Технологічні маршрути для титану й сплавів титану
Номер патенту: 113149
Опубліковано: 26.12.2016
Автори: Кеннеді Річард Л., Мантіон Джон В., Форбз Джоунс Робін М., Девіс Р. Марк, Тома Жан-Філіпп, Мінісандрам Рамеш С., Де Соуза Урбан Дж.
Формула / Реферат
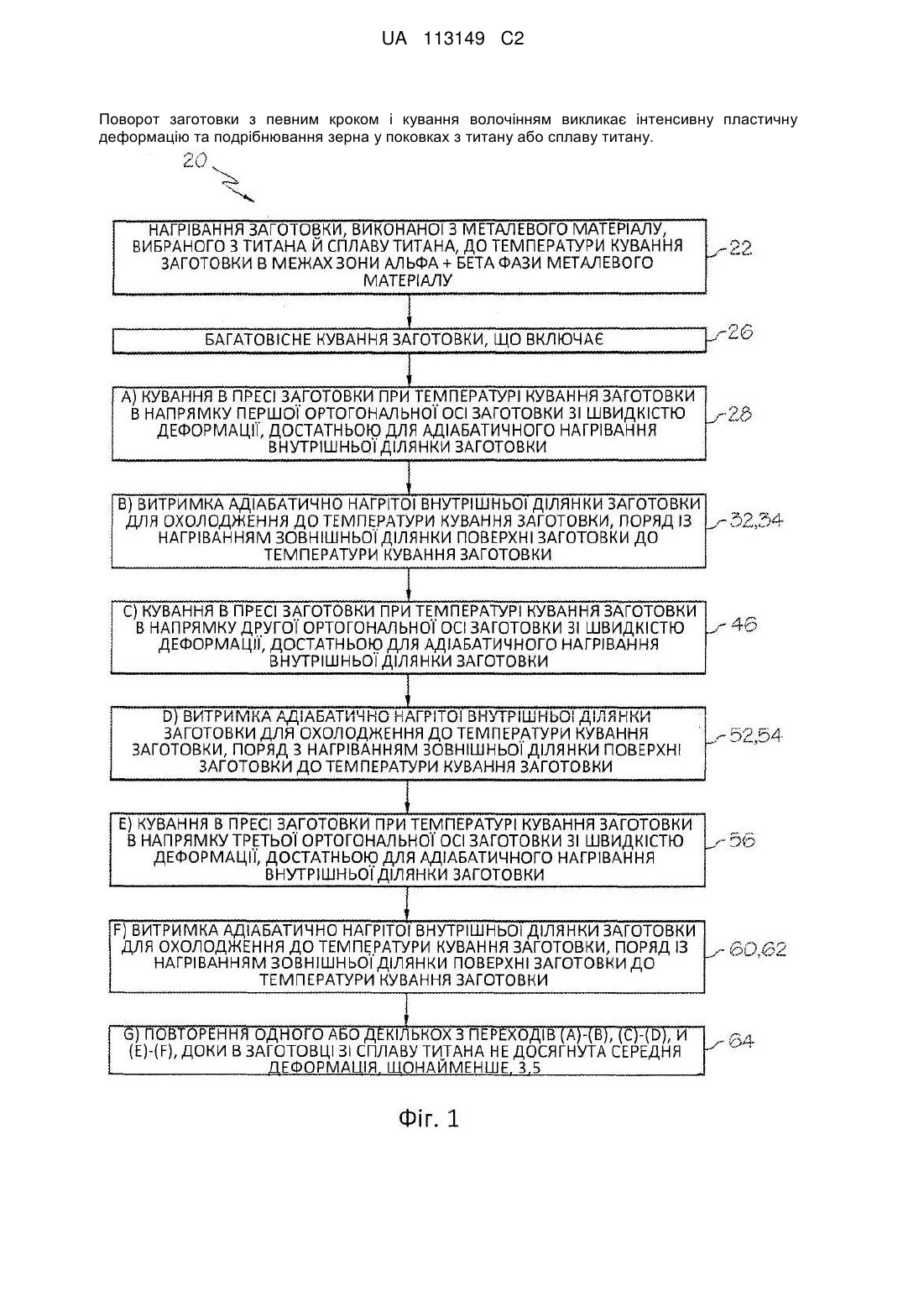
1. Спосіб подрібнення розміру зерен заготовки, яка містить металевий матеріал, вибраний з титану і сплаву титану, що включає:
нагрівання заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу, причому температура кування заготовки знаходиться в діапазоні від температури на 55,6 ºС нижче температури (Тβ) бета-переходу металевого матеріалу до температури на 388,9 ºС нижче температури бета-переходу металевого матеріалу, і
багатовісне кування заготовки, що включає кування заготовки на пресі при температурі кування заготовки в напрямку першої ортогональної осі заготовки зі швидкістю деформації в діапазоні від 0,2 с-1 до 0,8 с-1, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки до температури на 55,6-166,7 ºС вище температури кування заготовки,
надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до температури кування заготовки,
кування заготовки на пресі при температурі кування заготовки в напрямку другої ортогональної осі заготовки зі швидкістю деформації в діапазоні від 0,2 с-1 до 0,8 с-1, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки до температури на 55,6-166,7 ºС вище температури кування заготовки,
надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до температури кування заготовки,
кування заготовки на пресі при температурі кування заготовки в напрямку третьої ортогональної осі заготовки зі швидкістю деформації в діапазоні від 0,2 с-1 до 0,8 с-1, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки до температури на 55,6-166,7 ºС вище температури кування заготовки,
надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до температури кування заготовки, і
повторення щонайменше одного з попередніх етапів кування на пресі, поки в щонайменше одній ділянці заготовки не буде досягнута дійсна деформація щонайменше 3,5.
2. Спосіб за п. 1, який відрізняється тим, що нагрівання заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу включає:
нагрівання заготовки до температури бета-витримки металевого матеріалу,
витримування заготовки при температурі бета-витримки протягом часу бета-витримки, достатнього для утворення 100 %-ої мікроструктури бета-фази в заготовці, і
охолодження заготовки до температури кування заготовки.
3. Спосіб за п. 2, який відрізняється тим, що додатково включає пластичну деформацію заготовки при температурі пластичної деформації в ділянці бета-фази металевого матеріалу перед охолодженням заготовки до температури кування заготовки.
4. Спосіб за п. 3, який відрізняється тим, що пластична деформація заготовки включає багатовісне кування з високою швидкістю деформації, причому охолодження заготовки до температури кування заготовки додатково включає багатовісне кування з високою швидкістю деформації заготовки в міру охолодження заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу.
5. Спосіб за п. 3, який відрізняється тим, що пластична деформація заготовки включає кування осадкою заготовки до деформації осадкою в ділянці бета-фази в діапазоні від 0,1 до 0,5 включно.
6. Спосіб за п. 1, який відрізняється тим, що адіабатично нагрітій внутрішній ділянці заготовки надають можливість охолоджуватися протягом часу охолодження внутрішньої ділянки в діапазоні від 5 секунд до 120 секунд включно.
7. Спосіб за п. 1, який відрізняється тим, що штампи для кування, використовувані для кування заготовки на пресі, нагрівають до температури в діапазоні температур від температури кування заготовки до температури на 100 °F (55,6 °С) нижче температури кування заготовки включно.
8. Спосіб за п. 1, який відрізняється тим, що додатково включає:
охолодження заготовки до другої температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу,
кування заготовки на пресі при другій температурі кування заготовки в напрямку першої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки,
надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до другої температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до другої температури кування заготовки,
кування заготовки на пресі при другій температурі кування заготовки в напрямку другої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки,
надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до другої температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до другої температури кування заготовки,
кування заготовки на пресі при другій температурі кування заготовки в напрямку третьої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки,
надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до другої температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до другої температури кування заготовки, і
повторення одного або більше з попередніх етапів кування на пресі та надання можливості, поки в щонайменше одній ділянці заготовки не буде досягнута дійсна деформація щонайменше 10.
9. Спосіб за п. 1, який відрізняється тим, що заготовка містить сплав титану, вибраний з групи, що складається з альфа-сплаву титану, альфа+бета-сплаву титану, метастабільного бета-сплаву титану і бета-сплаву титану.
10. Спосіб за п. 1, який відрізняється тим, що заготовка містить один із сплавів титану марок за ASTM 5, 6, 12, 19, 20, 21, 23, 24, 25, 29, 32, 35, 36 і 38.
11. Спосіб за п. 2, який відрізняється тим, що температура бета-витримки знаходиться в діапазоні температур від температури бета-переходу металевого матеріалу до температури на 300 °F (111 °C) вище температури бета-переходу металевого матеріалу включно.
12. Спосіб за п. 2, який відрізняється тим, що час бета-витримки становить від 5 хвилин до 24 годин.
13. Спосіб за п. 3, який відрізняється тим, що пластична деформація заготовки при температурі пластичної деформації в області бета-фази металевого матеріалу включає щонайменше одне із протягування, кування осадкою і багатовісного кування з високою швидкістю деформації заготовки.
14. Спосіб за п. 3, який відрізняється тим, що температура пластичної деформації знаходиться в діапазоні температур пластичної деформації від температури бета-переходу металевого матеріалу до температури на 300 °F (111 °С) вище температури бета-переходу металевого матеріалу включно.
15. Спосіб за п. 1, який відрізняється тим, що температура кування заготовки знаходиться в діапазоні температур кування заготовки від температури на 100 °F (55,6 °С) нижче температури бета-переходу металевого матеріалу до температури на 700 °F (388,9 °С) нижче температури бета-переходу металевого матеріалу включно.
16. Спосіб за п. 1, який відрізняється тим, що заготовка містить альфа+бета-сплав титану.
17. Спосіб за п. 1, який відрізняється тим, що заготовка містить метастабільний бета-сплав титану.
18. Спосіб за п. 1, який відрізняється тим, що додатково включає повторення одного або більше етапів з етапів кування на пресі і надання можливостей, зазначених в п. 1, поки не буде досягнута середня деформація 4,7.
19. Спосіб за п. 1, який відрізняється тим, що нагрівання зовнішньої поверхні заготовки включає нагрівання з використанням одного або більше з полум′яного нагрівання, нагрівання в камерній печі, індукційного нагрівання та радіаційного нагрівання.
20. Спосіб за п. 1, який відрізняється тим, що повторення включає повторення етапів кування на пресі і надання можливостей, зазначених в п. 1, щонайменше 4 рази.
21. Спосіб за п. 1, який відрізняється тим, що після досягнення середньої деформації 3,7 заготовка має середній розмір зерен альфа-фази в діапазоні від 4 мкм до 6 мкм включно.
22. Спосіб за п. 1, який відрізняється тим, що після досягнення середньої деформації 4,7 заготовка має середній розмір зерен альфа-фази 4 мкм.
23. Спосіб за п. 1, який відрізняється тим, що після завершення способу зерна альфа-фази є рівновісними.
24. Спосіб за п. 1, який відрізняється тим, що швидкість деформації знаходиться в діапазоні від 0,001 с-1 до 0,02 с-1 включно.
