Спосіб кріплення пластинчатих кристалічних заготовок, зокрема корунду
Номер патенту: 114902
Опубліковано: 27.03.2017
Автори: Кривоногов Сергій Іванович, Каніщев Василь Миколайович, Вовк Олена Олександрівна, Гринь Леонід Олексійович, Будніков Олександр Тимофійович

Формула / Реферат
Спосіб кріплення пластинчастих кристалічних заготовок, зокрема корунду, що включає підготовку пластинчастої кристалічної заготовки механічною обробкою поверхні, закріплення заготовки обробленою поверхнею на металевій планшайбі приклеюванням смоляною композицією, який відрізняється тим, що між кристалічною заготовкою і планшайбою додатково розміщують буферну пластину у формі планшайби, виконану з матеріалу, ідентичного матеріалу заготовки, причому товщина пластини повинна бути не менше товщини заготовки.
Текст
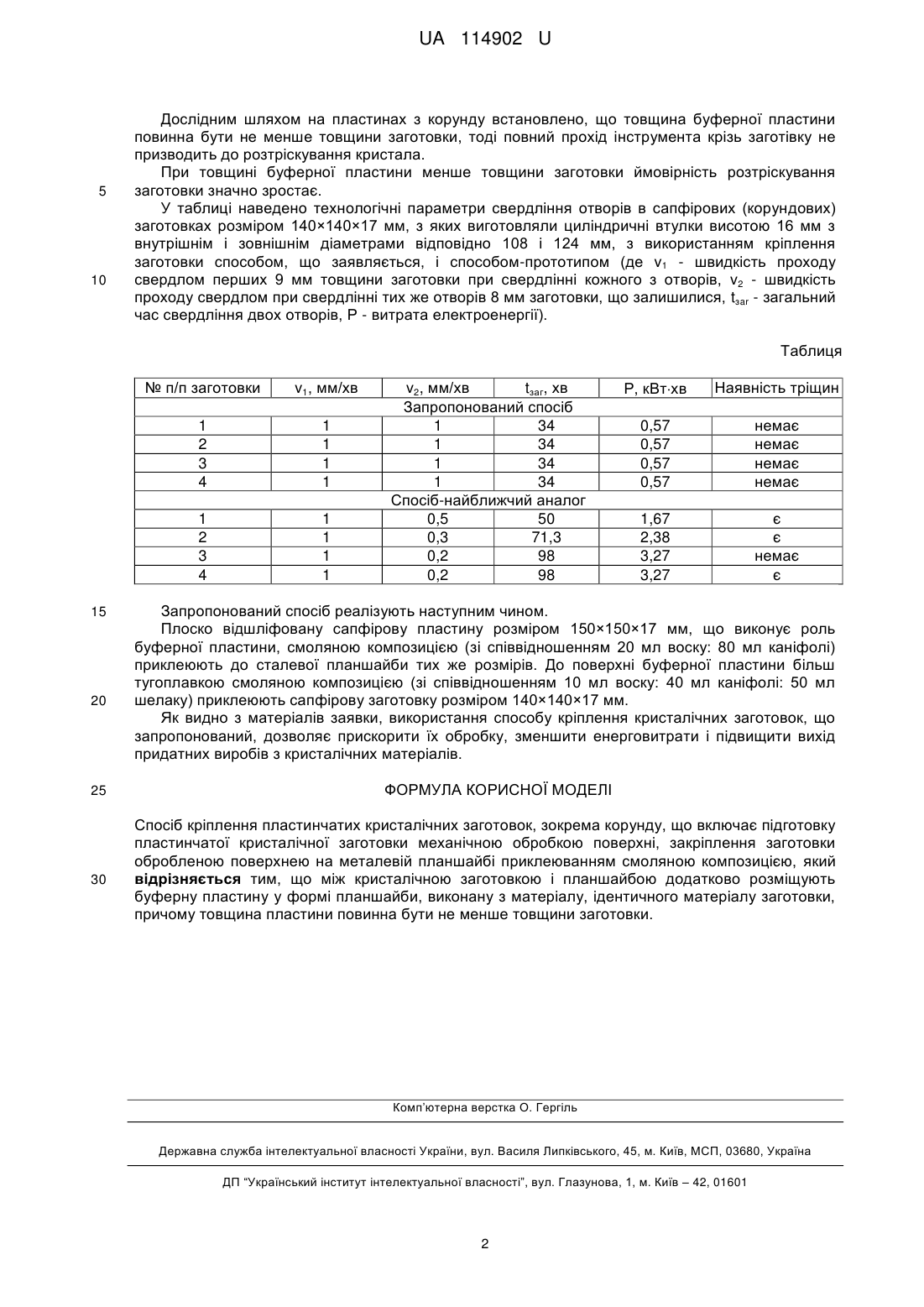
Реферат: Спосіб кріплення пластинчатих кристалічних заготовок, зокрема корунду, включає підготовку пластинчатої кристалічної заготовки механічною обробкою поверхні, закріплення заготовки обробленою поверхнею на металевій планшайбі приклеюванням смоляною композицією. Між кристалічною заготовкою і планшайбою додатково розміщують буферну пластину у формі планшайби, виконану з матеріалу, ідентичного матеріалу заготовки. Товщина пластини повинна бути не менше товщини заготовки. UA 114902 U (12) UA 114902 U UA 114902 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області обробки кристалів та може бути використана при свердлінні отворів у кристалічних заготовках. Відомий спосіб кріплення кристалічних заготовок в пристрої або верстаті механічним затиском за допомогою лещат, струбцин, цангових патронів та інших пристроїв [Справочник технолога-оптика. Под. Ред. М.А. Окатова. - СПб.: Политехника, 2004. - 679 с.]. Недоліком такого способу кріплення є те, що при механічному затиску кристала в ньому виникають механічні напруження, які збільшують ймовірність його розтріскування при обробці. Відомий спосіб еластичного (за допомогою так званої смоляної подушки) кріплення заготовки до металевого пристрою [Ардамацький А.Л. Алмазна обробка оптичних деталей. - Л.: Машинобудування, 1978. - 232 с.]. Товщина смоляного шару між поверхнею заготовки і поверхнею пристрою при такому способі кріплення може досягати 5 мм, через це повернута до пристрою поверхня заготівки може бути опуклою, увігнутою або мати невеликі виступи та западини. Недоліком способу є відсутність жорсткості, яка є необхідною для деяких видів механічної обробки кристалів, наприклад при свердлінні в корунді отвору діаметром кілька десятків міліметрів. Найближчим аналогом є спосіб кріплення пластинчатих кристалічних заготовок у верстаті або пристрої за допомогою металевої планшайби [Довідник технолога-оптика. Під. Ред. М.А. Окатова. - СПб.: Політехніка, 2004. - 679 с.]