Спосіб виготовлення комбіновано виплавленої моделі
Номер патенту: 112014
Опубліковано: 25.11.2016
Автори: Помазенко Максим Олексійович, Іванова Ліна Олександрівна

Формула / Реферат
Спосіб виготовлення комбіновано виплавленої моделі, що включає запресовування модельної композиції в підігріту порожнину прес-форми, виготовлення промвставки і її установлення, охолодження і вилучення моделі, який відрізняється тим, що промвставку виготовляють з напівдорогоцінного каменю або з матеріалу, що імітує дорогоцінний камінь, яку закріплюють на поверхні моделі після охолодження і вилучення моделі з прес-форми.
Текст
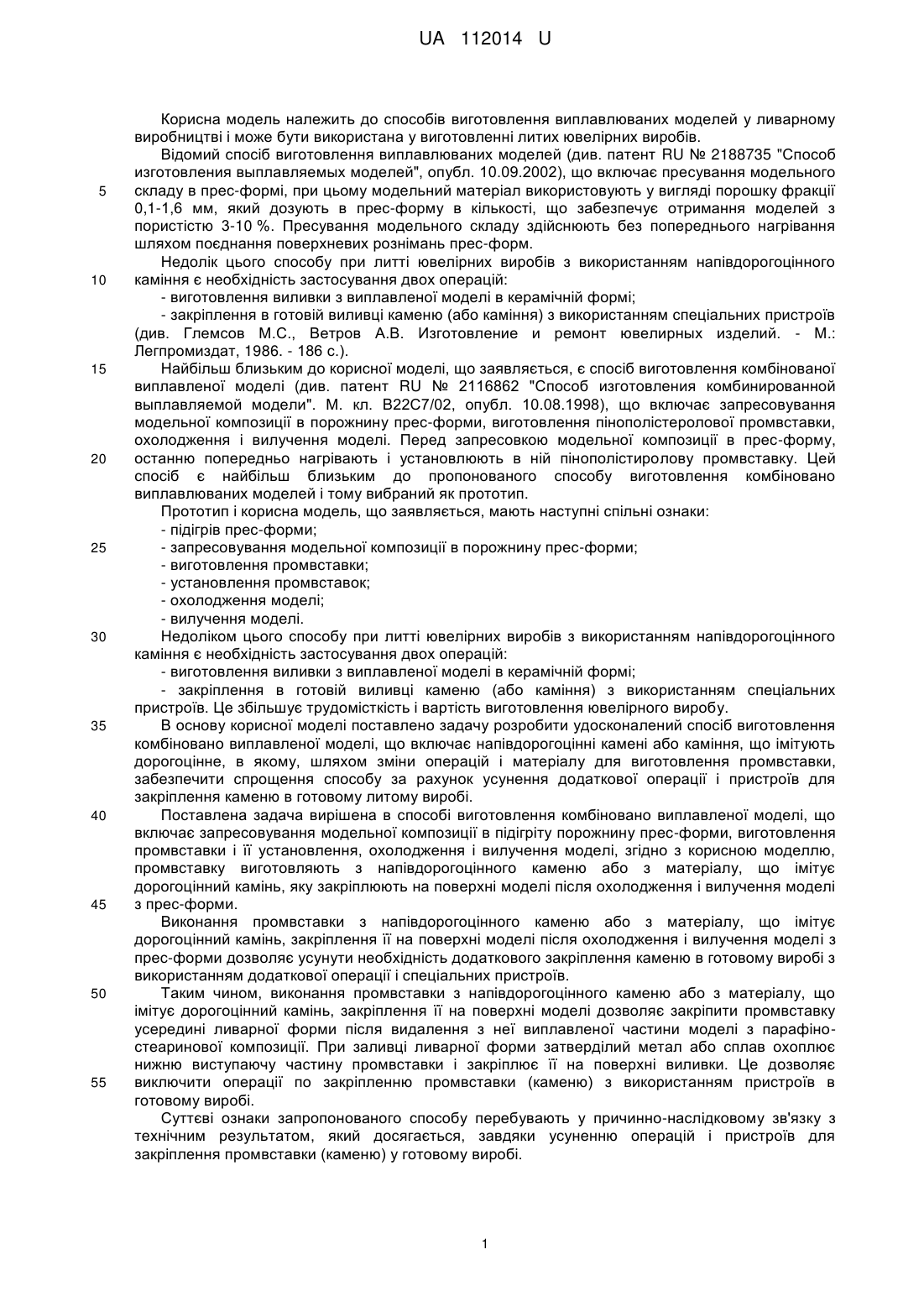
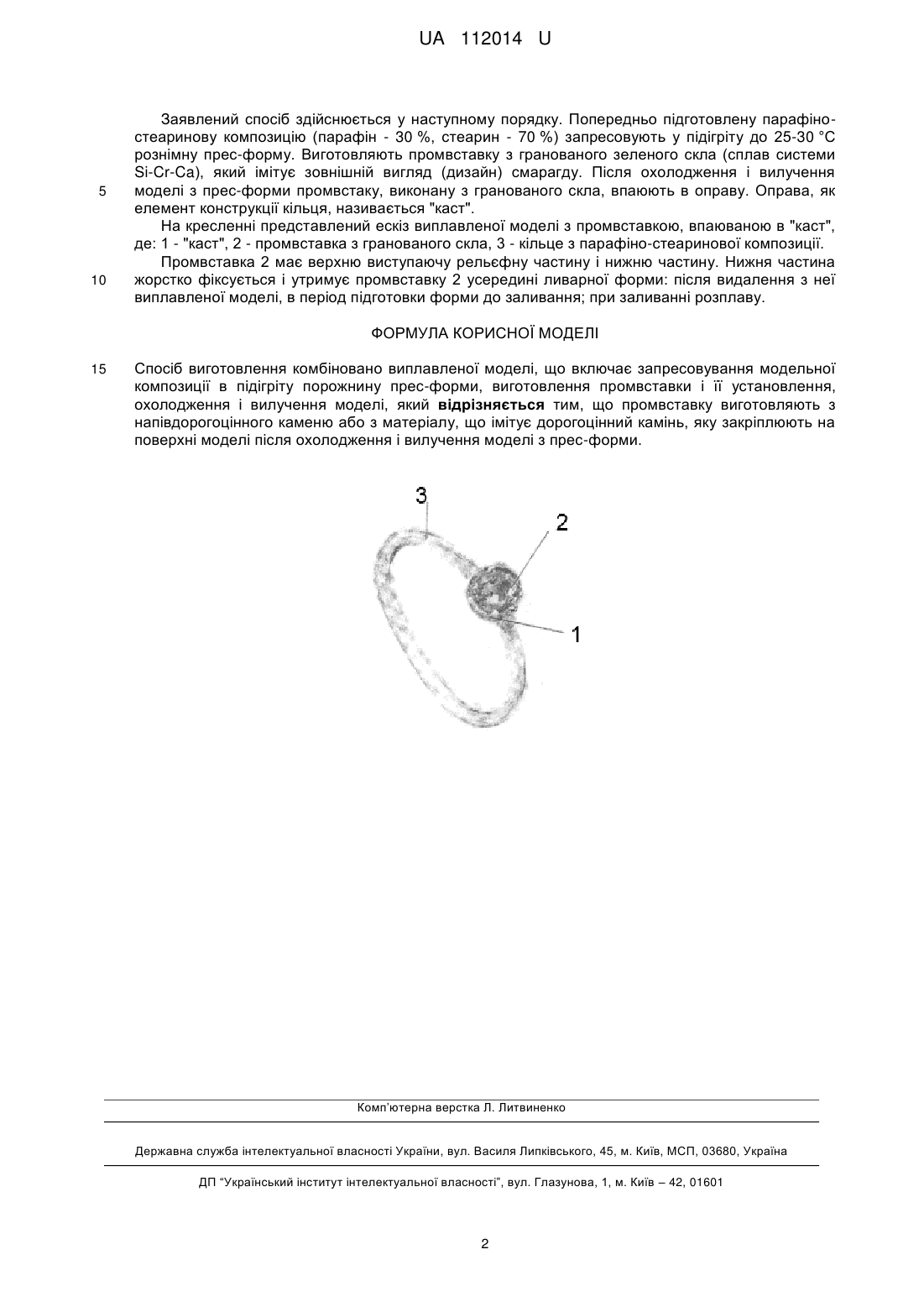
Реферат: Спосіб виготовлення комбіновано виплавленої моделі включає запресовування модельної композиції в підігріту порожнину прес-форми, виготовлення промвставки і її установлення, охолодження і вилучення моделі. При цьому промвставку виготовляють з напівдорогоцінного каменю або з матеріалу, що імітує дорогоцінний камінь, яку закріплюють на поверхні моделі після охолодження і вилучення моделі з прес-форми. UA 112014 U (54) СПОСІБ ВИГОТОВЛЕННЯ КОМБІНОВАНО ВИПЛАВЛЕНОЇ МОДЕЛІ UA 112014 U UA 112014 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів виготовлення виплавлюваних моделей у ливарному виробництві і може бути використана у виготовленні литих ювелірних виробів. Відомий спосіб виготовлення виплавлюваних моделей (див. патент RU № 2188735 "Способ изготовления выплавляемых моделей", опубл. 10.09.2002), що включає пресування модельного складу в прес-формі, при цьому модельний матеріал використовують у вигляді порошку фракції 0,1-1,6 мм, який дозують в прес-форму в кількості, що забезпечує отримання моделей з пористістю 3-10 %. Пресування модельного складу здійснюють без попереднього нагрівання шляхом поєднання поверхневих рознімань прес-форм. Недолік цього способу при литті ювелірних виробів з використанням напівдорогоцінного каміння є необхідність застосування двох операцій: - виготовлення виливки з виплавленої моделі в керамічній формі; - закріплення в готовій виливці каменю (або каміння) з використанням спеціальних пристроїв (див. Глемсов М.С., Ветров А.В. Изготовление и ремонт ювелирных изделий. - М.: Легпромиздат, 1986. - 186 с.). Найбільш близьким до корисної моделі, що заявляється, є спосіб виготовлення комбінованої виплавленої моделі (див. патент RU № 2116862 "Способ изготовления комбинированной выплавляемой модели". М. кл. B22С7/02, опубл. 