Спосіб виготовлення обмоток тягових електродвигунів
Номер патенту: 105838
Опубліковано: 25.06.2014
Автори: Мельник Тетяна Михайлівна, Ярема Роман Ярославович, Ящєнко Сєргєй Алєксандровіч, Капіруля Володимир Михайлович, Огоньков Вячєслав Грігорьєвіч

Формула / Реферат
1. Спосіб виготовлення обмоток тягових електродвигунів шляхом просочення ізоляції обмотки якорів, що полягає в нанесенні на котушки склослюдовмісних стрічок, укладанні обмоток у пази якоря, нанесенні склобандажа, розігріві якоря до температури просочення, вакуумуванні в просочувальному казані, подачі під вакуумом компаунда, створенні на поверхні компаунда надлишкового тиску повітрям, який відрізняється тим, що просочувальний компаунд подають при кімнатній температурі, а подачу тиску здійснюють поступово від 1 до 8 бар протягом терміну, вибраного з діапазону від 10 до 15 хвилин.
2. Спосіб за п. 1, який відрізняється тим, що значення температури вибирають з діапазону від 20 до 25°С.
Текст
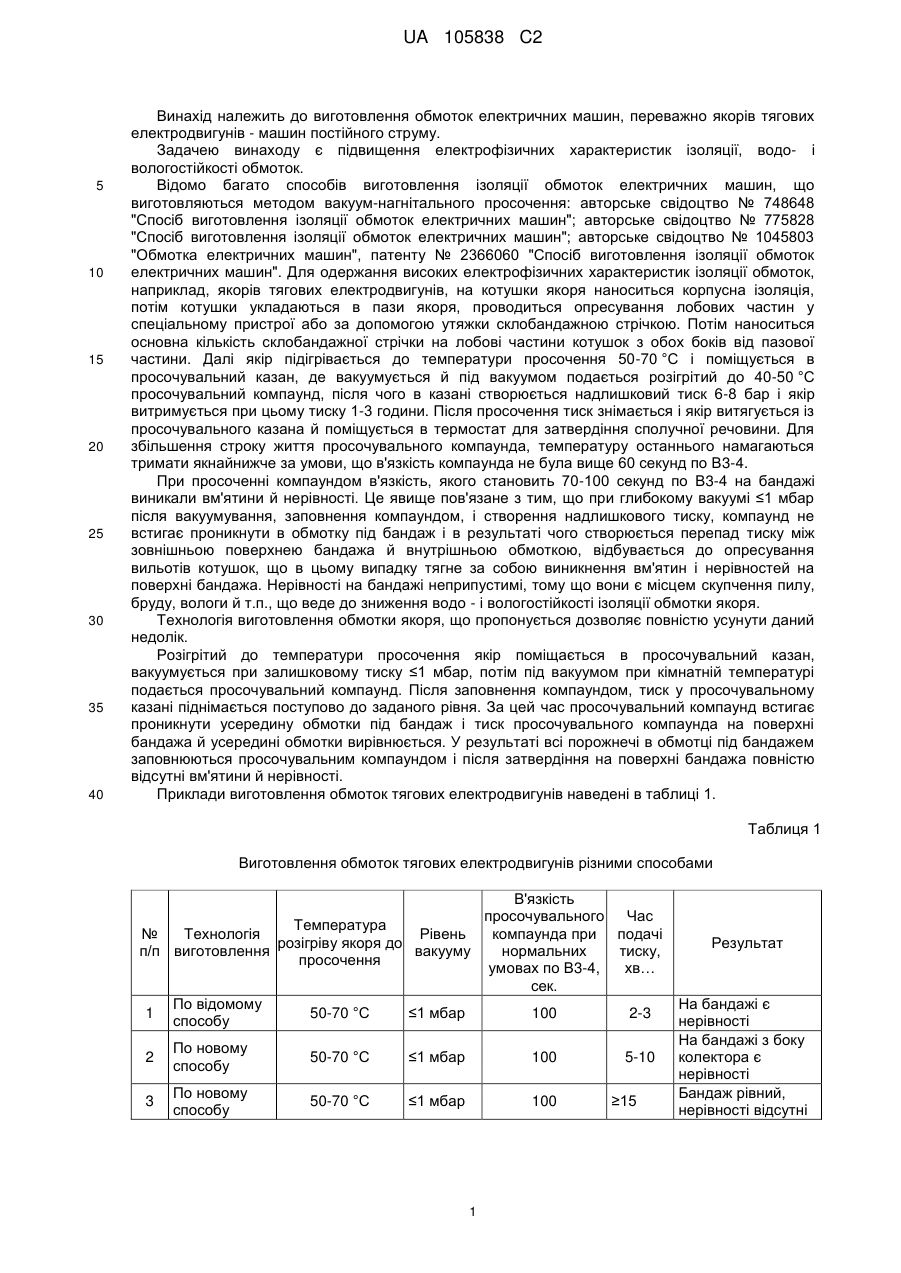
Реферат: Винахід належить до виготовлення обмоток електричних машин переважно якорів тягових електродвигунів - машин постійного струму. За технологією, що пропонується, розігрітий до температури просочення якір поміщується в просочувальний казан, вакуумується при залишковому тиску ≤1 мбар, потім під вакуумом, при кімнатній температурі подається просочувальний компаунд. Після заповнення компаундом, тиск у просочувальному казані піднімається поступово до заданого рівня. За цей час просочувальний компаунд встигає проникнути в усередину обмотки під бандаж і тиск просочувального компаунда на поверхні бандажа й усередині обмотки вирівнюється. У результаті всі порожнечі в обмотці під бандажем заповнюються просочувальним компаундом і після затвердіння на поверхні бандажа повністю відсутні вм'ятини й нерівності. UA 105838 C2 (12) UA 105838 C2 UA 105838 C2 5 10 15 20 25 30 35 40 Винахід належить до виготовлення обмоток електричних машин, переважно якорів тягових електродвигунів - машин постійного струму. Задачею винаходу є підвищення електрофізичних характеристик ізоляції, водо- і вологостійкості обмоток. Відомо багато способів виготовлення ізоляції обмоток електричних машин, що виготовляються методом вакуум-нагнітального просочення: авторське свідоцтво № 748648 "Спосіб виготовлення ізоляції обмоток електричних машин"; авторське свідоцтво № 775828 "Спосіб виготовлення ізоляції обмоток електричних машин"; авторське свідоцтво № 1045803 "Обмотка електричних машин", патенту № 2366060 "Спосіб виготовлення ізоляції обмоток електричних