високою, стійкість до SSC зменшується. Причина полягає в тому, що дислокація діє як місце уловлювання водню. Представляється, що дислокація слабко вловлює водень під дією ефекту Котрела, і уловлений водень здатний ще раз дифундувати так, що воднева крихкість під дією дифундування виникає до вершини тріщини розтріскування під дією напружень у сульфідовмісному середовищі (SSC). Іншими словами, коли в сталі містяться гексагональні карбіди M2C, і густина дислокацій є низькою, водень в сталі переважно і міцно вловлюється в гексагональних карбідах M 2C. У результаті поліпшується стійкість до SSC. Відповідно, переважно, щоб густина дислокацій була низькою. Повна ширина піка на половині максимуму кристалічної площини при рентгенівській дифракції підпадає під вплив густини дислокацій. Особливо, повна ширина на половині максимуму розширюється при збільшенні густини дислокацій. Відповідно, у винаході повна ширина на половині максимуму HW (°) дифракційного піка (211)-кристалічної площини, яка одержана шляхом рентгенівської дифракції, розглядається як параметр, який вказує напруження решіток. Напруження решіток збільшується при збільшенні густини дислокацій. У випадку, де кількість С більша 0,35 мас.%, а кількість Mo більша 1 мас.%, коли повна ширина на половині максимуму HW задовольняє Вираз 1, густина дислокацій в сталі є досить низькою, і може бути одержана чудова стійкість до SSC. 1/2 HWC ≤0,38 (Вираз 1). Тут замість С у Виразі 1 використовується кількість вуглецю (в масових процентах). Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання головним чином включає як металографічну структуру відпущений мартенсит і відпущений бейніт. Однак, оскільки мартенсит, бейніт і ферит відповідають кристалічній структурі BCC (об'ємно-центрованої кубічної) або структурі, що включає її, важко відрізняти мартенсит, бейніт і ферит способом рентгенівської дифракції. У винаході мартенсит, бейніт і ферит розглядаються як α-фаза. Відповідно, повна ширина на половині максимуму HW дифракційного піка (211)-кристалічної площини представляє повну ширину на половині максимуму кристалічної площини, відповідній (211)-кристалічній площині α-фази. Як описано вище, в діапазоні хімічної композиції, який визначений у варіанті виконання, коли п'ять одиниць або більше гексагональних карбідів M 2C, що мають розмір зерна 1 нм або більше, 2 виділяються на одному квадратному мкм (мкм ), а повна ширина на половині максимуму HW задовольняє Вираз 1, може бути одержана чудова стійкість до SSC. Автори виконали винахід, основуючись на вищеописаних результатах. Далі буде описана низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання. [Хімічна композиція] Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання має наступну хімічну композицію. Далі, "%" кількості відповідних елементів, який описаний нижче, виражає "масовий процент". Більше того: діапазон обмеження відповідних елементів, який описаний нижче, включає його нижню межу і верхню межу. Однак діапазон обмеження, в якому нижня межа показана у вигляді "більше", не включає нижню межу, а діапазон обмеження, в якому верхня межа показана у вигляді "менше", не включає верхню межу. Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання включає як основні елементи С, Si, Mn, Al і Mo. С: більше 0,35%-1,00%. У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання кількість вуглецю (С) більша, ніж його кількість в традиційній низьколегованій сталі для трубних виробів нафтопромислового сортаменту. Коли міститься велика кількість С, підтримується сфероїдизація зернограничних карбідів і, таким чином, 6 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 поліпшується стійкість сталі до SSC. З іншого боку, коли С міститься надмірно, ефект пригнічується. Відповідно, кількість С повинна становити більше 0,35% і 1,00% або менше. Нижня межа кількості С переважно становить 0,45%, більш переважно 0,51% і ще більш переважно 0,56%. Верхня межа кількості С становить менше 1,00%, більш переважно 0,80% і ще більш переважно 0,70%. Si: 0,05%-0,5%. Кремній (Si) розкислює сталь. З іншого боку, коли Si міститься надмірно, ефект пригнічується. Відповідно, кількість Si повинна становити 0,05%-0,5%. Нижня межа кількості Si переважно становить більше 0,05%, більш переважно 0,1% і ще більш переважно 0,13%. Верхня межа кількості Si переважно становить менше 0,5%, більш переважно 0,40% і ще більш переважно 0,30%. Mn: 0,05%-1,0%. Магній (Mn) збільшує загартовуваність сталі. З іншого боку, коли Mn міститься надмірно, магній скупчується на межах зерен разом з домішковими елементами, такими як фосфор (Р), сірка (S) і т. п. В результаті стійкість сталі до SSC зменшується. Відповідно, кількість Mn повинна становити 0,05 мас.%-1,0 мас.%. Нижня межа кількості Mn переважно становить більше 0,05%, більш переважно 0,10% і ще більш переважно 0,35%. Верхня межа кількості Mn переважно становить менше 1,0%, більш переважно 0,70%, більш переважно 0,65% і ще більш переважно 0,50%. Al: 0,005%-0,10%. Алюміній (Al) розкислює сталь. З іншого боку, коли Al міститься надмірно, ефект пригнічується, а включення збільшуються. Відповідно, кількість Al повинна становити 0,005%0,10%. Нижня межа кількості Al переважно становить більше 0,005%, більш переважно 0,010% і ще більш переважно 0,020%. Верхня межа кількості Al переважно становить менше 0,10%, більш переважно 0,06% і ще більш переважно 0,05%. У варіанті виконання кількість "Al" представляє "розчинний в кислоті Al", тобто, кількість "розчинного Al". Mo: більше 1,0%-10%. Молібден (Мо) збільшує загартовуваність і збільшує частку мартенситу в структурі. Відповідно, Мо збільшує міцність сталі. Більше того: Мо концентрується в сульфіді заліза (корозійному продукті), який утворюється на поверхні сталі в сірководневому середовищі, і збільшує захисну характеристику сульфіду заліза сталевої поверхні. Відповідно, проникнення водню в сталь зменшується і, таким чином, збільшується стійкість сталі до SSC. Більше того: Мо утворює гексагональні карбіди Mo2C, які являють собою дрібні карбіди. Гексагональні карбіди Mo2C міцно зв'язують (вловлюють) дифузійний водень і, таким чином, зменшується виникнення SSC через водень. З іншого боку, коли Мо міститься надмірно, ефект пригнічується. Відповідно, кількість Мо повинна становити більше 1,0% і 10% або менше. Нижня межа кількості Мо становить переважно 1,20%, більш переважно 1,30% і ще більш переважно 1,55%. Верхня межа кількості Мо переважно становить менше 10%, більш переважно 4,0% і ще більш переважно 3,0%. Низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання включає домішки. Тут "домішки" являють собою елементи, які надходять під час промислового виробництва сталі з руд і шихти, які використовуються як сировина сталі, або від середовища виробничого процесу. Серед домішок переважно, щоб Р, S, О і N були обмежені, таким чином для того, щоб достатньо одержувати вищевідмічені технічні результати. Більше того: оскільки переважно, щоб кількість відповідних домішок була низькою, немає необхідності обмежувати нижню межу, і нижня межа відповідних домішок може становити 0%. Р: 0,025% або менше. Фосфор (Р) являє собою домішку. Р скупчується на межах зерен і зменшує стійкість сталі до SSC. У зв'язку з цим переважно, щоб кількість Р була маленькою. Відповідно, кількість Р повинна становити 0,025% або менше. Кількість Р переважно становить менше 0,025%, більш переважно 0,020% або менше, і ще більш переважно 0,015% або менше. S: 0,010% або менше. Сірка (S) являє собою домішку також, як і P. S скупчується на межах зерен і зменшує стійкість сталі до SSC. У зв'язку з цим, переважно, щоб кількість S була маленькою. Відповідно, кількість S повинна становити 0,010% або менше. Кількість S переважно становить менше 0,010%, більш переважно 0,005% або менше, і ще більш переважно 0,003% або менше. О: 0,01% або менше. Кисень (О) являє собою домішку. Коли О міститься надмірно, утворюються великі оксиди і, таким чином, в'язкість і стійкість сталі до SSC зменшуються. У зв'язку з цим переважно, щоб 7 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 кількість О була маленькою. Відповідно, кількість О повинна становити 0,01% або менше і більш переважно 0,005% або менше. N: 0,03% або менше. Азот (N) являє собою домішку. Коли N міститься надмірно, утворюються великі нітриди. Великі нітриди діють як початкова точка пітингової корозії і, таким чином, стійкість до SSC може зменшуватися. Відповідно, кількість N повинна становити 0,03% або менше. Верхня межа кількості N переважно становить менше 0,03%, більш переважно 0,025% і ще більш переважно 0,02%. З іншого боку, маленька кількість азоту (N) зв'язується з Nb, Ti, і Zr для утворення нітридів або карбонітридів, що приводить до подрібнення структури сталі за допомогою ефекту закріплення. Таким чином, маленька кількість N може бути навмисно включена в сталі. Нижня межа N для одержання ефекту становить переважно 0,003% і більш переважно 0,004%. У доповнення, N являє собою домішку для виробництва сталі. У випадку, де вищеописані ефекти нітридів або карбонітридів обов'язково не потрібні, N може становити менше 0,003% як домішка. Хімічна композиція низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання включає вищевідмічені основні елементи і необов'язкові елементи, які описані нижче, а залишок складається з Fe і вищевідмічених домішок. Як описано вище, відмічені домішки представляють елементи, які надходять від руд і шихти, які використовуються як сировина сталі, або від середовища виробничого процесу. [Необов'язкові елементи] Хімічна композиція низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання може додатково включати щонайменше один необов'язковий елемент Cr, V, Nb, Ti, Zr, Ca і В в заміщення частини Fe. Необов'язкові елементи можуть бути включені при необхідності. Таким чином, немає необхідності обмежувати нижню межу відповідних необов'язкових елементів, і нижня межа може становити 0%. Більше того: навіть якщо необов'язкові елементи можуть бути включені у вигляді домішок, вищевідмічені ефекти не піддаються впливу. Низьколегована сталь для трубних виробів нафтопромислового сортаменту може додатково включати Cr в заміщення частини Fe. Cr: 0%-2%. Хром (Cr) являє собою необов'язковий елемент. Cr збільшує загартовуваність сталі. Навіть коли міститься невелика кількість Cr, може бути одержаний цей ефект. З іншого боку, коли Cr міститься надмірно, ефект пригнічується. Відповідно, при необхідності, кількість Cr повинна становити 0%-2%. Нижня межа кількості Cr становить переважно 0,1%, більш переважно 0,2% і ще більш переважно 0,5 мас.