Спосіб радіально-ротаційного профілювання коліс транспортних засобів
Номер патенту: 99116
Опубліковано: 25.05.2015
Автори: Пузир Руслан Григорович, Стірманов Ярослав Миколайович, Драгобецький Володимир В'ячеславович, Левченко Роман Володимирович

Формула / Реферат
Спосіб радіально-ротаційного профілювання ободів коліс транспортних засобів, який включає профілювання циліндричної заготовки між нижнім й верхнім привідними формуючими роликами з одночасною дією на неї підтримуючого натискного ролика, який відрізняється тим, що для створення додаткового впливу на заготовку в тангенціальному напрямку, додатковий ролик установлюють на вході біля осередку деформації вище горизонтальної осі заготовки, крім того, додатковий ролик оснащений натискною пружиною, за допомогою якої останній деформує обичайку в радіальному напрямку пружно.
Текст
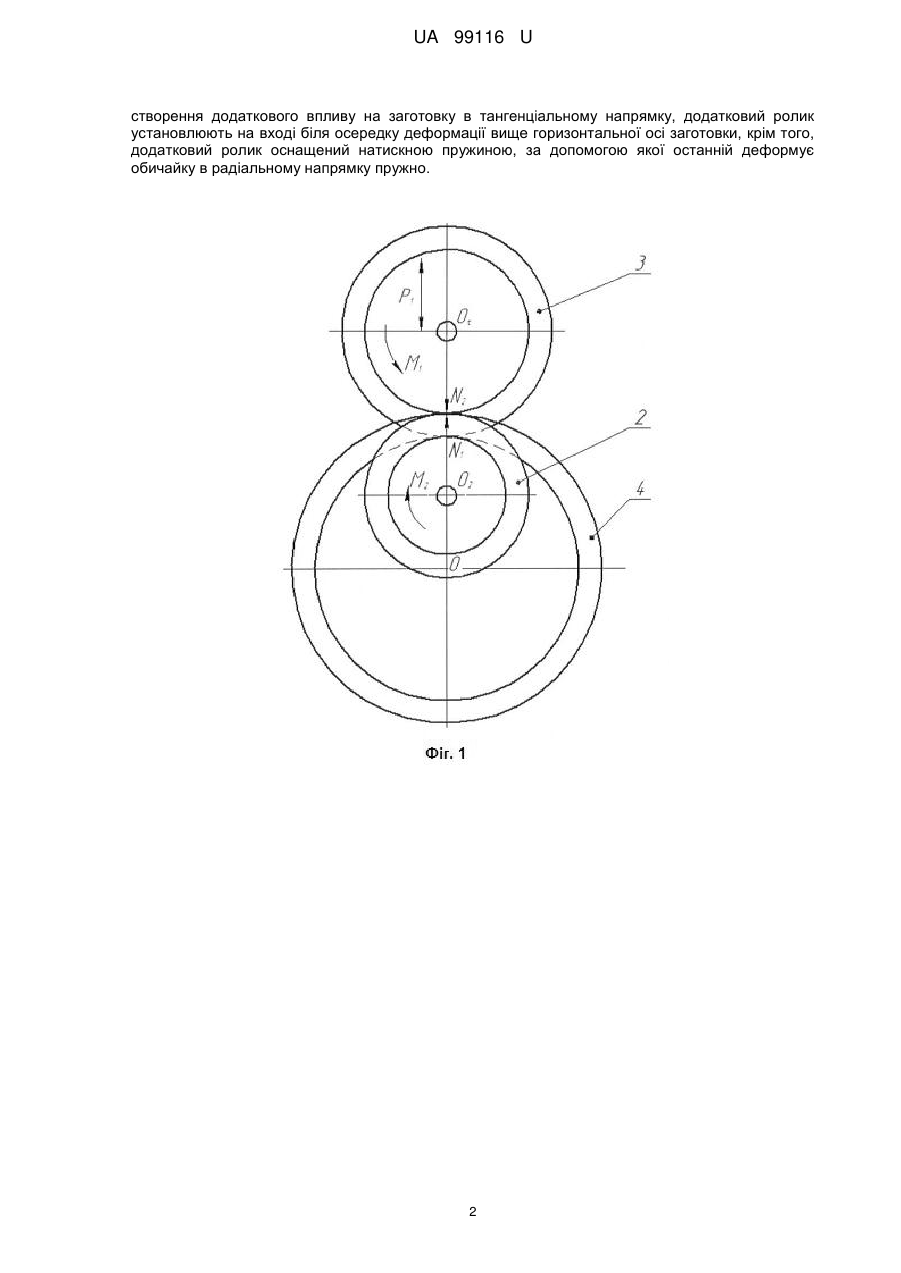
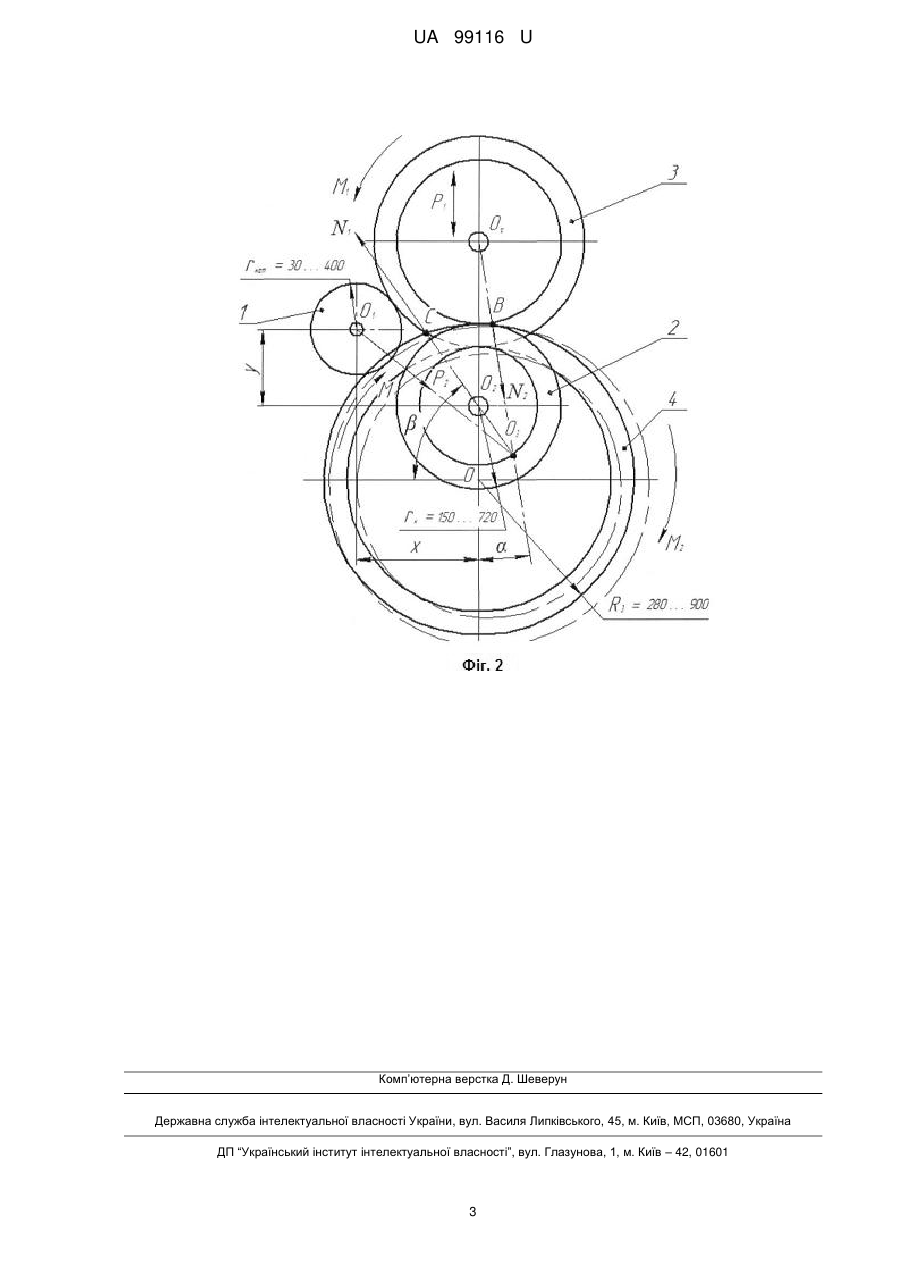
Реферат: Спосіб радіально-ротаційного профілювання ободів коліс транспортних засобів, який включає профілювання циліндричної заготовки між нижнім й верхнім привідними формуючими роликами з одночасною дією на неї підтримуючого натискного ролика. Для створення додаткового впливу на заготовку в тангенціальному напрямку, додатковий ролик установлюють на вході біля осередку деформації вище горизонтальної осі заготовки, крім того, додатковий ролик оснащений натискною пружиною, за допомогою якої останній деформує обичайку в радіальному напрямку пружно. UA 99116 U (54) СПОСІБ РАДІАЛЬНО-РОТАЦІЙНОГО ПРОФІЛЮВАННЯ КОЛІС ТРАНСПОРТНИХ ЗАСОБІВ UA 99116 U UA 99116 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до обробки металів тиском. Відомо спосіб виготовлення ободів, що полягає в профілюванні кільцевої заготовки між нижнім та верхнім привідними формуючими роликами з одночасною її фіксацією підтримуючим роликом, що впливають на зовнішні краї заготовки в її діаметральній площині з метою поліпшення якості деталі за рахунок забезпечення правки заготовки в процесі профілювання, що досягається установкою підтримуючого ролика нижче горизонтальної вісі заготовки [А.с. № 4071112/31-27 СРСР, МПК В21 D 53/30, Спосіб виготовлення ободів / П. І. Пузирьков, Л. І. Красантович заяв. 25.03.86, опубл. 