. Суть його полягає в тому, що шляхом попередньої обробки, наприклад плоским шліфуванням, одній із сторін кристалічної пластини надають пласку форму. Цією стороною пластину приклеюють до планшайби смоляною композицією, а потім планшайбу кріплять до верстата або пристрою. Товщина смоляного шару між пласкими поверхнями заготовки і планшайби становить не більше 0,1 мм, тому утворюється блок, який має жорсткість, практично достатню для будь-якої механічної обробки кристалів. При проникненні інструмента углиб масивної кристалічної заготовки механічні напруження в ній розподіляються досить рівномірно, але зі зменшенням товщини заготовки, що залишилась неушкодженою, вірогідність розтріскування збільшується за рахунок деформацій, які виникають під дією залишкових внутрішніх напружень, присутніх в заготовці. Також у міру наближення інструмента до границі кристал-метал під дією осьового тиску приповерхневий кристалічний шар в очікуваному місці виходу інструмента із заготовки зазнає локальних напружень, які істотно відрізняються від напружень в решті кристала. Так, при підході крайки свердла до границі корунд-сталь внаслідок значної відмінності механічних властивостей корунду і сталі заготовка зазнає сколюючого напруження, що й призводить до її розтріскування. Щоб уникнути розтріскування кристала доводиться істотно зменшувати швидкість подачі інструмента у напрямку вказаної границі. Але навіть в цьому випадку через велику кількість факторів, що впливають на процес обробки кристалів, неможливо досягти високого виходу виробів без тріщин. В основу корисної моделі поставлена задача, що полягає у розробці способу кріплення пластинчатих кристалічних заготовок, зокрема корунду, який дозволить зменшити енерговитрати, знизити ймовірність розтріскування кристалів при їх обробці без зниження швидкості різання, таким чином, знизити собівартість виробів з кристалів, зокрема виробів з корунду. Поставлена задача вирішується тим, що в способі кріплення пластинчатих кристалічних заготовок, зокрема корунду, що включає підготовку пластинчатої кристалічної заготовки механічною обробкою поверхні, закріплення заготовки обробленою поверхнею на металевій планшайбі приклеюванням смоляною композицією, згідно з корисною моделлю, між кристалічною заготовкою і планшайбою додатково розміщують буферну пластину у формі планшайби, виконану з матеріалу, ідентичного матеріалу заготовки, причому товщина пластини повинна бути не менше товщини заготовки. Розміщення буферної пластини з матеріалу, ідентичного матеріалу заготовки, між металевою планшайбою і заготовкою дозволяє знизити механічні напруження у напрямку подачі інструмента, розподіляючи їх по сумарній товщині заготовки та буферної пластини. Водночас, завдяки однаковому коефіцієнту термічного розширення заготовки та буферної пластини, деформації, які виникають під час різання та обумовлені дією внутрішніх напружень в заготовці, недостатні для утворення тріщин в крихкому матеріалі, зокрема корунді. Це є особливо важливим в кінці операції різання, коли опір матеріалу заготовки деформаціям послаблюється, але завдяки приклеєній буферній пластині є додатковий опір буферної пластини, що усуває причину виникнення тріщин. 