%. Верхня межа кількості Cr переважно становить менше 2 мас.%, більш переважно 1,5 мас.%, більш переважно 1,0%, більш переважно менше 0,8% і ще більш переважно 0,7 мас.%. Низьколегована сталь для трубних виробів нафтопромислового сортаменту може додатково включати V в заміщення частини Fe. V: 0%-0,30%. Ванадій (V) утворює гексагональні карбіди M2C, які являють собою дрібні карбіди, в сукупності з Мо, і, таким чином, стійкість до SSC збільшується. Тут, "М" в гексагональних карбідах M2C представляє Mo і V. Більше того, V утворює карбіди МС, що мають кубічну кристалічну структуру (М представляє Мо і V), і, таким чином, збільшується температура відпускання сталі для одержання високої межі текучості. Кубічні карбіди МС є дрібними на відміну від зернограничних карбідів і, таким чином, майже не діють як початкова точка SSC. Навіть коли міститься невелика кількість V, може бути одержаний вищеописаний ефект. З іншого боку, коли V міститься надмірно, кількість твердорозчинного V при загартуванні насичується, і, таким чином, ефект збільшення температури відпускання також збільшується. Відповідно, при необхідності, кількість V повинна становити 0%-0,30%. Нижня межа V переважно становить 0,05 мас.%, більш переважно 0,07% і ще більш переважно 0,1 мас.%. Верхня межа кількості V переважно становить менше 0,30 мас.%, більш переважно 0,25 мас.% і ще більш переважно 0,20 мас.%. Низьколегована сталь для трубних виробів нафтопромислового сортаменту може додатково включати щонайменше один елемент, вибраний з групи, що складається з Nb, Ti і Zr, в заміщення частини Fe. Nb: 0%-0,1%. Ti: 0%-0,1%. Zr: 0%-0,1%. 8 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 Ніобій (Nb), титан (Ti) і цирконій (Zr) являють собою необов'язкові елементи. Ці елементи зв'язуються з С або N для утворення карбідів, нітридів або карбонітридів. Виділення (карбіди, нітриди і карбонітриди) подрібнюють структуру сталі за допомогою ефекту закріплення. Навіть коли щонайменше один елемент, вибраний з групи, що складається з Nb, Ti і Zr, міститься в невеликій кількості, може бути одержаний вищеописаний ефект. З іншого боку, коли Nb, Ti і Zr містяться надмірно, ефект пригнічується. Відповідно, при необхідності, кількість Nb повинна становити 0%-0,1%, кількість Ti повинна становити 0%-0,1% і кількість Zr повинна становити 0%0,1%. Коли кількість Nb становить 0,002% або більше, кількість Ti становить 0,002% або більше або кількість Zr становить 0,002% або більше, вищеописаний ефект може бути одержаний значною мірою. Нижні межі кількості Nb, кількості Ti і кількості Zr більш переважно становлять 0,005%. Верхні межі кількості Nb, кількості Ti і кількості Zr переважно становлять 0,05%. Низьколегована сталь для трубних виробів нафтопромислового сортаменту може додатково включати Са в заміщення частини Fe. Ca: 0%-0,01%. Кальцій (Са) являє собою необов'язковий елемент. Са зв'язується з S в сталі для утворення сульфідів і поліпшує форму включень, тим самим збільшується стійкість до SSC. Навіть коли міститься невелика кількість Са, може бути одержаний вищеописаний ефект. З іншого боку, коли Са міститься надмірно, ефект пригнічується. Відповідно, при необхідності, кількість Са повинна становити 0%-0,01%. Нижня межа кількості Са становить переважно 0,0003% і більш переважно 0,0005%. Верхня межа кількості Са становить переважно 0,0030% і більш переважно 0,002%. Низьколегована сталь для трубних виробів нафтопромислового сортаменту може додатково включати В у заміщення частини Fe. В: 0%-0,003%. Бор (В) являє собою необов'язковий елемент. В збільшує загартовуваність сталі. Навіть коли міститься невелика кількість В, може бути одержаний вищеописаний ефект. З іншого боку, коли В міститься надмірно, ефект пригнічується. Відповідно, при необхідності, кількість В повинна становити 0%-0,003%. Нижня межа кількості В становить переважно 0,0003% і більш переважно 0,0005%. Верхня межа кількості В становить переважно 0,0015% і більш переважно 0,0012%. Металографічна структура низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання головним чином включає відпущений мартенсит і відпущений бейніт і, більше того, включає виділення, такі як карбіди M 2C, що мають гексагональну кристалічну структуру. [Гексагональні карбіди M2C] Низьколегована сталь для трубних виробів нафтопромислового сортаменту містить п'ять одиниць або більше гексагональних карбідів M2C на один квадратний мкм (тобто 5 2 одиниць/мкм або більше). Тут гексагональні карбіди M2C являють собою карбіди, які мають гексагональну кристалічну структуру, і відрізняються від карбідів M2C, що мають кубічну кристалічну структуру. "М" в гексагональних карбідах M2C являє собою Мо або Мо і V. Кількість гексагональних карбідів M2C вимірюється наступним способом. Відбирають зразки для ТЕМ (електронного мікроскопа, який просвічує) з довільної частини низьколегованої сталі для трубних виробів нафтопромислового сортаменту, наприклад, з частини, що включає центральну ділянку товщини сталевої пластини або сталевої труби. Як спосіб відбору зразка використовують способи, такі як спосіб тонкої плівки і спосіб екстракційної репліки. 10 полів огляду у відібраному зразку спостерігають під ТЕМ для одержання мікрознімків ТЕМ відповідних 2 полів огляду. Площа кожного з полів огляду повинна становити 1 мкм . Картину дифракції електронного пучка карбідів в кожному полі огляду підтверджують для ідентифікації типу карбідів. Фіг. 1В показує звичайну картину картини дифракції гексагональних карбідів M 2C при спостереженні під електронним мікроскопом. У доповнення, гексагональні карбіди M 2C також можуть чітко відрізняти від інших карбідів, включаючи кубічні карбіди M 2C, за допомогою рентгенівської дифракції. Відповідно, підтвердження того, чи виділилися гексагональні карбіди M2C чи ні, також може бути можливим за допомогою виконання рентгенівської дифракції витягнутого залишку після електролітичного витягування карбідів у сталевому матеріалі. Фіг. 2 показує картину дифракції рентгенівської дифракції. На Фіг. 2 горизонтальна вісь представляє 2θ (°) рентгенівських променів (за умови, що θ являє собою кут падіння), а вертикальна вісь представляє інтенсивність дифракції. "Mo2C" і "MC" на Фіг. 2 представляють тип карбідів. "Mo2C" представляє гексагональні карбіди M2C. "MC" представляє кубічні карбіди МС (М представляє Мо і V) або кубічні карбіди M2C. На Фіг. 2 "(021)", "(112)" і т. п. представляють кристалічні площини (індекси Мілера). Як показано на Фіг. 2, гексагональні карбіди M 2C можуть чітко 9 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 відрізняти від інших карбідів, включаючи кубічні карбіди МС або кубічні карбіди M 2C, шляхом рентгенівської дифракції. Кількість гексагональних карбідів M2C, які ідентифікують в кожному полі огляду при спостереженні під електронним мікроскопом і які мають розмір зерна 1 нм або більше, рахують 2 для обчислення середньої кількості на 1 мкм . Обчислену середню кількість визначають як 2 2 кількість гексагональних карбідів M2C на 1 мкм (одиниць/мкм ). Коли кількість гексагональних 2 карбідів M2C становить 5 одиниць/мкм або більше, може бути одержана чудова стійкість до SSC. Розмір зерна гексагональних карбідів M2C приблизно становить 1 нм - 50 нм. Тут розмір зерна гексагональних карбідів M2C вимірюють наступним способом. Площу кожного з гексагональних карбідів M2C одержують за допомогою аналізу зображення. Еквівалентний діаметр окружності одержаної площі визначають як розмір зерна гексагональних карбідів M2C. Як описано вище, у варіанті виконання рахують кількість гексагональних карбідів M 2C, що мають розмір зерна 1 нм або більше. Верхні межі кількості і розміру зерна гексагональних карбідів M 2C особливо не обмежені. Однак, гексагональні карбіди M2C, які мають розмір зерна більше 50 нм, майже не спостерігаються, верхній розмір зерна гексагональних карбідів M2C може становити 50 нм. Більше того: як описано вище, в низьколегованій сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання переважно, щоб форма зернограничних карбідів була сферичною. Особливо, серед карбідів середнє значення аспектного відношення зернограничних карбідів, таких як карбіди M 3C і карбіди М23С6, які головним чином утворюються на межах зерен або поверхнях рейок мартенситної структури, переважно становить 3 або менше і більш переважно 2 або менше. Тут значення, яке розділяє велику вісь на малу вісь зернограничних карбідів на ділянці, що спостерігається, визначене як аспектне відношення. Аспектне відношення вимірюють наступним способом. Відбирають зразки з довільної частини низьколегованої сталі для трубних виробів нафтопромислового сортаменту, наприклад, з частини, що включає центральну ділянку товщини сталевої пластини або сталевої труби. 10 полів огляду у відібраному зразку спостерігають під оптичним мікроскопом або скануючим електронним мікроскопом або електронним мікроскопом, що просвічує. Вимірюють аспектне відношення зернограничних карбідів в кожному полі огляду і обчислюють його середнє значення. Більше того: як описано вище, в низьколегованій сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання переважно, щоб густина дислокацій була низькою при вмісті гексагональних карбідів M 2C. [Повна ширина на половині максимуму HW] У низьколегованій сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання повна ширина на половині максимуму HW (°) дифракційного піка кристалічної площини, відповідній (211)-кристалічній площині α-фази, яка одержана способом рентгенівської дифракції, задовольняє Вираз 1. 