Текст
Реферат: Способи подрібнення розміру зерна титану та сплавів титану включають багатовісне кування з високою швидкістю деформації та регулюванням температури. Висока швидкість деформації адіабатично викликає нагрівання внутрішньої ділянки заготовки в процесі кування, і система регулювання температури використовується для нагрівання ділянки зовнішньої поверхні до температури кування заготовки, при витримці внутрішньої ділянки для охолодження до температури кування заготовки. Крім того, спосіб включає багаторазове кування осадом і волочінням титану або сплаву титану, використовуючи швидкість деформації, меншу, ніж та, яка використовується при звичайному куванні у відкритому штампі титану та сплавів титану. UA 113149 C2 (12) UA 113149 C2 Поворот заготовки з певним кроком і кування волочінням викликає інтенсивну пластичну деформацію та подрібнювання зерна у поковках з титану або сплаву титану. UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Цей винахід був зроблений за підтримки уряду США за контрактом Національного інституту стандартів і технологій США (NІST) № 70NANB7H7038, наданим Національним інститутом стандартів і технологій США (NІST), Міністерством торгівлі США. Уряд США може мати певні права на винахід. РІВЕНЬ ТЕХНІКИ ГАЛУЗЬ ТЕХНІКИ [0002] Цей винахід спрямований на способи кування титану й сплавів титану й на пристрій для виконання такими способами. ОПИС ОБҐРУНТУВАННЯ ТЕХНОЛОГІЇ ОБРОБКИ [0003] Способи виробництва титану й сплавів титану, що мають великозернисту (CG), дрібнозернисту (FG), досить дрібнозернисту (VFG) або понад дрібнозернисту (UFG) мікроструктуру, що стосуються використання багаторазових переходів повторного нагрівання й кування. Переходи кування можуть включати один або кілька етапів кування осадом, на додаток до кування волочінням у пресі для кування у відкритих штампах. [0004] Використовуваний тут при згадуванні мікроструктури титану й сплаву титану: термін "велике зерно" стосується розмірів зерен альфа фази від 400 мкм до більш ніж 14 мкм; термін "дрібне зерно" стосується розмірів зерен альфа фази в діапазоні від 14 мкм до більш ніж 10 мкм; термін "досить дрібне зерно" стосується розмірів зерен альфа фази від 10 мкм до більш ніж 4,0 мкм; і термін "понад дрібне зерно" стосується розмірів зерен альфа фази від 4,0 мкм або менше. [0005] Відомі промислові способи кування титану й сплавів титану для виробництва великозернистої (CG) або дрібнозернистої (FG) мікроструктур використовують швидкості -1 -1 деформації від 0,03 с до 0,10 с , використовуючи багаторазові переходи повторного нагрівання й кування. [0006] Відомі способи, призначені для виробництва дрібнозернистої (FG), досить дрібнозернистої (VFG) або понад дрібнозернистої (UFG) мікроструктур, застосовують процес -1 багатовісного кування (MAF) при наднизькій швидкості деформації 0,001 с або менше (див. Г. Саліщев Форум із матеріалознавства, том 584-586, сс. 783-788 (2008)). Характерний процес MAF описаний у роботі С. Дисрейод (C. Desrayaud) і ін., Journal of Materіals Processіng Technology (Журнал технології обробки матеріалів), 172, сс. 152-156(2006). [0007] Ключем до подрібнювання зерна в процесі MAF з наднизькою швидкістю деформації є можливість постійної роботи в режимі динамічної рекристалізації, що є результатом -1 використаної наднизької швидкості деформації, тобто 0,001 с або менше. У процесі динамічної рекристалізації зерна одночасно зароджуються, ростуть і накопичують дислокації. Зародження дислокацій у щойно зароджених зернах безупинно зменшує рушійну силу для росту зерен, і зародження зерна є енергетично вигідним. Процес MAF з наднизькою швидкістю деформації для безперервної рекристалізації зерен під час процесу кування використовує динамічну рекристалізацію. [0008] Порівняно однорідні куби сплаву UFG Tі-6-4 можуть вироблятися, використовуючи процес MAF з наднизькою швидкістю деформації, але сукупний час, необхідний для виконання MAF, може виявитися надмірним для промислового призначення. Крім того, звичайний великогабаритний промисловий прес для кування у відкритих штампах може не мати можливості для досягнення наднизьких швидкостей деформації, необхідних у таких варіантах, і, таким чином, для MAF з наднизькою швидкістю деформації в промисловому масштабі може знадобитися устаткування для кування, виготовлене на замовлення. [0009] Відповідно, для виробництва титану й сплавів титану, що мають великозернисту, дрібнозернисту, досить дрібнозернисту або понад дрібнозернисту мікроструктуру, було б корисно розробити процес, який не вимагає багаторазових повторних нагрівань і/або забезпечує підвищені швидкості деформації, зменшує час, необхідний для обробки, і виключає необхідність в устаткуванні для кування, виготовленому на замовлення. СУТНІСТЬ ВИНАХОДУ [0010] Відповідно до аспекту цього винаходу, спосіб подрібнювання розміру зерна заготовки, виконаної з металевого матеріалу, вибраного з титану й сплаву титану, включає нагрівання заготовки до температури кування заготовки в межах зони альфа + бета фази металевого матеріалу. Потім заготовка піддається багатовісному куванню. Багатовісне кування включає кування заготовки на пресі при температурі кування заготовки в напрямку першої ортогональної осі, зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки. Кування в напрямку першої ортогональної осі супроводжується витримкою для охолодження адіабатично нагрітої внутрішньої ділянки заготовки до температури кування заготовки, поряд з нагріванням зовнішньої ділянки поверхні заготовки до температури кування 1 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 заготовки. Потім заготовка піддається куванню в пресі при температурі кування заготовки в напрямку другої ортогональної осі заготовки при швидкості деформації, яка є достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки. Кування в напрямку другої ортогональної осі супроводжується витримкою для охолодження адіабатично нагрітої внутрішньої ділянки заготовки до температури кування заготовки, поряд з нагріванням зовнішньої ділянки поверхні заготовки до температури кування заготовки. Потім заготовка піддається куванню в пресі при температурі кування заготовки в напрямку третьої ортогональної осі заготовки при швидкості деформації, яка є достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки. Кування в напрямку третьої ортогональної осі супроводжується витримкою для охолодження адіабатично нагрітої внутрішньої ділянки заготовки до температури кування заготовки, поряд з нагріванням зовнішньої ділянки поверхні заготовки до температури кування заготовки. Переходи кування в пресі й витримки повторюються доти, доки не буде досягнута деформація, щонайменше, 3,5, щонайменше, в ділянці заготовки зі сплаву титану. У варіанті, що не має обмежувального характеру, швидкість деформації, використовувана в процесі кування в пресі, перебуває в діапазоні від 0,2 с 1 до 0,8 -1 с , включно. [0011] Відповідно до іншого аспекту цього винаходу, спосіб подрібнювання розміру зерна заготовки, виконаної з металевого матеріалу, вибраного з титану й сплаву титану, містить у собі нагрівання заготовки до температури кування заготовки в межах зони альфа + бета фази металевого матеріалу. У варіантах, що не мають обмежувального характеру, заготовка виконана у вигляді циліндра з вихідними розмірами поперечного перерізу. Заготовка піддається куванню осадом при температурі кування заготовки. Після осаду заготовка піддається багатопрохідному куванню волочінням при температурі кування заготовки. Багатопрохідне кування волочінням включає повертання з певним кроком заготовки в напрямку обертання, супроводжуване ковкою волочінням заготовки після кожного повороту. Поступове повертання і кування волочінням заготовки повторюється доти, доки заготовка не набуває розмірів, практично таких же, як вихідні розміри поперечного перерізу заготовки. У варіанті, що не має обмежувального характеру, швидкість деформації, використовувана в процесі кування осадом і -1 -1 кування волочінням, перебуває в діапазоні від 0,001 с до 0,02 с , включно. [0012] Відповідно до додаткового аспекту цього винаходу спосіб ізотермічного багатоступінчастого кування заготовки, виконаної з металевого матеріалу, вибраного з металу й металевого сплаву, включає нагрівання заготовки до температури кування заготовки. Заготовка піддається куванню при температурі кування заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки. Внутрішня ділянка заготовки витримується для охолодження до температури кування заготовки, поряд із тим, що зовнішня ділянка поверхні заготовки нагрівається до температури кування заготовки. Переходи кування заготовки й витримки внутрішньої ділянки заготовки для охолодження, поряд з нагріванням зовнішньої ділянки поверхні металевого сплаву повторюються доти, доки не будуть отримані необхідні характеристики. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0013] Характеристики й переваги пристрою й способу, що розкривається тут, будуть краще зрозумілі завдяки посиланням на додані креслення, у яких: [0014] На Фіг. 1 надано блок-схему, у якій перераховані переходи, що не мають обмежувального характеру, варіанта способу обробки титану й сплавів титану для подрібнювання розміру зерна, відповідно до цього винаходу; [0015] На Фіг. 2 надано схематичне зображення варіанта, що не має обмежувального характеру, для способу багатовісного кування з високою швидкістю деформації, використовуючи регулювання температури, для обробки титану й сплавів титану для подрібнювання розмірів зерна, де Фіг. 2(a), 2(c), і 2(e) представляють переходи, що не мають обмежувального характеру, кування в пресі, а Фіг. 2(b), 2(d), і 2(f) представляють переходи, що не мають обмежувального характеру, охолодження й нагрівання, відповідно до аспектів цього винаходу, що не мають обмежувального характеру; [0016] На Фіг. 3 надано схематичне зображення технології багатовісного кування з низькою швидкістю деформації, як відомо, використовуваної для подрібнювання зерен малогабаритних зразків; [0017] На Фіг. 4 надано схематичне зображення графіка залежності температура-час при термомеханічній обробці для варіанта, що не має обмежувального характеру, способу багатовісного кування з високою швидкістю деформації, відповідно до цього винаходу; [0018] На Фіг. 5 надано схематичне зображення графіка залежності температура-час при термомеханічній обробці для варіанта, що не має обмежувального характеру, способу 2 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 багатовісного кування з високою швидкістю деформації при декількох температурах, відповідно до цього винаходу; [0019] На Фіг. 6 надано схематичне зображення графіка залежності температура-час при термомеханічній обробці для варіанта, що не має обмежувального характеру, способу багатовісного кування з високою швидкістю деформації при проходженні бета-переходу, відповідно до цього винаходу; [0020] На Фіг. 7 надано схематичне зображення варіанта, що не має обмежувального характеру, способу багаторазового осаду й волочіння для подрібнювання розміру зерна відповідно до цього винаходу; [0021] На Фіг. 8 надано блок-схему, у якій перераховані переходи варіанта, що не має обмежувального характеру, способу обробки за допомогою багаторазового осаду й волочіння титану й сплавів титану для подрібнювання розміру зерна, відповідно до цього винаходу; [0022] На Фіг. 9 надано графік залежності температура-час при термомеханічній обробці для варіанта, що не має обмежувального характеру, за прикладом 1 цього винаходу; [0023] На Фіг. 10 надано мікрофотографію відпаленого на бета фазу матеріалу за прикладом 1, що відображає рівновісні зерна з розміром зерен між 10-30 мкм; [0024] На Фіг. 11 надано мікрофотографію центральної ділянки a-b-c кованого зразка за прикладом 1; [0025] На Фіг. 12 надано прогнозування моделюванням за методом кінцевого елемента часу охолодження внутрішньої ділянки для варіанта цього винаходу, що не має обмежувального характеру; [0026] На Фіг. 13 надано мікрофотографію центральної частини куба після обробки відповідно до варіанта способу, що не має обмежувального характеру, який розкрито в прикладі 4; [0027] На Фіг. 14 надано фотографію поперечного перерізу куба, обробленого відповідно до прикладу 4; [0028] На Фіг. 15 надано результати моделювання за методом кінцевого елемента для імітації деформації при багатовісному куванні з регулюванням температури для куба, обробленого відповідно до прикладу 6; [0029] На Фіг. 16а надано мікрофотографію поперечного перерізу із центральної частини зразка, обробленого відповідно до прикладу 7; на Фіг. 16(b) – поперечний переріз ділянки поблизу поверхні зразка, обробленого відповідно до прикладу 7; [0030] На Фіг. 17 надано схематичний графік залежності температура-час при термомеханічній обробці за процесом, використаним у прикладі 9; [0031] На Фіг. 18 надано макрофотографію поперечного перерізу зразка відповідно до варіанта, що не має обмежувального характеру, за прикладом 9; [0032] На Фіг. 19 надано мікрофотографію зразка, обробленого відповідно до варіанта, що не має обмежувального характеру, за прикладом 9, що відображає досить дрібний розмір зерна; і [0033] На Фіг. 20 надано імітацію моделюванням за методом кінцевого елемента деформації зразка, підготовленого за варіантом, що не має обмежувального характеру, за прикладом 9. [0034] Читач належним чином оцінить описані деталі, а також інші, після розгляду подальшого докладного опису деяких варіантів, що не мають обмежувального характеру, відповідно до цього винаходу. ДОКЛАДНИЙ ОПИС ДЕЯКИХ ВАРІАНТІВ ВТІЛЕННЯ, ЩО НЕ МАЮТЬ ОБМЕЖУВАЛЬНОГО ХАРАКТЕРУ [0035] У цьому описі, що не має обмежувального характеру, інші, ніжу функціонуючих прикладах, або, якщо не зазначене інше, усі числа, що виражають кількості або характеристики, слід розуміти як кориговані в усіх прикладах терміном "близько". Відповідно, якщо не зазначено інше, будь-які числові параметри, викладені в подальшому описі, є приблизними, що можуть змінюватися залежно від бажаних властивостей, які прагнуть одержати за допомогою цього способу відповідно до цього винаходу. Як мінімум, а не як спроба обмежити застосування доктрини еквівалентів до обсягу формули винаходу, кожний числовий параметр повинен, щонайменше, тлумачитися у світлі кількості зазначених значущих цифр, із застосуванням звичайних методів округлення. [0036] Будь-які патенти, публікації або інші матеріали, що розкривають інформацію, які вважаються включеними в цілому або частково, у якості посилань, включені тут лише до ступеню, до якого включена інформація не суперечить існуючим визначенням, заявам або іншим матеріалам, викладеним у даному описі. Таким чином, і до необхідного ступеня, розкриття інформації, викладеної в цьому документі, заміняє собою будь-які суперечні 3 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 матеріали, включені тут у якості посилання. Будь-який матеріал, або його частина, включений тут у якості посилання, але суперечний існуючим визначенням, заявам або іншим матеріалам, що розкривають інформацію, викладену в цьому документі, включений тільки до ступеня, до якого не виникають суперечності між включеним матеріалом і існуючим матеріалом винаходу. [0037] Аспект цього винаходу включає варіанти, що не мають обмежувального характеру, процесу багатовісного кування, які включені, використовуючи високу швидкість деформації під час переходів кування, для подрібнювання розміру зерен у титані й сплавах титану. Ці варіанти способу, зазвичай, називаються в цьому винаході як "багатовісне кування з високою швидкістю деформації" або "MAF з високою швидкістю деформації". [0038] Тепер, посилаючись на блок-схему на Фіг. 1 і схематичне зображення на Фіг. 2, у варіанті, що не має обмежувального характеру, відповідно до цього винаходу, описаний спосіб 20, що використовує процес багатовісного кування з високою швидкістю деформації (MAF) для подрібнювання розміру зерен титану й сплавів титану. Багатовісне кування (26), також відоме як "a-b-c" кування, яке є видом інтенсивної пластичної деформації, включає нагрівання (перехід 22 на Фіг. 1) заготовки, виконаної з металевого матеріалу, вибраного з титану й сплаву титану 24, до температури кування заготовки в межах зони альфа + бета фази металевого матеріалу, з подальшою MAF 26, використовуючи високу швидкість деформації. [0039] З розгляду цього винаходу очевидно, що висока швидкість деформації використовується в MAF з високою швидкістю деформації для адіабатичного нагрівання внутрішньої ділянки заготовки. Однак у варіанті, що не має обмежувального характеру, відповідно до цього винаходу, щонайменше, в останньому циклі a-b-c ударів MAF з високою швидкістю деформації, температура внутрішньої