Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці
Номер патенту: 11531
Опубліковано: 15.12.2005
Автори: Руднєв Олександр Леонідович, Живченко Володимир Семенович, Горовий Семен Євгенович, Пахомов Юрій Анатолійович
Формула / Реферат
Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці, що включає розмотувальний пристрій, формуючий стан, дозатори, ділянку обтискання, тяговий пристрій, який відрізняється тим, що для введення принаймні одного компонента у вигляді дроту встановлюється ролик з направляючою канавкою по зовнішній твірній з притискним роликом, який входить в направляючу канавку, при цьому ширина канавки дорівнює розміру поперечного перерізу дроту, а глибина вибирається так, щоб вісь дроту компонента співпадала з віссю порошкового дроту.
Текст
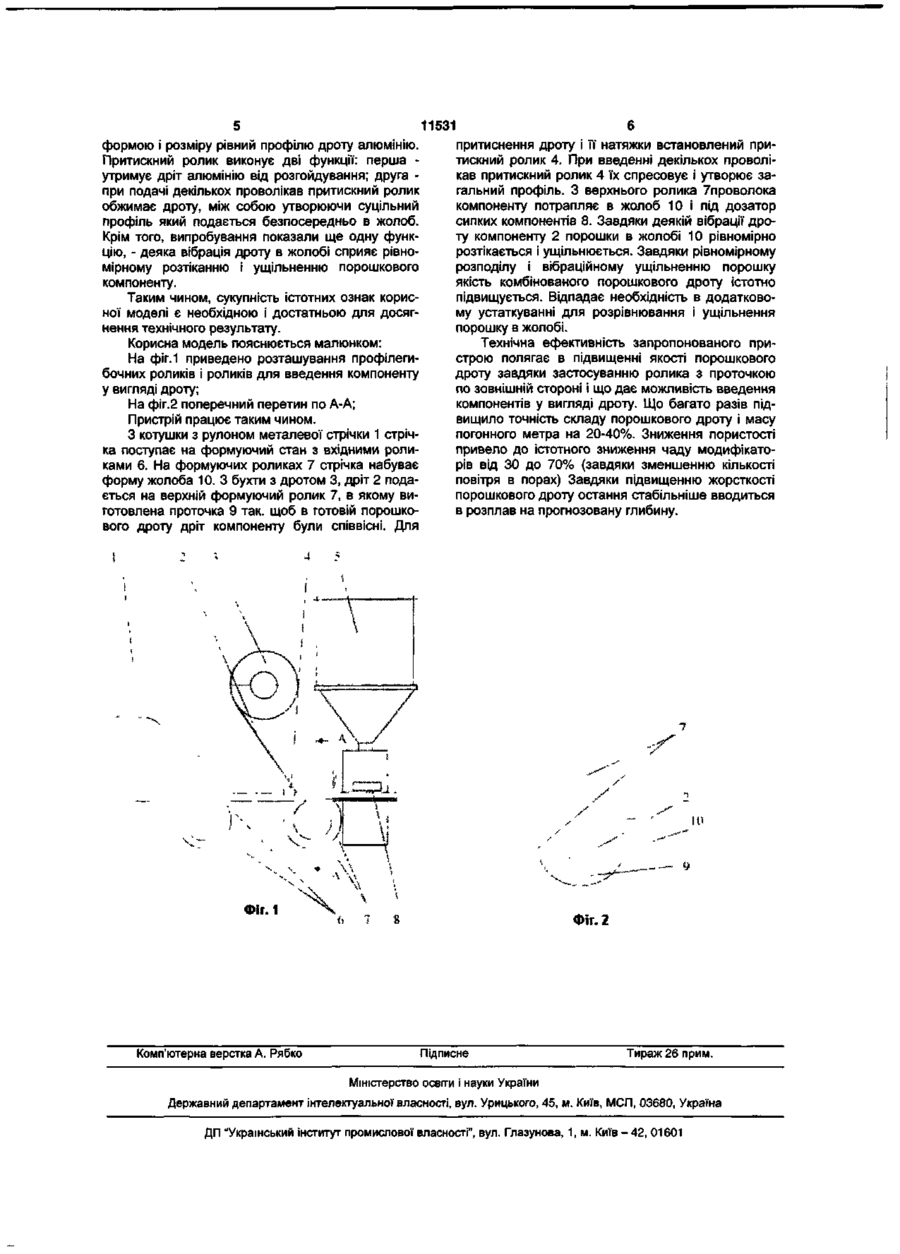
Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці, що вклю чає розмотувальний пристрій, формуючий стан, дозатори, ділянку обтискання, тяговий пристрій, який відрізняється тим, що для введення принаймні одного компонента у вигляді дроту встановлюється ролик з направляючою канавкою по зовнішній твірній з притискним роликом, який входить в направляючу канавку, при цьому ширина канавки дорівнює розміру поперечного перерізу дроту, а глибина вибирається так, щоб вісь дроту компонента співпадала з віссю порошкового дроту. Корисна модель відноситься до пристроїв для виготовлення порошкового дроту, вживаного у області металургії, зокрема при виробництві порошкових модифікаторів для обробки металевих розплавів хімічно активними і легуючими компонентами. Відома лінія для виробництва порошкового дроту в металевій оболонці в якій при простяганні стрічки через кліті з формуючими роликами формується жолоб, засипається в нього порошок через дозуючий пристрій, ущільнюється диском разрівнівателем, вторинним дозуванням і ущільненням, формуванням замкнутої оболонки і калібруванням через волочу. [Патент. SU №1790473 23.01.93. Бюл. №3] Недоліком такої лінії по виробництву порошкового дроту є конструктивна неможливість введення як наповнювач монолітного компоненту, наприклад, дроту різного перетину {круглої, прямокутної, багатокутної або смуги). Крім того, установка додаткового ущільнювача істотно ускладнює не тільки саму лінію, але що більш істотне, збільшує експлуатаційні витрати на додаткове устаткування і обслуговування. Точність дозування залежить від багатьох причин, але в основному від якості і стабільності установки разрівнівателя і ущільнювача, адже від них залежать кількісні характеристики порошкового дроту. В умовах роботи разрівнівателя і ущільнювача з абразивними матеріалами, відбувається їх швидкий абразивний знос, отже, робота цих пристроїв в часі нестабільна. Практика роботи з таким устаткуванням показала, що знос відбувається буквально за добу. Після чого необхідно зупиняти устаткування, заміни разрівнівателя, і регулювання всього комплексу лінії. Збільшення кількості дозаторів приводить до підвищення погрішностей при введенні порошків, так стрічкові дозатори мають погрішність 7%, отже, збільшення дозаторів приводить до збільшення погрішності кратно помилки дозатора. Найближчим за призначенням і істотним ознакам відома технологічна лінія для виробництва порошкового дроту. [Тітієвській В.