1/2 HWC ≤0,38 (Вираз 1). Тут кількість С (в масових процентах) використовується замість символу С елемента. Повну ширину на половині максимуму HW вимірюють способом рентгенівської дифракції, який слідує далі. Особливо, зразки відбирають з довільної частини низьколегованої сталі для трубних виробів нафтопромислового сортаменту, наприклад, з частини, що включає центральну ділянку товщини сталевої пластини або сталевої труби. Поверхню відібраного зразка хімічно полірують. Виконують рентгенівську дифракцію на хімічно відполірованій поверхні з використанням випромінювання CoKα (Kα1) як падаючого рентгенівського випромінювання. Повну ширину на половині максимуму кристалічної площини, відповідній (211)-кристалічній площині α-фази, вимірюють в одиницях°. Особливо, Kα1 і Kα2 у випромінюванні CoKα розділяють за допомогою установки для екстракції тільки Kα1, і вимірюють повну ширину на половині максимуму (°), що дифрагується випромінюванням Kα1 (211)-кристалічної площини зразка. Більше того: повну ширину на половині максимуму вимірюють на висоті, яка являє собою половину висоти піка (спосіб вершини піка). У доповнення, відносно повної ширини на половині максимуму, що одержується пристроєм, повну ширину на половині максимуму, одержану пристроєм, вимірюють з використанням монокристала (ідеального монокристала, який не має повної ширини на половині максимуму) LaB6 (гексабориду лантану), і можуть виконувати поправку шляхом віднімання повної ширини на половині максимуму, що одержується з пристрою, з фактично виміряного значення. 10 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 Дислокація діє як місце слабкого уловлювання водню, уловлений водень здатний ще раз дифундувати так, що стійкість до SSC зменшується. Відповідно, переважно, щоб густина дислокацій була низькою. Коли повна ширина на половині максимуму задовольняє Вираз 1, вважається, що густина дислокацій зменшується і, таким чином, дифундуючому водню важко акумулюватися в сталі. Відповідно, може бути одержана чудова стійкість до SSC. З іншого боку, коли повна ширина на половині максимуму не задовольняє Вираз 1, вважається, що зменшення густини дислокацій є недостатнім і, таким чином, стійкість до SSC є недостатньою. 1/2 Нижня межа HWC особливо не обмежена. Для того, щоб переважно поліпшувати 1/2 стійкість до SSC, надається перевага нижнім значенням HWC . Більше того: в низьколегованій сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання переважно, щоб вміст вуглецю і вміст молібдену, виражений в масових процентах в хімічній композиції, задовольняли задане відношення для того, щоб переважно одержувати технічний результат аспекту даного винаходу. [Відношення між кількістю С і кількістю Мо] Переважно, хімічна композиція низьколегованої сталі для трубних виробів нафтопромислового сортаменту додатково задовольняє Вираз 2. СMo≥0,6 (Вираз 2). Тут у Виразі 2 кількість С (в масових процентах) використовується замість символу С елемента, а кількість Мо (в масових процентах) використовується замість символу Мо елемента. Коли кількість С і кількість Мо задовольняють Вираз 2, і виробництво виконується при виробничих умовах, які описані далі, утворюються гексагональні карбіди M 2C, і їх кількість 2 повинна становити 5 одиниць/мкм або більше. Відповідно, може бути одержана чудова стійкість до SSC. Конкретніше, достатня стійкість до SSC може бути одержана для 125 ksi або вище (862 МПа або вище), а високе значення KISSC може бути одержане для 110 ksi або вище (758 МПа або вище). Для того, щоб додатково поліпшувати стійкість до SSC, відношення між вмістом С і вмістом Мо переважно становить СMo≥0,65 і більш переважно СMo≥0,7. [Структура] Як відмічено вище, структура низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання включає змішану структуру з відпущеного мартенситу і відпущеного бейніту. Конкретніше, структура низьколегованої сталі для трубних виробів нафтопромислового сортаменту головним чином включає відпущений мартенсит і відпущений бейніт і може включати виділення, такі як карбіди, нітриди, карбонітриди і т. п., включення або залишковий аустеніт. Однак, частка залишкового аустеніту (об'ємна частка залишкового аустеніту у всій структурі, в одиницях %) може становити 5% або менше. Причина полягає в тому, що залишковий аустеніт викликає нерівномірність міцності. Частку залишкового аустеніту вимірюють способом рентгенівської дифракції, що слідує далі. Особливо, відбирають зразки, які включають центральну ділянку товщини виготовленої сталевої пластини або виготовленої сталевої труби. Поверхню відібраного зразка хімічно полірують. Виконують рентгенівську дифракцію на хімічно відполірованій поверхні з використанням випромінювання CoKα (Kα1) як падаючого рентгенівського випромінювання. Частку залишкового аустеніту кількісно визначають з інтегральної інтенсивності дифракції кристалічної площини, відповідної (211)-кристалічній площині, (200)-кристалічній площині і (110)-кристалічній площині α-фази, й інтегральної інтенсивності дифракції (220)-кристалічної площини, (200)-кристалічної площини і (111)-кристалічної площини аустеніту. У доповнення, коли кількість С є високою, як низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання, мають тенденцію до виникнення гартівні тріщини через мартенситне перетворення. Як спосіб зменшення гартівних тріщин є спосіб, в якому водяне охолоджування під час загартування тимчасово зупиняють для того, щоб структура сталі для трубних виробів нафтопромислового сортаменту мала структуру, що головним чином складається з бейніту. Однак у випадку, де структура головним чином складається з бейніту, під час загартування утворюється значнакількість карбідів. Карбіди сповільнюють відновлення дислокацій під час відпускання. У зв'язку з цим відносно структури, що головним чином складається з бейніту, густина дислокацій збільшується і, таким чином, Вираз 1 не задовольняється. Коли частка мартенситу в структурі після загартування є високою, густина дислокацій зменшується за допомогою відпускання. У цей час важко кількісно вимірювати об'ємну частку мартенситу і об'ємну частку бейніту в сталі після загартування. Однак твердість сталі після загартування (тобто загартованого матеріалу) збільшується при збільшенні частки мартенситу в 11 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 сталі. Відповідно, коли твердість за Роквелом (HRC) за шкалою С в центральній ділянці товщини (центральній ділянці товщини сталевої пластини або сталевої труби) низьколегованої сталі для трубних виробів нафтопромислового сортаменту після загартування і до відпускання (тобто загартованого матеріалу) переважно задовольняє наступний Вираз 3, в сталі утворюється достатня частка мартенситу для зменшення густини дислокацій за допомогою відпускання. Твердість за Роквелом (HRC)≥50С+26 (Вираз 3). Наприклад, в сталі, в якій кількість С становить 0,6%, коли твердість за Роквелом (HRC) становить 56 або більше, дислокація достатньо відновлюється після відпускання (тобто Вираз 1 задовольняється), а стійкість до SSC збільшується. У низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання шляхом одночасного задоволення вищевідміченої хімічної композиції і вищевідміченої металографічної структури, можливо одержувати значний технічний результат так, що межа текучості і стійкість до SSC одночасно є чудовими. Особливо, низьколегована сталь для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання, яка одночасно задовольняє вищевідмічену хімічну композицію і вищевідмічену металографічну структуру, має межу текучості 758 МПа або більше і є чудовою за стійкістю до SSC, що містить стійкість до SSC в середовищі сірководню під високим тиском, стійкість до SSC у випадку, коли застосовується надріз, і т. п. Далі буде описаний спосіб виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання винаходу. Спосіб виробництва згідно з варіантом виконання представлений для вищевідміченої низьколегованої сталі для трубних виробів нафтопромислового сортаменту. [Спосіб виробництва] У способі виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання, звичайно, буде описаний спосіб виробництва безшовних сталевих труб (низьколегованих трубних виробів нафтопромислового сортаменту). Спосіб виробництва низьколегованої сталі для трубних виробів нафтопромислового сортаменту згідно з варіантом виконання включає процес виготовлення сталі, процес лиття, процес прокатки на блюмінгу, процес гарячої обробки, процес загартування і процес відпускання. Як процес виготовлення сталі сталь, що має вищеописану хімічну композицію, її розплавляють і очищують традиційним способом. Надалі в процесі лиття розплавлену сталь перетворюють в матеріал безперервного лиття (лита заготовка) способом безперервного лиття. Матеріал безперервного лиття являє собою, наприклад, сляб або блюм. В інших обставинах розплавлену сталь можуть перетворювати в круглу заготовку способом безперервного лиття. У доповнення, розплавлену сталь можуть перетворювати в злиток способом виготовлення злитків. При необхідності, як процес прокатки на блюмінгу сляб, блюм або злиток прокатують в гарячому вигляді на блюмінгу для утворення заготовки (заготовки для виготовлення безшовної сталевої труби). Заготовку можуть утворювати гарячою прокаткою або гарячим куванням. Як процес гарячої обробки заготовку, що одержується шляхом безперервного лиття або прокатки в гарячому вигляді на блюмінгу, обробляють в гарячому вигляді для виробництва сталевого матеріалу. У варіанті виконання форма сталевого матеріалу являє собою трубу з матеріалу. Наприклад, в процесі гарячої обробки виконують процес Манесмана як гарячу обробку для виробництва труби з матеріалу. Трубу з матеріалу можуть виробляти іншими способами гарячої обробки. Як процес загартування виконують загартування гарячеобробленого сталевого матеріалу (труби з матеріалу). Як загартування в процесі загартування, наприклад, можуть застосовувати або загартування С10 шляхом обробки шляхом безперервного охолоджування, або загартування С11, що включає ізотермічну обробку, яка показана на Фіг. 3. У винаході і загартування С10 шляхом обробки безперервного охолоджування, і загартування С11, що включає ізотермічну обробку, визначені як "загартування". У сталі згідно з варіантом виконання, в якій вміст С є високим, коли товщина труби становить приблизно 10 мм або більше і застосовується загальний спосіб загартування, при загартуванні мають тенденцію до виникнення гартівні тріщини. Таким чином, застосовують спосіб загартування, який показаний на Фіг. 3. Більше того: "точка мартенситного перетворення" на Фіг. 3 представляє початкову температуру мартенситного перетворення. Навіть при будь-якому загартуванні (загартування шляхом обробки шляхом безперервного охолоджуванням або загартування, що включає ізотермічну обробку) переважно, щоб 12 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 початкова температура загартування сталевого матеріалу (температура поверхні сталевого матеріалу на початку загартування) становила 