ділянки заготовки 24 з титану або сплаву титану не повинна перевищувати температуру бета-переходу (Tβ) заготовки з титану або сплаву титану. Таким чином, температура кування заготовки, щонайменше, для кінцевого циклу a-b-cударів MAF з високою швидкістю деформації, повинна вибиратися так, щоб гарантувати, що температура внутрішньої ділянки заготовки в процесі MAF з високою швидкістю деформації не дорівнювала температурі бета-переходу металевого матеріалу, або не перевищувала її. У варіанті, що не має обмежувального характеру, відповідно до цього винаходу, температура внутрішньої ділянки заготовки не перевищує температури на 20 °F (11,1 °C) нижче температури бета-переходу металевого матеріалу, тобто, T β – 20 °C (Tβ -11,1 °C), щонайменше, під час кінцевого циклу ударів a-b-c- ударів MAF з високою швидкістю деформації. [0040] У варіанті, що не має обмежувального характеру, MAF з високою швидкістю деформації відповідно до цього винаходу, температура кування заготовки включає температуру в межах діапазону температур кування заготовки. У варіанті, що не має обмежувального характеру, температура кування заготовки перебуває в діапазоні температур кування заготовки від температури на 100 °F (55,6 °C) нижче температури бета-переходу (Tβ) металевого матеріалу титану або сплаву титану до температури на 700 °F (388,9 °C) нижче температури бета-переходу металевого матеріалу титану або сплаву титану. В іншому варіанті, що не має обмежувального характеру, температура кування заготовки перебуває в діапазоні температур від 300 °F (166,7 °C) нижче температури бета-переходу титану або сплаву титану до 625 °F (347 °C) нижче температури бета-переходу титану або сплаву титану. У варіанті, що не має обмежувального характеру, нижня межа діапазону температур кування заготовки є температурою в зоні альфа + бета фази, де не виникають істотні ушкодження поверхні заготовки в процесі ударів кування, що має бути відомо фахівцеві в даній галузі. [0041] У варіанті, що не має обмежувального характеру, при застосуванні варіанта цього винаходу по ФІГ. 1 для сплаву Tі-6-4 (Tі-6AІ-4V; UNS № R56400), який має температуру бетапереходу (Tβ) близько 1850 °F(1010 °C), діапазон температур кування заготовки може становити від 1150 °F (621,1 °C) до 1750 °F (954,4 °C), або в іншому варіанті може становити від 1225 °F (662,8 °C) до 1550 °F (843,3 °C). [0042] У варіанті, що не має обмежувального характеру, перед нагріванням 22 заготовки 24 з титану або сплаву титану до температури кування заготовки в межах зони альфа + бета фази, заготовка 24 додатково відпалюється на бета-фазу та охолоджується на повітрі (не показано). Відпалювання на бета-фазу включає нагрівання заготовки 24 вище температури бета-переходу металевого матеріалу титану або сплаву титану та витримку протягом часу, достатнього для повного утворення бета-фази в заготовці. Відпалювання на бета-фазу – широко відомий процес, і тому тут докладно не описується. Варіант, що не має обмежувального характеру, відпалювання на бета-фазу може включати нагрівання заготовки 24 до температури дозрівання бета-фази, близько 50 °F (27,8 °C) вище температури бета-переходу титану або сплаву титану, і витримку заготовки 24 при цій температурі протягом приблизно 1 години. 4 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 [0043] Посилаючись знову на Фіг. 1 і 2, коли заготовка, виконана з металевого матеріалу, вибраного з титану й сплаву титану 24, перебуває при температурі кування заготовки, заготовка піддається MAF з високою швидкістю деформації (26). У варіанті, що не має обмежувального характеру, відповідно до цього винаходу, MAF 26 включає кування в пресі (перехід 28, показаний на ФІГ. 2(a)) заготовки 24 при температурі кування заготовки в напрямку (A) першої ортогональної осі 30 заготовки, використовуючи швидкість деформації, достатню для адіабатичного нагрівання заготовки, або, щонайменше, адіабатичного нагрівання внутрішньої ділянки заготовки, і пластичної деформації заготовки 24. У варіантах, що не мають обмежувального характеру, цього винаходу, використовувана тут фраза "внутрішня ділянка" стосується внутрішньої ділянки, що містить об'єм близько 20 %, або близько 30 %, або близько 40 %, або близько 50 % об'єму куба. [0044] Відповідно до цього винаходу, високі швидкості деформації й високі швидкості штока використовуються для адіабатичного нагрівання внутрішньої ділянки заготовки у варіантах, що не мають обмежувального характеру, MAF з високою швидкістю деформації. У варіанті, що не має обмежувального характеру, відповідно до цього винаходу, термін "висока швидкість -1 -1 деформації" стосується діапазону швидкостей деформації приблизно від 0,2 с до 0,8 с , включно. В іншому, варіанті, що не має обмежувального характеру, відповідно до цього винаходу, використовуваний тут термін "висока швидкість деформації" стосується швидкостей -1 -1 деформації приблизно від 0,2 с до 0,4 с , включно. [0045] У варіанті, що не має обмежувального характеру, відповідно до цього винаходу, що використовує високу швидкість деформації, визначену вище, внутрішня ділянка заготовки з титану або сплаву титану може піддаватися адіабатичному нагріванню приблизно до температури, на приблизно 200 °F вище температури кування заготовки. В іншому, варіанті, що не має обмежувального характеру, в процесі кування в штампі внутрішня ділянка піддається адіабатичному нагріванню приблизно від 100 °F (55,6 °C) до 300 °F (166,7 °C) вище температури кування заготовки. У ще одному, варіант, що не має обмежувального характеру, в процесі кування в штампі внутрішня ділянка піддається адіабатичному нагріванню приблизно від 150 °F (83,3 °C) до 250 °F (138,9 °C) вище температури кування заготовки. Як відзначено вище, ніяка частина заготовки не повинна піддаватися нагріванню вище температури бета-переходу титану або сплаву титану під час останнього циклу а-b-c ударів MAF з високою швидкістю деформації. [0046] У варіанті, що не має обмежувального характеру, у процесі кування в пресі (28) заготовка 24 піддається пластичній деформації до обтиснення від 20 % до 50 % за висотою або в іншому вимірі. В іншому, варіанті, що не має обмежувального характеру, у процесі кування в пресі (28) заготовка 24 зі сплаву титану піддається пластичній деформації до обтиснення від 30 % до 40 % за висотою або в іншому вимірі. [0047] Відомий процес багатовісного кування з низькою швидкістю деформації описаний схематично на Фіг. 3. Зазвичай, аспектом багатовісного кування є те, що після кожних трьох прийомів або "ударів" кувального обладнання, такого як відкритий кувальний штамп, форма заготовки наближається до тієї, яку заготовка мала перед першим ударом. Наприклад, після того як кубічна заготовка зі сторонами 5 дюймів спочатку кується першим "ударом" у напрямку осі "a", повертається на 90° і кується другим ударом у напрямку осі "b", і повертається на 90°, і кується третім ударом у напрямку осі "c", заготовка буде схожа на вихідний куб зі сторонами 5 дюймів. [0048] В іншому, варіант, що не має обмежувального характеру, перший перехід 28 кування в пресі, показаний на Фіг. 2(a), також називаний тут "перший удар", може включати кування в пресі заготовки по верхній грані, до заздалегідь установленої висоти прокладки, поки заготовка перебуває при температурі кування заготовки. Заздалегідь установлена висота прокладки, що не має обмежувального характеру, становить, наприклад, 5 дюймів. Інша висота прокладки, така як, наприклад, менше ніж 5 дюймів, близько 3 дюймів, більша ніж 5 дюймів, або від 5 дюймів до 30 дюймів, перебуває в обсязі наведених тут варіантів, але не повинна розглядатися як така, що обмежує обсяг цього винаходу. Більша висота прокладки обмежується тільки можливостями кувального преса та, як буде показано, можливостями системи регулювання температури, відповідно до цього винаходу. Висота прокладок, менша, ніж 3 дюйма, також входить в обсяг варіантів, що розкриваються тут, і така, порівняно невелика висота прокладок обмежується тільки необхідними характеристиками кінцевої продукції й, можливо, заборонними економічними показниками, які можуть застосовуватися для використання цього способу до заготовок із порівняно невеликими розмірами. Використання прокладок близько 30 дюймів, наприклад, забезпечує можливість виготовлення кубічних заготовок зі стороною 30 дюймів із дрібним розміром зерна, досить дрібним розміром зерна, або понад дрібним розміром зерна. 5 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 Заготовки у вигляді білета кубічної форми зі звичайних сплавів використовуються в ковальських цехах для виготовлення дисків, кілець і деталей корпуса для авіаційних і наземних турбін. [0049] Після кування в пресі 28 заготовки 24 у напрямку першої ортогональної осі 30, тобто, у напрямку A, показаному на Фіг. 2(a), спосіб, що не має обмежувального характеру, відповідно до цього винаходу, додатково включає витримку (перехід 32) температури адіабатично нагрітої внутрішньої ділянки (не показана) заготовки для охолодження до температури кування заготовки, яке показане на Фіг. 2(b). Час охолодження внутрішньої ділянки, або час очікування, у варіантах, що не мають обмежувального характеру, може коливатися в діапазоні, наприклад, від 5 секунд до 120 секунд, від 10 секунд до 60 секунд, або від 5 секунд до 5 хвилин. Фахівцеві в даній галузі ясно, що час охолодження внутрішньої ділянки, необхідний для охолодження внутрішньої ділянки до температури кування заготовки, буде залежати від розміру, форми й складу заготовки 24, а також від стану атмосфери, що оточує заготовку 24. [0050] Протягом часу охолодження внутрішньої ділянки, аспект, що розкривається тут, системи 33 регулювання температури, відповідно до цього винаходу, включає нагрівання (перехід 34) зовнішньої ділянки поверхні 36 заготовки 24 до температури, близької до температури кування заготовки. Таким чином, температура заготовки 24 підтримується постійною або майже постійною, і, створюються, по суті, ізотермічні умови, близькі до температури кування заготовки перед кожним ударом MAF з високою швидкістю деформації. У варіантах, що не мають обмежувального характеру, використовуючи систему 33 регулювання температури для нагрівання зовнішньої ділянки поверхні 36, разом з витримкою внутрішньої ділянки, що нагрівається адіабатично, для охолодження внутрішньої ділянки протягом певного часу охолодження, температура заготовки вертається до практично постійної температури поблизу температури кування заготовки, між кожним ударом a-b-c кування. В іншому варіанті, що не має обмежувального характеру, відповідно до цього винаходу, використовуючи систему 33 регулювання температури для нагрівання зовнішньої ділянки поверхні 36, разом з витримкою внутрішньої ділянки, що нагрівається адіабатично, для охолодження внутрішньої ділянки протягом певного часу охолодження, температура заготовки вертається до практично постійної температури в діапазоні температур кування заготовки, між кожним ударом a-b-c кування. Використовуючи систему 33 регулювання температури для нагрівання зовнішньої ділянки поверхні заготовки до температури кування заготовки, разом з витримкою внутрішньої ділянки, що нагрівається адіабатично, для охолодження до температури кування заготовки, варіант, що не має обмежувального характеру, відповідно до цього винаходу, може називатися як "багатовісне кування з високою швидкістю деформації й регулюванням температури", або для цілей цього винаходу, просто як "багатовісне кування з високою швидкістю деформації". [0051] У варіантах, що не мають обмежувального характеру, відповідно до цього винаходу, фраза "зовнішня ділянка поверхні" стосується обсягу близько 50 %, або близько 60 %, або близько 70 %, або близько 80 % куба, у зовнішній ділянці куба. [0052] У варіанті, що не має обмежувального характеру, нагрівання 34 зовнішньої ділянки поверхні 36 заготовки 24 може виконуватися, використовуючи один або кілька механізмів 38 нагрівання поверхні системи 33 регулювання температури. Приклади можливих механізмів 38 нагрівання зовнішньої поверхні включають, крім іншого, вогневі нагрівачі для нагрівання полум'ям; індукційні нагрівачі для індукційного нагрівання; і радіаційні нагрівачі для радіаційного нагрівання заготовки 24. Інші механізми й технології нагрівання зовнішньої ділянки поверхні заготовки будуть очевидні для фахівця при розгляді цього винаходу, і такі механізми й технології перебувають у межах обсягу цього винаходу. Варіант, що не має обмежувального характеру, механізму 38 нагрівання зовнішньої ділянки поверхні може включати камерну піч (не показана). Камерна піч може бути оснащена різними механізмами нагрівання зовнішньої ділянки поверхні заготовки, використовуючи один або кілька механізмів нагрівання полум'ям, механізмів радіаційного нагрівання, механізмів індукційного нагрівання, і/або будь-який інший придатний механізм нагрівання, відомий фахівцеві нині або в майбутньому. [0053] В іншому варіанті, що не має обмежувального характеру, температура зовнішньої ділянки поверхні 36 заготовки 24 може бути нагріта 34 і підтримуватися поблизу температури кування заготовки, і в діапазоні температур кування заготовки, використовуючи один або кілька нагрівачів 40 штампа системи 33 регулювання температури. Нагрівачі 40 штампа можуть використовуватися для підтримки штампів 40 або поверхонь 44 штампів преса для кування у відкритих штампах поблизу температури кування заготовки або в діапазоні температур кування заготовки. У варіанті, що не має обмежувального характеру, штампи 40 системи регулювання температури нагріваються до температури в діапазоні, який включає температуру кування заготовки до 100 °F (55,6 °C) нижче температури кування заготовки. Нагрівачі 40 штампа можуть нагрівати штампи 42 або поверхню 44 штампа преса для кування у відкритих штампах 6 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 за допомогою будь-якого придатного механізму нагрівання, відомого фахівцеві нині або в майбутньому, включаючи, крім іншого, механізми нагрівання полум'ям, механізми радіаційного нагрівання, механізми контактного нагрівання й/або механізми індукційного нагрівання. У варіанті, що не має обмежувального характеру, нагрівач 40 штампа може бути компонентом камерної печі (не показана). Хоча система 33 регулювання температури показана на місці, і використовується під час переходів 32, 52, 60 охолодження процесу багатовісного кування 26, показаного на Фіг. 2(b), (d), і (f), ясно, що система 33 регулювання температури може перебувати на місці або не перебувати на місці під час переходів 28, 46, 56 кування в пресі, описаних на Фіг. 2(a), (c), і (e). [0054] Як показано на Фіг. 2(c), аспект варіанта, що не має обмежувального характеру, способу 26 багатовісного кування, відповідно до цього винаходу, включає кування в пресі (перехід 46) заготовки 24 при температурі кування заготовки в напрямку (B) другої ортогональної осі 48 заготовки 24, використовуючи швидкість деформації, яка достатня для адіабатичного нагрівання заготовки 24, або, щонайменше, внутрішньої ділянки заготовки, і пластичну деформацію заготовки 24. У варіанті, що не має обмежувального характеру, у процесі кування в пресі (46) заготовка 24 деформується до пластичної деформації від 20 % до 50 % обтиснення за висотою або в іншому вимірі. У варіанті, що не має обмежувального характеру, у процесі кування в пресі (46) заготовка 24 деформується до пластичної деформації від 30 % до 40 % обтиснення за висотою або в іншому вимірі.