М., Шевченко Ю.Т., Жабкин В.П. і ін. Освоєння технології виробництва порошкових проволікав для позапічної обробки металургійних розплавів // Метал і литво України. 2000 №12. 3.79.] У основу рішень по принциповій схемі формування металевої замкової оболонки встановлена стійкість профільованої стрічки в калібрах при швидкості 3 - 3м/с. Профілегибочний пристрій містить дев'ять горизонтальних, одну вертикальну робочі кліті і 4х-валковою калібруючу філь'єру. Початкова смуга формується в чорновій групі клітей до форми жолоба з приблизно вертикальним розташуванням полиць, а елементи замкового з'єднання оформляються після введення шихти. Засипка порошкоподібного матеріалу виробляється через два стрічкові дозатори, що, на думку авторів, забезпечить рівномірне заповнення сфор т CO 11531 мованого жолоба при виробництві однокомпонентного дроту і можливість виробництва двокомпонентної суміші з двох різнорідних (по насипній вазі) матеріалів. Для контролю наповнення дроту в лінії встановлений лазерний рівнемір, контролюючий висоту засипки порошку в жолобі і автоматично зупиняючий лінію при недотриманні цього параметра в заданих параметрах. Основними недоліками відомої технологічної лінії по виробництву порошкового дроту є: - використовування декількох стрічкових дозаторів. З багатьох джерел, наприклад підручник Фідельова А.С. Будівельні машини, видавництво «Вища школа», Київ, 1971р., Стр.279 сказано, що «Дозування за об'ємом не вимагає складного устаткування, але її точність значно нижче, ніж вагова. Це пояснюється тим, що об'єм матеріалів в значній мірі залежить від таких властивостей, як густина і вогкість. Так густина залежить від висоти і інтенсивності засипки і може коливатися в значних межах (до 50%)». Крім того насипна вага залежить від форми частинок матеріалу, наприклад, глобулярна форма сприяє збільшенню насипної маси, осколкова (роздрібнювана) різко підвищує в'язкість закінчення і формування вали, а, отже, і стабільність насипної маси. Ніж більше таких дозаторів тим, загалом, точність дозування украй низька; - установка для контролю наповнення дроту в лінії лазерного рівнеміра, який контролюючий висоту засипки порошку в жолоб взагалі втрачає значення, оскільки наповнювач, але різних виробництв (німецький, російський або місцевий) абсолютно відрізняються по текучості через відмінність фракційних складів. Наприклад, при випробуванні на текучість порошку селікокальція німецького виробництва встановлено, що йому досить 5мм виходу лійки для його витікання, для порошку російського виробництва навіть при 15мм виходу лійки необхідна вібрація. Крім того, висота валу, через відмінність у вугіллі природного укосу, в першому випадку істотно нижче, ніж в другому при однаковій вазі. Саме по цьому установка лазера недоцільна; - у відомій технологічній лінії по виробництву порошкового дроту неможливо вводити дротяного наповнювача з різною формою поперечного перетину. В основу корисної моделі поставлена задача підвищення довговічності і точності