Спосіб виробництва кісткового борошна
Номер патенту: 101580
Опубліковано: 25.09.2015
Автори: Купчук Ігор Миколайович, Полєвода Юрій Алікович, Янович Віталій Петрович


Формула / Реферат
Спосіб виробництва кісткового борошна, який включає обробку матеріалу в корпусі, що з'єднаний із дебалансним віброприводом та теплоагентом, що підводиться та виводиться через патрубки, який відрізняється тим, що в корпусі встановлюють перфорований конусоподібний ротор з розміщеними на ньому ударними штифтами, в середині якого змонтований статичний перфорований вал з протиударними елементами.
Текст
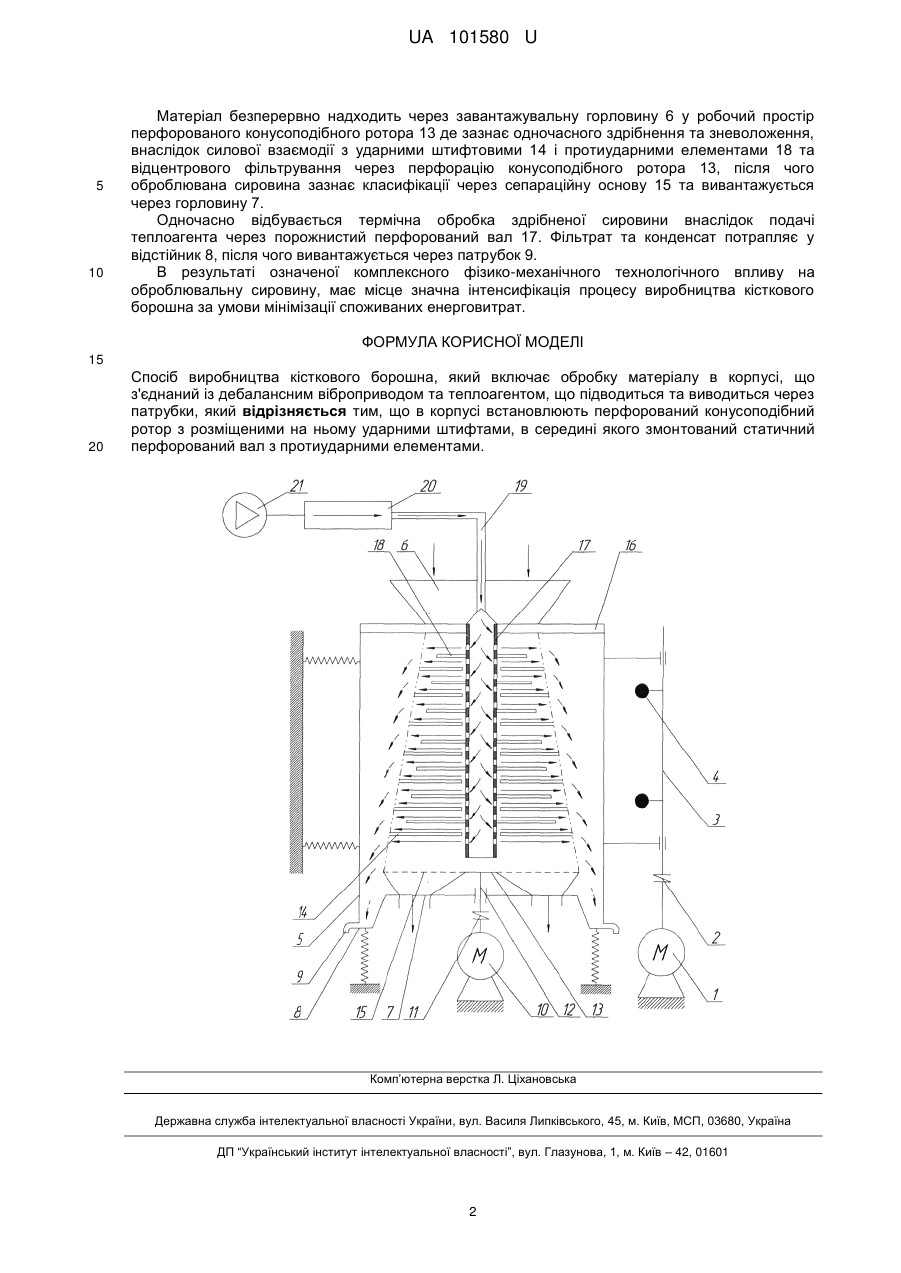
Реферат: UA 101580 U UA 101580 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів виробництва кісткового борошна і може бути використана для отримання кісткового борошна в переробній та комбікормовій промисловості. До основних етапів процесу виробництва кісткового борошна можна віднести енергозатратне здійснення технологічних операцій зневоложення шквари в сушарках із подальшим подрібненням маси в кісткодробильних машинах. Відомий спосіб сушіння матеріалів (А.С. СРСР № 144460 кл. Р26В 5/08, Б. № 46, 1988), суть якого полягає у обробці матеріалу у встановленій в середині корпуса обертальній конусоподібної перфорованій корзині, що складається із двох автономних частин з приводами і центрального завантажувального пристрою, із підведенням та виведенням теплоносія через систему патрубків. Недоліком вказаного способу є значні витрати електричної та теплової енергії, зумовлені складністю генерації та транспортування теплоносія до робочої камери. При цьому градієнти вологості та температури у шарі вологого матеріалу не співпадають з напрямком відцентрових сил, що приводить до зниження вологовидалення з оброблювального матеріалу та зменшення загального коефіцієнта корисної дії сушарки. Також відомий спосіб подрібнення кісток (Ліберман С.Г. и др. Производство сухих животных кормов и технических жиров. Москва: изд. "Пищевая промышленность" С.Г. Ліберман, 1976. -С. 45-46), за яким матеріал подрібнюється ножами, встановленими на двох роторах, які з'єднані через систему зубчастих коліс із приводними валами. Основним недоліком такого способу можна вважати значну металоємкість конструкції, зумовлена наявністю двох робочих валів. Найбільш близьким аналогом є спосіб сушіння високовологих матеріалів (А.С. СРСР № 323621 кл. F26B 11/08, Б. № 1, 1972), суть якого полягає у обробці матеріалу в корпусі з перфорованою камерою, яка приєднана до дебалансного віброзбуджувача, із подачею матеріалу завантажувальним пристроєм, виконаний у вигляді пресуючого шнека, теплоагентом виробленим парогенератором. До основних недоліків розглянутого способу можна віднести значну складність конструкції обладнання для його реалізації та порівняно низьке вологовидалення фізично зв'язаної вологи з матеріалів. В основу корисної моделі поставлена задача інтенсифікації процесу виробництва кісткового борошна за рахунок комплексного поєднання технологічних особливостей вібраційного обладнання для реалізації процесів подрібнення, центрифугування та сушіння оброблюваного матеріалу, шляхом зміни конструкції та підвищення ефективності використання робочого простору виконавчого органу. Поставлена задача вирішується шляхом розробки способу виробництва кісткового борошна, в якому одночасно реалізується вібровідцентрова та термічна обробка для руйнування і зневоложення кісткової сировини. Суть корисної моделі пояснюється кресленням, де представлена принципова схема розробленого вібровідцентрового обладнання для виробництва кісткового борошна. Вібровідцентрове обладнання для виробництва кісткового борошна містить два основних структурних контури, які приводяться до руху електродвигунами 1 і 10. Зовнішній контур