У варіанті, що не має обмежувального характеру, заготовка 24 може піддаватися куванню в пресі (46) у напрямку другої ортогональної осі 48 до тієї ж самої висоти прокладки, яка використовувалася в першому переході (28) кування в пресі. В іншому, варіанті, що не має обмежувального характеру, відповідно до цього винаходу, внутрішня ділянка (не показана) заготовки 24 піддається адіабатичному нагріванню під час переходу (46) кування в пресі до тієї ж температури, що й у першому переході (28) кування в пресі. В інших варіантах, що не мають обмежувального характеру, високі швидкості деформації, використовувані для кування в пресі (46), перебувають у тому ж діапазоні швидкостей деформації, який розкритий для першого переходу (28) кування в пресі. [0055] У варіанті, що не має обмежувального характеру, як показано стрілкою 50 на Фіг. 2(b) і (d), заготовка 24 може повертатися 50 по різних ортогональних осях між послідовними переходами (наприклад, 28, 46) кування в пресі. Цей поворот може називатися "a-b-c" поворотом. Зрозуміло, що використовуючи різні схеми кування, буде можливо повертати шток на пресі замість повороту заготовки 24, або прес може бути обладнаний багатовісними штоками, так що не потрібно повертати ні заготовку, ані кувальний прес. Очевидно, важливим аспектом є відносне переміщення штока й заготовки, і те, що поворот 50 заготовки 24 може бути додатковим переходом. У більшості систем сучасного промислового устаткування, проте, для виконання процесу 26 багатовісного кування буде необхідним поворот 50 заготовки по різних ортогональних осях між переходами кування в пресі. [0056] У варіантах, що не мають обмежувального характеру, у яких необхідний a-b-c поворот 50, заготовку 24 може повертати вручну оператор преса, або для забезпечення a-b-c повороту 50 може діяти автоматична система повороту (не показана). Для здійснення варіанта, що не має обмежувального характеру, який розкривається тут, багатовісного кування з високою швидкістю деформації й регулюванням температури, автоматична система a-b-c повороту може включати, крім іншого, шарнірне оснащення маніпулятора затискного типу або подібну їй. [0057] Після кування в пресі 46 заготовки 24 у напрямку другої ортогональної осі 48, тобто, у напрямку B, як показано на Фіг. 2(d), процес 20 додатково включає витримку (перехід 52) внутрішньої ділянки, що нагрівається адіабатично (не показане), заготовки для охолодження до температури кування заготовки, як показано на ФІГ. 2(d). Час охолодження внутрішньої ділянки, або час витримки, у варіантах, що не мають обмежувального характеру, може коливатися в діапазоні, наприклад, від 5 до 120 секунд, або від 10 до 60 секунд, або від 5 секунд до 5 хвилин, і, як відомо фахівцеві в даній галузі, мінімальний час охолодження залежить від розміру, форми й складу заготовки 24, а також характеристик середовища, що оточує заготовку. [0058] Протягом часу охолодження внутрішньої ділянки аспект, що розкривається тут, системи 33 регулювання температури, відповідно до деяких варіантів, що не мають обмежувального характеру, включає нагрівання (перехід 54) зовнішньої ділянки поверхні 36 заготовки 24 до температури, близької до температури кування заготовки. Таким чином, температура заготовки 24 підтримується постійною або майже постійною, і перед кожним ударом MAF з високою швидкістю деформації створюються, по суті, ізотермічні умови, близькі до температури кування заготовки. У варіантах, що не мають обмежувального характеру, при використанні системи 33 регулювання температури для нагрівання зовнішньої ділянки поверхні 7 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 36, разом з витримкою внутрішньої ділянки, що нагрівається адіабатично, для охолодження внутрішньої ділянки протягом певного часу охолодження, температура заготовки повертається до практично постійної температури поблизу температури кування заготовки, між кожним ударом a-b-c кування. В іншому, варіанті, що не має обмежувального характеру, відповідно до цього винаходу, при використанні системи 33 регулювання температури для нагрівання зовнішньої ділянки поверхні 36, разом з витримкою внутрішньої ділянки, що нагрівається адіабатично, для охолодження внутрішньої ділянки протягом певного часу охолодження, температура заготовки вертається до практично постійної температури в діапазоні температур кування заготовки, перед кожним ударом MAF з високою швидкістю деформації. [0059] У варіанті, що не має обмежувального характеру, нагрівання 54 зовнішньої ділянки поверхні 36 заготовки 24 може виконуватися, використовуючи один або кілька механізмів 38 нагрівання зовнішньої поверхні системи 33 регулювання температури. Приклади можливих механізмів 38 нагрівання можуть включати, крім іншого, вогневі нагрівачі для нагрівання полум'ям; індукційні нагрівачі для індукційного нагрівання; і/або радіаційні нагрівачі для радіаційного нагрівання заготовки 24. Варіант, що не має обмежувального характеру, механізму 38 нагрівання поверхні може включати камерну піч (не показана). Інші механізми й технології нагрівання зовнішньої поверхні заготовки будуть очевидні для фахівця при розгляді цього винаходу, і такі механізми й технології перебувають у межах обсягу цього винаходу. Камерна піч може бути оснащена різними механізмами нагрівання зовнішньої поверхні заготовки, використовуючи один або кілька механізмів нагрівання полум'ям, механізмів радіаційного нагрівання, механізмів індукційного нагрівання, і/або будь-який інший придатний механізм нагрівання, відомий фахівцеві нині або в майбутньому. [0060] В іншому, варіанті, що не має обмежувального характеру, температура зовнішньої ділянки поверхні 36 заготовки 24 може бути нагріта 54, і підтримуватися поблизу температури кування заготовки, і в діапазоні температур кування заготовки, використовуючи один або кілька нагрівачів 40 штампа системи 33 регулювання температури. Нагрівачі 40 штампа можуть використовуватися для підтримки поверхонь штампів 40 або поверхонь штампа 44 преса для кування у відкритих штампах поблизу температури кування заготовки або в діапазоні температур кування. Нагрівачі 40 штампа можуть нагрівати штампи 42 або поверхню 44 преса для кування у відкритих штампах за допомогою будь-якого придатного механізму нагрівання, відомого фахівцеві нині або в майбутньому, включаючи, крім іншого, механізми нагрівання полум'ям, механізми радіаційного нагрівання, механізми контактного нагрівання й/або механізми індукційного нагрівання. У варіанті, що не має обмежувального характеру, нагрівач 40 штампа може бути компонентом камерної печі (не показана). Хоча система 33 регулювання температури показана на місці, і використовується під час переходів 32, 52, 60 охолодження в процесі багатовісного кування 26, показаного на Фіг. 2(b), (d), і (f), ясно, що система 33 регулювання температури може перебувати на місці або не перебувати на місці під час переходів 28, 46, 56 кування в пресі, описаних на Фіг. 2(a), (c), і (e). [0061] Як показано на Фіг. 2(e), аспект варіанта багатовісного кування 26, відповідно до цього винаходу, включає кування в пресі (перехід 56) заготовки 24 при температурі кування заготовки в напрямку (C) третьої ортогональної осі 58 заготовки 24, використовуючи швидкість штока й швидкість деформації, яка достатня для адіабатичного нагрівання заготовки 24, або, щонайменше, внутрішньої ділянки заготовки, і пластичну деформацію заготовки 24. У варіанті, що не має обмежувального характеру, у процесі кування в пресі 56 заготовка 24 деформується до пластичної деформації від 20 % до 50 % обтиснення за висотою або в іншому вимірі. У варіанті, що не має обмежувального характеру, у процесі кування в пресі (56) заготовка деформується до пластичної деформації від 30 % до 40 % обтиснення за висотою або в іншому вимірі. У варіанті, що не має обмежувального характеру, заготовка 24 може піддаватися куванню в пресі (56) у напрямку другої ортогональної осі 48 до тієї ж самої висоти прокладки, яка використовувалася в першому переході (28) кування в пресі. В іншому, варіанті, що не має обмежувального характеру, відповідно до цього винаходу, внутрішня ділянка (не показана) заготовки 24 піддається адіабатичному нагріванню під час переходу (56) кування в пресі до тих же температур, що й у першому переході (28) кування в пресі. В інших варіантах, що не мають обмежувального характеру, високі швидкості деформації, використовувані для кування в пресі (56), перебувають у тому ж діапазоні швидкостей деформації, який розкритий для першого переходу (28) кування в пресі. [0062] У варіанті, що не має обмежувального характеру, як показано стрілкою 50 на Фіг. 2(b), 2(d) і 2(e), заготовка 24 може повертатися 50 по різних ортогональних осях між послідовними переходами (наприклад, 46, 56) кування в пресі. Як зазначено раніше, цей поворот може називатися a-b-c поворотом. Зрозуміло, що використовуючи різні схеми кування, можна 8 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 повертати шток на пресі замість повороту заготовки 24, або прес може бути обладнаний багатовісними штоками, так що не потрібно повертати ні заготовку, ані кувальний штамп. Таким чином, поворот 50 заготовки 24 може бути необов'язковим переходом. У більшості сучасних промислових систем, проте, для виконання процесу 26 багатовісного кування буде необхідним поворот 50 заготовки по різних ортогональних осях між переходами кування в пресі. [0063] Після кування в пресі 56 заготовки 24 у напрямку третьої ортогональної осі 58, тобто, у напрямку C, як показано на Фіг. 2(e), процес 20 додатково включає витримку (перехід 60) внутрішньої ділянки, що нагрівається адіабатично (не показане), заготовки для охолодження до температури кування заготовки, як показано на Фіг. 2(f). Час охолодження внутрішньої ділянки може коливатися в діапазоні, наприклад, від 5 до 120 секунд, від 10 до 60 секунд, або від 5 секунд до 5 хвилин, і, як відомо фахівцеві в даній галузі, час охолодження залежить від розміру, форми й складу заготовки 24, а також характеристик середовища, що оточує заготовку. [0064] У період охолодження, аспект системи 33 регулювання температури, відповідно до варіантів, що не мають обмежувального характеру, що розкриваються тут, включає нагрівання (перехід 62) зовнішньої ділянки поверхні 36 заготовки 24 до температури, близької до температури кування заготовки. Таким чином, перед кожним ударом MAF з високою швидкістю деформації температура заготовки 24 підтримується постійною або майже постійною, і створюються практично ізотермічні умови, близькі до температури кування заготовки. У варіантах, що не мають обмежувального характеру, при використанні системи 33 регулювання температури для нагрівання зовнішньої ділянки поверхні 36, разом з витримкою адіабатично нагрітої внутрішньої ділянки для охолодження внутрішньої ділянки протягом певного часу охолодження, температура заготовки повертається до практично постійної температури поблизу температури кування заготовки, між кожним ударом a-b-c кування. У варіантах, що не мають обмежувального характеру, відповідно до цього винаходу, використовуючи систему 33 регулювання температури для нагрівання зовнішньої ділянки поверхні 36, разом з витримкою адіабатично нагрітої внутрішньої ділянки для охолодження внутрішньої ділянки протягом певного часу охолодження, температура заготовки повертається до практично ізотермічних умов у діапазоні температур кування заготовки, між кожним ударом a-b-c кування. [0065] У варіанті, що не має обмежувального характеру, нагрівання 62 зовнішньої ділянки поверхні 36 заготовки 24 може виконуватися, використовуючи один або кілька механізмів 38 нагрівання зовнішньої поверхні системи 33 регулювання температури. Приклади можливих механізмів 38 нагрівання можуть включати, крім іншого, вогневі нагрівачі для нагрівання полум'ям; індукційні нагрівачі для індукційного нагрівання; і/або радіаційні нагрівачі для радіаційного нагрівання заготовки 24. Інші механізми й технології нагрівання зовнішньої поверхні заготовки будуть очевидні для фахівця при розгляді цього винаходу, і такі механізми й технології перебувають у межах обсягу цього винаходу. Варіант, що не має обмежувального характеру, механізму 38 нагрівання поверхні може включати камерну піч (не показана). Камерна піч може бути оснащена різними механізмами нагрівання зовнішньої поверхні заготовки, використовуючи один або кілька механізмів нагрівання полум'ям, механізмів радіаційного нагрівання, механізмів індукційного нагрівання, і/або будь-який інший придатний механізм нагрівання, відомий фахівцеві нині або в майбутньому. [0066] В іншому, варіанті, що не має обмежувального характеру, температура зовнішньої ділянки поверхні 36 заготовки 24 може бути нагріта 62 і підтримуватися поблизу температури кування заготовки, і в діапазоні температур кування заготовки, використовуючи один або кілька нагрівачів 40 штампа системи 33 регулювання температури. Нагрівачі 40 штампа можуть використовуватися для підтримки поверхонь штампів 40 або поверхонь штампа 44 преса для кування у відкритих штампах поблизу температури кування заготовки або в діапазоні температур кування. У варіанті, що не має обмежувального характеру, штампи 40 системи регулювання температури нагріваються до температури в діапазоні, який включає температуру кування заготовки до 100 °F (55,6 °C) нижче температури кування заготовки. Нагрівачі 40 штампа можуть нагрівати штампи 42 або поверхню штампа 44 преса для кування у відкритих штампах за допомогою будь-якого придатного механізму нагрівання, відомого фахівцеві нині або в майбутньому, включаючи, крім іншого, механізми нагрівання полум'ям, механізми радіаційного нагрівання, механізми контактного нагрівання й/або механізми індукційного нагрівання. У варіанті, що не має обмежувального характеру, нагрівач 40 штампа може бути компонентом камерної печі (не показана). Хоча система 33 регулювання температури показана на місці, і використовується під час переходів 32, 52, 60 вирівнювання в процесі багатовісного кування, показаних на Фіг. 2(b), (d), і (f), ясно, що система 33 регулювання температури може перебувати на місці або не перебувати на місці під час переходів 28, 46, 56 кування в пресі, описаних на ФІГ. 2(a), (c), і (e). 9 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0067] Аспект цього винаходу включає варіант, що не має обмежувального характеру, у якому один або кілька переходів кування в пресі по трьох ортогональних осях, охолодження й нагрівання поверхні, повторюються (тобто, виконуються послідовно для виконання початкового циклу переходів a-b-c кування, охолодження внутрішньої ділянки й нагрівання зовнішньої ділянки поверхні), доки не досягається дійсна деформація заготовки, щонайменше, 3,5. Фраза "дійсна деформація" відома також фахівцеві як "логарифмічна деформація", а також як "дійсне напруження". З посиланням на Фіг. 1, показаний приклад переходу (g), тобто, повторення (перехід 64) одного або декількох переходів (a)-(b), (c)-(d), і (e)-(f), доки дійсна деформація в заготовці не досягне, щонайменше, 3,5. В іншому, варіанті, що не має обмежувального характеру, знову з посиланням на Фіг. 1, повторення, позначене 64 включає один або кілька переходів (a)-(b), (c)-(d), і (e)-(f), доки дійсна деформація в заготовці не досягне, щонайменше, 4,7. У наступному варіанті, який не має обмежувального характеру, знову з посиланням на Фіг. 1, повторення, позначене 64 включає один або кілька переходів (a)-(b), (c)-(d), і (e)-(f), доки дійсна деформація в заготовці не досягне, щонайменше, 5 або більше, або доки дійсна деформація в заготовці не досягне, щонайменше, 10. В іншому, варіанті, що не має обмежувального характеру, переходи (a)-(f), показані на Фіг. 1, повторюються, щонайменше, 4 рази. [0068] У варіантах, що не мають обмежувального характеру, багатовісного кування з високою швидкістю деформації й регулюванням температури, відповідно до цього винаходу, після дійсної деформації 3,7, внутрішня ділянка заготовки має середній розмір зерна альфа часток від 4 мкм до 6 мкм. У варіанті, що не має обмежувального характеру, багатовісного кування з регулюванням температури, після досягнення дійсної деформації 4,7, заготовка має середній розмір зерна в центральній ділянці заготовки на рівні 4 мкм. У варіанті, що не має обмежувального характеру, відповідно до цього винаходу, при досягненні середньої деформації 3,7 або більше, деякі варіанти способу, що не мають обмежувального характеру, за цим винаходом забезпечують рівновісні зерна. [0069] У варіанті, що не має обмежувального характеру, процесу багатовісного кування, що використовує систему регулювання температури, поверхня поділу деталі й штампа змащується мастилами, відомими фахівцеві, такими як, крім іншого, графіт, скло й/або інші відомі тверді мастильні матеріали. [0070] У варіанті, що не має обмежувального характеру, заготовка виконана зі сплаву титану, вибраного із групи, що складається з альфа сплавів титану, альфа + бета сплавів титану, метастабільних бета сплавів титану, і бета сплавів титану. В іншому варіанті, що не має обмежувального характеру, заготовка виконана з альфа + бета сплаву титану. У наступному варіанті, що не має обмежувального характеру, заготовка виконана з метастабільного бета сплаву титану. Типові сплави титану, які можуть оброблятися, використовуючи варіанти способів відповідно до цього винаходу, включають, крім іншого: альфа + бета сплави титану, такі як, наприклад, сплав Tі-6AІ-4V (UNS №№ R56400 і R54601) і сплав Tі-6AІ-2Sn-4Zr-2Mo (UNS №№ R54620 і R54621); сплави, близькі до бета сплавів титану, такі як, наприклад, сплав Tі-10V2Fe-3AІ (UNS R54610)); і метастабільні бета сплави титану, такі як, наприклад, сплав Tі-15Mo (UNS R58150) і сплав Tі-5AІ-5V-5Mo-3Cr (UNS не встановлений). У варіанті, що не має обмежувального характеру, заготовка виконана у вигляді сплав титану, який вибраний зі сплавів титану за умовами ASTM Grades 5, 6,12, 19, 20, 21, 23, 24, 25, 29, 32, 