850 °C - 920 °C. Більше того: початкова температура мартенситного перетворення (точка мартенситного перетворення) змінюється залежно від хімічної композиції сталі. Точка мартенситного перетворення кожної хімічної композиції може бути розрахована без великої похибки за допомогою звичайної розрахункової формули, такої як Вираз 4, який йде далі, наприклад. Відносно наступної розрахункової формули нуль може бути використаний замість елементів, які не включені в хімічній композиції. Точка мартенситного перетворення (°C)=521-353С-22Si-24,3Mn-7,7Cu-17,3Ni-17,7Cr25,8Mo (Вираз 4). Далі загартування шляхом обробки шляхом безперервного охолоджування і загартування, що включає ізотермічну обробку, будуть описані детально. [Загартування шляхом обробки шляхом безперервного охолоджування в процесі загартування] У випадку загартування шляхом обробки шляхом безперервного охолоджування, яке показане на кривій С10 на Фіг. 3, сталевий матеріал безперервно охолоджують з початкової температури загартування, і температура поверхні сталевого матеріалу безперервно зменшується. Як обробку шляхом безперервного охолоджування, наприклад, можуть застосовувати спосіб охолоджування сталевого матеріалу шляхом занурення його у водяну ванну або масляну ванну або спосіб охолоджування сталевого матеріалу шляхом водяного охолоджування розбризкуванням, охолоджування туманом або повітряного охолоджування. При обробці шляхом безперервного охолоджування час (час проходження в точці мартенситного перетворення), протягом якого температура поверхні сталевого матеріалу досягає початкової температури мартенситного перетворення (точки мартенситного перетворення) від початкової температури загартування, становить переважно 100 секунд - 600 секунд. Коли час проходження в точці мартенситного перетворення становить більше 600 секунд, важко одержувати твердість, що задовольняє Вираз 3, і, таким чином, частка мартенситу в структурі сталі після загартування зменшується. У зв'язку з цим Вираз 1 не задовольняється і, таким чином, чудова стійкість до SSC не може бути одержана. Більше того: коли час проходження в точці мартенситного перетворення становить більше 600 секунд, під час охолоджування утворюються зернограничні карбіди. У випадку, де утворюються зернограничні карбіди, карбіди діють як зародок кристалізації і ростуть під час відпускання, і С, Mo і т. п. в сталі руйнуються. Таким чином, важко утворювати переважно гексагональні карбіди M2C. У результаті чудова стійкість до SSC не може бути одержана. З іншого боку, коли час проходження в точці мартенситного перетворення становить менше 100 секунд, під час загартування мають тенденцію до виникнення гартівні тріщини. Таким чином, переважно, щоб час проходження в точці мартенситного перетворення становив 100 секунд або більше. У випадку, де сталевий матеріал являє собою трубу з матеріалу (сталеву трубу), і виконують загартування шляхом обробки шляхом безперервного охолоджування, швидкість охолоджування в діапазоні, де температура зовнішньої поверхні сталевої труби досягає 500 °C з 800 °C, визначають як CR8-5 (°С/с). У випадку, де кількість С труби з матеріалу приблизно становить 0,6 мас.%, швидкість охолоджування CR 8-5 переважно задовольняє наступний Вираз 5. -2,2 CR8-5≤2837t (Вираз 5). Тут t представляє товщину (в одиницях мм) сталевої труби. Коли швидкість охолоджування CR8-5 задовольняє Вираз 5, виникнення гартівних тріщин переважно зменшується в сталевій трубі, для якої виконувалося загартування шляхом обробки шляхом безперервного охолоджування. Під час загартування існує різниця під час виникнення мартенситного перетворення між стороною зовнішньої поверхні і стороною внутрішньої поверхні сталевої труби. У зв'язку з цим вважається, що в сталевій трубі утворюється залишкове напруження, яке викликає гартівні тріщини. Залишкове напруження, яке походить від загартування, може бути одержане шляхом аналізу розподілу напруження і деформації методу кінцевих елементів: (МКЕ: метод кінцевих елементів). Шляхом порівняння між значенням залишкового напруження, одержаним з результату аналізу МКЕ, і поведінкою гартівних тріщин фактичної сталевої труби, коли розтягувальне залишкове напруження становить 200 МПа або менше, може бути підтверджено, що гартівні тріщини сталевої труби варіанта виконання зменшуються. При збільшенні товщини t (мм) сталевої труби різниця у часі виникнення мартенситного перетворення між внутрішньою поверхнею і зовнішньою поверхнею сталевої труби 13 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 збільшується і, таким чином, збільшується розтягувальне залишкове напруження. При зменшенні швидкості охолоджування різниця у часі вищеописаного мартенситного перетворення зменшується. Відповідно, розтягувальне залишкове напруження зменшується і, таким чином, виникнення гартівних тріщин також зменшується. Фіг. 4 являє собою вигляд, що ілюструє відношення між товщиною t (мм) сталевої труби і швидкістю CR8-5 (°C/с) охолоджування для того, щоб зменшувати гартівні тріщини під час загартування при обробці шляхом безперервного охолоджування. Крива С4 на Фіг. 4 -2,2 представляє праву сторону (=2837t ) Виразу 5. Крива С4 представляє відношення між швидкістю CR8-5 (°C/с) охолоджування і товщиною t (мм) сталевої труби, при якому розтягуюче залишкове напруження дорівнює 200 МПа. З посиланням на Фіг. 4, гартівні тріщини зменшуються на нижній стороні кривої С4. З іншого боку, гартівні тріщини мають тенденцію до виникнення на верхній стороні кривої С4. Відповідно, сталеву трубу переважно охолоджують під час охолоджування так, що швидкість CR 8-5 охолоджування задовольняє Вираз 5. У цьому випадку, особливо, можливо проводити безшовну сталеву трубу, яка не має дефекту у вигляді гартівних тріщин, або в якій виникнення гартівних тріщин зменшене, в безшовній сталевій трубі, що має зовнішній діаметр 100-400 мм і -2,2 товщину 5-100 мм. У доповнення, значення правої сторони (=2837t ) Виразу 5 відповідає випадку, в якому кількість С в сталі приблизно становить 0,6%. При збільшенні кількості С верхня межа швидкості охолоджування для зменшення гартівних тріщин зміщується до швидкості охолоджування, яка менша, ніж швидкість, що обчислюється правою стороною Виразу 5. При зменшенні кількості С верхня межа швидкості охолоджування для зменшення гартівних тріщин зміщується до швидкості охолоджування, яка більша, ніж швидкість, що обчислюється правою стороною Виразу 5. Особливо, у випадку, коли в процесі загартування проводиться загартування шляхом обробки шляхом безперервного охолоджування, можливо поліпшувати стійкість до SSC низьколегованої сталі для трубних виробів нафтопромислового сортаменту шляхом керування часом проходження в точці мартенситного перетворення і можливо переважно зменшувати гартівні тріщини під час виробництва шляхом розрахунку переважних виробничих умов за -2,2 допомогою відношення CR8-5≤2837t . [Загартування, що включає ізотермічну обробку в процесі загартування] Загартування (крива С11) з ізотермічною обробкою на Фіг. 3 включає першу обробку охолоджуванням (первинне охолоджування), ізотермічну обробку і другу обробку охолоджуванням (кінцеве охолоджування). При первинному охолоджуванні сталевий матеріал (трубу з матеріалу) після гарячої обробки охолоджують з початкової температури загартування до діапазону температури вище, ніж точка мартенситного перетворення, до 300 °C, і охолоджування зупиняють в діапазоні температури вище, ніж точка мартенситного перетворення, до 300 °C. Коли температура зупинки охолоджування вище 300°, частка бейніту в структурі сталі надмірно збільшується і, таким чином, утворюється велика кількість карбідів. У зв'язку з цим важко відновлювати дислокацію під час обробки відпусканням, і густині дислокацій важко зменшуватися. У результаті твердість сталі після охолоджування не задовольняє Вираз 3 і, таким чином, Вираз 1 не задовольняється. У зв'язку з цим чудова стійкість до SSC не може бути одержана. Більше того: коли температура зупинки охолоджування вища 300 °C, утворюються зернограничні карбіди. У випадку, де утворюються зернограничні карбіди, карбіди діють як зародоккристалізації і ростуть під час відпускання, і С, Mo і т. п. в сталі руйнуються. Таким чином, важко переважно утворювати гексагональні карбіди M2C. У результаті чудова стійкість до SSC не може бути одержана. З іншого боку, коли температура зупинки охолоджування знаходиться в точці мартенситного перетворення або нижче, гартівні тріщини мають тенденцію до виникнення, коли швидкість охолоджування є швидкою. Більше того: коли температура зупинки охолоджування знаходиться в точці мартенситного перетворення або нижче, загартування по суті відповідає обробці шляхом безперервного охолоджування. При ізотермічній обробці сталевий матеріал після первинного охолоджування витримують протягом заданого часу в діапазоні температури вище, ніж точка мартенситного перетворення, до 300 °C. Достатньо, щоб сталевий матеріал витримували в межах вищеописаного діапазону температури при ізотермічній обробці, і сталевий матеріал не обмежений витримуванням при постійній температурі. Переважний час витримування при ізотермічній обробці становить 5 хвилин-60 хвилин. При кінцевому охолоджуванні сталевий матеріал після ізотермічної обробки охолоджують. Кінцеве охолоджування може являти собою водяне охолоджування або повітряне 14 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 охолоджування. Іншими словами, швидкість охолоджування під час кінцевого охолоджування особливо не обмежена. У процесі загартування, що включає ізотермічну обробку, температура (вища, ніж точка мартенситного перетворення, до 300 °C) ізотермічної обробки нижча, ніж діапазон температури, при якому бейнітне перетворення має тенденцію до виникнення. У зв'язку з цим процес загартування, що включає ізотермічну обробку, відрізняється від ізотермічного загартування, розкритого в нерозглянутій заявці на патент Японії, перша публікація № 2006-265657. З точки зору керування гартівними тріщинами, ізотермічну обробку виконують при температурі вище, ніж точка мартенситного перетворення, до 300 °C або нижче. У цьому випадку швидкість охолоджування при первинному охолоджуванні можуть регулювати з можливістю бути достатньо великою. Незважаючи на те, що докладний механізм не зрозумілий, передбачається, що незначна кількість бейніту, який виділяється під час ізотермічної