Спосіб термічної обробки прокату з легованої сталі
Номер патенту: 110360
Опубліковано: 25.12.2015
Автори: Голубенко Тетяна Миколаївна, Луценко Ольга Владиславівна, Черниченко Валентина Григорівна, Луценко Владислав Анатолійович

Формула / Реферат
Спосіб термічної обробки прокату з легованої сталі, що включає охолодження після прокатки, нагрівання, ізотермічну витримку, охолодження, який відрізняється тим, що охолодження проводять до температур 300-350 °C, нагрівання виконують до температур АСl - (55-95 °C), ізотермічну витримку здійснюють протягом 4-5 годин, а охолодження після витримки проводять в печі, при цьому швидкість нагрівання та охолодження 25-40 °C/ год.
Текст
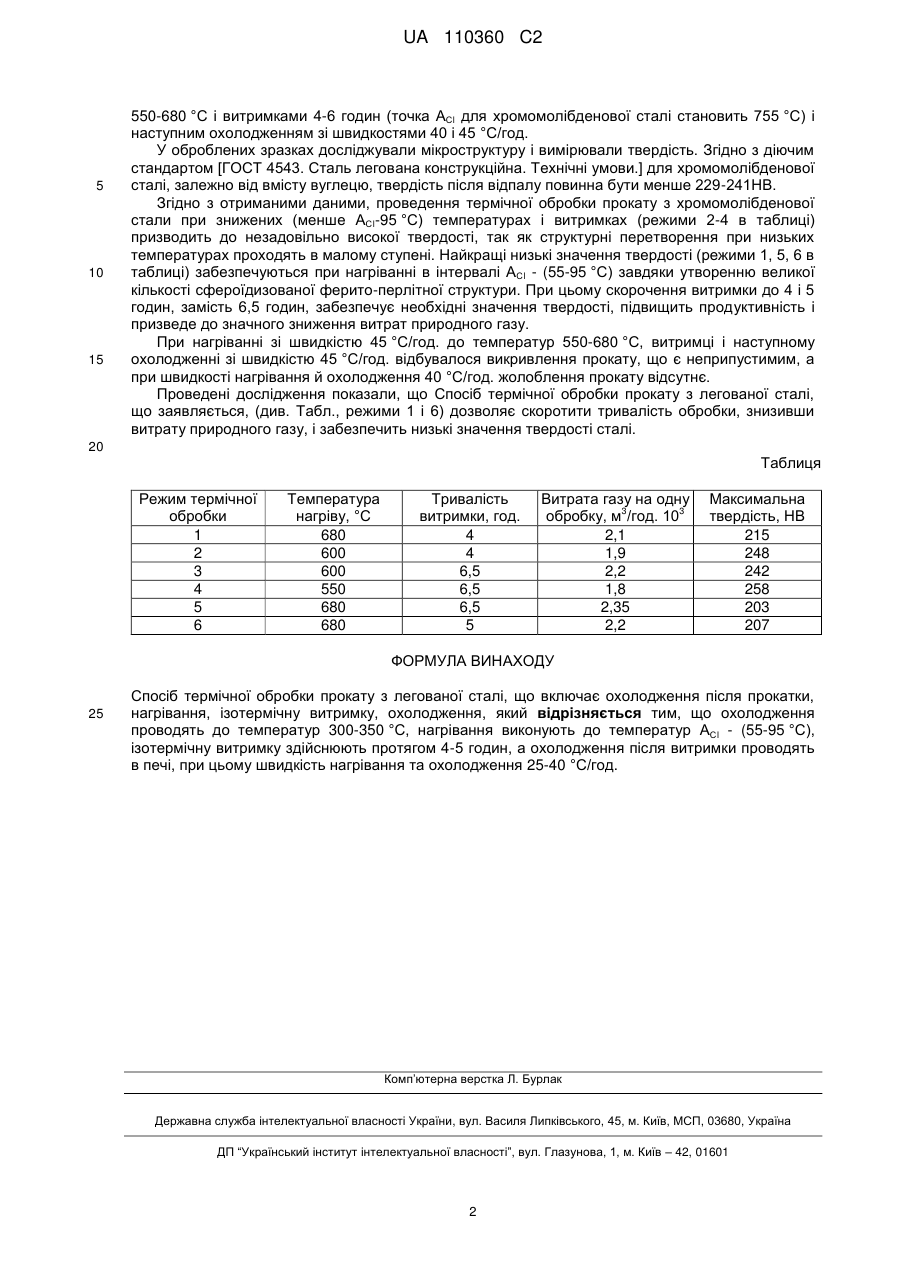
Реферат: Винахід належить до галузі чорної металургії, зокрема до способу термічної обробки прокату, і може бути використаним для виготовлення деталей відповідального призначення з легованої сталі для автобудування. Спосіб термічної обробки прокату з легованої сталі включає охолодження після прокатки до температур 300-350 °C, нагрівання до температур АСl - (5595 °C), ізотермічну витримку протягом 4-5 годин і охолодження в печі, при цьому швидкість нагрівання і охолодження 25-40 °C/год. Винахід забезпечує скорочення часу термообробки легованої сталі та зниження витрат енергоресурсів на цей процес. UA 110360 C2 (12) UA 110360 C2 UA 110360 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі чорної металургії, зокрема до способу термічної обробки прокату, і може бути використаним для виготовлення деталей відповідального призначення з легованої сталі для автобудування. Відомий спосіб термічної обробки прокату з легованої сталі, що включає копеж, першу аустенізацію, ізотермічну витримку на стадії охолодження до 250-300 °C, наступний високий відпуск при температурі АСl - (90-110 °C), другу аустенізацію, охолодження у воді, високий відпуск при температурі АСl -(60-120 °C) з охолодженням на повітрі. [Патент RU 2431686 С1, МПК C21D 3/06, С2D 1/78. Способ комплексной термической обработки крупногабаритных кованых заготовок из хромомолибденованадиевой стали. Заявл. 11.05.2010. - Опубл. 20.10.2011]. Недоліком відомого способу є велика тривалість і енерговитратність термічної обробки. Найбільш близьким за технічною сутністю і результатом, що досягається, є спосіб термічної обробки прокату з легованої сталі, що включає перерване загартування на бейніт, нагрів в міжкритичному інтервалі температур, витримку, охолодження до 650 600 °C, витримку протягом 40 50c, повторний нагрів до підкритичної температури зі швидкістю 15 20 °C/хв і охолодження на повітрі. [Патент UA 36892 U МПК C21D 1/26, C21D 1/78. Спосіб термічної обробки прокату з низько-і середньовуглецевих сталей для холодної висадки. Заявл. 