10.08.1998), що включає запресовування модельної композиції в порожнину прес-форми, виготовлення пінополістеролової промвставки, охолодження і вилучення моделі. Перед запресовкою модельної композиції в прес-форму, останню попередньо нагрівають і установлюють в ній пінополістиролову промвставку. Цей спосіб є найбільш близьким до пропонованого способу виготовлення комбіновано виплавлюваних моделей і тому вибраний як прототип. Прототип і корисна модель, що заявляється, мають наступні спільні ознаки: - підігрів прес-форми; - запресовування модельної композиції в порожнину прес-форми; - виготовлення промвставки; - установлення промвставок; - охолодження моделі; - вилучення моделі. Недоліком цього способу при литті ювелірних виробів з використанням напівдорогоцінного каміння є необхідність застосування двох операцій: - виготовлення виливки з виплавленої моделі в керамічній формі; - закріплення в готовій виливці каменю (або каміння) з використанням спеціальних пристроїв. Це збільшує трудомісткість і вартість виготовлення ювелірного виробу. В основу корисної моделі поставлено задачу розробити удосконалений спосіб виготовлення комбіновано виплавленої моделі, що включає напівдорогоцінні камені або каміння, що імітують дорогоцінне, в якому, шляхом зміни операцій і матеріалу для виготовлення промвставки, забезпечити спрощення способу за рахунок усунення додаткової операції і пристроїв для закріплення каменю в готовому литому виробі. Поставлена задача вирішена в способі виготовлення комбіновано виплавленої моделі, що включає запресовування модельної композиції в підігріту порожнину прес-форми, виготовлення промвставки і її установлення, охолодження і вилучення моделі, згідно з корисною моделлю, промвставку виготовляють з напівдорогоцінного каменю або з матеріалу, що імітує дорогоцінний камінь, яку закріплюють на поверхні моделі після охолодження і вилучення моделі з прес-форми. Виконання промвставки з напівдорогоцінного каменю або з матеріалу, що імітує дорогоцінний камінь, закріплення її на поверхні моделі після охолодження і вилучення моделі з прес-форми дозволяє усунути необхідність додаткового закріплення каменю в готовому виробі з використанням додаткової операції і спеціальних пристроїв. Таким чином, виконання промвставки з напівдорогоцінного каменю або з матеріалу, що імітує дорогоцінний камінь, закріплення її на поверхні моделі дозволяє закріпити промвставку усередині ливарної форми після видалення з неї виплавленої частини моделі з парафіностеаринової композиції. При заливці ливарної форми затверділий метал або сплав охоплює нижню виступаючу частину промвставки і закріплює її на поверхні виливки. Це дозволяє виключити операції по закріпленню промвставки (каменю) з використанням пристроїв в готовому виробі. Суттєві ознаки запропонованого способу перебувають у причинно-наслідковому зв'язку з технічним результатом, який досягається, завдяки усуненню операцій і пристроїв для закріплення промвставки (каменю) у готовому виробі. 