35, 36, і 38. [0071] У варіанті, що не має обмежувального характеру, нагрівання заготовки до температури кування заготовки в зоні альфа + бета фази металевого матеріалу з титану або сплаву титану, включає нагрівання заготовки до температури дозрівання бета фази; витримку заготовки при температурі дозрівання бета фази протягом часу дозрівання, достатнього для утворення 100 % мікроструктури бета фази титану в заготовці; і охолодження заготовки безпосередньо до температури кування заготовки. У деяких варіантах, що не мають обмежувального характеру, температура дозрівання бета фази перебуває в діапазоні температур від температури бета переходу металевого матеріалу титану або титанового сплаву до 300 °F (111 °C) вище температури бета переходу металевого матеріалу титану або титанового сплаву. Варіанти, що не мають обмежувального характеру, включають час дозрівання бета фази від 5 хвилин до 24 годин. Фахівцеві в даній галузі буде зрозуміло, що інші температури дозрівання бета фази й час дозрівання бета фази входять в обсяг цього винаходу та, наприклад, що для утворення 100 % мікроструктури бета фазного титану порівняно великі заготовки можуть потребувати підвищених температур дозрівання бета фази й/або збільшеного часу дозрівання бета фази. [0072] У деяких варіантах, що не мають обмежувального характеру, у яких заготовка витримується при температурі дозрівання бета фази для утворення 100 % мікроструктури бета 10 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 фази, перед охолодженням заготовки до температури кування заготовки, вона може також піддаватися пластичній деформації при температурі пластичної деформації в зоні бета фази металевого матеріалу титану або сплаву титану. Пластична деформація заготовки може включати, щонайменше, один з переходів: волочіння, кування осадом, і багатовісне кування з високою швидкістю деформації заготовки. У варіанті, що не має обмежувального характеру, пластична деформація в зоні бета фази включає кування осадом заготовки до деформації осадом у зоні бета фази в діапазоні 0,1-0,5. У варіанті, що не має обмежувального характеру, температура пластичної деформації перебуває в діапазоні температур, від температури бета переходу металевого матеріалу титану або титанового сплаву до 300 °F (111 °C) вище температури бета переходу металевого матеріалу титану або титанового сплаву. [0073] Фіг. 4 – схема графіка залежності температури-часу при термомеханічній обробці для способу, що не має обмежувального характеру, пластичної деформації заготовки вище температури бета переходу й безпосереднього охолодження до температури кування заготовки. На Фіг. 4 спосіб 100, що не має обмежувального характеру, включає нагрівання 102 заготовки до температури 104 дозрівання бета фази, вище температури 106 бета переходу металевого матеріалу титану або сплаву титану, і витримку або "дозрівання" 108 заготовки при температурі 104 дозрівання бета фази для повного утворення мікроструктури бета фази титану в заготовці. У варіанті, що не має обмежувального характеру, відповідно до цього винаходу, після дозрівання 108 заготовка може піддаватися пластичній деформації 110. У варіанті, що не має обмежувального характеру, пластична деформація 110 включає кування осадом. В іншому, варіанті, що не має обмежувального характеру, пластична деформація 110 включає кування осадом до дійсної деформації на рівні 0,3. В іншому, варіанті, що не має обмежувального характеру, пластична деформація 110 заготовки включає багатовісне кування з високою швидкістю деформації й регулюванням температури (не показане на Фіг. 4) при температурі дозрівання бета фази. [0074] З посиланням на Фіг. 4, після пластичної деформації 110 у зоні бета фази, у варіанті, що не має обмежувального характеру, заготовка охолоджується 112 до температури 114 кування заготовки в зоні альфа + бета фази металевого матеріалу титану або титанового сплаву. У варіанті, що не має обмежувального характеру, охолодження 112 включає охолодження на повітрі. Після охолодження 112, заготовка піддається багатовісному куванню 114 з високою швидкістю деформації з регулюванням температури, відповідно до варіантів, що не мають обмежувального характеру, цього винаходу. У варіанті, що не має обмежувального характеру, по Фіг. 4, заготовка піддається ударам або куванню в пресі 12 раз, тобто, три ортогональні осі заготовки не послідовно піддаються куванню в пресі всього по 4 рази кожна. Інакше кажучи, посилаючись на Фіг. 1, цикл, що включає переходи (a)-(b), (c)-(d), і (e)-(f), виконується 4 рази. У варіанті, що не має обмежувального характеру, по Фіг. 4, після циклу багатовісного кування, що включає 12 ударів, дійсна деформація може рівнятися, наприклад, приблизно 3,7. Після багатовісного кування 114, заготовка охолоджується 116 до кімнатної температури. У варіанті, що не має обмежувального характеру, охолодження 116 включає охолодження на повітрі. [0075] Аспект цього винаходу, що не має обмежувального характеру, включає багатовісне кування з високою швидкістю деформації й регулюванням температури при двох температурах у зоні альфа + бета фази. Фіг. 5 – схема графіка залежності температури-часу при термомеханічній обробці для способу, що не має обмежувального характеру, який включає багатовісне кування заготовки з титанового сплаву при першій температурі кування заготовки, використовуючи варіант, що не має обмежувального характеру, регулювання температури, розкритий раніше, з подальшим охолодженням до другої температури кування заготовки в зоні альфа + бета фази, і багатовісне кування заготовки з титанового сплаву при другій температурі кування заготовки, використовуючи варіант, що не має обмежувального характеру, регулювання температури, розкритий раніше. [0076] На Фіг. 5 спосіб 130, що не має обмежувального характеру, включає нагрівання 132 заготовки до температури 134 дозрівання бета фази, вище температури 136 бета переходу сплаву, і витримку або дозрівання 138 заготовки при температурі 134 дозрівання бета фази для повного утворення мікроструктури бета фази в заготовці з титану або сплаву титану. Після дозрівання 138, заготовка може піддаватися пластичній деформації 140. У варіанті, що не має обмежувального характеру, пластична деформація 140 включає кування осадом. В іншому, варіанті, що не має обмежувального характеру, пластична деформація 140 включає кування осадом до деформації на рівні 0,3. В іншому, варіанті, що не має обмежувального характеру, пластична деформація 140 заготовки включає багатовісне кування з високою швидкістю 11 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 деформації й регулюванням температури (не показане на Фіг. 5) при температурі дозрівання бета фази. [0077] З посиланням на Фіг. 5, після пластичної деформації 140 у зоні бета фази, заготовка охолоджується 142 до першої температури 144 кування заготовки в зоні альфа + бета фази металевого матеріалу титану або титанового сплаву. У варіанті, що не має обмежувального характеру, охолодження 142 включає охолодження на повітрі. Після охолодження 142, заготовка піддається багатовісному куванню 146 з високою швидкістю деформації при першій температурі кування заготовки, застосовуючи систему регулювання температури відповідно до варіантів, що не мають обмежувального характеру, які розкриваються тут. У варіанті, що не має обмежувального характеру, по Фіг. 5, заготовка піддається ударам або куванню в пресі при першій температурі кування заготовки 12 раз із поворотом на 90° між кожним ударом, тобто, три ортогональні осі заготовки піддаються куванню в пресі по 4 рази кожна. Інакше кажучи, посилаючись на Фіг. 1, цикл, що включає переходи (a)-(b), (c)-(d), і (e)-(f), виконується 4 рази. У варіанті, що не має обмежувального характеру, по Фіг. 5, після багатовісного кування 146 з високою швидкістю деформації заготовки при першій температурі кування заготовки, заготовка зі сплаву титану охолоджується 148 до другої температури кування заготовки 150 у зоні альфа + бета фази. Після охолодження 148, заготовка піддається багатовісному куванню 150 з високою швидкістю деформації при другій температурі кування заготовки, застосовуючи систему регулювання температури відповідно до варіантів, що не мають обмежувального характеру, які розкриваються тут. У варіанті, що не має обмежувального характеру, по Фіг. 5, заготовка піддається ударам або куванню в пресі при другій температурі кування заготовки всього 12 раз. Очевидно, що число ударів, наношуваних по заготовці з титанового сплаву при першій та другий температурах кування заготовки, може змінюватися залежно від необхідної дійсної деформації й необхідного кінцевого розміру зерен, і що потрібне число ударів можна визначити без невиправданого експериментування. Після багатовісної деформації 150 при другій температурі кування заготовки, заготовка охолоджується 152 до кімнатної температури. У варіанті, що не має обмежувального характеру, охолодження 152 включає охолодження на повітрі до кімнатної температури. [0078] У варіанті, що не має обмежувального характеру, перша температура кування заготовки є першою температурою кування заготовки, що коливається в діапазоні більш ніж на 200 °F (111,1 °C) нижче температури бета переходу металевого матеріалу титану або сплаву титану до 500 °F (277,8 °C) нижче температури бета переходу металевого матеріалу титану або сплаву титану, тобто, перша температура кування заготовки T 1 перебуває в діапазоні Tβ – 200 °F > T1 ≥ Tβ – 500 °F. У варіанті, що не має обмежувального характеру, друга температура кування заготовки є другою температурою кування заготовки, що коливається в діапазоні більш ніж на 500 °F (277,8 °C) нижче температури бета переходу металевого матеріалу титану або сплаву титану до 700 °F (388,9 °C) нижче температури бета переходу, тобто, друга температура кування заготовки T2 перебуває в діапазоні Tβ – 500 °F > T2 ≥ Tβ – 700 °F. У варіанті, що не має обмежувального характеру, заготовка сплаву титану виконана зі сплаву Tі-6-4; перша температура кування заготовки становить 1500 °F (815,6 °C); і друга температура кування заготовки становить 1300 °F(704,4 °C). [0079] Фіг. 6 – схема графіка залежності температури-часу при термомеханічній обробці для способу, що не має обмежувального характеру, відповідно до цього винаходу, пластичної деформації заготовки, виконаної у вигляді металевого матеріалу, вибраного з титану й сплаву титану, вище температури бета переходу, і охолодження заготовки до температури кування заготовки, поряд з одночасним застосуванням багатовісного кування з високою швидкістю деформації з регулюванням температури на заготовці, відповідно до варіантів цього винаходу, що не мають обмежувального характеру. Фіг. 6 – спосіб 160, що не має обмежувального характеру, використання багатовісного кування з високою швидкістю деформації з регулюванням температури для подрібнювання зерна титану або сплаву титану, включає нагрівання 162 заготовки до температури 164 дозрівання бета фази вище температури 166 бета переходу металевого матеріалу титану або сплаву титану, і витримку або дозрівання 168 заготовки при температурі 164 дозрівання бета фази для повного утворення мікроструктури бета фази в заготовці. Після дозрівання 168 заготовки при температурі дозрівання бета фази, заготовка піддається пластичній деформації 170. У варіанті, що не має обмежувального характеру, пластична деформація 170 може включати багатовісне кування з високою швидкістю деформації з регулюванням температури. У варіанті, що не має обмежувального характеру, заготовка повторно піддається багатовісному куванню 172 з високою швидкістю деформації, використовуючи систему регулювання температури, як розкривається тут, у міру охолодження заготовки при проходженні через температуру бета переходу. На Фіг. 6 показано три проміжні 12 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 переходи багатовісного кування 172 з високою швидкістю деформації, але має бути зрозуміло, що, при необхідності, може бути більше або менше проміжних переходів багатовісного кування 172 з високою швидкістю деформації. Проміжні переходи багатовісного кування 172 з високою швидкістю деформації є проміжними для початкового переходу 170 багатовісного кування з високою швидкістю деформації при температурі дозрівання, і кінцевого переходу багатовісного кування з високою швидкістю деформації в зоні 174 альфа + бета фази металевого матеріалу. Тоді як на ФІГ. 6 показано один кінцевий перехід багатовісного кування з високою швидкістю деформації, де температура заготовки залишається повністю в зоні альфа + бета фази, зрозуміло, що для додаткового подрібнювання зерна може виконуватися більше за один перехід багатовісного кування в зоні альфа + бета фази. Відповідно до варіантів цього винаходу, що не мають обмежувального характеру, щонайменше, один кінцевий перехід багатовісного кування з високою швидкістю деформації виконується повністю при температурах у зоні альфа + бета фази заготовки з титану або титанового сплаву. [0080] Оскільки переходи 170, 172, 174 багатовісного кування виконуються, коли температура заготовки знижується при проходженні через температуру бета переходу металевого матеріалу титану або сплаву титану, варіант способу, такий, як показаний на Фіг. 6, тут називається "багатовісне кування з високою швидкістю деформації при проходженні бетапереходу". У варіанті, що не має обмежувального характеру, система (33 на Фіг. 2) регулювання температури використовується в багатовісному куванні при проходженні бета-переходу для підтримання температури заготовки при постійній або практично постійній температурі перед кожним ударом, при кожній температурі кування при проходженні бета-переходу й, додатково, для зменшення швидкості охолодження. Після багатовісного кування 174 заготовки, вона охолоджується 176 до кімнатної температури. У варіанті, що не має обмежувального характеру, охолодження 176 включає охолодження на повітрі. [0081] Варіанти багатовісного кування, що не мають обмежувального характеру, які використовують систему регулювання температури, як розкрито раніше, можуть застосовуватися для обробки заготовок з титану й сплаву титану, що мають поперечний переріз, більше, ніж 4 кв. дюйма, використовуючи звичайні кувальні преси, і розмір кубічних заготовок може змінюватися в масштабі відповідно до потужності окремого преса. Було визначено, що пластинки альфа фази зі структури відпаленої β фази легко руйнуються до дрібних однорідних зерен альфа фази при температурах кування заготовки, розкритих тут У варіантах, що не мають обмежувального характеру, крім того, було визначено, що зменшення температури кування заготовки зменшує розмір частинок альфа фази (розмір зерна). [0082] Не бажаючи дотримуватися якої-небудь конкретної теорії, припускається, що подрібнювання зерна, яке виникає, у варіантах, що не мають обмежувального характеру, багатовісного кування з високою швидкістю деформації й регулюванням температури, відповідно до цього винаходу, відбувається шляхом мета-динамічної рекристалізації. На існуючому рівні процесу багатовісного кування з низькою швидкістю деформації, динамічна рекристалізація відбувається миттєво при застосуванні навантаження до матеріалу. Припускається, що при багатовісному куванні з високою швидкістю деформації, відповідно до цього винаходу, мета-динамічна рекристалізація відбувається при закінченні кожної деформації або кувального удару, оскільки, щонайменше, внутрішня ділянка заготовки нагрівається внаслідок адіабатичного нагрівання. Залишкове адіабатичне тепло, час охолодження внутрішньої ділянки й нагрівання ділянки зовнішньої поверхні впливають на ступінь подрібнювання зерна в способах, що не мають обмежувального характеру, багатовісного кування з високою швидкістю деформації й регулюванням температури, відповідно до цього винаходу. [0083] Спостерігалося, що багатовісне кування, що використовує систему регулювання температури й кубічні заготовки, виконані з металевого матеріалу, вибраного з титану й сплавів титану, як розкрито тут, забезпечує помітно менші, ніж оптимальні результати. Припускається, що одна або кілька умов із таких: (1) заготовка кубічної форми, використовувана в деяких варіантах багатовісного кування з регулюванням температури, що розкриваються тут, (2) охолодження штампа (тобто, дозвіл температурі штампів опускатися значно нижче температури кування заготовки), і (3) використання високої швидкості деформації, концентрують напруження в ділянці серцевини заготовки. [0084] Аспект цього винаходу включає способи кування, які можуть досягати, як правило, однорідного дрібного зерна, досить дрібного зерна або понад дрібного розміру зерна в сплавах титану в розмірах білета. Інакше