07.07.88. Бюл. № 25]. Недоліком даного способу профілювання є однобічна дія додаткового ролика, що спрямована тільки на калібрування обода й за рахунок цього поліпшення якості виробів. В основу корисної моделі поставлена задача зменшення металоємності ободів коліс і економії металу. Поставлена задача вирішується тим, що спосіб профілювання циліндричної заготовки між нижнім та верхнім привідними формуючими роликами з одночасною дією на неї підтримуючого натискного ролика, в якому згідно корисної моделі з метою створення додаткового впливу на заготовку в тангенціальному напрямку додатковий ролик установлюють на вході біля осередку деформації, вище горизонтальної осі заготовки, крім того, додатковий ролик оснащений натискною пружиною, за допомогою якої пружно деформує обичайку в радіальному напрямку. Суть способу пояснюють: фігури 1 і 2 на яких зображено: фіг. 1 - зображена схема радіально-ротаційного профілювання без додаткового ролика, де Р1 - притискна сила, що діє на верхній профілюючий ролик 3; О2, О - центри нижнього і верхнього профілюючих роликів 2 і 3 відповідно; М1, М2 - крутні моменти, що діють на верхній і нижній профілюючий ролик відповідно; О - центр заготовки; фіг. 2 - зображена схема радіально-ротаційного профілювання з додатковим впливом на осередок деформації в тангенціальному напрямку, де О1 - центр підтримуючого ролика 1; Р2 притискна сила, що діє на підтримуючий ролик 1; О 3 - точка прикладення притискної сили Р2 і сили нормального тиску N2. Спосіб реалізується таким чином - циліндричну заготовку 4 встановлюють на нижній профілюючий ролик 2. При цьому її центр О перебуває на вертикалі ОО , що проходить через центр нижнього 2 і верхнього 3 профілюючих роликів. Положення заготовки показане штрихпунктирною лінією. При опусканні верхнього ролика 3, з одночасним обертанням профілюючих роликів 2 і 3, відбувається контакт із заготовкою й захоплення її в зону деформації. В той же час на заготовку діє додатковий натискний ролик 1, розташований в діаметральній площині заготовки О1O3 під кутом до її горизонтальної осі. Центр підтримувального ролика 1 відстає від вертикальної вісі нижнього профілюючого ролика 2 на відстані х і від горизонтальної - на відстані у, які визначаться з рівнянь: x=(R3+rнат)cos-(R3-rн)sin; (1) y=(R3+ rнат)sin-( R3-rн)cos, (2) де R3 - зовнішній радіус заготовки; rнат - радіус натискного ролика; rн - радіус нижнього профілюючого ролика; - кут неспівпадіння вісі заготовки з вертикальною віссю; - кут установки натискного ролика щодо горизонтальної вісі. Натискний ролик розташований попереду привідного деформуючого, що приводить до заміни крайових умов біля осередку деформації і змінює схему напруження всієї обичайки. Це усуває різницю в товщині напівфабрикату за рахунок додаткового впливу на заготовку. На додаткове навантаження за рахунок тиску підтримуючого ролика на заготовку в точках В і С, де діють сили нормального тиску N1 і N2, накладається дія моменту М, що створюється цими силами і який діє в напрямку збільшення