23.05.2008.-Опубл. 10.11.2008]. Недоліком найближчого аналога з рівня техніки є значні енерговитрати, пов'язані з повторним нагріванням при проведенні процесу термічної обробки. Задача, яку вирішує винахід, полягає в зниженні енерговитрат на термічну обробку сталі. Технічний результат, що досягається при використанні винаходу, полягає в скороченні часу термічної обробки легованої сталі, що призводить до економії енергоресурсів при виробництві прокату для відповідальних автомобільних деталей. Вирішення поставленої задачі забезпечується тим, що проводиться охолодження і відпал при температурі АСl - (55-95 °C) з витримкою 4-5 годин і охолодженням у печі. Згідно з винаходом, спосіб, що заявляється, відрізняється тим, що охолодження проводять до температур 300-350° С, відпал проводять при температурі АСl -(55-95 °C), ізотермічну витримку виконують протягом 4-5 годин, охолодження здійснюють у печі, причому швидкість нагрівання та охолодження 25-40 °C/год. Спосіб термічної обробки прокату з легованої сталі, що заявляється, включає охолодження після прокатки до температур 300-350 °C, нагрівання до температур АСl -(55-95 °C), ізотермічну витримку 4-5 годин з охолодженням у печі, причому швидкість нагрівання та охолодження 2540 °C/ год. Суть способу, що заявляється, полягає в наступному. Прискорене охолодження легованої сталі після гарячої прокатки до температур 300-350 °C сприяє утворенню перлітної та метастабільної бейнітної структури, яка при подальшому нагріванні до АСl - (55-95 °C) і ізотермічній витримці протягом 4-5 годин зазнає перетворення, утворюючи сфероїдизовану ферито-перлітну структуру, що знижує твердість прокату. Зниження температури нагріву менш АСl-95 °C, або зниження часу витримки менше 4 годин призведе до неприпустимо високої твердості хромомолібденової сталі. Підвищення температури нагрівання більш АСl-55 °C або витримка більше 5 годин забезпечить низьку твердість, однак підвищить тривалість відпалу і призведе до додаткових витрат енергоресурсів. Повільна швидкість нагрівання і охолоджування (25-40 °C/год.) забезпечує рівномірні властивості по всьому перерізу прокату. Підвищення швидкості нагрівання або охолодження більше 40 °C/год. може привести до викривлення і нерівномірної твердості