1 UA 114902 U 5 10 Дослідним шляхом на пластинах з корунду встановлено, що товщина буферної пластини повинна бути не менше товщини заготовки, тоді повний прохід інструмента крізь заготівку не призводить до розтріскування кристала. При товщині буферної пластини менше товщини заготовки ймовірність розтріскування заготовки значно зростає. У таблиці наведено технологічні параметри свердління отворів в сапфірових (корундових) заготовках розміром 140×140×17 мм, з яких виготовляли циліндричні втулки висотою 16 мм з внутрішнім і зовнішнім діаметрами відповідно 108 і 124 мм, з використанням кріплення заготовки способом, що заявляється, і способом-прототипом (де v1 - швидкість проходу свердлом перших 9 мм товщини заготовки при свердлінні кожного з отворів, v2 - швидкість проходу свердлом при свердлінні тих же отворів 8 мм заготовки, що залишилися, tзar - загальний час свердління двох отворів, Р - витрата електроенергії). Таблиця № п/п заготовки 1 2 3 4 20 25 30 1 1 1 1 1 2 3 4 15 v1, мм/хв 1 1 1 1 v2, мм/хв tзаг, хв Запропонований спосіб 1 34 1 34 1 34 1 34 Спосіб-найближчий аналог 0,5 50 0,3 71,3 0,2 98 0,2 98 Р, кВтхв Наявність тріщин 0,57 0,57 0,57 0,57 немає немає немає немає 1,67 2,38 3,27 3,27 є є немає є Запропонований спосіб реалізують наступним чином. Плоско відшліфовану сапфірову пластину розміром 150×150×17 мм, що виконує роль буферної пластини, смоляною композицією (зі співвідношенням 20 мл воску: 80 мл каніфолі) приклеюють до сталевої планшайби тих же розмірів. До поверхні буферної пластини більш тугоплавкою смоляною композицією (зі співвідношенням 10 мл воску: 40 мл каніфолі: 50 мл шелаку) приклеюють сапфірову заготовку розміром 140×140×17 мм. Як видно з матеріалів заявки, використання способу кріплення кристалічних заготовок, що запропонований, дозволяє прискорити їх обробку, зменшити енерговитрати і підвищити вихід придатних виробів з кристалічних матеріалів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб кріплення пластинчатих кристалічних заготовок, зокрема корунду, що включає підготовку пластинчатої кристалічної заготовки механічною обробкою поверхні, закріплення заготовки обробленою поверхнею на металевій планшайбі приклеюванням смоляною композицією, який відрізняється тим, що між кристалічною заготовкою і планшайбою додатково розміщують буферну пластину у формі планшайби, виконану з матеріалу, ідентичного матеріалу заготовки, причому товщина пластини повинна бути не менше товщини заготовки. Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65H 9/00, C30B 29/00
