Спосіб виготовлення корпусу ролика стрічкового конвейєра

Формула / Реферат
Спосіб виготовлення корпусу ролика стрічкового конвеєра, який полягає в отриманні стаканів для розміщення підшипникових вузлів у вигляді горловин на кінцях труби шляхом пластичного деформування, який відрізняється тим, що стакани виконують на безперервній трубі у вигляді перетиску, діаметр якого відповідає діаметру стакана, і довжиною, рівною двом довжинам стаканів, з наступним розрізанням посередині згаданого перетиску, при цьому нагрів ділянки для отримання перетиску виконують підключенням силового трансформатора до затискального пристрою, змонтованого на відстані від деформуючого інструмента, рівній довжині ролика.
Текст
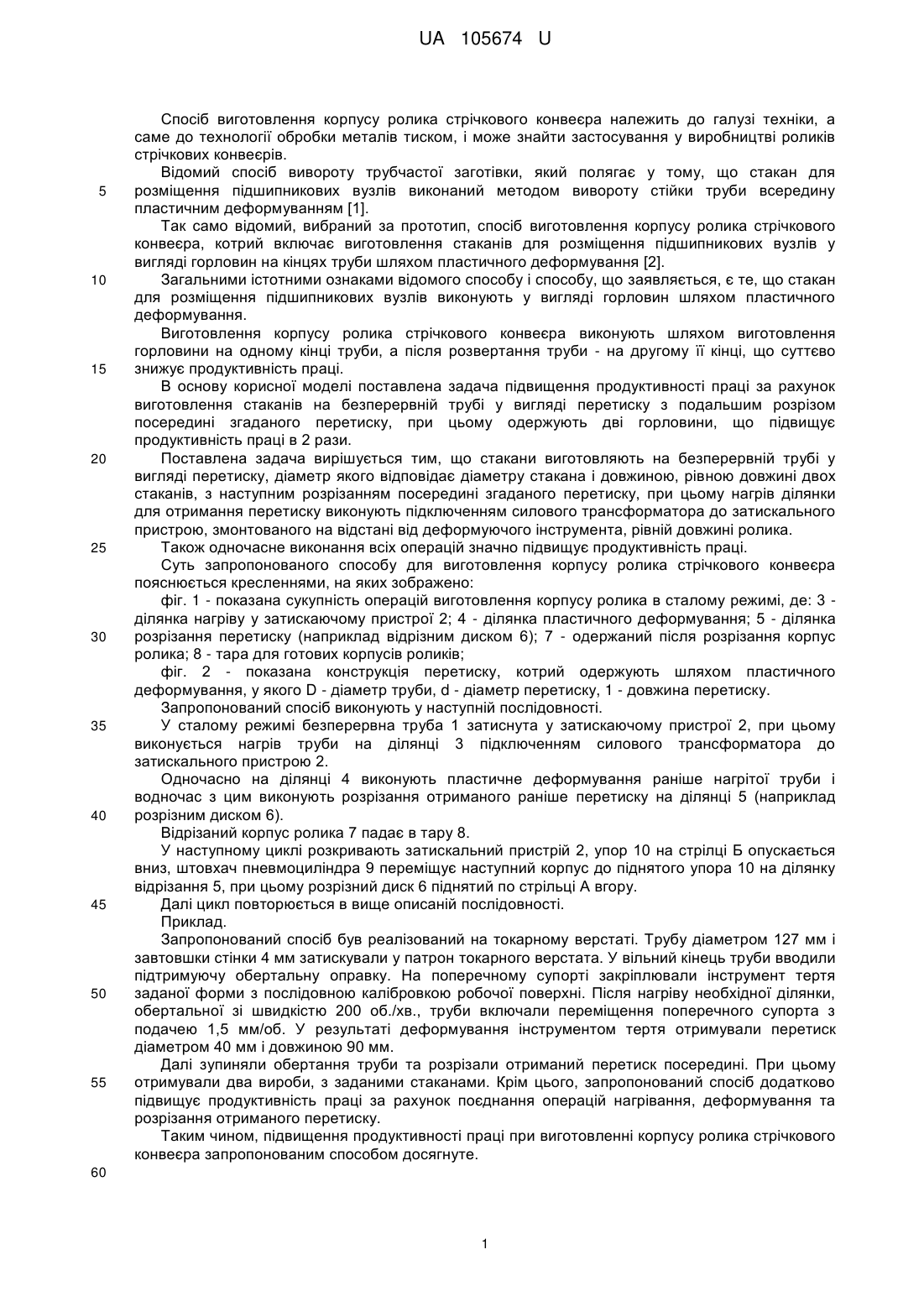
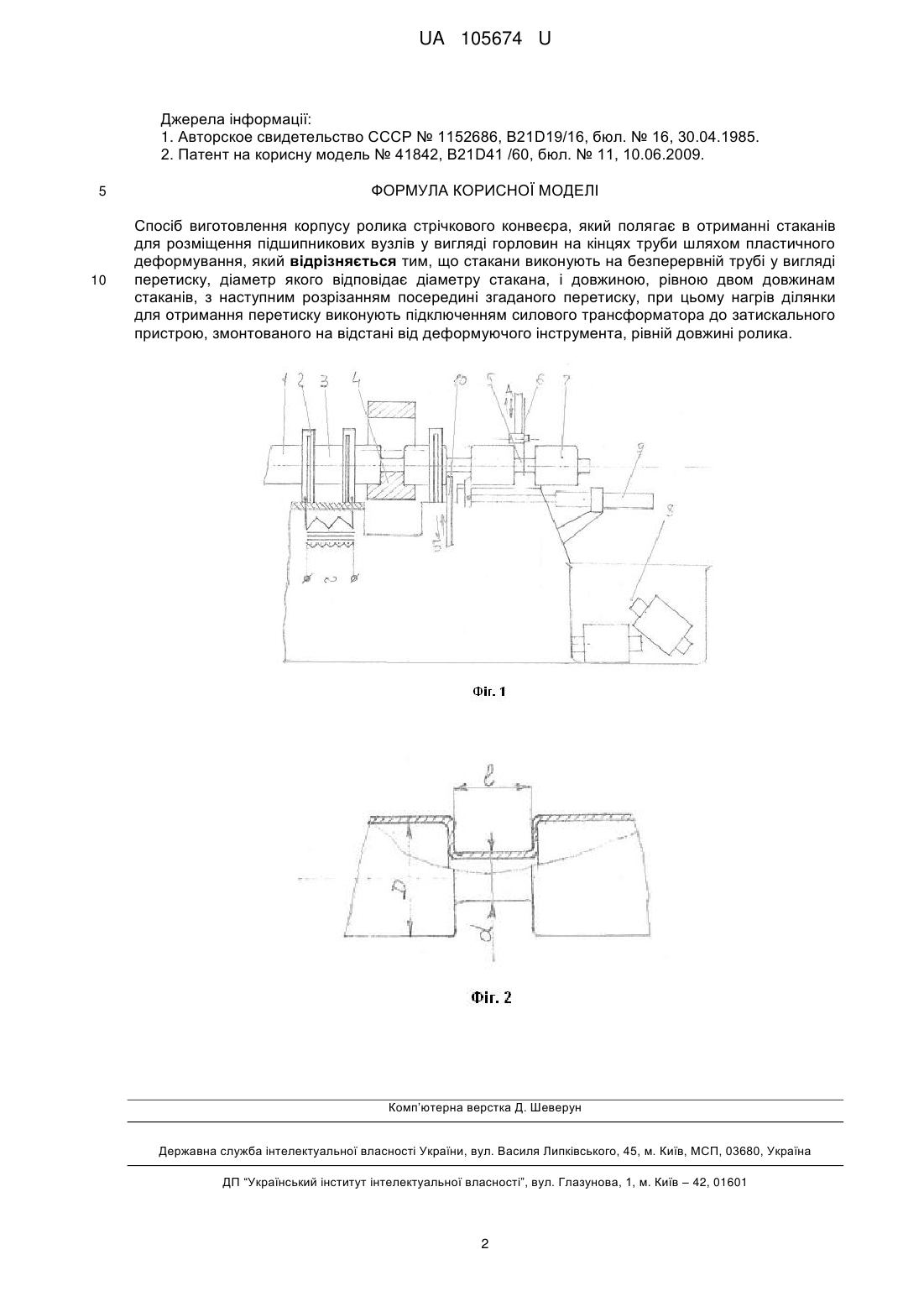
Реферат: UA 105674 U UA 105674 U 5 10 15 20 25 30 35 40 45 50 55 Спосіб виготовлення корпусу ролика стрічкового конвеєра належить до галузі техніки, а саме до технології обробки металів тиском, і може знайти застосування у виробництві роликів стрічкових конвеєрів. Відомий спосіб вивороту трубчастої заготівки, який полягає у тому, що стакан для розміщення підшипникових вузлів виконаний методом вивороту стійки труби всередину пластичним деформуванням [1]. Так само відомий, вибраний за прототип, спосіб виготовлення корпусу ролика стрічкового конвеєра, котрий включає виготовлення стаканів для розміщення підшипникових вузлів у вигляді горловин на кінцях труби шляхом пластичного деформування [2]. Загальними істотними ознаками відомого способу і способу, що заявляється, є те, що стакан для розміщення підшипникових вузлів виконують у вигляді горловин шляхом пластичного деформування. Виготовлення корпусу ролика стрічкового конвеєра виконують шляхом виготовлення горловини на одному кінці труби, а після розвертання труби - на другому її кінці, що суттєво знижує продуктивність праці. В основу корисної моделі поставлена задача підвищення продуктивності праці за рахунок виготовлення стаканів на безперервній трубі у вигляді перетиску з подальшим розрізом посередині згаданого перетиску, при цьому одержують дві горловини, що підвищує продуктивність праці в 2 рази. Поставлена задача вирішується тим, що стакани виготовляють на безперервній трубі у вигляді перетиску, діаметр якого відповідає діаметру стакана і довжиною, рівною довжині двох стаканів, з наступним розрізанням посередині згаданого перетиску, при цьому нагрів ділянки для отримання перетиску виконують