машин". Для одержання високих електрофізичних характеристик ізоляції обмоток, наприклад, якорів тягових електродвигунів, на котушки якоря наноситься корпусна ізоляція, потім котушки укладаються в пази якоря, проводиться опресування лобових частин у спеціальному пристрої або за допомогою утяжки склобандажною стрічкою. Потім наноситься основна кількість склобандажної стрічки на лобові частини котушок з обох боків від пазової частини. Далі якір підігрівається до температури просочення 50-70 °C і поміщується в просочувальний казан, де вакуумується й під вакуумом подається розігрітий до 40-50 °C просочувальний компаунд, після чого в казані створюється надлишковий тиск 6-8 бар і якір витримується при цьому тиску 1-3 години. Після просочення тиск знімається і якір витягується із просочувального казана й поміщується в термостат для затвердіння сполучної речовини. Для збільшення строку життя просочувального компаунда, температуру останнього намагаються тримати якнайнижче за умови, що в'язкість компаунда не була вище 60 секунд по В3-4. При просоченні компаундом в'язкість, якого становить 70-100 секунд по В3-4 на бандажі виникали вм'ятини й нерівності. Це явище пов'язане з тим, що при глибокому вакуумі ≤1 мбар після вакуумування, заповнення компаундом, і створення надлишкового тиску, компаунд не встигає проникнути в обмотку під бандаж і в результаті чого створюється перепад тиску між зовнішньою поверхнею бандажа й внутрішньою обмоткою, відбувається до опресування вильотів котушок, що в цьому випадку тягне за собою виникнення вм'ятин і нерівностей на поверхні бандажа. Нерівності на бандажі неприпустимі, тому що вони є місцем скупчення пилу, бруду, вологи й т.п., що веде до зниження водо - і вологостійкості ізоляції обмотки якоря. Технологія виготовлення обмотки якоря, що пропонується дозволяє повністю усунути даний недолік. Розігрітий до температури просочення якір поміщається в просочувальний казан, вакуумується при залишковому тиску ≤1 мбар, потім під вакуумом при кімнатній температурі подається просочувальний компаунд. Після заповнення компаундом, тиск у просочувальному казані піднімається поступово до заданого рівня. За цей час просочувальний компаунд встигає проникнути усередину обмотки під бандаж і тиск просочувального компаунда на поверхні бандажа й усередині обмотки вирівнюється. У результаті всі порожнечі в обмотці під бандажем заповнюються просочувальним компаундом і після затвердіння на поверхні бандажа повністю відсутні вм'ятини й нерівності. Приклади виготовлення обмоток тягових електродвигунів наведені