радіуса заготовки R3, таким чином створюючи додаткове напруження. Оскільки деформуючі ролики в осередку деформації зменшують радіус початкової заготовки, а момент М намагається його збільшити, то це створює необхідний підпір. Запропонований спосіб у порівнянні з відомим дозволяє збільшити товщину напівфабрикату в місцях радіусних переходів на 4-6 %, що дає можливість зменшити масу обода колеса й застосовувати більш тонку листову заготовку в порівнянні із традиційним процесом профілювання. Також додатковий ролик виконує роль підтримуючого й направляючого, що забезпечує стійкість процесу радіально-ротаційного профілювання. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб радіально-ротаційного профілювання ободів коліс транспортних засобів, який включає профілювання циліндричної заготовки між нижнім й верхнім привідними формуючими роликами з одночасною дією на неї підтримуючого натискного ролика, який відрізняється тим, що для 1 UA 99116 U створення додаткового впливу на заготовку в тангенціальному напрямку, додатковий ролик установлюють на вході біля осередку деформації вище горизонтальної осі заготовки, крім того, додатковий ролик оснащений натискною пружиною, за допомогою якої останній деформує обичайку в радіальному напрямку пружно. 2 UA 99116 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 53/30
Мітки: спосіб, транспортних, коліс, засобів, профілювання, радіально-ротаційного
Код посилання
<a href="https://ua.patents.su/5-99116-sposib-radialno-rotacijjnogo-profilyuvannya-kolis-transportnikh-zasobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб радіально-ротаційного профілювання коліс транспортних засобів</a>
Пристрій для радіально-ротаційного профілювання
Номер патенту: 48522
Опубліковано: 25.03.2010
Автори: Бойко Юрій Олександрович, Драгобецький Володимир В'ячеславович, Мосьпан Денис Владиславович, Маркевич Андрій Геннадійович
МПК: B26F 1/00
Мітки: профілювання, пристрій, радіально-ротаційного
Формула / Реферат:
Пристрій для радіально-ротаційного профілювання, що містить внутрішні ролики, які посаджені на горизонтальні вали і мають зустрічний осьовий рух, та три зовнішні - радіальний рух, який відрізняється тим, що на першій та другій профілюючих поверхнях зовнішніх роликів виконані сегменти висотою не менше 0,2 товщини заготовки: на першій - у формі рівнобедреного трикутника, на другій - у формі рівнобедреної трапеції, крім цього, між зовнішніми...
Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів
Номер патенту: 81484
Опубліковано: 25.06.2013
Автори: Кучвара Іван Миколайович, Комар Роман Васильович
МПК: B23B 5/48