легованого прокату, що неприпустимо. Зниження швидкості нагрівання або охолодження менше 25 °C/год. на властивості прокату не впливає, проте значно підвищує тривалість термічної обробки і знижує продуктивність печі, що економічно недоцільно. Приклад конкретного виконання заявленого способу. Спосіб, що заявляється, був випробуваний в лабораторних умовах Інституту чорної металургії ім. З.І. Некрасова НАН України. Сортовий прокат діаметром 140 мм з хромомолібденової сталі (0,391 мас. %С, 0,257 мас. %Si, 0,748 мас. % Мn, 1,083 мас. %Сr, 0,248 мас. % Мо, 0,023 мас. %Р, 0,013 мас. %S) вироблений на ВАТ "Білоруський металургійний завод - управляюча компанія холдингу "Білоруська металургійна компанія" (ВАТ "БМЗ") з безперервнолитої заготовки, підданої нагріванню до температур аустенізації АС3 + (200-300 °C) і прокатці. Готовий сортовий прокат охолоджувався до 300-350 °C для отримання перлітної і бейнітної структури і піддавався термічній обробці за різними режимами з нагріванням зі швидкістю 40 і 45 °C/год. до температур 1 UA 110360 C2 5 10 15 550-680 °C і витримками 4-6 годин (точка АСl для хромомолібденової сталі становить 755 °C) і наступним охолодженням зі швидкостями 40 і 45 °C/год. У оброблених зразках досліджували мікроструктуру і вимірювали твердість. Згідно з діючим стандартом [ГОСТ 4543. Сталь легована конструкційна. Технічні умови.] для хромомолібденової сталі, залежно від вмісту вуглецю, твердість після відпалу повинна бути менше 229-241НВ. Згідно з отриманими даними, проведення термічної обробки прокату з хромомолібденової стали при знижених (менше АСl-95 °C) температурах і витримках (режими 2-4 в таблиці) призводить до незадовільно високої твердості, так як структурні перетворення при низьких температурах проходять в малому ступені. Найкращі низькі значення твердості (режими 1, 5, 6 в таблиці) забезпечуються при нагріванні в інтервалі АСl - (55-95 °C) завдяки утворенню великої кількості сфероїдизованої ферито-перлітної структури. При цьому скорочення витримки до 4 і 5 годин, замість 6,5 годин, забезпечує необхідні значення твердості, підвищить продуктивність і призведе до значного зниження витрат природного газу. При нагріванні зі швидкістю 45 °C/год. до температур 550-680 °C, витримці і наступному охолодженні зі швидкістю 45 °C/год. відбувалося викривлення прокату, що є неприпустимим, а при швидкості нагрівання й охолодження 40 °C/год. жолоблення прокату відсутнє. Проведені дослідження показали, що Спосіб термічної обробки прокату з легованої сталі, що заявляється, (див. Табл., режими 1 і 6) дозволяє скоротити тривалість обробки, знизивши витрату природного газу, і забезпечить низькі значення твердості сталі. 