кажучи, заготовка, оброблена такими способами, може містити бажаний розмір зерен, такий як мікроструктура понад дрібного зерна по всій заготовці, а не тільки в центральній ділянці заготовки. Варіанти таких способів, що не мають обмежувального 13 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 характеру, використовують переходи "багаторазового осаду й волочіння" на білетах, що мають поперечний переріз більше, ніж 4 кв. дюйма. Переходи багаторазового осаду й волочіння спрямовані на досягнення однорідного дрібного зерна, досить дрібного зерна або понад дрібного зерна по всій заготовці, поряд зі збереженням по суті вихідних розмірів заготовки. Оскільки ці способи кування включають переходи багаторазового осаду й волочіння, вони тут називаються як спосіб "MUD". Спосіб MUD включає інтенсивну пластичну деформацію й може забезпечувати однорідні понад дрібні зерна в заготовках сплаву титану розміром з білет. У варіантах, що не мають обмежувального характеру, відповідно до цього винаходу, швидкості деформації, використовувані для переходів кування осадом і кування волочінням процесу MUD, -1 -1 перебувають у діапазоні від 0,001 с до 0,02 с , включно. На противагу цьому, швидкості деформації, звичайно використовувані для традиційного кування осадом і волочінням у -1 -1 відкритих штампах, перебувають у діапазоні від 0,03 с до 0,1 с . Швидкість деформації для MUD є досить малою, щоб запобігти адіабатичному нагріванню, щоб підтримувати температуру кування під контролем, крім того, швидкість деформації прийнятна для промислового застосування. [0085] Схематичне зображення, що не має обмежувального характеру, варіантів способу багаторазового осаду й волочіння, тобто способу "MUD", наведене на Фіг. 7, а блок-схема деяких варіантів способу MUD наведена на Фіг. 8. З посиланнями на Фіг. 7 і 8 спосіб 200, що не має обмежувального характеру, подрібнювання зерен у заготовці, виконаної з металевого матеріалу, вибраного з титану й сплаву титану, використовуючи переходи багаторазового кування осадом і волочінням, включає нагрівання 202 циліндроподібної заготовки з металевого матеріалу титану або сплаву титану до температури кування заготовки в зоні альфа + бети фази металевого матеріалу. У варіанті, що не має обмежувального характеру, формою циліндроподібної заготовки є циліндр. В іншому варіанті, що не має обмежувального характеру, формою циліндроподібної заготовки є восьмикутний циліндр або правильний восьмикутник. [0086] Циліндроподібна заготовка має вихідні розміри поперечного перерізу. У варіанті, що не має обмежувального характеру, способу MUD, відповідно до цього винаходу, у якому вихідною заготовкою є циліндр, початковим розміром поперечного перерізу є діаметр циліндра. У способі MUD, що не має обмежувального характеру, відповідно до цього винаходу, у якому початковою заготовкою є восьмикутний циліндр, початковим розміром поперечного перерізу є діаметр описаної окружності восьмикутного поперечного перерізу, тобто, діаметр окружності, яка проходить через усі вершини восьмикутного поперечного перерізу. [0087] Коли циліндроподібна заготовка перебуває при температурі кування заготовки, заготовка піддається куванню осадом 204. Після кування осадом 204, у варіанті, що не має обмежувального характеру, заготовка повертається (206) на 90°, а потім піддається багатопрохідному куванню волочінням 208. Фактичний поворот 206 заготовки є необов'язковим, і метою переходу є розташування заготовки в правильній орієнтації (див. Фіг. 7) щодо кувального обладнання для наступних переходів багатопрохідного кування волочінням 208. [0088] Багатопрохідне кування волочінням включає поворот заготовки з певним кроком (показаний стрілкою 210) у напрямку повороту (показаний напрямком стрілки 210), з наступною ковкою волочінням 212 заготовки після кожного повороту з певним кроком. У варіантах, що не мають обмежувального характеру, поворот з певним кроком і кування волочінням повторюються 214, доки заготовка не набуває вихідних розмірів поперечного перерізу. У варіанті, що не має обмежувального характеру, переходи кування осадом і багатопрохідного кування волочінням повторюють, доки не буде досягнута дійсна деформація заготовки, щонайменше, 3,5. В іншому варіанті, що не має обмежувального характеру, переходи нагрівання, кування осадом і багатопрохідного кування волочінням повторюють, доки не буде досягнута дійсна деформація заготовки, щонайменше, 4,7. У наступному варіанті, що не має обмежувального характеру, переходи нагрівання, кування осадом і багатопрохідного кування волочінням повторюють, доки не буде досягнута дійсна деформація заготовки, щонайменше, 10. У варіантах, що не мають обмежувального характеру, відзначалося, що, коли дійсна деформація 10, надається при куванні MUD, виходить UFG мікроструктура альфа фази, і що збільшувана дійсна деформація, що надана заготовці, приводить до зменшеного середнього розміру зерен. [0089] Аспектом цього винаходу є застосування при переходах осаду й багаторазового волочіння такої швидкості деформації, яка достатня для одержання інтенсивної пластичної деформації заготовки з титанового сплаву, яка, у варіантах, що не мають обмежувального характеру, додатково приводить до понад дрібного розміру зерна. У варіанті, що не має обмежувального характеру, швидкість деформації, використовувана при куванні осадом, -1 -1 перебуває в діапазоні від 0,001 с до 0,003 с . В іншому, варіанті, що не має обмежувального 14 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 характеру, швидкість деформації, використовувана в переходах багаторазового кування -1 -1 волочінням, перебуває в діапазоні від 0,01 с до 0,02 с . Установлено, що швидкості деформації в цих діапазонах не приводять до адіабатичного нагрівання заготовки, що дозволяє регулювати температуру заготовки, і є достатнім для економічно прийнятного промислового застосування. [0090] У варіанті, що не має обмежувального характеру, після виконання способу MUD, заготовка має практично вихідні розміри вихідного циліндра 214 або восьмикутного циліндра 216. У ще одному, варіанті, що не має обмежувального характеру, після виконання способу MUD, заготовка має, практично такий же поперечний переріз, як вихідна заготовка. У варіанті, що не має обмежувального характеру, однократний осад вимагає декількох ударів волочінням для повернення заготовки до форми, що включає вихідний поперечний переріз заготовки. [0091] У варіанті, що не має обмежувального характеру, спосіб MUD, у якому заготовка має форму циліндра, поворот з певним кроком і кування волочінням додатково включає багаторазові переходи повороту циліндричної заготовки із кроком 15° і наступного кування волочінням, доки циліндрична заготовка не буде повернена на 360°, з ковкою волочінням на кожному кроці. У варіанті, що не має обмежувального характеру, способу MUD, у якому заготовка має форму циліндра, щоб довести заготовку до практично вихідних розмірів поперечного перерізу, після кожного прийому кування осадом, застосовуються переходи із двадцяти чотирьох поворотів на крок + кування волочінням. У варіанті, що не має обмежувального характеру, коли заготовка має форму восьмигранного циліндра, поворот з певним кроком і кування волочінням додатково включає багаторазові переходи повороту заготовки із кроком 45° і наступного кування волочінням, доки циліндрична заготовка не буде повернена на 360°, з ковкою волочінням на кожному кроці. У варіанті, що не має обмежувального характеру, способу MUD, у якому заготовка має форму восьмигранного циліндра, щоб довести заготовку до практично вихідних розмірів поперечного перерізу, після кожного прийому кування осадом, застосовуються переходи з восьми поворотів з певним кроком + кування волочінням. У варіантах, що не мають обмежувального характеру, способу MUD відзначалося, що маніпуляції з восьмигранним циліндром за допомогою маніпуляторів були більш точними, ніж маніпуляції із циліндром за допомогою маніпуляторів. Крім того, відзначалося, що маніпуляції з восьмигранним циліндром за допомогою маніпуляторів у варіанті, що не має обмежувального характеру, MUD були більш точними, ніжу маніпуляції з кубічною заготовкою, використовуючи ручні ключі, у варіантах, що не мають обмежувального характеру, що розкривається тут, процесу MAF з високою швидкістю деформації й регулюванням температури. Очевидно, що інші значення повороту з певним кроком і переходів кування волочінням для циліндроподібних білетів входять в обсяг цього винаходу, і такі інші можливі значення повороту з певним кроком можуть бути визначені фахівцем без невиправданого експериментування. [0092] У варіанті, що не має обмежувального характеру MUD, відповідно до цього винаходу, температура кування заготовки включає температуру в межах діапазону температур кування заготовки. У варіанті, що не має обмежувального характеру, температура кування заготовки перебуває в діапазоні температур кування заготовки від 100 °F (55,6 °C) нижче температури бета-переходу (Tβ) металевого матеріалу титану або сплаву титану до 700 °F (388,9 °C) нижче температури бета-переходу металевого матеріалу титану або сплаву титану. В іншому, варіанті, що не має обмежувального характеру, температура кування заготовки перебуває в діапазоні температур від 300 °F (166,7 °C) нижче температури бета-переходу металевого матеріалу титану або сплаву титану до 625 °F (347 °C) нижче температури бета-переходу металевого матеріалу титану або сплаву титану. У варіанті, що не має обмежувального характеру, нижня межа діапазону температур кування заготовки є температурою в зоні альфа + бета фази, де не виникають істотні ушкодження поверхні заготовки в процесі ударів кування, що може визначити фахівець у даній галузі без невиправданого експериментування. [0093] У варіанті, що не має обмежувального характеру MUD, відповідно до цього винаходу, діапазон температур кування заготовки для сплаву Tі-6-4 (Tі-6AІ-4V; UNS № R56400), який має температуру бета-переходу (Tβ) близько 1850 °F(1010 °C), може становити, наприклад, від 1150 °F (621,1 °C) до 1750 °F (954,4 °C), або в іншому варіанті може становити від 1225 °F (662,8 °C) до 1550 °F (843,3 °C). [0094] Варіанти, що не мають обмежувального характеру, включають багаторазові переходи повторного нагрівання при застосуванні способу MUD. У варіанті, що не має обмежувального характеру, заготовка зі сплаву титану нагрівається до температури кування заготовки після її кування осадом. В іншому, варіанті, що не має обмежувального характеру, заготовка зі сплаву титану нагрівається до температури кування заготовки перед переходом кування волочінням 15 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 при багатопрохідному куванні волочінням. В іншому, варіанті, що не має обмежувального характеру, заготовка нагрівається за необхідності, щоб знову довести фактичну температуру заготовки до температури кування заготовки після переходу кування осадом або волочінням. [0095] Установлено, що варіанти способу MUD викликають зайву роботу або граничну деформацію, також називану інтенсивною пластичною деформацією, яка спрямована на створення понад дрібних зерен у заготовці, виконаній з металевого матеріалу, вибраного з титану й сплаву титану. Без наміру дотримуватися якої-небудь певної теорії дії, припускається, що при застосуванні способу MUD, у циліндричній або восьмикутній формі поперечного перерізу циліндричної або восьмикутної циліндричної заготовки, відповідно, деформація розподіляється більш рівномірно за площею поперечного перерізу заготовки. Шкідливий вплив тертя між заготовкою й кувальним штампом також зменшується через зменшення площі зіткнення заготовки зі штампом. [0096] Крім того, установлено, що зменшення температури при застосуванні способу MUD зменшує кінцевий розмір зерен до розміру, який є характерним для певної використовуваної температури. Посилаючись на ФІГ. 8, у варіанті, що не має обмежувального характеру, способу 200 для подрібнювання розміру зерна заготовки, після застосування способу MUD при температурі кування заготовки, температуру заготовки може бути знижено 216 до другої температури кування заготовки. Після охолодження заготовки до другої температури кування заготовки, у варіанті, що не має обмежувального характеру, заготовка піддається куванню осадом при другій температурі кування заготовки 218. Заготовка повертається 220 або орієнтується для наступних переходів кування волочінням. Заготовка піддається багатоперехідному куванню волочінням при другій температурі кування заготовки 222. Багатоперехідне кування волочінням при другій температурі кування заготовки 222 включає поворот з певним кроком 224 заготовки в напрямку повороту (див. ФІГ. 7), і кування волочінням при другій температурі кування заготовки 226 після кожного повороту з певним кроком. У варіанті, що не має обмежувального характеру, переходи осаду, повороту з певним кроком 224 і кування волочінням повторюються 226, доки заготовка не набуває вихідних розмірів поперечного перерізу. В іншому, варіанті, що не має обмежувального характеру, переходи кування осадом при другій температурі кування заготовки 218, повороту 220, і багатоперехідного кування волочінням 222 повторюються, доки не буде досягнута дійсна деформація заготовки на рівні 10 або більше. Установлено, що процес MUD може тривати доти, доки заготовці з титану або сплаву титану не буде надана необхідна дійсна деформація. [0097] У варіанті, що не має обмежувального характеру, який включає спосіб багатотемпературної MUD, температура кування заготовки або перша температура кування заготовки, становить близько 1600 °F (871,1 °C) а друга температура кування заготовки становить близько 1500 °F (815,6 °C). Наступні температури кування заготовки, які нижче, ніж перша й друга температури кування заготовки, такі як третя температура кування заготовки, четверта температура кування заготовки і так далі, входять в обсяг варіантів цього винаходу, що не мають обмежувального характеру. [0098] При продовженні кування, подрібнювання зерна приводить до зменшення напруги пластичного плину при постійній температурі. Установлено, що зменшення температури кування для послідовних переходів осаду й волочіння підтримує напруження пластичного плину постійним, і збільшує швидкість подрібнювання мікроструктури. Установлено, що у варіантах, що не мають обмежувального характеру, MUD, відповідно до цього винаходу, дійсна деформація на рівні 10 приводить до однорідної рівно вісної мікроструктури понад дрібнозернистої альфа фази в заготовках з титану й сплаву титану, і що менша температура двохтемпературного (або багатотемпературного) процесу MUD може бути визначальною для кінцевого розміру зерен після дійсної деформації на рівні 10, що надається при куванні MUD. [0099] Аспект цього винаходу включає, що після обробки за способом MUD, наступні переходи деформації можливі без збільшення зерен здрібненого розміру, доти, доки температуру заготовки згодом не піднято вище температури бета переходу сплаву титану. Наприклад, у варіанті, що не має обмежувального характеру, наступна деформація після обробки MUD може включати кування волочінням, багаторазове кування волочінням, кування осадом, або будь-яку комбінацію двох або декількох із цих переходів кування при температурах у зоні альфа + бета фази титану або сплаву титану. У варіанті, що не має обмежувального характеру, наступна деформація або переходи кування включають комбінацію багатопрохідного кування волочінням, кування осадом, і кування волочінням для зменшення розмірів вихідного поперечного перерізу циліндроподібної заготовки до частини розміру поперечного перерізу, такої, наприклад, крім іншого, як одна друга розміру поперечного перерізу, одна четверта розміру поперечного перерізу і так далі, поряд з підтриманням однорідної структури дрібного 16 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 зерна, досить дрібного розміру зерна або понад дрібного розміру зерна в заготовці з титану або сплаву титану. [0100] У варіанті, що не має обмежувального характеру, способу MUD, заготовка виконана зі сплаву титану, вибраного із групи, що складається з альфа сплаву титану, альфа + бета сплаву титану, метастабільного бета сплаву титану й бета сплаву титану. В іншому, варіанті, що не має обмежувального характеру, способу MUD, заготовка виконана з альфа + бета сплаву титану. В іншому, варіанті, що не має обмежувального характеру, процесу багаторазової обробки осадом і волочінням, що розкривається тут, заготовка виконана з метастабільного бета сплаву титану. У варіанті, що не має обмежувального характеру, способу MUD заготовка виконана зі сплаву титану, який вибраний зі сплавів титану за умовами ASTM Grades 5, 6,12, 19, 20, 21, 23, 24, 25, 29, 32, 