Мітки: зокрема, корунду, кристалічних, кріплення, заготовок, спосіб, пластинчатих
Код посилання
<a href="https://ua.patents.su/4-114902-sposib-kriplennya-plastinchatikh-kristalichnikh-zagotovok-zokrema-korundu.html" target="_blank" rel="follow" title="База патентів України">Спосіб кріплення пластинчатих кристалічних заготовок, зокрема корунду</a>
Спосіб кріплення кристалічних заготовок, зокрема корунду
Номер патенту: 66120
Опубліковано: 26.12.2011
Автори: Каніщев Василь Миколайович, Вовк Олена Олександрівна, Кривоногов Сергій Іванович, Будніков Олександр Тимофійович
МПК: B65H 9/00, G01B 1/00, B24B 7/00
Мітки: кріплення, спосіб, зокрема, заготовок, кристалічних, корунду
Формула / Реферат:
Спосіб кріплення кристалічних заготовок, зокрема корунду, при якому розплавлену смолу заливають у заглиблення пристрою, заготовку занурюють у смолу, з'єднують пристрій та заготовку, пристрій з приклеєною до нього заготовкою охолоджують до температури затвердіння смоли, який відрізняється тим, що поверхні пристрою та заготовки, які склеюються, перед заливанням смоли покривають при кімнатній температурі тонким шаром розчину наклеювальної смоли...
Спосіб кріплення кристалічних заготовок корунду
Номер патенту: 79011
Опубліковано: 10.04.2013
Автори: Кривоногов Сергій Іванович, Каніщев Василь Миколайович, Будніков Олександр Тимофійович, Вовк Олена Олександрівна
МПК: B65H 9/00
Мітки: кріплення, корунду, спосіб, кристалічних, заготовок
Формула / Реферат:
Спосіб кріплення кристалічних заготовок корунду, в якому поверхні пристрою та заготовки, що склеюються, покривають при кімнатній температурі тонким шаром розчину наклеювальної смоли в розчиннику при концентрації смоли 5-50 % і висушують природнім шляхом, після чого у заглибленні пристрою розташовують композицію, що скріплює, та притискають заготовку до упору з пристроєм, який відрізняється тим, що як скріплюючу композицію використовують...
Спосіб кріплення кристалічних заготовок
Номер патенту: 83916
Опубліковано: 10.10.2013
Автори: Будніков Олександр Тимофійович, Вовк Олена Олександрівна, Каніщев Василь Миколайович, Кривоногов Сергій Іванович
МПК: B65H 9/00
Мітки: кріплення, заготовок, спосіб, кристалічних
Формула / Реферат:
Спосіб кріплення кристалічних заготовок, при якому на поверхні, що склеюються, наносять шар смоли, заготовки притискають одна до одної, розігрівають до температури розрідження смоли та охолоджують до температури її затвердіння, який відрізняється тим, що шар смоли на поверхнях, що склеюються, утворюють шляхом нанесення на них шару попередньо приготованого розчину смоли в розчиннику при концентрації смоли 5-20 ваг. %, який висушують природним...