містить електродвигун 1, з'єднаний через еластичну муфту 2 з валом 3, на якому встановлені дебаланси 4, що в свою чергу жорстко кріпиться до підпружиненого корпуса 5 з завантажувальною і розвантажувальною горловинами 6, 7, відстійниками для фільтрату 8 та зливними патрубками 9. Внутрішній контур має у своєму складі електродвигун 10, з'єднаний через еластичну муфту 11 з приводним валом 12, на якому встановлений перфорований конусоподібний ротор 13 з радіально розміщеними ударними штифтами 14 сепараційною основою 15. В середині ротора 13 через рейкові з'єднання 16 корпуса 5 змонтовано порожнистий перфорований вал 17 з протиударними елементами 18, до якого через гнучкий патрубок 19 приєднаний теплогенератор 20 та компресор 21. Спосіб реалізують наступним чином. Вмикають електродвигуни 1,10 приводу дебалансів 4 та перфорованого конусоподібного ротора 13, компресор 21 з теплогенератором 20. Крутний момент від електродвигуна 1 через еластичну муфту 2 створює обертання вала 3, а як наслідок дебалансів 4, що призводить до еліптичного коливання підпружиненого кожуха 5 разом із порожнистим перфорованим валом 17 та розміщеними на ньому протиударними елементами 18. В свою чергу крутний момент від електродвигуна 10 передається через еластичну муфту 11 на приводний вал 12, зумовлюючи незалежне обертання перфорованого конусоподібного ротора 13 з радіально розміщеними ударними штифтами 14. 1 UA 101580 U 5 10 Матеріал безперервно надходить через завантажувальну горловину 6 у робочий простір перфорованого конусоподібного ротора 13 де зазнає одночасного здрібнення та зневоложення, внаслідок силової взаємодії з ударними штифтовими 14 і протиударними елементами 18 та відцентрового фільтрування через перфорацію конусоподібного ротора 13, після чого оброблювана сировина зазнає класифікації через сепараційну основу 15 та вивантажується через горловину 7. Одночасно відбувається термічна обробка здрібненої сировини внаслідок подачі теплоагента через порожнистий перфорований вал 17. Фільтрат та конденсат потрапляє у відстійник 8, після чого вивантажується через патрубок 9. В результаті означеної комплексного фізико-механічного технологічного впливу на оброблювальну сировину, має місце значна інтенсифікація процесу виробництва кісткового борошна за умови мінімізації споживаних енерговитрат. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виробництва кісткового борошна, який включає обробку матеріалу в корпусі, що з'єднаний із дебалансним віброприводом та теплоагентом, що підводиться та виводиться через патрубки, який відрізняється тим, що в корпусі встановлюють перфорований конусоподібний ротор з розміщеними на ньому ударними штифтами, в середині якого змонтований статичний перфорований вал з протиударними елементами. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B02C 21/00, F26B 11/00
Мітки: кісткового, виробництва, борошна, спосіб
Код посилання
<a href="https://ua.patents.su/4-101580-sposib-virobnictva-kistkovogo-boroshna.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва кісткового борошна</a>
Вібровідцентрове обладнання для виробництва кісткового борошна
Номер патенту: 91133
Опубліковано: 25.06.2014
Автори: Паламарчук Ігор Павлович, Комаха Віталій Петрович, Янович Віталій Петрович, Купчук Ігор Миколайович
МПК: F26B 11/00, B02C 21/00, A22C 17/00
Мітки: борошна, обладнання, виробництва, вібровідцентрове, кісткового
Формула / Реферат:
Вібраційне обладнання для виробництва кісткового борошна, що містить підпружинений корпус з дебалансним віброприводом, патрубки для підведення і виведення теплоагента, яке відрізняється тим, що містить перфорований конусоподібний ротор з розміщеними на ньому ударними штифтами, всередині якого змонтований статичний перфорований вал з протиударними елементами.