1 UA 112014 U 5 10 Заявлений спосіб здійснюється у наступному порядку. Попередньо підготовлену парафіностеаринову композицію (парафін - 30 %, стеарин - 70 %) запресовують у підігріту до 25-30 °C рознімну прес-форму. Виготовляють промвставку з гранованого зеленого скла (сплав системи Si-Cr-Ca), який імітує зовнішній вигляд (дизайн) смарагду. Після охолодження і вилучення моделі з прес-форми промвстаку, виконану з гранованого скла, впаюють в оправу. Оправа, як елемент конструкції кільця, називається "каст". На кресленні представлений ескіз виплавленої моделі з промвставкою, впаюваною в "каст", де: 1 - "каст", 2 - промвставка з гранованого скла, 3 - кільце з парафіно-стеаринової композиції. Промвставка 2 має верхню виступаючу рельєфну частину і нижню частину. Нижня частина жорстко фіксується і утримує промвставку 2 усередині ливарної форми: після видалення з неї виплавленої моделі, в період підготовки форми до заливання; при заливанні розплаву. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб виготовлення комбіновано виплавленої моделі, що включає запресовування модельної композиції в підігріту порожнину прес-форми, виготовлення промвставки і її установлення, охолодження і вилучення моделі, який відрізняється тим, що промвставку виготовляють з напівдорогоцінного каменю або з матеріалу, що імітує дорогоцінний камінь, яку закріплюють на поверхні моделі після охолодження і вилучення моделі з прес-форми. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22C 7/02
Мітки: моделі, комбінованої, виплавленої, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-112014-sposib-vigotovlennya-kombinovano-viplavleno-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення комбіновано виплавленої моделі</a>
Спосіб виготовлення моделі
Номер патенту: 36893
Опубліковано: 16.04.2001
Автори: Сіроштан Володимир Юрійович, Галенко Василь Петрович, Пирогов Олександр Дмитрович
МПК: B22C 7/00
Мітки: виготовлення, моделі, спосіб
Формула / Реферат:
Спосіб виготовлення моделі, що включає створення розрахунків і креслень, виготовлення по них чорнової моделі з подальшою її обробкою до заданих розмірів, який відрізняється тим, що чорнова модель виготовляється шляхом послідовного набору плоских елементів поперечних перетинів, виготовлених із застосуванням комп'ютерного моделювання моделі в цілому і її складової частини з подальшим моделюванням формотвірної поверхні складової частини...
Спосіб виготовлення оболонкової форми по легкоплавкій моделі
Номер патенту: 80509
Опубліковано: 10.06.2013
Автори: Стрюченко Андріан Олександрович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 7/02, B22C 1/16, B22C 9/04, B22C 9/12
Мітки: форми, моделі, виготовлення, спосіб, оболонкової, легкоплавкий