Пристрій для блокування кристалічних заготовок
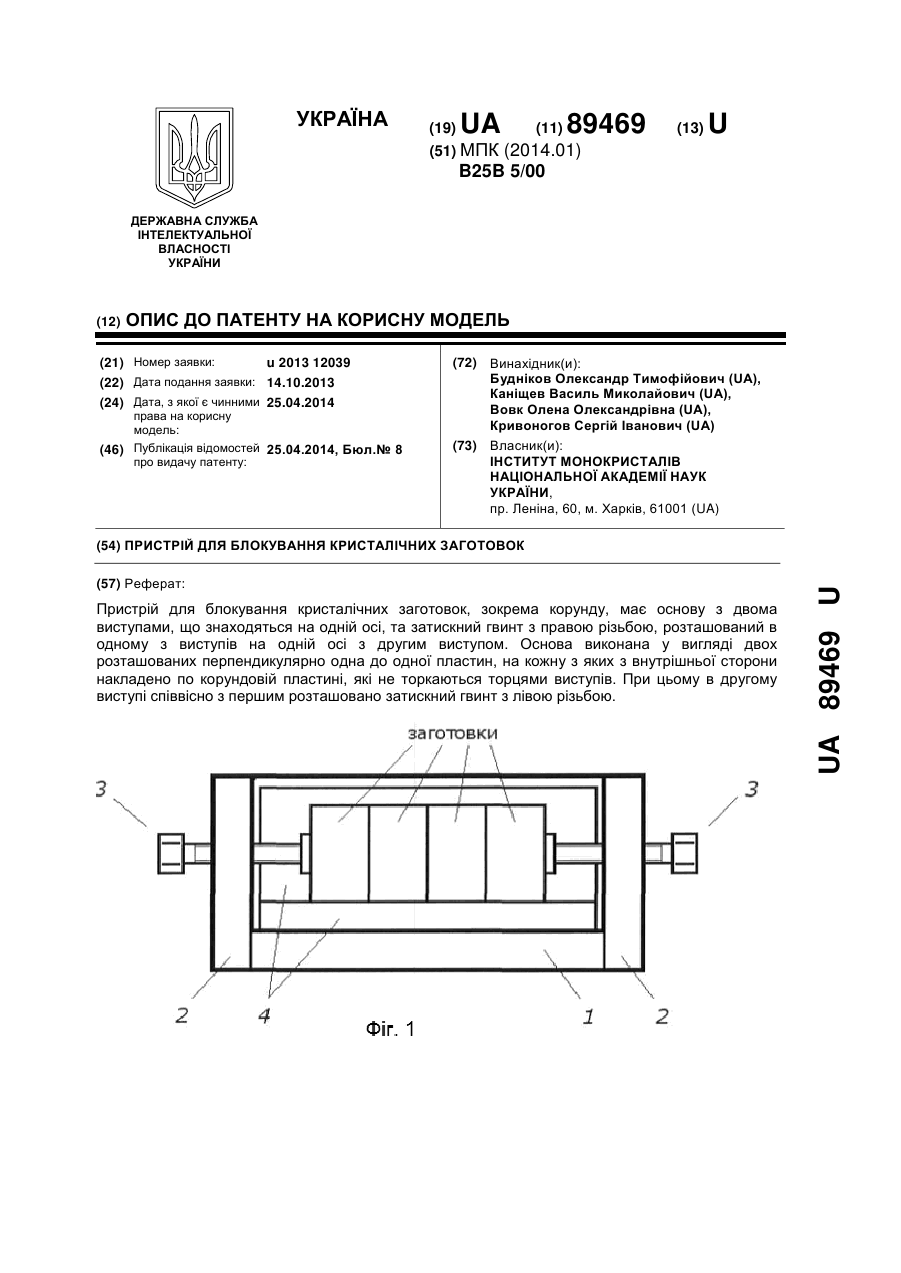
Номер патенту: 89469
Опубліковано: 25.04.2014
Автори: Вовк Олена Олександрівна, Кривоногов Сергій Іванович, Каніщев Василь Миколайович, Будніков Олександр Тимофійович
МПК: B25B 5/00
Мітки: кристалічних, заготовок, пристрій, блокування
Формула / Реферат:
Пристрій для блокування кристалічних заготовок, зокрема корунду, який має основу з двома виступами, що знаходяться на одній осі, та затискний гвинт з правою різьбою, розташований в одному з виступів на одній осі з другим виступом, який відрізняється тим, що основа виконана у вигляді двох розташованих перпендикулярно одна до одної пластин, на кожну з яких з внутрішньої сторони накладено по корундовій пластині, які не торкаються торцями...