підключенням силового трансформатора до затискального пристрою, змонтованого на відстані від деформуючого інструмента, рівній довжині ролика. Також одночасне виконання всіх операцій значно підвищує продуктивність праці. Суть запропонованого способу для виготовлення корпусу ролика стрічкового конвеєра пояснюється кресленнями, на яких зображено: фіг. 1 - показана сукупність операцій виготовлення корпусу ролика в сталому режимі, де: 3 ділянка нагріву у затискаючому пристрої 2; 4 - ділянка пластичного деформування; 5 - ділянка розрізання перетиску (наприклад відрізним диском 6); 7 - одержаний після розрізання корпус ролика; 8 - тара для готових корпусів роликів; фіг. 2 - показана конструкція перетиску, котрий одержують шляхом пластичного деформування, у якого D - діаметр труби, d - діаметр перетиску, 1 - довжина перетиску. Запропонований спосіб виконують у наступній послідовності. У сталому режимі безперервна труба 1 затиснута у затискаючому пристрої 2, при цьому виконується нагрів труби на ділянці 3 підключенням силового трансформатора до затискального пристрою 2. Одночасно на ділянці 4 виконують пластичне деформування раніше нагрітої труби і водночас з цим виконують розрізання отриманого раніше перетиску на ділянці 5 (наприклад розрізним диском 6). Відрізаний корпус ролика 7 падає в тару 8. У наступному циклі розкривають затискальний пристрій 2, упор 10 на стрілці Б опускається вниз, штовхач пневмоциліндра 9 переміщує наступний корпус до піднятого упора 10 на ділянку відрізання 5, при цьому розрізний диск 6 піднятий по стрільці А вгору. Далі цикл повторюється в вище описаній послідовності. Приклад. Запропонований спосіб був реалізований на токарному верстаті. Трубу діаметром 127 мм і завтовшки стінки 4 мм затискували у патрон токарного верстата. У вільний кінець труби вводили підтримуючу обертальну оправку. На поперечному супорті закріплювали інструмент тертя заданої форми з послідовною калібровкою робочої поверхні. Після нагріву необхідної ділянки, обертальної зі швидкістю 200 об./хв., труби включали переміщення поперечного супорта з подачею 1,5 мм/об. У результаті деформування інструментом тертя отримували перетиск діаметром 40 мм і довжиною 90 мм. Далі зупиняли обертання труби та розрізали отриманий перетиск посередині. При цьому отримували два вироби, з заданими стаканами. Крім цього, запропонований спосіб додатково підвищує продуктивність праці за рахунок поєднання операцій нагрівання, деформування та розрізання отриманого перетиску. Таким чином, підвищення продуктивності праці при виготовленні корпусу ролика стрічкового конвеєра запропонованим способом досягнуте. 