обробки, зменшує виникнення гартівних тріщин під час кінцевого охолоджування. У випадку, якщо проводять загартування з ізотермічною обробкою, переважно, щоб швидкість охолоджування при первинному охолоджуванні становила 0,7 °C/с або більше. Коли швидкість охолоджування менша 0,7 °C/с, можуть утворюватися ферит і перліт або велика кількість бейніту. Більше того: за умови, що ізотермічна обробка є придатною у випадку, коли проводять загартування з ізотермічною обробкою, верхня межа швидкості охолоджування при первинному охолоджуванні особливо не обмежена. У доповнення, в процесі загартування, що включає загартування шляхом обробки безперервного охолоджування і загартування з ізотермічною обробкою, коли твердість за Роквелом за шкалою С в центральній ділянці товщини сталевого матеріалу після процесу загартування і до процесу відпускання являє собою HRC, переважно, щоб сталевий матеріал загартовували за умови, що твердість за Роквелом HRC задовольняє наступний Вираз 3. Коли твердість за Роквелом HRC задовольняє наступний Вираз 3, в сталі утворюється достатня частка мартенситу для зменшення густини дислокацій шляхом відпускання. HRC≥50С+26 (Вираз 3). [Процес відпускання] Після виконання загартування шляхом обробки шляхом безперервного охолоджування або загартування, що включає ізотермічну обробку, виконують відпускання сталевого матеріалу. Температурою відпускання відповідним чином керують згідно з хімічною композицією сталевого матеріалу і передбачуваною межею текучості. Іншими словами, межу текучості можуть регулювати до 758 МПа або більше, і більш переважно до 862 МПа або більше шляхом регулювання температури відпускання. Температура відпускання переважно становить від 680 °C до точки AC1. Верхня межа температури відпускання більш переважно становить 690 °C, більш переважно вище 700 °C і ще більш переважно 710 °C. За умови, що температура відпускання знаходиться в точці AC1 або менше, гексагональні карбіди M2C переважно утворюються при збільшенні температури відпускання. Переважний час відпускання становить 10 хвилин - 90 хвилин при витримці. У доповнення, точка AC1 являє собою температуру, при якій під час нагрівання починається аустенітне перетворення. Точка AC1 кожної хімічної композиції може бути розрахована без великої похибки за допомогою звичайної розрахункової формули, такої як Вираз 6. Відносно наступної розрахункової формули нуль може бути використаний замість елементів, які не включені в хімічну композицію. AC1 (°C)=750,8-26,6С+17,6Si-11,6Mn-22,9Cu-23Ni-24,1Cr+22,5Mo-39,7V5,7Ti+232,4Nb-169,4Al-894,7В (Вираз 6) У випадку, якщо хімічна композиція сталевого матеріалу задовольняє вищевідмічений Вираз 2, а відпускання виконується при вищеописаній переважній температурі відпускання, в сталі 2 виділяються 5 одиниць/мкм або більше гексагональних карбідів M2C, що мають розмір зерна 1 нм або більше і, таким чином, стійкість до SSC збільшується. Шляхом вищеописаних процесів виготовляють низьколеговану сталь для трубних виробів нафтопромислового сортаменту (безшовні сталеві труби), які одночасно є чудовими по межі текучості і стійкості до SSC. Особливо, за допомогою всебічного керування процесом загартування і процесом відпускання, можливо одночасно керувати утворенням гексагональних карбідів M2C і керувати густиною дислокацій. У вищеописаному способі виробництва згідно з варіантом виконання процес загартування виконують після процесу гарячої обробки. Однак процес нормалізації сталевого матеріалу можуть виконувати між процесом гарячої обробки і процесом загартування. Особливо, сталевий матеріал (трубу з матеріалу) після процесу гарячої обробки витримують протягом заданого часу при високій температурі точки Ас3 або вище, і далі сталевий матеріал охолоджується. 15 UA 115060 C2 5 10 15 20 25 30 Температура витримування становить переважно 900 °C - 920 °C. Час витримування становить, наприклад, 5 хвилин - 60 хвилин. Більше того: точка Ас3 являє собою температуру, при якій аустенітне перетворення закінчується під час нагрівання. Звичайно в процесі нормалізації сталевий матеріал після процесу гарячої обробки охолоджують до кімнатної температури і далі сталевий матеріал нагрівають до точки Ас 3 або вище. Однак, процес нормалізації можуть виконувати шляхом безпосереднього витримування сталевого матеріалу після процесу гарячої обробки при температурі точки Аr3 або вище. Більше того: точка Аr3 являє собою температуру, при якій під час охолоджування починається феритне перетворення. При виконанні процесу нормалізації очищують кристалічне зерно. Особливо, після загартування, в якому виконують процес нормалізації, (тобто, в матеріалі безпосередньо після загартування) номер розміру зерна колишнього аустенітного зерна дорівнює 10 або більше, що визначено за ASTM E112. За допомогою очищення кристалічного зерна стійкість до SSC додатково поліпшується. У вищезгаданому способі виробництва спосіб виробництва безшовної сталевої труби пояснений відносно сталевого матеріалу у вигляді труби з матеріалу або сталевої труби. Однак форма сталевого матеріалу особливо не обмежена. Сталевий матеріал може являти собою листовий матеріал, сталевий прокат або стрижень для одержання дроту. Більше того: у вищеописаному способі виробництва використовується сталевий матеріал, що має хімічну композицію, яка задовольняє Вираз 2, а температура відпускання визначена для 2 того, щоб утворювати в сталі 5 одиниць/мкм або більше гексагональних карбідів M2C, що 2 мають розмір зерна 1 нм або більше. Однак, 5 одиниць/мкм або більше гексагональних M2C, що мають розмір зерна 1 нм або більше, можуть виділятися в сталі при різних виробничих умовах. Приклад 1 Вироблялися злитки сталі А - сталі Z і сталі АА - сталі AG, які мають хімічні композиції, показані в Таблиці 1 і Таблиці 2. У Таблиці 2 показані точки мартенситного перетворення, обчислені з Виразу 4, і точки AC1, обчислені з Виразу 6. Більше того: в Таблицях підкреслені значення означають вихід з діапазону даного винаходу, а пропуски означають, що легуючий елемент навмисно не додавався. Таблиця 1 Тип сталі A B C D E F G H I J K L M N O P Q R S T U С 0,50 0,49 0,50 0,49 0,50 0,51 0,61 0,40 0,39 0,39 0,50 0,50 0,60 0,61 0,60 0,59 0,62 0,56 0,71 0,36 0,50 Хімічна композиція (в масових процентах, залишок, який складається з Fe і домішок) Si Mn P S Al Mo O 0,20 0,44 0,009 0,001 0,034 1,47 0,001 0,20 0,44 0,008 0,001 0,033 1,97 0,002 0,20 0,45 0,009 0,001 0,031 2,48 0,001 0,20 0,45 0,009 0,001 0,032 2,95 0,001 0,20 0,44 0,008 0,001 0,032 3,44 0,001 0,20 0,45 0,009 0,001 0,034 3,97 0,001 0,21 0,46 0,008 0,001 0,037 2,51 0,001 0,19 0,44 0,009 0,001 0,031 1,57 0,001 0,20 0,44 0,009 0,001 0,033 2,02 0,001 0,20 0,44 0,008 0,001 0,031 2,43 0,001 0,20 0,44 0,008 0,001 0,034 1,50 0,001 0,20 0,43 0,008 0,001 0,033 1,51 0,001 0,15 0,60 0,010 0,001 0,029 1,15 0,001 0,21 0,38 0,008 0,001 0,030 2,01 0,001 0,20 0,45 0,009 0,001 0,034 2,09 0,001 0,20 0,44 0,009 0,001 0,030 1,51 0,001 0,39 0,50 0,008 0,001 0,029 2,51 0,002 0,21 0,40 0,009 0,001 0,030 1,10 0,001 0,45 0,45 0,008 0,001 0,029 2,48 0,001 0,19 0,85 0,009 0,001 0,034 1,90 0,001 0,21 0,45 0,009 0,001 0,029 1,30 0,001 16 N 0,0036 0,0036 0,0031 0,0033 0,0033 0,0033 0,0140 0,0040 0,0035 0,0040 0,0038 0,0035 0,0030 0,0041 0,0045 0,0040 0,0034 0,0030 0,0041 0,0039 0,0040 UA 115060 C2 Продовження таблиці 1 V W X Y Z AA AB AC AD AE AF AG 0,27 0,59 0,60 0,59 0,49 0,50 0,39 0,40 0,27 0,58 0,50 0,49 0,20 0,19 0,40 0,45 0,20 0,20 0,20 0,20 0,20 0,19 0,36 0,21 0,45 1,20 0,55 0,74 0,44 0,45 0,43 0,44 0,45 0,44 0,61 0,46 0,013 0,009 0,030 0,010 0,008 0,008 0,008 0,008 0,011 0,012 0,007 0,010 0,003 0,001 0,001 0,011 0,001 0,001 0,001 0,001 0,002 0,002 0,002 0,001 0,028 0,031 0,029 0,030 0,033 0,033 0,031 0,032 0,036 2,47 2,51 2,09 2,10 0,70 1,02 0,69 0,99 1,92 2,51 1,13 1,10 0,030 0,033 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,011 0,001 0,001 0,0043 0,0044 0,0040 0,0040 0,0034 0,0032 0,0045 0,0039 0,0038 0,0035 0,0032 0,0041 *В таблиці підкреслені значення позначають вихід з діапазону даного винаходу. *В таблиці пропуск означає, що легуючий елемент спеціально не додається. Таблиця 2 Тип сталі A B C D E F G H I J K L M N O P Q R S T U V W X Y Z AA AB Хімічна композиція (в масових процентах, залишок, який складається з Fe і домішок) Сr V Nb Ti Zr Ca В 0,20 0,50 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,029 0,029 0,028 0,027 0,027 0,029 0,017 0,026 0,027 0,026 0,028 0,027 0,010 0,010 0,008 0,010 0,010 0,010 0,016 0,015 0,015 0,015 0,016 0,017 0,20 0,05 0,029 0,030 0,0022 0,0011 0,25 0,20 0,10 0,10 0,10 0,10 0,030 0,035 0,030 0,031 0,033 0,031 0,029 0,030 0,031 0,026 0,015 0,010 0,011 0,021 0,010 0,011 0,010 0,010 0,011 0,015 0,0010 5 17 F2 (C*Mo) 0,74 0,97 1,24 1,45 1,72 2,02 1,53 0,63 0,79 0,95 0,75 0,76 0,69 1,23 1,25 0,89 1,56 0,62 1,76 0,68 0,65 0,67 1,48 1,25 1,24 0,34 0,51 0,27 Вирахована точка мартенситного перетворення (°C) 291 282 265 257 241 223 225 324 316 306 287 282 262 236 240 259 217 281 186 320 295 347 215 233 231 315 303 351 Вирахована точка AC1(°C) 766 778 789 799 810 822 783 770 781 790 771 779 751 779 772 769 787 754 792 770 759 795 783 785 783 749 756 751 UA 115060 C2 Продовження таблиці 2 AC AD AE AF AG 0,10 0,10 0,10 0,028 0,028 0,025 0,015 0,016 0,014 0,010 0,011 0,0010 0,40 0,52 1,46 0,57 0,54 339 361 237 293 304 758 781 796 757 755 *В таблиці підкреслені значення означають вихід з діапазону даного винаходу. *В таблиці пропуск означає, що легуючий елемент спеціально не додається. 