Мітки: ротаційного, спосіб, гвинтових, еліптичних, конвеєрів, кожухів, профілювання
Формула / Реферат:
Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів, який включає закріплення кінця циліндричної труби у шпинделі калібрувального верстата і обтискування її по зовнішньому діаметру необхідного поперечного перерізу при її переміщенні в осьовому напрямку ротаційними обтискними бойками, які встановлені у пазах шпинделя верстата ротаційного типу з можливістю вільного радіального переміщення, який відрізняється тим, що бойки в...
Спосіб одержання електричної енергії за допомогою коліс автодорожніх транспортних засобів
Номер патенту: 52945
Опубліковано: 10.09.2010
Автори: Дрьомов Сергій Тимофійович, Дрьомов Олег Сергійович
МПК: F03D 9/02
Мітки: коліс, енергії, допомогою, електричної, засобів, одержання, спосіб, автодорожніх, транспортних
Формула / Реферат:
Спосіб одержання електричної енергії в рухомих автотранспортних засобах при посередництві обертового руху коліс, який відрізняється тим, що для одержання додаткової електричної енергії використовують енергію зворотного обертового руху внутрішнього повітряного або газового середовища коліс рухомих автотранспортних засобів.
Пристрій для ротаційного витягання
Номер патенту: 78310
Опубліковано: 11.03.2013
Автор: Чесноков Олексій Вікторович
МПК: B21D 22/14
Мітки: пристрій, ротаційного, витягання
Формула / Реферат:
Пристрій для ротаційного витягання, що містить встановлений на утримувачі давильний ролик, оправку, притискач та механізм переміщення давильного ролика, який відрізняється тим, що механізм переміщення давильного ролика забезпечено системою числового програмного керування.
Спосіб діагностики кутів установки коліс транспортних засобів
Номер патенту: 78220
Опубліковано: 15.03.2007
Автори: Пабат Анастасія Анатоліївна, Таран Віталій Григорович, Патрелюк Дмитро Андрійович, Пабат Анатолій Іванович
МПК: G01M 17/007, G01B 11/26
Мітки: коліс, спосіб, засобів, транспортних, кутів, діагностики, установки
Формула / Реферат:
Спосіб діагностики кутів установки коліс транспортних засобів, за яким колеса встановлюють на опорні горизонтальні площадки і при обертанні коліс реєструють лінійні параметри, що визначають значення кутів установки, який відрізняється тим, що в процесі реєстрації лінійних параметрів при обертанні коліс здійснюють їх вимірювання у фіксованих точках, на базі цих параметрів визначають значення кутів установки коліс та величину допусків кутів в...
Попередній патент: Ротаційний газогенератор
Наступний патент: Малопомітний комплекс повітряного спостереження
Випадковий патент: Спосіб монтажу електричних систем нагрівання підлоги