Формула / Реферат:
1. Спосіб виготовлення оболонкової форми по легкоплавкій моделі, який включає нанесення формувальної суміші на модель, виконану з замороженої води, розплавлення моделі і часткове вбирання в поверхневий шар формувальної суміші продуктів розплавлення моделі, введення в формувальну суміш перед нанесенням на модель першого інгредієнта - матеріалу, який сприяє створенню міцної кірки з продуктами розплавлення моделі, і в процесі використання цієї...
Спосіб виготовлення ливарної одноразової моделі
Номер патенту: 92226
Опубліковано: 11.10.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: одноразової, спосіб, моделі, ливарної, виготовлення
Формула / Реферат:
1. Спосіб виготовлення ливарної одноразової моделі з пінопластів, порядок виконання якого полягає у виготовленні окремих елементів включно з деталями ливникової системи, а потім збиранні їх в єдину конструкцію, який відрізняється тим, що елементи виготовляють плоскими, а потім згортають їх в трубчасті або інші просторові конструкції, причому в плоских елементах перед згортанням їх в місці вигину виконують клиноподібні вибірки паралельні осі,...
Спосіб виготовлення моделі стопи
Номер патенту: 67111
Опубліковано: 15.06.2004
Автори: Калінін Олег Юрійович, Маєвський Віталій Сергійович, Бажина Олена Миколаївна, Салєєва Антоніна Денисівна
МПК: A61F 5/14
Мітки: спосіб, стопи, моделі, виготовлення
Формула / Реферат:
Спосіб виготовлення моделі стопи, що включає навантаження формувального сипучого матеріалу силою власної ваги пацієнта, створення вакуумного розрідження в сипучому формувальному матеріалі і коригування негатива стопи, який відрізняється тим, що еластичну оболонку з сипучим формувальним матеріалом встановлюють з підйомом в ділянці п'ятки моделі на 2-3 см, при навантаженні формувального сипучого матеріалу переміщують вагу тіла пацієнта в позі...
Спосіб виготовлення ливарної форми по крижаній моделі
Номер патенту: 85830
Опубліковано: 10.12.2013
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02
Мітки: виготовлення, форми, моделі, спосіб, крижаний, ливарної
Формула / Реферат:
1. Спосіб виготовлення ливарної форми по крижаній моделі, що включає нанесення незв'язаної піщаної формувальної суміші зі зв'язуючим і речовинами, що сприяють твердненню цього зв'язуючого в результаті хімічних реакцій, на модель, ущільнення цієї формувальної суміші навколо моделі, розплавлення моделі з одночасним створенням порожнини піщаної форми, заповненої розплавом моделі, просочування шару цієї формувальної суміші розплавом моделі,...
Попередній патент: Сімейний скутер
Наступний патент: Збагачувальний комплекс
Випадковий патент: Пневмогідравлічний підсилювач приводу керування зчепленням транспортного засобу