в таблиці 1. Таблиця 1 Виготовлення обмоток тягових електродвигунів різними способами В'язкість просочувального Час Температура № Технологія Рівень компаунда при подачі розігріву якоря до п/п виготовлення вакууму нормальних тиску, просочення умовах по В3-4, хв… сек. По відомому 1 50-70 °C ≤1 мбар 100 2-3 способу 2 По новому способу 50-70 °C ≤1 мбар 100 3 По новому способу 50-70 °C ≤1 мбар 100 1 5-10 ≥15 Результат На бандажі є нерівності На бандажі з боку колектора є нерівності Бандаж рівний, нерівності відсутні UA 105838 C2 ФОРМУЛА ВИНАХОДУ 5 10 1. Спосіб виготовлення обмоток тягових електродвигунів шляхом просочення ізоляції обмотки якорів, що полягає в нанесенні на котушки склослюдовмісних стрічок, укладанні обмоток у пази якоря, нанесенні склобандажа, розігріві якоря до температури просочення, вакуумуванні в просочувальному казані, подачі під вакуумом компаунда, створенні на поверхні компаунда надлишкового тиску повітрям, який відрізняється тим, що просочувальний компаунд подають при кімнатній температурі, а подачу тиску здійснюють поступово від 1 до 8 бар протягом терміну, вибраного з діапазону від 10 до 15 хвилин. 2. Спосіб за п. 1, який відрізняється тим, що значення температури вибирають з діапазону від 20 до 25 °С. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMelnyk Tetiana Mykhailivna, Kapyrulia Volodymyr Mykhailovych, Ohonkov Viacheslav Hryhorievych
Автори російськоюМельник Татьяна Михайловна, Капируля Владимир Михайлович, Огоньков Вячеслав Григорьевич, Ященко Сергей Александрович
МПК / Мітки
МПК: H02K 15/12, H02K 3/32, H02K 3/12
Мітки: обмоток, тягових, електродвигунів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-105838-sposib-vigotovlennya-obmotok-tyagovikh-elektrodviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення обмоток тягових електродвигунів</a>
Спосіб просочення і сушіння обмоток якорів електродвигунів
Номер патенту: 73285
Опубліковано: 25.09.2012
Автори: Величко Ганна Іванівна, Іоффе Роман Борисович, Тирюто Владислав Ігоревич
МПК: H02K 15/12
Мітки: обмоток, електродвигунів, просочення, сушіння, якорів, спосіб
Формула / Реферат:
Спосіб просочення і сушіння обмоток якорів електродвигунів, що включає попередній підігрів обмотки якоря до необхідної температури пропусканням електричного струму через неї, подачу дози компонентів компаунда в мішалку, перемішування дози компонентів компаунда в мішалці, багаторазове видавлювання дози компаунда на лобові частини якоря, покрокове переміщення конвеєра і установку якоря безпосередньо під соплами подачі компаунда, обертання...