60 1 UA 105674 U Джерела інформації: 1. Авторское свидетельство СССР № 1152686, В21D19/16, бюл. № 16, 30.04.1985. 2. Патент на корисну модель № 41842, В21D41 /60, бюл. № 11, 10.06.2009. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення корпусу ролика стрічкового конвеєра, який полягає в отриманні стаканів для розміщення підшипникових вузлів у вигляді горловин на кінцях труби шляхом пластичного деформування, який відрізняється тим, що стакани виконують на безперервній трубі у вигляді перетиску, діаметр якого відповідає діаметру стакана, і довжиною, рівною двом довжинам стаканів, з наступним розрізанням посередині згаданого перетиску, при цьому нагрів ділянки для отримання перетиску виконують підключенням силового трансформатора до затискального пристрою, змонтованого на відстані від деформуючого інструмента, рівній довжині ролика. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of manufacturing of a roller body of a conveyor belt
Автори англійськоюUdovenko Vilalii Kyrylovych
Назва патенту російськоюСпособ изготовления корпуса ролика ленточного конвейера
Автори російськоюУдовенко Виталий Кирилович
МПК / Мітки
МПК: B21D 41/04
Мітки: стрічкового, ролика, конвейєра, корпусу, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-105674-sposib-vigotovlennya-korpusu-rolika-strichkovogo-konvejjehra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу ролика стрічкового конвейєра</a>
Спосіб виготовлення корпусу ролика стрічкового конвеєра
Номер патенту: 41842
Опубліковано: 10.06.2009
Автори: Удовенко Віталій Кирилович, Кравець Олена Іванівна, Середа Віктор Григорович
МПК: B21D 41/00
Мітки: стрічкового, конвеєра, корпусу, ролика, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення корпусу ролика стрічкового конвеєра, який включає виконання стакана для розміщення підшипникового вузла у вигляді горловини на кінці труби шляхом пластичного деформування, який відрізняється тим, що стакан виконують на кінці труби у вигляді кінцевої горловини, після чого одержану кінцеву горловину вдавлюють в порожнину труби профільованим інструментом, встановленим під кутом a до осі труби.
Спосіб виготовлення корпусу ролика стрічкового конвеєра
Номер патенту: 41515
Опубліковано: 25.05.2009
Автори: Середа Віктор Григорович, Удовенко Віталій Кирилович, Кравець Олена Іванівна
МПК: B21D 41/00