Спосіб виробництва м’ясо-кісткового борошна
Номер патенту: 14713
Опубліковано: 15.05.2006
Автори: Величко Іван Миколайович, Скоромна Оксана Іванівна, Кулик Михайло Федорович, Обертюх Юрій Володимирович, Петриченко Василь Флорович, Тучик Андрій Васильович, Коваль Станіслава Станіславівна, Бугайов Василь Дмитрович
МПК: A23K 1/10
Мітки: виробництва, м'ясо-кісткового, спосіб, борошна
Формула / Реферат:
Спосіб виробництва м'ясо-кісткового борошна, при якому до м”ясо-кісткової сировини додають наповнювач з наступною термічною обробкою корму при температурі 135-140°С, тиску - 3,5-4,0 атм і сушінням, який відрізняється тим, що як наповнювач використовують макуху або шрот капустяних культур в кількості 20-50 % від сухої речовини кінцевого продукту, а сушіння проводять протягом 210-250 хв.
Спосіб автоматичного управління вакуумним котлом для виробництва м’ясо-кісткового борошна
Номер патенту: 62986
Опубліковано: 26.09.2011
Автори: Муратов Віктор Георгійович, Васильєв Юрій Леонідович
МПК: A23L 1/31, G05D 16/00
Мітки: вакуумним, котлом, автоматичного, управління, спосіб, борошна, виробництва, м'ясо-кісткового
Формула / Реферат:
Спосіб автоматичного управління вакуумним котлом для виробництва м'ясо-кісткового борошна, що передбачає вимірювання і регулювання тиску в "рубашці" котла шляхом зміни витрат граючої пари в режимі варки та сушіння, вимірювання та регулювання тиску в корпусі котла шляхом зміни перепуску сокового пару в атмосферу крізь спускний клапан в режимі варки та зміни витрат холодної води крізь конденсатор в режимі сушки, який відрізняється...
Спосіб автоматичного керування вакуумним котлом для виробництва м’ясо-кісткового борошна
Номер патенту: 72627
Опубліковано: 27.08.2012
Автори: Лозівець Сергій Олександрович, Воінова Світлана Олександрівна
МПК: F23L 1/00, G05D 16/00
Мітки: виробництва, спосіб, котлом, вакуумним, керування, м'ясо-кісткового, автоматичного, борошна
Формула / Реферат:
Спосіб автоматичного керування вакуумним котлом для виробництва м'ясо-кісткового борошна, що передбачає вимірювання та регулювання тиску в котлі, вимірювання та регулювання температури в котлі, вимірювання вологості продукту в котлі, температура та тиск у котлі регулюються шляхом зміни витрат гріючої пари через регулюючий клапан і зміною витрат відпрацьованої пари через спускний клапан, який відрізняється тим, що застосовують корегуючий...
Спосіб виробництва м’ясо-кісткового борошна
Номер патенту: 100248
Опубліковано: 10.07.2015
Автор: Лященко Роман Олександрович
Мітки: виробництва, борошна, спосіб, м'ясо-кісткового
Формула / Реферат:
Спосіб виробництва м'ясо-кісткового борошна, в якому м'яку і кісткову тваринну сировину послідовно подрібнюють, розварюють, гідролізують, стерилізують, знежирюють, висушують, який відрізняється тим, що масу подрібненої сировини подають в тонкошаровий варильник-гідролізер, прошарком не більше 30 мм, де розварювання здійснюють при температурі 180-250 °С протягом 90-300 с, після чого цей зварений-гідролізований продукт подають у вакуум-сушильний...
Попередній патент: Спосіб подрібнення сипких матеріалів
Наступний патент: Спосіб транспортування багатокомпонентних сумішей
Випадковий патент: Спосіб поетапної профілактики сексуальних розладів за лазориком-сербайлом