Притискний пристрій для полірування кристалічних заготовок
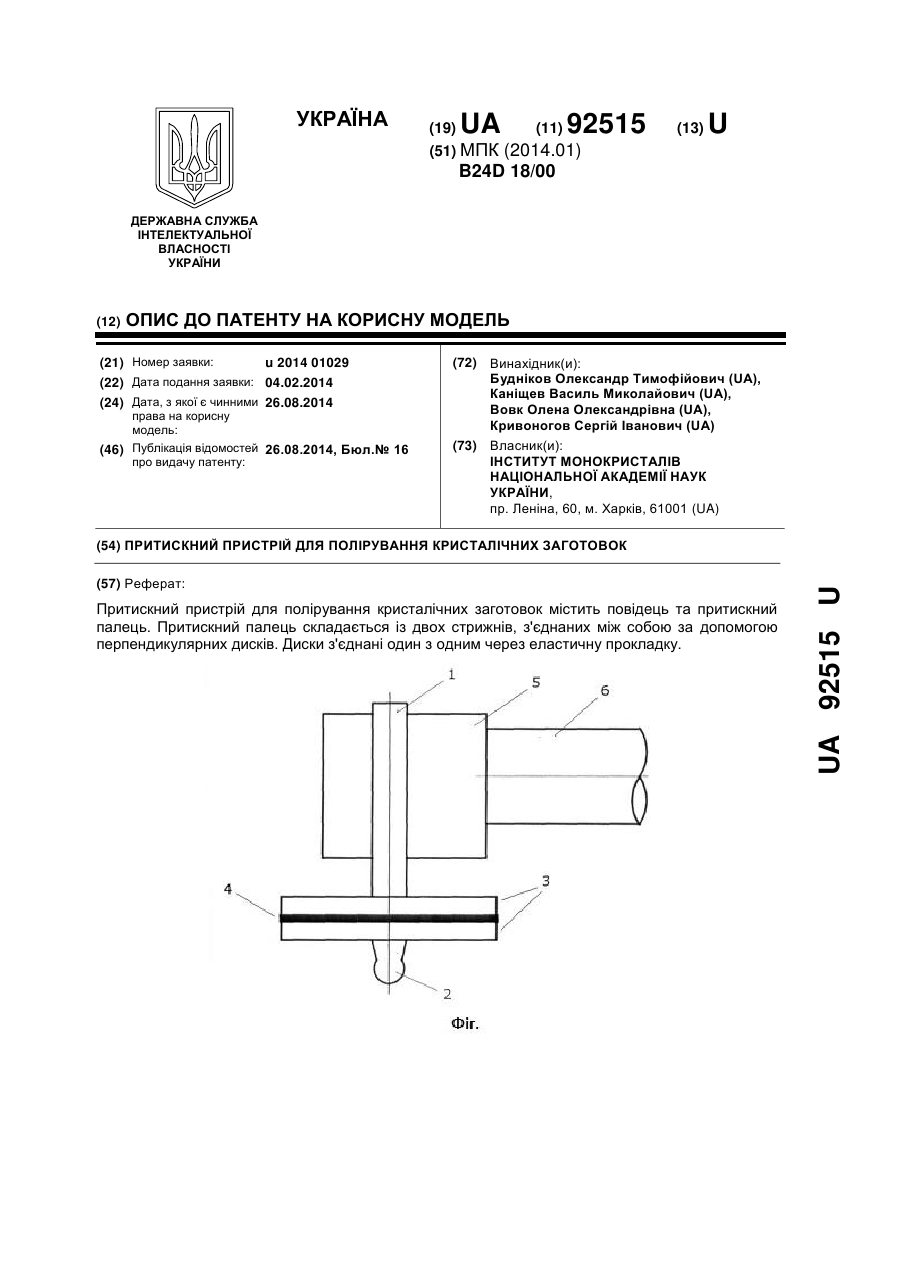
Номер патенту: 92515
Опубліковано: 26.08.2014
Автори: Кривоногов Сергій Іванович, Каніщев Василь Миколайович, Вовк Олена Олександрівна, Будніков Олександр Тимофійович
МПК: B24D 18/00
Мітки: кристалічних, притискний, полірування, пристрій, заготовок
Формула / Реферат:
Притискний пристрій для полірування кристалічних заготовок, що містить повідець та притискний палець, який відрізняється тим, що притискний палець складається із двох стрижнів, з'єднаних між собою за допомогою перпендикулярних дисків, при цьому диски з'єднані один з одним через еластичну прокладку.
Попередній патент: Спосіб корекції психосоматичних розладів у військових з посттравматичним синдромом
Наступний патент: Спосіб профілактики післяопераційних ускладнень при лікуванні генералізованого пародонтиту
Випадковий патент: Віброланцюгова дробарка