35, 36, і 38. [0101] Перед нагріванням заготовки до температури кування заготовки в зоні альфа + бета фази, відповідно до варіантів MUD за цим винаходом, у варіанті, що не має обмежувального характеру, заготовка може бути нагріта до температури дозрівання бета фази, витримана при температурі дозрівання бета фази протягом часу дозрівання бета фази, достатнього для утворення 100 % мікроструктури бета фази титану в заготовці, і охолоджена до кімнатної температури. У варіанті, що не має обмежувального характеру, температура дозрівання бета фази перебуває в діапазоні температур дозрівання бета фази, який включає температуру бета переходу титану або титанового сплаву до 300 °F (111 °C) вище температури бета переходу титану або титанового сплаву. В іншому, варіанті, що не має обмежувального характеру, час дозрівання бета фази коливається в межах від 5 хвилин до 24 годин. [0102] У варіанті, що не має обмежувального характеру, заготовка є білетом, який покритий повністю або на певних поверхнях мастильним покриттям, що зменшує тертя між заготовкою й кувальними штампами. У варіанті, що не має обмежувального характеру, мастильне покриття є твердим мастилом, таким як, крім іншого, графітове або скляне мастило. Інші мастильні покриття, відомі нині або в майбутньому фахівцеві, входять в обсяг цього винаходу. Крім того, у варіанті, що не має обмежувального характеру, способу MUD, що використовує циліндроподібні заготовки, площа зіткнення між заготовкою й кувальними штампами є невеликою в порівнянні із площею зіткнення при багатовісному куванні кубічної заготовки. Зменшена площа зіткнення приводить до зменшення тертя в штампі й більш однорідної мікроструктури й макроструктури заготовки зі сплаву титану. [0103] Перед нагріванням заготовки, виконаної з металевого матеріалу, вибраного з титану й сплавів титану, до температури кування заготовки в зоні альфа + бета фази, відповідно до варіантів MUD за цим винаходом, у варіанті, що не має обмежувального характеру, заготовка піддається пластичній деформації при температурі пластичної деформації в зоні бета фази металевого матеріалу титану або сплаву титану після витримки протягом часу дозрівання бета фази, достатнього для утворення 100 % бета фази у титані або сплаві титану перед охолодженням до кімнатної температури. У варіанті, що не має обмежувального характеру, температура пластичної деформації еквівалентна температурі дозрівання бета фази. У варіанті, що не має обмежувального характеру, температура пластичної деформації перебуває в діапазоні температур пластичної деформації, який включає температуру бета переходу титану або сплаву титану до 300 °F (111 °C) вище температури бета переходу титану або сплаву титану. [0104] У варіанті, що не має обмежувального характеру, пластична деформація в зоні бета фази титану або сплаву титану включає, щонайменше, один з видів волочіння, кування осадом і багатовісного кування з високою швидкістю деформації заготовки зі сплаву титану. В іншому, варіанті, що не має обмежувального характеру, пластична деформація заготовки в зоні бета фази титану або сплаву титану включає багаторазове кування осадом і волочінням відповідно до варіантів цього винаходу, що не мають обмежувального характеру, при яких охолодження заготовки до температури кування заготовки включає охолодження на повітрі. У ще одному, варіанті, що не має обмежувального характеру, пластична деформація заготовки в зоні бета фази титану або сплаву титану включає кування осадом заготовки до 30-35 % обтиснення за висотою або в іншому вимірі, такому як довжина. [0105] Інший аспект винаходу може включати нагрівання кувальних штампів під час кування. Варіант, що не має обмежувального характеру, включає нагрівання штампів кувального преса, використовуваних для кування заготовки до температури в діапазоні температур, обмеженому температурою кування заготовки й температурою, що лежить на 100 °F (55,6 °C) нижче температури кування заготовки, включно. [0106] Припускається, що деякі способи, розкриті тут, щоб зменшити розмір зерен заготовок із цих сплавів, також можуть застосовуватися до металів і сплавів металів, що не належать до 17 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 титану й сплавів титану. Інший аспект цього винаходу включає варіанти, що не мають обмежувального характеру, способу для багатоступінчастого кування з високою швидкістю деформації металів і сплавів металів. Спосіб, що не має обмежувального характеру, включає нагрівання заготовки, виконаної з металу або сплаву металу до температури кування заготовки. Після нагрівання заготовка піддається куванню при температурі кування заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки. Після кування застосовується період очікування перед наступним переходом кування. Протягом періоду очікування температура адіабатично нагрітої внутрішньої ділянки заготовки зі сплаву металу зменшується до температури кування заготовки, тоді як, щонайменше, одна ділянка поверхні заготовки нагрівається до температури кування заготовки. Переходи кування заготовки, з наступною витримкою адіабатично нагрітої внутрішньої ділянки заготовки до вирівнювання температури кування заготовки, поряд з нагріванням, щонайменше, однієї ділянки поверхні заготовки зі сплаву металу до температури кування заготовки, повторюються, доки не будуть отримані необхідні характеристики. У варіанті, що не має обмежувального характеру, кування включає один або кілька переходів кування в пресі, кування осадом, кування волочінням і вальцювання в кувальних вальцях. В іншому, варіанті, що не має обмежувального характеру, сплав металу вибирається із групи, що складається зі сплавів титану, цирконію й сплавів цирконію, сплавів алюмінію, сплавів заліза й надміцних сплавів. У ще одному, варіанті, що не має обмежувального характеру, необхідними характеристиками є одна або кілька з таких: надана деформація, середній розмір зерен, форма й механічні властивості. Механічні властивості включають, крім іншого, міцність, пластичність, тріщиностійкість і твердість. [0107] Далі наведено кілька прикладів, які демонструють деякі варіанти, що не мають обмежувального характеру, відповідно до цього винаходу. ПРИКЛАД 1 [0108] Багатовісне кування, яке використовує систему регулювання температури, виконувалося на заготовці з титанового сплаву, що складалася зі сплаву Tі-6-4, що має рівновісні зерна альфа фази з розмірами зерен у діапазоні 10-30 мкм. Застосовувалася система регулювання температури, яка включала штампи, що нагріваються й нагрівання полум'ям для нагрівання ділянки поверхні заготовки зі сплаву титану. Заготовка була виконана у вигляді куба зі стороною 4 дюйма. Заготовка нагрівалася в працюючій на газі камерної печі до температури відпалювання на бета фазу, близько 1940 °F (1060 °C), тобто, приблизно на 50 °F (27,8 °C) вище температури бета переходу. Час відпалювання для дозрівання бета фази становив 1 годину. Заготовка, відпалена на бета фазу, охолоджувалася на повітрі до кімнатної температури, тобто, близько 70 °F (21,1 °C). [0109] Відпалена на бета фазу заготовка потім нагрівалася в працюючій на газі камерній печі до температури кування заготовки 1500 °F (815,6 °C), яка перебуває в зоні альфа + бета фази сплаву. Відпалена на бета фазу заготовка спочатку піддавалася куванню в пресі в напрямку осі A заготовки до висоти прокладки 3,25 дюйма. Швидкість штока при куванні в пресі становила 1 -1 дюйм/секунду, що відповідало швидкості деформації 0,27 с . Адіабатично нагріта центральна частина заготовки й нагріта полум'ям ділянка поверхні заготовки витримувалися для вирівнювання температури кування заготовки протягом близько 4,8 хвилин. Заготовка поверталася й піддавалася куванню в пресі в напрямку осі В заготовки до висоти прокладки 3,25 дюйма. Швидкість штока при куванні в пресі становила 1 дюйм/секунду, що відповідало швидкості деформації 0,27 с-1. Адіабатично нагріта центральна частина заготовки й нагріта полум'ям ділянка поверхні заготовки витримувалася для вирівнювання температури кування заготовки протягом близько 4,8 хвилин. Заготовка поверталася й піддавалася куванню в пресі в напрямку осі C заготовки до висоти прокладки 4 дюйма. Швидкість штока при куванні в пресі -1 становила 1 дюйм/секунду, що відповідало швидкості деформації 0,27 с . Адіабатично нагріта центральна частина заготовки й нагріта полум'ям ділянка поверхні заготовки витримувалася для вирівнювання температури кування заготовки протягом близько 4,8 хвилин. (Багатовісне) ab-c кування, описане раніше, повторювалася чотири рази, усього з 12 ударами, забезпечуючи дійсну деформацію 4,7. Після багатовісного кування заготовка піддавалася загартуванню у воді. Маршрут термомеханічної обробки для Прикладу 1 показаний на Фіг. 9. ПРИКЛАД 2 [0110] Зразок вихідного матеріалу для прикладу 1 і зразок матеріалу, обробленого за прикладом 1, підготовлялися методом металографії, і структури зерен спостерігалися під мікроскопом. Фіг. 10 – мікрофотографія відпаленого на бета фазу матеріалу за прикладом 1, що відображає рівновісні зерна з розміром зерен між 10-30 мкм. Фіг. 11 – мікрофотографія центральної ділянки a-b-c кованого зразка за прикладом 1. Структура зерен по Фіг. 11 мала рівновісні зерна розміром близько 4 мкм, і має кваліфікуватися як "досить дрібнозернистий" 18 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 (VFG) матеріал. У зразку зерна з розміром VFG спостерігалися переважно в центрі зразка. Розмір зерен у зразку збільшувався в міру зростання відстані від центру зразка. ПРИКЛАД 3 [0111] Для визначення часу охолодження внутрішньої ділянки, необхідного для охолодження внутрішньої ділянки, що нагрівається адіабатично, до температури кування заготовки, використовувалося моделювання за методом кінцевого елемента. При моделюванні заготовка з альфа-бета сплаву титану діаметром 5 дюймів і довжиною 7 дюймів віртуально нагрівалася до температури багатовісного кування 1500 °F (815,6 °C). Імітувалося нагрівання кувальних штампів до 600 °F (315,6 °C). Імітована швидкість штока була 1 дюйм/секунда, що -1 відповідає швидкості деформації 0,27 с . Для визначення часу охолодження внутрішньої ділянки, необхідного для охолодження адіабатично нагрітої внутрішньої ділянки імітованої заготовки до температури кування заготовки, вводилися різні інтервали для часу охолодження внутрішньої ділянки. З ділянки по Фіг. 10, видно, що моделювання підказує, що для охолодження адіабатично нагрітої внутрішньої ділянки до температури кування заготовки близько 1500 F (815,6 C) може використовуватися час охолодження внутрішньої ділянки від 30 до 45 секунд. ПРИКЛАД 4 [0112] Багатовісне кування з високою швидкістю деформації, що використовує систему регулювання температури, застосовувалася для заготовки сплаву титану, що складається з куба зі стороною 4 дюйма (10,16 див) зі сплаву Tі-6-4. Заготовка зі сплаву титану піддавалася відпалюванню на бета фазу при температурі 1940 °F (1060 °C) протягом 60 хвилин. Після відпалювання на бета фазу заготовка охолоджувалася на повітрі до кімнатної температури. Заготовка зі сплаву титану нагрівалася до температури кування заготовки 1500 °F (815,6 °C), яка перебуває в зоні альфа-бета фази заготовки зі сплаву титану. Відповідно до варіантів цього винаходу, що не мають обмежувального характеру, для вирівнювання температури зовнішньої ділянки поверхні заготовки до температури кування заготовки, між ударами багатовісного кування, заготовка піддавалася багатовісному куванню, використовуючи систему регулювання температури, що включає газополуменеві нагрівачі та штампи, що нагріваються. Заготовка піддавалася куванню в штампі до розміру 3,2 дюйма (8,13 див). Використовуючи a-b-c поворот, заготовка послідовно піддавалася куванню в штампі, при кожному ударі до 4 дюймів (10,16 см). У переходах кування в пресі використовувалася швидкість штока 1 дюйм у секунду (2,54 см/с), і пауза, тобто, між ударами кування в пресі використовувався час охолодження внутрішньої ділянки або час вирівнювання 15 секунд. Час вирівнювання – це час очікування для охолодження адіабатично нагрітої внутрішньої ділянки до температури кування заготовки поряд з нагріванням зовнішньої ділянки поверхні до температури кування заготовки. При температурі заготовки 1500 °F (815,6 °C) були використані всього 12 ударів, з поворотом на 90° кубічної заготовки між ударами, тобто, кубічна заготовка піддавалася a-b-c куванню чотири рази. [0113] Потім температура заготовки знижувалася до другої температури кування заготовки 1300 °F (704,4 °C). Заготовка сплаву титану піддавалася багатовісному куванню з високою швидкістю деформації відповідно до варіантів цього винаходу, що не мають обмежувального характеру, використовуючи швидкість штока 1 дюйм у секунду (2,54 см/с), і час охолодження внутрішньої ділянки 15 секунд між кожним ударом кування. Та ж система регулювання температури, яка використовувалася для регулювання першої температури кування заготовки, використовувалася для регулювання другої температури кування заготовки. При другій температурі кування заготовки застосовувалося всього 6 ударів кування, тобто, при другій температурі кування заготовки кубічна заготовка піддавалася a-b-c куванню два рази. ПРИКЛАД 5 [0114] Мікрофотографія центральної частини куба після обробки, описаної в прикладі 4, показана на Фіг. 13. З Фіг. 13, видно, що зерна в центральній частині куба були рівновісними, із середнім розміром зерен менш ніж 3 мкм, тобто, понад дрібний розмір зерен. [0115] Хоча центральна або внутрішня ділянка куба, обробленого відповідно до прикладу 4, мала понад дрібний розмір зерна, відзначено, що зерна в ділянках обробленого куба, що перебувають зовні від центральної ділянки, не були понад дрібними зернами. Це видно з Фіг. 14, яка є фотографією поперечного перерізу куба, обробленого відповідно до прикладу 4; ПРИКЛАД 6 [0116] Для імітації деформації при багатовісному куванні з регулюванням температури куба використовувалося моделювання за методом кінцевого елемента. Імітація виконувалася для куба зі стороною 4 дюйма зі сплаву Tі-6-4, який піддавався відпалюванню на бета фазу при температурі 1940 °F (1060 °C), доки не була отримана повна мікроструктура бета фази. При імітації використовувалося ізотермічне багатовісне кування, таке, як використовувалося в 19 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 деяких варіантах способу, що не мають обмежувального характеру, розкритого тут, проведене при температурі 1500 °F (815,6 °C). Заготовка піддавалася a-b-c куванню в пресі дванадцятьма ударами в сумі, тобто, чотирма прийомами a-b-c кування/поворотів по ортогональних осях. При імітації куб охолоджувався до 1300 °F (704,4 °C) і піддавався куванню в пресі 6 ударами, тобто, двома прийомами кування/поворотів по a-b-c ортогональних осях. Імітована швидкість штока становила 1 дюйм у секунду (2,54 см/с). Результати, показані на Фіг. 15, прогнозують рівні деформації в кубі після описаної раніше обробки. Моделювання за методом кінцевого елемента прогнозує максимальну деформацію 16,8 у центральній частині куба. Найбільша деформація, однак, є дуже локалізованою, і більша частина поперечного перерізу не досягає деформації, більшої, ніж 10. ПРИКЛАД 7 [0117] Заготовка, виконана зі сплаву Tі-6-4, у вигляді циліндра діаметром п'ять дюймів і висотою 7 дюймів (тобто, обмірювана уздовж поздовжньої осі), піддавалася відпалюванню на бета фазу при температурі 1940 °F (1060 °C) протягом 60 хвилин. Циліндр, відпалений на бета фазу, піддавався повітряному загартуванню для збереження всієї мікроструктури бета фази. Відпалений на бета фазу циліндр нагрівався до температури кування заготовки 1500 °F (815,6 °C), а потім піддавався багаторазовому куванню осадом і волочінням, відповідно до варіантів цього винаходу, що не мають обмежувального характеру. Багаторазові цикли кування й волочіння включали кування осадом до висоти 5,25 дюйма (тобто, зменшення в розмірі уздовж поздовжньої осі), і багаторазове кування волочінням, включаючи повороти із кроком 45° навколо поздовжньої осі, і кування волочінням для утворення восьмикутного циліндра, що має вихідну й кінцеву описану окружність діаметром 4,75 дюйма. Усього було використано 36 прийомів кування волочінням з поворотами з певним кроком без часу очікування між ударами. ПРИКЛАД 8 [0118] Мікрофотографія центральної ділянки поперечного перерізу зразка, підготовленого за прикладом 7, надана на Фіг. 16(a). Мікрофотографія поперечного перерізу зразка ділянки поблизу центральної, підготовленого за прикладом 7, надана на Фіг. 16(b). Вивчення Фіг. 16(a) і (b) показує, що зразок, оброблений відповідно до прикладу 7, досягає однорідної й рівновісної структури зерен, маючи середній розмір зерен менш ніж 3 