5 10 15 20 25 30 35 40 45 50 Значення, яке одержане за допомогою Виразу 7, який йде далі, показано в стовпчику "F2" в Таблиці 2. F2=СMo (Вираз 7). Іншими словами, F2 являє собою ліву сторону Виразу 2. Всі хімічні композиції сталі А - сталі U знаходилися в межах діапазону винаходу, а F2 задовольняло Вираз 2. З іншого боку, в сталі V - сталі Z і сталі АВ - сталі АЕ щонайменше один з кількості елементів знаходився поза діапазоном винаходу. Хімічні композиції сталі АА, сталі AF і сталі AG знаходилися в межах діапазону винаходу, але не задовольняли Вираз 2. Вага відповідних злитків становила 30 кг - 150 кг. Блоки бралися з відповідних злитків. Блоки нагрівалися до 1250 °C. Нагріті блоки піддавалися гарячому куванню і гарячій прокатці для виробництва сталевих матеріалів (листових матеріалів), що мають товщину 15 мм - 25 мм. Обробки загартуванням і відпусканням або обробки загартуванням і відпусканням після обробки нормалізацією виконувалися з використанням вироблених листових матеріалів, а межа текучості листових матеріалів регулювалася до 110 ksi (758 МПа або більше) і 125 ksi (862 МПа або більше). При обробці нормалізацією виконувалося витримування протягом 10 хвилин при температурі (920 °C) точки АC3 або вище, і далі виконувалося охолоджування в повітрі. У доповнення, загартування і відпускання виконувалися таким чином. [Загартування] Початкову температуру загартування під час загартування регулювали до діапазону 850 °C 920 °C. [Загартування шляхом обробки безперервного охолоджування] У випадку виконання загартування шляхом обробки безперервного охолоджування, після того, як кожний з листових матеріалів нагрівали до початкової температури загартування, час проходження в точці мартенситного перетворення (час, який витрачається з початкової температури загартування до початкової температури мартенситного перетворення (точки мартенситного перетворення) TCC (друге) регулювали за допомогою охолоджування розбризкуванням, охолоджуванням туманом або повітряним охолоджуванням. [Загартування, що включає ізотермічну обробку] У випадку виконання загартування, що включає ізотермічну обробку, першу обробку охолоджуванням (первинне охолоджування) виконували зі швидкістю охолоджування 0,7 °C/с або більше шляхом охолоджування в соляній ванні або шляхом водяного охолоджування. Температуру ATIC (°С) зупинки охолоджування первинного охолоджування змінювали шляхом підняття листового матеріалу в середині охолоджування. Витримування (ізотермічну обробку) виконували при температурі ATIC зупинки охолоджування протягом 25 хвилин - 40 хвилин, і далі виконували водяне охолоджування (другу обробку охолоджуванням (кінцеве охолоджування) до звичайної температури. [Випробування загартованого матеріалу] Випробування, які слідують далі, виконували для листового матеріалу після загартування (який далі називається загартованим матеріалом). [Визначення твердості загартованого матеріалу] Твердість загартованого матеріалу вимірювали наступним способом. Загартований матеріал розрізали в напрямку товщини. Далі одержували твердість за Роквелом (HRC) за шкалою С в центральній ділянці товщини на основі JIS (японського промислового стандарту) G 0202. Особливо, твердість за Роквелом HRC одержували в трьох довільних точках в центральній ділянці товщини поперечного перерізу. Середнє значення твердості за Роквелом (HRC), одержаної в трьох точках, визначали як твердість відповідного прикладу. [Визначення розміру колишнього аустенітного зерна] 18 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 Більше того: визначення розміру колишнього аустенітного зерна виконували з використанням загартованого матеріалу. Особливо, загартований матеріал розрізали в напрямку товщини. У доповнення, розрізаний листовий матеріал оточували гумою і полірували, і далі поперечний переріз травили пікриновою кислотою. Спостерігали травлений поперечний переріз і визначали номер зерна колишнього аустенітного зерна на основі ASTM E112. [Відпускання] Відпускання виконували для листових матеріалів після загартування. Межа текучості відповідних листових матеріалів регулювалася до 110 ksi (758 МПа або більше) і 125 ksi (862 МПа або більше) шляхом регулювання температури (°С) відпускання і часу (в хвилинах) відпускання. [Оцінне випробування для листового матеріалу після відпускання] Наступні оцінні випробування виконували з використанням листових матеріалів, які піддавали впливу загартування і відпускання. [Випробування на вимірювання повної ширини на половині максимуму і випробування на вимірювання частки залишкового аустеніту] Зразки для випробувань брали з листових матеріалів після відпускання. Поверхню кожного із зразків для випробувань полірували наждачним папером. В міру виконання полірування використовували дрібніший розмір паперу. Після того, як поверхню зразка для випробувань відполірувати наждачним папером № 1200, деформаційно-зміцнений шар, який утворили шляхом полірування на поверхні зразка для випробувань, видаляли шляхом занурення зразка для випробувань в перекис водню, який містив невелику кількість фтористоводневої кислоти, і витримували при звичайній температурі. Випробування на рентгенівську дифракцію виконували для зразка для випробування, з якого видаляли деформаційно-зміцнений шар при умовах 30 кВ і 100 мА, використовуючи випромінювання CoKα (Kα1, що має довжину хвилі 1,7889 Å) для одержання повної ширини на половині максимуму (°) дифракційного піка кристалічної площини, відповідної (211)-кристалічній площині α-фази зразка для випробування. Особливо, Kα1 і Kα2 у випромінюванні CoKα розділяли за допомогою встановлення для екстракції тільки Kα1 і одержували повну ширину на половині максимуму (°), що дифрагується випромінюванням Kα1 α-Fe (211)-кристалічної площини зразків для випробування. Більше того: повну ширину на половині максимуму вимірювали на висоті, яка становила половину висоти піка (спосіб вершини піка). У доповнення, відносно повної ширини на половині максимуму, що одержується пристроєм, повну ширину на половині максимуму, одержану пристроєм, вимірювали з використанням монокристала (ідеального монокристала, який не має повної ширини на половині максимуму) LaB6 (гексабориду лантану), і виконували поправку шляхом віднімання повної ширини на половині максимуму, одержаної пристроєм, з фактично виміряного значення. Більше того: частку залишкового аустеніту (об'ємну частку (%) залишкового аустеніту в повному об'ємі) вимірювали вищеописаним рентгенівським способом. Особливо, брали зразок для випробування, який включає центральну ділянку товщини сталевого матеріалу. Поверхню взятого зразка для випробування хімічно полірували. Виконували рентгенівську дифракцію на хімічно відполірованій поверхні з використанням випромінювання CoKα (Кα1, що має довжину хвилі 1.7889 Å) як падаючого випромінювання. Частку залишкового аустеніту кількісно визначали з інтегральної інтенсивності дифракції кристалічної площини, відповідної (211)кристалічній площині, (200)-кристалічній площині і (110)-кристалічній площині α-фази, й інтегральної інтенсивності дифракції (220)-кристалічної площини, (200)-кристалічної площини і (111)-кристалічної площини аустеніту. [Визначення межі текучості] З відповідних листових матеріалів після відпускання брали зразки круглого прокату для випробування на розтягнення, що мають паралельну ділянку із зовнішнім діаметром 6 мм і довжиною 40 мм так, що напрямок розтягнення повинен являти собою подовжній напрямок або напрямок прокатки листового матеріалу. Випробування на розтягнення виконували з використанням взятих зразків круглого прокату для випробування на розтягнення при звичайній температурі (25 °C) для одержання межі текучості (при залишковій деформації 0,2%, в одиницях МПа). [Випробування на стійкість до SSC] При випробуванні на стійкість до SSC виконували випробування на розтягнення при постійному навантаженні і автоклавне випробування з використанням листового матеріалу, що має межу текучості 862 МПа або більше. [Випробування на розтягнення при постійному навантаженні] 19 UA 115060 C2 5 10 15 20 25 30 35 40 45 З відповідних листових матеріалів брали зразки круглого прокату для випробування на розтягнення, що мають паралельну ділянку, в якій напрямок розтягнення повинен являти собою подовжній напрямок або напрямок прокатки листового матеріалу. Зовнішній діаметр паралельної ділянки становив 6,35 мм, а його довжина становила 25,4 мм. Випробування на розтягнення при постійному навантаженні виконували у ванні для випробувань при звичайній температурі (25 °C) на основі способу А NACE TM0177. Як ванну для випробувань використовували ванну А. Ванна А являла собою водний розчин 5% NaCl і 0,5% CH 3COOH, який витримували при звичайній температурі і який насичували сірководневим газом при 1 атм. Кожний із зразків для випробування занурювали у ванну А. Прикладали постійне навантаження, яке становило 90% фактичної межі текучості (межі текучості відповідних прикладів), до зразка для випробування у ванні А. Виникнення тріщин підтверджували в зразку для випробування після 720 годин. Листові матеріали, в яких не виникали тріщини, були оцінені як листовий матеріал, що має чудову стійкість до SSC. [Автоклавне випробування] При припущенні, що сталевий матеріал буде використовуватися в свердловинному середовищі, де тиск сірководню буде становити 1 атм. або вище, що буде вимагатися останнім часом, автоклавне випробування виконували з використанням ванни В. Ванна В являла собою водний розчин 5% NaCl, який насичували сірководнем при 10 атм. Конкретний спосіб випробування являв собою наступне. З відповідних листових матеріалів брали зразки для випробування на чотириточковий вигин, що мають 2 мм 10 мм 75 мм. Напруження в 90% фактичної межі текучості (межі текучості відповідних прикладів) прикладали до зразків для випробування на чотириточковий вигин з використанням пристрою для чотириточкового вигину на основі ASTM G39. Зразок для випробування на чотириточковий вигин, до якого прикладали напруження, розміщували в автоклаві. Після розміщення зразка для випробування на чотириточковий вигин автоклав наповнювали дегазованим водним розчином 5% NaCl. Далі його наповнювали сірководнем при 10 атм. За допомогою вищеописаної процедури в автоклаві готували ванну В, і у ванну В занурювали зразок для випробування на чотириточковий вигин. Виникнення тріщин візуально підтверджували в зразку для випробувань після 720 годин із заповнення сірководнем при 10 атм. Листові матеріали, в яких не виникали тріщини, оцінювали як листовий матеріал, що має чудову стійкість до SSC. У доповнення, тиск всередині автоклава під час випробування постійно регулювали з можливістю становити 10 атм. [Випробування DCB] Бралися зразки для випробування у вигляді DCB (двоконсольної балки), що мають товщину 10 мм, ширину 25 мм і довжину 100 мм, з листових матеріалів, що мають межу текучості 758 МПа або більше. Випробування DCB виконували з використанням взятих зразків для випробування у вигляді DCB на основі способу D NACE TM0177. Як ванну для випробувань використовували ванну В. Кожний із зразків для випробування у вигляді DCB занурювали у ванну В на 336 годин. Після 336 годин вимірювали довжину поширення тріщини, що виникла в зразку для випробування у вигляді DCB. Одержували фактор KISSC (ksi√in) інтенсивності напруження на основі виміряної довжини поширення тріщини. Листові матеріали, в яких фактор KISSC (ksi√in) інтенсивності напруження становив 25 ksi√in або більше, оцінювали як листовий матеріал, що має чудову стійкість до SSC. [Результат випробування на стійкість до SSC] Виробничі умови і результати випробування на стійкість до SSC показані в Таблиці 3 Таблиці 6. 