Спосіб виготовлення обмоток електродвигунів, генераторів та електромагнітних котушок
Номер патенту: 87483
Опубліковано: 10.02.2014
Автор: Вайгін Анатолій Клавдійович
МПК: H01F 5/00, H01F 27/28
Мітки: електродвигунів, генераторів, обмоток, виготовлення, котушок, електромагнітних, спосіб
Формула / Реферат:
1. Спосіб виготовлення обмоток електродвигунів, генераторів та електромагнітних котушок, який включає намотування на шаблон або на ізольовану деталь струмопровідного елемента, який відрізняється тим, що одночасно намотують щонайменше одну оголену струмопровідну стрічку, у якої ширина набагато більша її товщини, та щонайменше одну ізоляційну стрічку, у якої ширина дорівнює або більша ширини оголеної струмопровідної стрічки.2. Спосіб за...
Спосіб виготовлення багатошарової ізоляції обмоток електричних машин
Номер патенту: 89914
Опубліковано: 10.03.2010
Автори: Капіруля Володимир Михайлович, Біржин Алєксандр Павловіч, Огоньков Вячеслав Грігорьєвіч, Мельник Тетяна Михайлівна
МПК: H02K 3/00
Мітки: обмоток, електричних, машин, виготовлення, багатошарової, ізоляції, спосіб
Формула / Реферат:
1. Спосіб виготовлення багатошарової ізоляції обмоток, що полягає в нанесенні на обмотки склослюдовмісних стрічок з подальшим вакуумнагнітальним просоченням компаундами, який відрізняється тим, що багатошарове ізолювання обмотки здійснюють просоченими зв'язуючим засобом склослюдовмісними стрічками, причому щонайменше два шари виконують стрічками, оснащеними полімерною плівкою, а як зв'язуючий засіб для стрічок і як просочувальний засіб для...
Спосіб виготовлення литих короткозамкнутих обмоток роторів електродвигунів
Номер патенту: 21968
Опубліковано: 30.04.1998
Автори: Гіндес Леонид Петрович, Фіщенко Сергій Павлович, Чувашев Виктор Анатольович, Костріця Вячеслав Григорович, Шірнін Іван Григорович, Діренко Віталій Григорович
МПК: B22D 19/00
Мітки: роторів, короткозамкнутих, спосіб, виготовлення, обмоток, литих, електродвигунів
Формула / Реферат:
1. Способ изготовления литых короткозамкнутых обмоток роторов электродвигателей, включающий сборку литейной формы с сердечником, их подогрев и заливку расплава меди, отличающийся тем, что, с целью повышения качества и надежности электродвигателей, на наружную поверхность сердечника наносят слой из теплоизоляционного материала, нагрев сердечника ведут до 910 -960°С, а расплав меди заливают при 1240-1300°С. 2. Способ по п. 1,...
Спосіб діагностування тягових електродвигунів за нерівномірністю частоти обертання вала якоря

Номер патенту: 79340
Опубліковано: 25.04.2013
Автори: Коренюк Роман Олександрович, Очкасов Олександр Борисович, Боднар Борис Євгенович, Черняєв Дмитро Вікторович, Чернишов Сергій Михайлович
Мітки: спосіб, якоря, частоти, тягових, діагностування, обертання, електродвигунів, вала, нерівномірністю
Формула / Реферат:
Спосіб діагностування тягових електродвигунів за нерівномірністю частоти обертання вала якоря, який відрізняється тим, що вал якоря тягового електродвигуна з'єднують з датчиком, яким вимірюють миттєву кутову швидкість обертання вала якоря.
Попередній патент: Спосіб окислення вуглеводнів
Наступний патент: Інструмент для кріплення бирок на тваринах
Випадковий патент: Спосіб складання електродної свічки