мкм, який класифікується як досить дрібне зерно (VFG). ПРИКЛАД 9 [0119] Заготовка, виконана зі сплаву Tі-6-4 у вигляді циліндричного білета, діаметром десять дюймів і довжиною 24 дюйма, була покрита мастильним матеріалом із кварцового скла. Білет відпалювався на бета фазу при 1940 °C. Білет, відпалений на бета фазу, піддавався куванню осадом з 24 дюймів до 30-35 % обтиснення за довжиною. Після осаду в стані бета фази, білет піддавався багатопрохідному куванню волочінням, яке включало поворот з певним кроком і кування волочінням білета до десятидюймового восьмикутного циліндра. Оброблений на бета фазу циліндр охолоджувався на повітрі до кімнатної температури. Для обробки багаторазовим осадом і волочінням восьмигранний циліндр нагрівався до першої температури кування заготовки 1600 °F (871,1 °C). Восьмикутний циліндр піддавався куванню осадом до 20-30 % обтиснення за довжиною, а потім – багаторазовому куванню волочінням, яке включало поворот заготовки із кроком 45°з наступним куванням волочінням, доки восьмигранний циліндр не досягав розмірів його вихідного поперечного перерізу. Кування осадом і багатопрохідне кування волочінням при першій температурі кування заготовки повторювалося три рази, і, щоб довести температуру заготовки знову до температури кування заготовки, при необхідності, заготовка нагрівалася повторно. Заготовка охолоджувалася до другої температури кування заготовки 1500 °F (815,6 °F). Процес багаторазового кування осадом і волочінням, використовуваний при першій температурі кування заготовки, повторювався при другій температурі кування заготовки. Схематичний графік залежності температура-час при термомеханічній обробці для послідовності переходів, використаної в прикладі 9, наданий на Фіг. 17. [0120] Заготовка піддавалася багатопрохідному куванню волочінням при температурі в зоні альфа + бета фази, використовуючи звичайні параметри кування, і зменшувалася вдвічі для осаду. Заготовка піддавалася куванню осадом при температурі в зоні альфа + бета фази, використовуючи звичайні параметри кування, до 20 % обтиснення за довжиною. На остаточному етапі, заготовка піддавалася куванню волочінням до одержання круглого циліндра діаметром 5 дюймів, що має довжину 36 дюймів. ПРИКЛАД 10 [0121] Макрофотографія поперечного перерізу зразка, обробленого відповідно до варіанта, що не має обмежувального характеру, за прикладом 9, надана на Фіг. 18. Видно, що однорідний розмір зерен розподілений по всьому білету. Мікрофотографія зразка, обробленого відповідно 20 UA 113149 C2 5 10 15 до варіанта, що не має обмежувального характеру, за прикладом 9, надана на Фіг. 19. Мікрофотографія демонструє, що розмір зерен перебуває в діапазоні розміру досить дрібного зерна. ПРИКЛАД 11 [0122] Для імітації деформації зразка, підготовленого за прикладом 9, використовувалося моделювання за методом кінцевого елемента. Модель за методом кінцевого елемента надана на Фіг. 20. Модель за методом кінцевого елемента прогнозує порівняно однорідне дійсне напруження більш за 10, для більшості круглих білетів діаметром 5 дюймів. [0123] Має бути зрозуміло, що цей опис ілюструє ті аспекти винаходу, які відповідають ясному розумінню винаходу. Щоб спростити цей опис, не надані певні аспекти, які повинні бути ясні фахівцеві в даній галузі, і які, тому, не будуть сприяти кращому розумінню винаходу. Хоча тут описана тільки обмежена, обов'язкова кількість варіантів винаходу, фахівцеві, що розглянув попередній опис, буде зрозуміло, що може бути здійснено багато модифікацій і змін винаходу. Усі такі зміни й модифікації винаходу призначені для охоплення попереднім описом і наступною формулою винаходу. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Спосіб подрібнення розміру зерен заготовки, яка містить металевий матеріал, вибраний з титану і сплаву титану, що включає: нагрівання заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу, причому температура кування заготовки знаходиться в діапазоні від температури на 55,6 ºС нижче температури (Т β) бета-переходу металевого матеріалу до температури на 388,9 ºС нижче температури бета-переходу металевого матеріалу, і багатовісне кування заготовки, що включає кування заготовки на пресі при температурі кування заготовки в напрямку першої ортогональної осі заготовки зі швидкістю деформації в діапазоні -1 -1 від 0,2 с до 0,8 с , достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки до температури на 55,6-166,7 ºС вище температури кування заготовки, надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до температури кування заготовки, кування заготовки на пресі при температурі кування заготовки в напрямку другої ортогональної -1 -1 осі заготовки зі швидкістю деформації в діапазоні від 0,2 с до 0,8 с , достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки до температури на 55,6-166,7 ºС вище температури кування заготовки, надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до температури кування заготовки, кування заготовки на пресі при температурі кування заготовки в напрямку третьої ортогональної -1 -1 осі заготовки зі швидкістю деформації в діапазоні від 0,2 с до 0,8 с , достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки до температури на 55,6-166,7 ºС вище температури кування заготовки, надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до температури кування заготовки, і повторення щонайменше одного з попередніх етапів кування на пресі, поки в щонайменше одній ділянці заготовки не буде досягнута дійсна деформація щонайменше 3,5. 2. Спосіб за п. 1, який відрізняється тим, що нагрівання заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу включає: нагрівання заготовки до температури бета-витримки металевого матеріалу, витримування заготовки при температурі бета-витримки протягом часу бета-витримки, достатнього для утворення 100 %-ої мікроструктури бета-фази в заготовці, і охолодження заготовки до температури кування заготовки. 3. Спосіб за п. 2, який відрізняється тим, що додатково включає пластичну деформацію заготовки при температурі пластичної деформації в ділянці бета-фази металевого матеріалу перед охолодженням заготовки до температури кування заготовки. 4. Спосіб за п. 3, який відрізняється тим, що пластична деформація заготовки включає багатовісне кування з високою швидкістю деформації, причому охолодження заготовки до температури кування заготовки додатково включає багатовісне кування з високою швидкістю 21 UA 113149 C2 5 10 15 20 25 30 35 40 45 50 55 60 деформації заготовки в міру охолодження заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу. 5. Спосіб за п. 3, який відрізняється тим, що пластична деформація заготовки включає кування осадкою заготовки до деформації осадкою в ділянці бета-фази в діапазоні від 0,1 до 0,5 включно. 6. Спосіб за п. 1, який відрізняється тим, що адіабатично нагрітій внутрішній ділянці заготовки надають можливість охолоджуватися протягом часу охолодження внутрішньої ділянки в діапазоні від 5 секунд до 120 секунд включно. 7. Спосіб за п. 1, який відрізняється тим, що штампи для кування, використовувані для кування заготовки на пресі, нагрівають до температури в діапазоні температур від температури кування заготовки до температури на 100 °F (55,6 °С) нижче температури кування заготовки включно. 8. Спосіб за п. 1, який відрізняється тим, що додатково включає: охолодження заготовки до другої температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу, кування заготовки на пресі при другій температурі кування заготовки в напрямку першої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки, надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до другої температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до другої температури кування заготовки, кування заготовки на пресі при другій температурі кування заготовки в напрямку другої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки, надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до другої температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до другої температури кування заготовки, кування заготовки на пресі при другій температурі кування заготовки в напрямку третьої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої ділянки заготовки, надання можливості адіабатично нагрітій внутрішній ділянці заготовки охолоджуватися до другої температури кування заготовки, при нагріванні зовнішньої поверхневої ділянки заготовки до другої температури кування заготовки, і повторення одного або більше з попередніх етапів кування на пресі та надання можливості, поки в щонайменше одній ділянці заготовки не буде досягнута дійсна деформація щонайменше 10. 9. Спосіб за п. 1, який відрізняється тим, що заготовка містить сплав титану, вибраний з групи, що складається з альфа-сплаву титану, альфа+бета-сплаву титану, метастабільного бетасплаву титану і бета-сплаву титану. 10. Спосіб за п. 1, який відрізняється тим, що заготовка містить один із сплавів титану марок за ASTM 5, 6, 12, 19, 20, 21, 23, 24, 25, 29, 32, 35, 36 і 38. 11. Спосіб за п. 2, який відрізняється тим, що температура бета-витримки знаходиться в діапазоні температур від температури бета-переходу металевого матеріалу до температури на 300 °F (111 °C) вище температури бета-переходу металевого матеріалу включно. 12. Спосіб за п. 2, який відрізняється тим, що час бета-витримки становить від 5 хвилин до 24 годин. 13. Спосіб за п. 3, який відрізняється тим, що пластична деформація заготовки при температурі пластичної деформації в області бета-фази металевого матеріалу включає щонайменше одне із протягування, кування осадкою і багатовісного кування з високою швидкістю деформації заготовки. 14. Спосіб за п. 3, який відрізняється тим, що температура пластичної деформації знаходиться в діапазоні температур пластичної деформації від температури бета-переходу металевого матеріалу до температури на 300 °F (111 °С) вище температури бета-переходу металевого матеріалу включно. 15. Спосіб за п. 1, який відрізняється тим, що температура кування заготовки знаходиться в діапазоні температур кування заготовки від температури на 100 °F (55,6 °С) нижче температури бета-переходу металевого матеріалу до температури на 700 °F (388,9 °С) нижче температури бета-переходу металевого матеріалу включно. 16. Спосіб за п. 1, який відрізняється тим, що заготовка містить альфа+бета-сплав титану. 17. Спосіб за п. 1, який відрізняється тим, що заготовка містить метастабільний бета-сплав титану. 22 UA 113149 C2 5 10 15 18. Спосіб за п. 1, який відрізняється тим, що додатково включає повторення одного або більше етапів з етапів кування на пресі і надання можливостей, зазначених в п. 1, поки не буде досягнута середня деформація 4,7. 19. Спосіб за п. 1, який відрізняється тим, що нагрівання зовнішньої поверхні заготовки включає нагрівання з використанням одного або більше з полум′яного нагрівання, нагрівання в камерній печі, індукційного нагрівання та радіаційного нагрівання. 20. Спосіб за п. 1, який відрізняється тим, що повторення включає повторення етапів кування на пресі і надання можливостей, зазначених в п. 1, щонайменше 4 рази. 21. Спосіб за п. 1, який відрізняється тим, що після досягнення середньої деформації 3,7 заготовка має середній розмір зерен альфа-фази в діапазоні від 4 мкм до 6 мкм включно. 22. Спосіб за п. 1, який відрізняється тим, що після досягнення середньої деформації 4,7 заготовка має середній розмір зерен альфа-фази 4 мкм. 23. Спосіб за п. 1, який відрізняється тим, що після завершення способу зерна альфа-фази є рівновісними. 24. Спосіб за п. 1, який відрізняється тим, що швидкість деформації знаходиться в діапазоні -1 -1 від 0,001 с до 0,02 с включно. 23 UA 113149 C2 24 UA 113149 C2 25 UA 113149 C2 26 UA 113149 C2 27 UA 113149 C2 28
ДивитисяДодаткова інформація
Автори англійськоюForbes Jones, Robin M., Mantione, John V., de Souza, Urban J., Thomas, Jean-Philippe, Minisandram, Ramesh S., Kennedy, Richard L., Davis, R. Mark
Автори російськоюФорбз Джоунс Робин М., Мантион Джон В., дэ Соуза Урбан Дж., Тома Жан-Филипп, Минисандрам Рамеш С., Кеннеди Ричард Л., Девис Р. Марк
МПК / Мітки
МПК: B21J 5/02, C22F 1/18, C22C 14/00
Мітки: маршруті, титану, технологічні, сплавів
Код посилання
<a href="https://ua.patents.su/39-113149-tekhnologichni-marshruti-dlya-titanu-jj-splaviv-titanu.html" target="_blank" rel="follow" title="База патентів України">Технологічні маршрути для титану й сплавів титану</a>
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану
Номер патенту: 82556
Опубліковано: 25.04.2008
Автори: Жук Геннадій Віліорович, Блощинський Григорій Павлович, ТРИГУБ Микола Петрович, Чепинський Олександр Олександрович, Тарасов Констянтин Констянтинович
МПК: B21B 3/00, B21B 23/00, B21B 17/00, B21B 19/00
Мітки: спосіб, безшовних, труб, основі, гарячекатаних, титану, виробництва, сплавів
Формула / Реферат:
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану, який включає нагрів заготовки перед деформацією до заданої температури, прошивку нагрітої заготовки в гільзу на стані поперечно-гвинтової прокатки та розкочування прошитої гільзи в трубу на рилінг-машині та калібрувальному стані, який відрізняється тим, що трубу виготовляють з литої недеформованої заготовки, попередній нагрів якої здійснюють до температури,...
Установка для одержання труб зі сплавів на основі титану
Номер патенту: 79021
Опубліковано: 10.05.2007
Автори: Корнійчук Валерій Данилович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович, Патон Борис Євгенович
Мітки: сплавів, основі, труб, установка, одержання, титану
Формула / Реферат:
Установка для одержання труб зі сплавів на основі титану, яка включає вакуумну камеру для проведення технологічного процесу, електронні гармати для нагрівання зливка, охолоджуваний шток з механізмами закріплення зливка для його переміщення, рольганг, яка відрізняється тим, що додатково включає щонайменше один ролик для деформації зливка, який має можливість переміщуватись в вертикальній площині через вакуумне ущільнення за допомогою механізму...
Спосіб одержання труб зі сплавів на основі титану
Номер патенту: 80570
Опубліковано: 10.10.2007
Автори: Ахонін Сергій Володимирович, Северин Андрій Юрійович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
МПК: B22D 13/02, B21B 9/00, C22B 9/22
Мітки: спосіб, основі, сплавів, одержання, труб, титану
Формула / Реферат:
1. Спосіб одержання труб зі сплавів на основі титану, який включає деформування порожнистого зливка з заданим ступенем деформації з одержанням труби, при цьому температурний режим деформації підтримують електронним нагрівом, який відрізняється тим, що зливок деформують шляхом прокатки при температурі 800 – 1100 °С за допомогою систем роликів – першою на 10 – 30 % від первинної товщини стінки зливка, другою на 20 – 60 % від попередньої товщини...
Спосіб виробництва особливо тонкостінних труб з дрібнозернистою структурою із сплавів на основі титану
Номер патенту: 112228
Опубліковано: 10.08.2016
Автор: Стасовський Юрій Миколайович
Мітки: сплавів, труб, основі, особливої, титану, виробництва, дрібнозернистою, спосіб, структурою, тонкостінних
Формула / Реферат:
Спосіб виробництва особливо тонкостіних труб з дрібнозернистою структурою із сплавів на основі титану, що включає деформацію і подальший нагрів заготовки зі швидкістю 50-100 град./с, який відрізняється тим, що спочатку заготовку піддають стискаючій деформації по товщині стінки величиною 45-55 % при волочінні на довгій оправці, виготовленої з матеріалу, що має температурний коефіцієнт лінійного розширення вище, ніж матеріал труби, після чого...
Спосіб одержання сплавів на основі титану з рівномірним вмістом кисню
Номер патенту: 100065
Опубліковано: 12.11.2012
Автори: Крижановський Віталій Анатолійович, Березос Володимир Олександрович, Северин Андрій Юрійович, ТРИГУБ Микола Петрович
МПК: C21C 5/56, C22B 34/12, C22B 9/22
Мітки: кисню, основі, рівномірним, титану, сплавів, одержання, вмістом, спосіб
Формула / Реферат:
Спосіб одержання сплавів на основі титану з рівномірним вмістом кисню, який включає підготовку вихідної шихтової заготовки з титанових сплавів з додаванням легуючих компонентів, електронно-променевий переплав в проміжній ємності вихідної шихтової заготовки, виплавку зливків сплавів на основі титану шляхом періодичного зливу розплаву з проміжної ємності в кристалізатор, який відрізняється тим, що з боку нижнього торця кристалізатора, у...
Попередній патент: Формована конькова черепиця, виконана із просоченої бітумом целюлози, та її застосування
Наступний патент: Застосування хелатуючого агента разом з антимікробним агентом
Випадковий патент: Порошкова металургійна композиція на основі заліза та спосіб одержання спеченого компонента на її основі