20 UA 115060 C2 Таблиця 3 Приклади Тип сталі С (в масових процентах) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 А А А А В В В В С С С С D D D D E E E E F F F F G G G G G G H H H I I 0,50 0,50 0,50 0,50 0,49 0,49 0,49 0,49 0,50 0,50 0,50 0,50 0,49 0,49 0,49 0,49 0,50 0,50 0,50 0,50 0,51 0,51 0,51 0,51 0,61 0,61 0,61 0,61 0,61 0,61 0,40 0,40 0,40 0,40 0,40 Нормалізація Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Виконано Спосіб охолодження СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС СС IС IС СС СС СС СС СС 21 TCC (с) ATIC (°C) 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 300 300 300 300 600 600 600 600 250 250 100 100 100 100 100 Твердість HRC F3 (50С+26) 59,9 59,6 60,3 60,2 59,8 59,5 60,0 59,8 58,7 59,1 59,2 59,1 58,3 57,6 57,9 58,0 57,9 58,2 57,7 57,6 57,0 57,3 57,2 57,2 61,0 62,5 60,5 62,0 60,5 61,0 54,9 55,1 55,6 48,8 51,0 51,0 51,0 51,0 51,0 50,5 50,5 50,5 50,5 51,0 51,0 51,0 51,0 50,5 50,5 50,5 50,5 51,0 51,0 51,0 51,0 51,5 51,5 51,5 51,5 56,5 56,5 56,5 56,5 56,5 56,5 46,0 46,0 46,0 46,0 46,0 Номер Розміру зерна 9,5 9,2 11,0 11,0 9,5 9,3 11,1 10,8 9,6 9,4 10,8 11,0 9,3 9,6 11,2 10,5 9,8 9,6 11,0 11,2 9,5 9,8 10,9 10,8 9,3 10,9 11,0 11,0 9,5 9,5 9,5 10,6 10,7 9,5 11,1 UA 115060 C2 Таблиця 4 Приклади Тип сталі С (в масових процентах) 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 I J J J K K L M N O P Q R S T U G G A G G M J V W X Y Z AA AB AC AD AE AF AG 0,40 0,40 0,40 0,40 0,50 0,50 0,50 0,60 0,61 0,60 0,59 0,62 0,56 0,71 0,36 0,50 0,61 0,61 0,50 0,61 0,61 0,60 0,40 0,27 0,59 0,60 0,59 0,49 0,50 0,40 0,40 0,27 0,58 0,50 0,49 Нормалізація Виконано Виконано Виконано Виконано Виконано Спосіб охолодження СС СС СС СС СС СС СС СС СС СС СС СС СС IС СС СС IС IС СС СС IС СС СС СС СС СС СС СС СС СС СС СС СС СС СС TCC (с) ATIC (°C) 100 100 100 100 100 100 100 600 600 600 600 600 300 250 100 100 250 300 1000 1000 400 1000 1000 100 600 600 600 100 100 100 100 100 600 600 600 Твердість HRC F3 (50С+26) 52,5 52,8 53,0 52,6 60,2 60,3 60,4 58,5 59,5 60,2 58,0 61,0 57,0 63,0 51,0 58,0 62,5 62,0 48,0 53,5 52,0 51,5 42,0 49,5 58,5 60,0 61,0 58,7 59,8 53,0 54,6 48,2 59,0 59,5 59,0 46,0 46,0 46,0 46,0 51,0 51,0 51,0 56,0 56,5 56,0 55,5 57,0 54,0 61,5 44,0 51,0 56,5 56,5 51,0 56,5 56,5 56,0 46,0 39,5 55,5 56,0 55,5 50,5 51,0 46,0 46,0 39,5 55,0 51,0 50,5 *В таблиці підкреслені значення означають вихід з діапазону даного винаходу. 22 Номер Розміру зерна 11,0 9,4 11,0 11,2 9,3 10,8 10,6 8,6 8,8 8,5 9,2 8,8 8,7 9,5 9,6 9,5 9,5 9,3 9,4 9,5 9,4 9,5 9,3 9,5 9,6 9,2 9,7 9,6 9,5 9,4 9,5 9,3 9,4 9,6 9,5 UA 115060 C2 Таблиця 5 Приклади Тип сталі 1 Відпускання HW (°) F1 1/2 (HW*C ) M2C (одиниць/ 2 мкм ) Межа текучості (МПа) Температура (°C) Час (хв.) А 710 30 0,41 0,29 20 912 2 А 720 30 0,40 0,28 20 896 3 А 700 30 0,44 0,31 10 923 4 А 710 30 0,40 0,28 20 890 5 В 710 30 0,42 0,29 30 915 6 В 720 30 0,38 0,27 20 878 7 В 700 30 0,45 0,32 20 938 8 В 710 30 0,38 0,27 20 917 9 С 710 30 0,40 0,28 40 912 10 С 720 30 0,36 0,25 30 880 11 С 700 30 0,42 0,30 40 946 12 С 710 30 0,38 0,27 40 917 13 D 710 30 0,36 0,25 40 903 14 D 720 30 0,33 0,23 60 882 15 D 700 30 0,45 0,32 40 947 16 D 710 30 0,41 0,29 50 923 17 E 710 30 0,38 0,27 50 906 18 E 720 30 0,31 0,22 40 879 19 E 700 30 0,42 0,30 50 928 20 E 710 30 0,35 0,25 50 893 21 F 710 30 0,53 0,38 50 921 22 F 720 30 0,47 0,34 40 899 23 F 700 30 0,49 0,35 50 932 24 F 710 30 0,45 0,32 50 929 23 Випробування на SSC Ванна А Ванна B Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено UA 115060 C2 Продовження таблиці 5 25 G 720 30 0,35 0,27 50 916 26 G 700 30 0,32 0,25 40 919 27 G 710 30 0,40 0,31 50 968 28 G 720 30 0,20 0,16 60 924 29 G 710 30 0,32 0,25 50 940 30 G 720 30 0,40 0,31 40 947 31 H 700 30 0,55 0,35 10 880 32 H 700 30 0,50 0,32 20 918 33 H 710 30 0,45 0,28 10 899 34 I 700 30 0,40 0,25 40 890 35 I 700 30 0,31 0,20 40 885 Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Таблиця 6 Приклади Тип сталі 36 HW (°) F1 1/2 (HW*C ) M2C (оди2 ниць/мкм ) Межа текучості (МПа) Відпускання Температура (°C) Час (хв.) I 710 30 0,46 0,29 50 893 37 J 700 30 0,51 0,32 50 895 38 J 700 30 0,45 0,28 40 885 39 J 710 30 0,35 0,22 40 864 40 K 700 30 0,38 0,27 10 910 41 K 700 30 0,45 0,32 20 934 42 L 710 30 0,42 0,30 30 936 43 M 680 60 0,40 0,31 10 930 44 N 700 60 0,38 0,30 30 928 45 O 710 30 0,35 0,27 30 923 46 P 700 30 0,28 0,22 20 928 24 Випробування на SSC Ванна А Ванна B Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено UA 115060 C2 Продовження таблиці 6 47 Q 710 30 0,40 0,31 40 922 48 R 700 60 0,30 0,22 10 921 49 S 710 30 0,45 0,38 30 918 50 T 680 60 0,50 0,30 30 875 51 U 700 30 0,37 0,26 20 915 52 G 710 30 0,38 0,30 40 930 53 G 710 30 0,40 0,31 40 925 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 A G G M J V W X Y Z AA AB AC AD AE AF AG 640 630 620 600 600 680 700 710 700 710 700 690 690 690 710 700 700 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 0,56 0,51 0,52 0,55 0,65 0,55 0,42 0,38 0,44 0,50 0,48 0,58 0,55 0,53 0,45 0,52 0,52 0,40 0,40 0,41 0,43 0,41 0,29 0,32 0,29 0,34 0,35 0,34 0,37 0,35 0,28 0,34 0,37 0,36 0 0 0 0 0 10 30 40 30 0 0 0 0 0 30 0 0 879 868 868 870 888 870 886 872 889 870 893 870 890 877 880 895 890 Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Не виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено Виявлено *В таблиці підкреслені значення позначають вихід з діапазону даного винаходу. 5 10 15 20 "Виконано" в стовпчику "нормалізація" в Таблиці 3 і Таблиці 4 означає, що виконувалася обробка нормалізацією для сталевого матеріалу відповідного прикладу. "CC" в стовпчику "спосіб охолоджування" означає, що виконувалося загартування шляхом обробки безперервного охолоджування для сталі відповідного прикладу. "IC" означає, що виконувалося загартування, що включає ізотермічну обробку, для сталі відповідного прикладу. У стовпчику "ТСС" показано час проходження в точці TCC мартенситного перетворення (в секундах) при обробці шляхом безперервного охолоджування. У стовпчику "ATIC" показана температура ATIC зупинки охолоджування (°С) первинного охолоджування при загартуванні, що включає ізотермічну обробку. У стовпчику "Твердість HRC" показана твердість за Роквелом (HRC) відповідного прикладу. У стовпчику "розмір зерна" показаний розмір колишнього аустенітного зерна відповідного прикладу. У стовпчику "F3" показане F3 (=50C+26), яке являє собою значення правої сторони Виразу 3. У стовпчику "температура" і стовпчику "час" стовпчика "відпускання" в Таблиці 5 і Таблиці 6 показані температура (°С) відпускання і час (в хвилинах) відпускання відповідного прикладу, відповідно. У стовпчику "HW" показана повна ширина на 1/2 половині максимуму (°) відповідного прикладу. У стовпчику "F1" показане F1 (=HWC ), яке являє собою значення лівої сторони Виразу 1. В стовпчику "M 2C" показана кількість 2 (одиниць/мкм ) гексагональних карбідів M2C. В стовпчику "YS" показана межа текучості (МПа) відповідного прикладу. У стовпчику "Випробування на SSC" показані результати випробування на стійкість до SSC у ванні А і ванні В. "Не виявлено" означає, що тріщини не виникли. "Виявлено" означає, що тріщини виникли. 25 UA 115060 C2 5 10 15 20 25 30 35 40 45 50 55 60 У доповнення, частка залишкового аустеніту всіх прикладів 1-70 становила 0%. З посиланням на Таблицю 3 - Таблицю 6 можна побачити, що всі хімічні композиції сталевих матеріалів прикладів 1-53 знаходилися в межах діапазону хімічної композиції низьколегованої сталі для трубних виробів нафтопромислового сортаменту винаходу. Більше того: в сталевих матеріалах прикладів 1-53 значення F1 становило 0,38 або менше і задовольняло Вираз 1. Більше того: кількість гексагональних карбідів M2C, що мають розмір зерна (еквівалентний 2 діаметр окружності) 1 нм або більше, становила 5 одиниць/мкм або більше в сталевих матеріалах прикладів 1-53. Більше того: середнє значення аспектного відношення зернограничних карбідів становило 3 або менше в сталевих матеріалах прикладів 1-53. У зв'язку з цим при випробуванні на стійкість до SSC тріщини не спостерігалися ні у ванні А, ні у ванні В у сталевих матеріалах прикладів 1-53. У доповнення, розмір зерна колишнього аустенітного зерна прикладів (3, 4, 7, 8, 11, 12, 15, 16, 19, 20, 23, 24, 26-28, 32, 33, 35, 36, 38, 39, 41 і 42), в яких виконувалася обробка нормалізацією, становив 10 або більше, і їх зерна подрібнювалися порівняно з прикладами, в яких обробка нормалізацією не виконувалася, з використанням такого ж типу сталі (наприклад, приклад 1 або т. п. порівняно з прикладом 4). З іншого боку, в прикладах 54, 55, 57 і 58 хімічна композиція знаходилася в межах діапазону винаходу, і Вираз 2 задовольнявся, але час проходження в точці TCC мартенситного перетворення при загартуванні шляхом обробки безперервного охолоджування перевищував 600 секунд. Більше того: температура відпускання була нижчою 680 °C. У зв'язку з цим твердість за Роквелом була нижчою за значення F3 і не задовольняла Вираз 3 в загартованому матеріалі, а значення F1 перевищувало 0,38 і не задовольняло Вираз 1. У доповнення, кількість гексагональних карбідів M2C, що мають розмір зерна 1 нм або більше, становила менше 5 2 одиниць/мкм Відповідно, в прикладах 54, 55, 57 і 58 спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. На доповнення, сталі, які відпускалися при 720 °C протягом 30 хвилин, підготовлювалися з використанням сталей, які загартовувалися при такій же умові, як і приклади 54, 55, 57 і 58. Однак межа текучості сталей не становила 758 або більше, так, що інші оцінки не проводилися. У прикладі 56 хімічна композиція знаходилася в межах діапазону винаходу, і Вираз 2 задовольнявся. Однак, температура ATIC зупинки охолоджування при загартуванні, що включає ізотермічну обробку, була вищою 300 °C. Більше того: температура відпускання становила менше 680 °C. У зв'язку з цим, твердість за Роквелом не задовольняла Вираз 3 у загартованому матеріалі, а значення F1 