Мітки: корпусу, конвеєра, стрічкового, ролика, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення корпусу ролика стрічкового конвеєра, у якому стакан для розміщення підшипникового вузла виконаний у вигляді горловини на кінці труби, який відрізняється тим, що стакан виконують на кінці труби у вигляді горловини з пояском на вихідній трубі, прилягаючим до горловини, діаметр якого більше внутрішнього діаметра початкової труби на 1...1,5 мм, відокремлюють горловину зі згаданим пояском відомим способом, розвертають...
Спосіб виготовлення ролика стрічкового конвеєра
Номер патенту: 9076
Опубліковано: 15.09.2005
Автор: Шибанова Євгенія Іванівна
МПК: B65G 39/02, B21K 21/00, B21K 25/00
Мітки: спосіб, виготовлення, стрічкового, конвеєра, ролика
Формула / Реферат:
Спосіб виготовлення ролика стрічкового конвеєра, що включає операції підготовки трубчастих і листових заготівок, виготовлення з трубчастих заготівок корпусу ролика, а з листових заготівок - корпусів підшипників, установлення підшипників, розміщених у корпусі підшипника, з ущільненнями на вісь ролика з наступною холодною деформацією кінців корпусу ролика шляхом прикладання до його кінців через оправки з однобічним приводом подовжніх осьових...
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Каштанов Олександр Миколайович, Носков Володимир Васильович, Кирилов Генріх Леонідович, Невідомський Володимир Олександрович
МПК: B65G 39/02, B21K 25/00, B21K 21/00
Мітки: конвеєра, ролик, пристрій, стрічкового, виробництва, виготовлення, спосіб, ролика
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Спосіб виготовлення корпусу конвеєрного ролика
Номер патенту: 92608
Опубліковано: 26.08.2014
Автор: Попович Павло Іванович
МПК: B29C 70/00, B29C 43/00, B65G 39/02
Мітки: спосіб, корпусу, ролика, виготовлення, конвеєрного
Формула / Реферат:
Спосіб виготовлення корпусу конвеєрного ролика, який передбачає виконання корпусу ролика із композиційного полімерного матеріалу з наповнювачем та включає попередню підготовку наповнювача шляхом подрібнення, фракціонування і сушіння з наступним дозуванням складових композиційної суміші, їх змішуванням, нагріванням і пресуванням з отриманням виробу у вигляді цілісного корпусу ролика визначеної конфігурації, який відрізняється тим, що...
Попередній патент: Спосіб профілактики післяопераційних ранових ускладнень алогерніопластики передньої черевної стінки
Наступний патент: Безпілотний трансформер планер-бомба
Випадковий патент: Роторний вагоноперекидач