20 Таблиця Режим термічної обробки 1 2 3 4 5 6 Температура нагріву, °C 680 600 600 550 680 680 Тривалість витримки, год. 4 4 6,5 6,5 6,5 5 Витрата газу на одну 3 3 обробку, м /год. 10 2,1 1,9 2,2 1,8 2,35 2,2 Максимальна твердість, НВ 215 248 242 258 203 207 ФОРМУЛА ВИНАХОДУ 25 Спосіб термічної обробки прокату з легованої сталі, що включає охолодження після прокатки, нагрівання, ізотермічну витримку, охолодження, який відрізняється тим, що охолодження проводять до температур 300-350 °C, нагрівання виконують до температур АСl - (55-95 °C), ізотермічну витримку здійснюють протягом 4-5 годин, а охолодження після витримки проводять в печі, при цьому швидкість нагрівання та охолодження 25-40 °C/год. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюLutsenko Vladyslav Anatoliiovych, Chernychenko Valentyna Hryhorivna, Lutsenko Olha Vladyslavivna
Автори російськоюЛуценко Владислав Анатольевич, Черниченко Валентина Григорьевна, Луценко Ольга Владиславовна
МПК / Мітки
МПК: C21D 1/78, C21D 8/06, C21D 1/26
Мітки: спосіб, прокату, легованої, термічної, обробки, сталі
Код посилання
<a href="https://ua.patents.su/4-110360-sposib-termichno-obrobki-prokatu-z-legovano-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки прокату з легованої сталі</a>
Спосіб термічної обробки балонів високого тиску з легованої конструкційної сталі
Номер патенту: 8582
Опубліковано: 15.08.2005
Автори: Янковський Володимир Михайлович, Літвінський Яків Ісакович, Мельник Віктор Григорович, Сергєєв Віктор Володимирович, Юр'єв Михайло Павлович, Іванов Анатолій Іванович, Жарко Валентин Пантелеймонович, Соломадіна Єлизавета Андріївна
МПК: C21D 9/08
Мітки: тиску, конструкційної, балонів, сталі, високого, спосіб, обробки, термічної, легованої
Формула / Реферат:
Спосіб термічної обробки балонів з легованої конструкційної сталі, що включає нагрів балонів під загартування, загартування шляхом охолодження у воді і подальший відпуск при температурі 500-600°С з витримкою 60-90 хв., який відрізняється тим, що нагрів під загартування здійснюють до температури Тн, залежної від температури верхньої критичної точки Ас3 сталі, з якої виготовляють балон, від вмісту в ній вуглецю, марганцю, хрому, молібдену, яку...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, спосіб, термічної, обробки
Формула / Реферат:
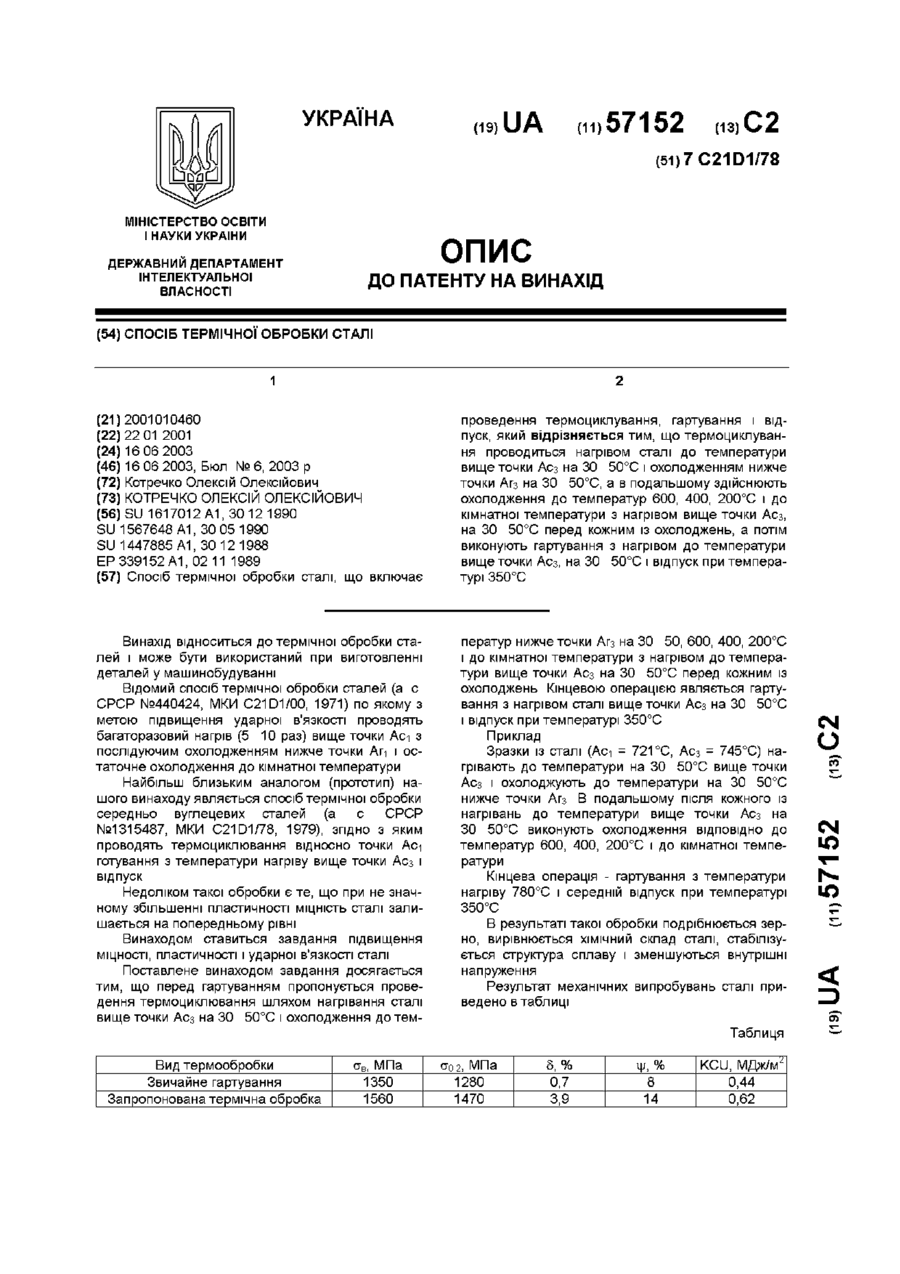
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки прокату з низько- і середньовуглецевих сталей для холодного висадження
Номер патенту: 36892
Опубліковано: 10.11.2008
Автори: Івченко Олександр Васильович, Лещенко Анатолій Миколайович, Колпак Віктор Потапович, Соболенко Марія Олександрівна, Кокашинська Галина Вікторівна
Мітки: прокату, спосіб, обробки, низької, сталей, середньовуглецевих, висадження, термічної, холодного
Формула / Реферат:
Спосіб термічної обробки прокату з низько- і середньовуглецевих сталей для холодного висадження, що включає перерване гартування, нагрів в міжкритичний інтервал температур, витримку, охолодження нижче Ас1, витримку і охолодження на повітрі, який відрізняється тим, що гартування виконують на бейніт, а охолодження проводять до температур 650-600 °С з наступною витримкою протягом 40-50 с, після чого здійснюють повторний нагрів до підкритичної...
Спосіб термічної обробки інструментальної сталі
Номер патенту: 81166
Опубліковано: 25.06.2013
Автори: Волчок Іван Петрович, Мітяєв Олександр Анатолійович, Тумко Олександр Миколайович, Пересаденко Ольга Віталіївна
МПК: C21D 6/00
Мітки: інструментальної, сталі, спосіб, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки інструментальної сталі, що включає охолодження сталі за допомогою вентилятора на повітрі, який відрізняється тим, що початкова температура термічної обробки сталі починається з температури кінця гарячого деформування, причому охолодження до 1000 °C здійснюється з неконтрольованою швидкістю, а охолодження з 1000 °C до 700 °C здійснюється з контрольованою середньою швидкістю 50±5 °C/хв., далі від...
Спосіб термічної обробки сталі для гарячого пресування
Номер патенту: 94746
Опубліковано: 25.11.2014
Автори: Гогаєв Казбек Олександрович, Сидорчук Олег Миколайович, Лук'янчук Василь Володимирович, Радченко Олександр Кузьмич
МПК: C21D 8/00
Мітки: спосіб, пресування, сталі, гарячого, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки сталі для гарячого пресування, що включає відпал, гартування в інтервалі температур 1020-1030 °C, який відрізняється тим, що заготовки одержують електрошлаковим литтям, а відпал виконується в інтервалі температур 730-770 °C.
Попередній патент: Сільськогосподарське знаряддя з пристроєм для подачі сигналу оператору, що сільськогосподарське знаряддя проходить раніше засіяну область
Наступний патент: Автономний засіб пожежогасіння
Випадковий патент: Загороджувальний бар'єр для залізничних переїздів