перевищувало 0,38 і не задовольняло Вираз 1. У доповнення, кількість гексагональних карбідів M2C, що мають розмір зерна 1 нм або більше, становила менше 5 2 одиниць/мкм . Відповідно, в прикладі 56 спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. У прикладі 59 вміст С був меншим нижньої межі вмісту С винаходу. У зв'язку з цим спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. Передбачається, що вміст С є недостатнім, і, таким чином, зернограничні карбіди не достатньо сфероїдизуються. У прикладі 60 вміст Mn перевищує верхню межу винаходу. У прикладі 61 вміст Р перевищує верхню межу винаходу. У прикладі 62 вміст S перевищує верхню межу винаходу. У зв'язку з цим спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. Передбачається, що надмірні Mn, Р і S скупчуються на межах зерен і, таким чином, зменшується стійкість до SSC. У прикладах 63, 65 і 66 вміст Мо був меншим нижньої межі винаходу. У зв'язку з цим, кількість гексагональних карбідів M2C, що мають розмір зерна 1 нм або більше, становила 2 менше 5 одиниць/мкм . У зв'язку з цим в прикладах 63, 65 і 66 спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. У прикладах 64, 69 і 70 хімічна композиція знаходилася в межах діапазону винаходу, але Вираз 2 не задовольнявся. У доповнення, кількість гексагональних карбідів M 2C, що мають 2 розмір зерна 1 нм або більше, становила менше 5 одиниць/мкм . У зв'язку з цим в прикладах 64, 69 і 70 спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. У прикладі 67 вміст С був меншим нижньої межі винаходу, і Вираз 2 не задовольнявся. У зв'язку з цим кількість гексагональних карбідів M2C, що мають розмір зерна 1 нм або більше, 2 становила менше 5 одиниць/мкм . У зв'язку з цим спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. У прикладі 68 Al не включався в сталевий матеріал, а вміст О перевищував верхню межу винаходу. У зв'язку з цим спостерігалися тріщини при випробуванні на стійкість до SSC і у ванні А, і у ванні В. 26 UA 115060 C2 [Результат випробування DCB] Виробничі умови і результати випробування DCB показані в Таблиці 7 і Таблиці 8. Більше того: спосіб позначення і скорочення в Таблиці 7 і Таблиці 8 відповідає Таблиці 3 - Таблиці 6. 5 Таблиця 7 Приклади Тип сталі С (у масових процентах) 71 72 73 74 75 76 77 A B C D E F G 78 H 0,40 79 80 81 I J K 0,40 0,40 0,50 82 L 0,50 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 M N O P Q R S T U G G A G G J 0,60 0,61 0,60 0,59 0,62 0,56 0,71 0,36 0,50 0,61 0,61 0,50 0,61 0,61 0,40 Твердість HRC F3 (50C+26) 100 100 100 100 100 300 600 59,9 59,8 58,7 58,3 57,9 57,0 61,0 51,0 50,5 51,0 50,5 51,0 51,5 56,5 Номер Розміру зерна 9,5 9,5 9,6 9,3 9,8 9,5 9,3 СС 100 54,9 46,0 10,9 СС СС СС 0,50 0,49 0,50 0,49 0,50 0,51 0,61 Виконано 100 100 100 48,8 52,8 60,2 46,0 46,0 51,0 9,5 9,4 9,3 Виконано СС 100 60,4 51,0 10,6 СС СС СС СС СС СС IС СС СС IС IС СС СС IС СС 600 600 600 600 600 300 58,5 59,5 60,2 58,0 61,0 57,0 63,0 51,0 58,0 62,5 62,0 48,0 53,5 52,0 42,0 56,0 56,5 56,0 55,5 57,0 54,0 61,5 44,0 51,0 56,5 56,5 51,0 56,5 56,5 46,0 8,6 8,8 8,5 9,2 8,8 8,7 9,5 9,6 9,5 9,5 9,3 9,4 9,5 9,4 9,3 Спосіб охолодження TCC (с) СС СС СС СС СС СС СС Нормалізація ATIC (°C) 250 100 100 250 300 1000 1000 400 1000 *В таблиці підкреслені значення позначають вихід з діапазону даного винаходу. 27 UA 115060 C2 Таблиця 8 Приклади Тип сталі 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 A B C D E F G H I J K L M N O P Q R S T U G G A G G J Відпускання Температура (°C) 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 730 620 630 630 600 Час (хв.) 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 HW (°) F1 1/2 (HW*C ) M2C (одиниць/ 2 мкм ) Межа текучості (МПа) KISSC (ksi√in) 0,36 0,37 0,35 0,31 0,33 0,42 0,30 0,40 0,35 0,41 0,33 0,37 0,35 0,33 0,30 0,25 0,30 0,25 0,35 0,40 0,32 0,30 0,33 0,56 0,56 0,52 0,65 0,25 0,26 0,25 0,22 0,23 0,30 0,23 0,25 0,22 0,26 0,23 0,26 0,27 0,26 0,23 0,19 0,24 0,19 0,29 0,24 0,23 0,23 0,26 0,40 0,44 0,41 0,41 20 30 40 30 40 40 50 10 40 50 20 40 10 30 30 20 40 20 30 30 20 40 40 0 0 0 0 830 831 825 831 826 818 835 833 820 831 805 838 856 819 823 808 821 830 825 834 836 830 825 802 808 795 780 25,5 26,4 30,5 28,5 29,2 29 31 26,4 26,5 27,5 29,5 26,8 27,8 28 27,7 29 28,5 28,9 29 28 27,9 29,5 30,5 24,5 23 23,7 20,8 *В таблиці підкреслені значення позначають вихід з діапазону даного винаходу. 5 10 15 20 25 У стовпчику "KISSC" в Таблиці 8 показаний фактор KISSC (ksi√in) інтенсивності напруження сталі відповідного прикладу. З посиланням на Таблицю 7 і Таблицю 8 можна побачити, що всі хімічні композиції сталевих матеріалів прикладів 71-93 знаходилися в межах діапазону хімічної композиції низьколегованої сталі для трубних виробів нафтопромислового сортаменту винаходу. Більше того: значення F1 становило 0,38 або менше і задовольняло Вираз 1 в сталевих матеріалах прикладу 71-93. Більше того: кількість гексагонального M2C, з розміром зерна 1 нм або більше, в сталі 2 становила 5 одиниць/мкм або більше в сталевих матеріалах прикладів 71-93. Більше того: середнє значення аспектного відношення зернограничних карбідів становило 3 або менше в сталевих матеріалах прикладів 71-93. У зв'язку з цим фактор KISSC (ksi√in) інтенсивності напруження сталевих матеріалів прикладів 71-93 становив 25 ksi√in або більше. У доповнення, розмір колишнього аустенітного зерна прикладів 78 і 82, в яких виконувалася обробка нормалізацією, становив 10 або більше. З іншого боку, в прикладах 94, 95 і 97 хімічна композиція знаходилася в межах діапазону винаходу і Вираз 2 задовольнявся, але час проходження в точці TCC мартенситного перетворення при загартуванні шляхом обробки безперервного охолоджування перевищував 600 секунд. Більше того: температура відпускання була нижчою 680 °C. У зв'язку з цим твердість за Роквелом не задовольняла Виразу 3 в загартованому матеріалі, а значення F1 перевищувало 0,38 і не задовольняло Виразу 1. У доповнення, кількість гексагональних карбідів 2 M2C, що мають розмір зерна 1 нм або більше, становила менше 5 одиниць/мкм . У зв'язку з цим, фактор KISSC (ksi√in) інтенсивності напруження сталевих матеріалів прикладів 94, 95 і 97 становив менше 25 ksi√in. 28
ДивитисяДодаткова інформація
Автори англійськоюOmura Tomohiko, Arai Yuji, Kawano Kaori, Sakamoto Akihiro, Okamura Kazuo, Yamamoto Kenji, Kondo Keiichi, Nagahashi Koji, Seo Masanao
Автори російськоюОмура Томохико, Араи Юдзи, Кавано Каори, Сакамото Акихиро, Окамура Казуо, Ямамото Кендзи, Кондо Кейити, Нагахаси Кодзи, Сео Масанао
МПК / Мітки
МПК: C22C 38/00, C22C 38/12, C22C 38/32, C21D 8/10, C21D 9/08
Мітки: спосіб, сортаменту, нафтопромислового, трубних, виробів, сталь, виробництва
Код посилання
<a href="https://ua.patents.su/35-115060-stal-dlya-trubnikh-virobiv-naftopromislovogo-sortamentu-i-sposib-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Сталь для трубних виробів нафтопромислового сортаменту і спосіб її виробництва</a>
Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Абе Тосіхару, Араі Юдзі, Омура Томохіко, Томомацу Куніакі
МПК: C22C 38/22, C22C 38/28
Мітки: сортаменту, трубі, сталь, спосіб, безшовні, нафтопромислового, виготовлення, сталевої, низьколегована, безшовної, сталеві
Формула / Реферат:
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал,...
Труба нафтового сортаменту для розвальцювання у свердловині та дуплексна нержавіюча сталь для труб нафтового сортаменту, придатних для розвальцювання
Номер патенту: 90217
Опубліковано: 12.04.2010
Автори: Кондо Куніо, Такабе Хідекі, Уеда Масакацу, Охе Таро
МПК: C21D 8/10, C22C 38/00, C22C 38/58
Мітки: розвальцювання, труба, нержавіюча, труб, дуплексна, сортаменту, придатних, сталь, нафтового, свердловини
Формула / Реферат:
1. Труба нафтового сортаменту для розвальцювання у свердловині, виготовлена з дуплексної нержавіючої сталі, яка має склад, що включає, мас. %: від 0,005 % до 0,03 % С, від 0,1 % до 1,0 % Si, від 0,2 % до 2,0 % Мn, найбільше 0,04 % Р, найбільше 0,015 % S, від 18,0 % до 27,0 % Сr, від 4,0 % до 9,0 % Ni, найбільше 0,04 % Аl і від 0,05 % до 0,40 % N, а решту складає Fe та домішки, і структуру, яка включає частку аустеніту в інтервалі від 40 % до...
Труба нафтового сортаменту для розвальцювання у свердловині та спосіб її виробництва
Номер патенту: 90216
Опубліковано: 12.04.2010
Автори: Абе Тосіхару, Уеда Масакацу, Накамура Кейіті, Морі Томокі, Охе Таро, Такабе Хідекі
МПК: C22C 38/50, C21D 8/10, C21D 9/08, C22C 38/00
Мітки: труба, виробництва, свердловини, спосіб, розвальцювання, сортаменту, нафтового
Формула / Реферат:
1. Труба нафтового сортаменту для розвальцювання у свердловині, яка має склад, який містить, мас. %: від 0,05 % до 0,08 % С, найбільше 0,50 % Si, від 0,80 % до 1,30 % Мn, найбільше 0,030 % Р, найбільше 0,020 % S, від 0,08 % до 0,50 % Сr, найбільше 0,01 % N, від 0,005 % до 0,06 % Аl, найбільше 0,05 % Ті, найбільше 0,50 % Сu і найбільше 0,50 % Ni, а залишок складає Fe та домішки, структуру, яка містить частку фериту щонайменше 80 %, межу...
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: Заводчіков Сєргєй Юрьєвіч, Котрєхов Владімір Андрєєвіч, ШЄВНІН Юрій Павловіч, БУХОВЦЄВ Віктор Фьодоровіч, Лосіцкій Анатолій Францєвіч, Бочаров Олєг Вікторовіч, СЄЛІВЄРСТОВ Владімір Фьодоровіч, Нікуліна Антоніна Васільєвна, АКТУГАНОВА Єлєна Ніколаєвна
МПК: C22F 1/18, C22C 16/00, G21C 3/32, G21C 3/02
Мітки: варіанти, сплавів, цирконієвих, спосіб, трубних, виробів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Автоматизована система контролю прямолінійності трубних виробів
Номер патенту: 64177
Опубліковано: 16.02.2004
Автори: Карпаш Максим Олегович, Боднар Роман Тарасович
Мітки: система, контролю, автоматизована, виробів, прямолінійності, трубних
Формула / Реферат:
Автоматизована система контролю прямолінійності трубних виробів, що включає джерело випромінювання і впливу на об'єкт контролю, блок сканування, блок вимірювання, блоки первинного та вторинного перетворення інформації, блоки обробки, індикації та представлення інформації, яка відрізняється тим, що додатково введено засоби стабілізації положення контрольованого виробу у процесі контролю, завантажувальні та розвантажувальні пристрої, виконавчі...
Попередній патент: Інсектицидна препаративна форма вода-в-маслі
Наступний патент: Електрично керована система для утворення аерозолю
Випадковий патент: Пристрій для очищення та зволожування повітря