дозування компонентів, зниження кількості дозаторів, чаду компонентів і витрати дроту, шляхом введення, принаймні, одного з основних компонентів, у вигляді дроту різного поперечного перетину з додатковою добавкою порошкових матеріалів. Рішення цієї задачі дозволить істотно підвищити точність дозування, оскільки компонент, що вводиться, у вигляді дроту має постійну вагу і не залежить погодних умов (вогкість) і поліфракційного складу. Компонент у вигляді монолітного дроту не має пористості, отже, не вноситься кисень повітря, який знаходиться в порах порошку. Крім того, не вносяться оксиди, оскільки окислена поверхня порошку в десятки тисяч раз більш ніж у дроту, отже, підвищується чистота рідкого металу, в яку вводиться порошковий дріт. Суть корисної моделі полягає у тому, що для введення, принаймні, одного компоненту у вигляді дроту встановлюється ролик з направляючою канавкою по зовнішній утворюючій з притискним роликом який входить в направляючу канавку, при цьому ширина канавки рівна розміру поперечного перетину дроту, а глибина вибирається так, щоб вісь дроту компоненту співпадала з віссю порошкового дроту. Загальними істотними ознаками з прототипом є: Розмотувальний пристрій; Формуючий стан; Дозатори; Ділянка обжимання; Пристрій, що тягне. Відмінністю від прототипу є: Ролик з направляючою канавкою по зовнішній утворюючій і встановлений безпосередньо перед ділянкою засипки сипких компонентів. Менша кількість дозаторів. Приведені вище ознаки є необхідними і достатніми для всіх випадків, на які розповсюджується область застосування корисної моделі. Між істотними ознаками і технічним результатом - можливість введення компоненту у вигляді дроту, який має постійну вагу, і точність дозування визначається розмірами поперечного перетину дроту і не залежить від ступеня зносу ролика з направляючою канавкою по зовнішній утворюючій - існує причинно - слідчий зв'язок, який пояснюється таким чином. Установка ролика з направляючою канавкою по зовнішній утворюючій і притискною ролика безпосередньо за чорновою кліттю, де утворена форма жолоба з приблизно вертикальним розташуванням полиць, перед ділянкою засипки сипких компонентів дозвопить вводити дріт компоненту співвісний з профілем жолоба. Це дозволить одержати зазор між днищем жолоба і дротом компоненту. При засипці порошковий компонент прокидається в зазор і рівномірно оточує дріт компоненту. При необхідності, подачі декількох проволікав компонентів, в ролик з направляючою канавкою по зовнішній створючій підводиться дещо проволікав компоненту, які обжимаються притискним роликом в направляючій канавці і спільно подаються в жолоб. Приклад конкретного виконання. Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці складається з профилегибочного пристрою, який містить горизонтальну і вертикальну робочі кліті і валкову калібруючу філь'єру. Початкова смуга формується в чорновій групі клітей до форми жолоба з приблизно вертикальним розташуванням полиць. Засипка порошкоподібного матеріалу виробляється через один стрічковий дозатор другою, компонент - алюміній подається у вигляді дроту. Для введення алюмінію на останньому ролику чорнової кліті виточена канавка ширина, якій рівна діаметру дроту, а глибина складає півтора діаметрі алюмінієвого дроту. Дріт притискається до днища канавки притискним роликом. Товщина притискного ролика рівна ширині канавки. У притискному ролику виточена канавка таким чином, що в замкнутому стані зазор 11531 6 притиснення дроту і її натяжки встановлений приформою і розміру рівний профілю дроту алюмінію. тискний ролик 4. При введенні декількох проволіПритискний ролик виконує дві функції: перша кав притискний ролик 4 їх спресовує і утворює заутримує дріт алюмінію від розгойдування; друга гальний профіль. З верхнього ролика 7проволока при подачі декількох проволікав притискний ролик компоненту потрапляє в жолоб 10 і під дозатор обжимає дроту, між собою утворюючи суцільний сипких компонентів 8. Завдяки деякій вібрації дропрофіль який подається безпосередньо в жолоб. ту компоненту 2 порошки в жолобі 10 рівномірно Крім того, випробування показали ще одну функрозтікається і ущільнюється. Завдяки рівномірному цію, - деяка вібрація дроту в жолобі сприяє рівнорозподілу і вібраційному ущільненню порошку мірному розтіканню і ущільненню порошкового якість комбінованого порошкового дроту істотно компоненту. підвищується. Відпадає необхідність в додатковоТаким чином, сукупність істотних ознак корисму устаткуванні для розрівнювання і ущільнення ної моделі є необхідною і достатньою для досягпорошку в жолобі. нення технічного результату. Корисна модель пояснюється малюнком: Технічна ефективність запропонованого приНа фіг. 1 приведено розташування профілегистрою полягає в підвищенні якості порошкового бочних роликів і роликів для введення компоненту дроту завдяки застосуванню ролика з проточкою у вигляді дроту; по зовнішній стороні і що дає можливість введення компонентів у вигляді дроту. Що багато разів підНа фіг.2 поперечний перетин по А-А; вищило точність складу порошкового дроту і масу Пристрій працює таким чином. погонного метра на 20-40%. Зниження пористості З котушки з рулоном металевої стрічки 1 стрічпривело до істотного зниження чаду модифікатока поступає на формуючий стан з вхідними ролирів від ЗО до 70% (завдяки зменшенню кількості ками 6. На формуючих роликах 7 стрічка набуває повітря в порах) Завдяки підвищенню жорсткості форму жолоба 10. З бухти з дротом 3, дріт 2 подапорошкового дроту остання стабільніше вводиться ється на верхній формуючий ролик 7, в якому вив розплав на прогнозовану глибину. готовлена проточка 9 так. щоб в готовій порошкового дроту дріт компоненту були співвісні. Для Фіг. 1 Комп'ютерна верстка А. Рябко Фіг.2 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAn apparatus for producing combined powder wire in the metal sheath
Автори англійськоюHorovyi Semen Yevhenovych, Rudniev Oleksandr Leonidovych, Zhyvchenko Volodymyr Semenovych
Назва патенту російськоюУстройство для производства комбинированной порошковой проволоки в металлической оболочке
Автори російськоюГоровый Семен Евгеньевич, Руднев Александр Леонидович, Живченко Владимир Семенович
МПК / Мітки
Мітки: пристрій, металевій, оболонці, комбінованого, виробництва, дроту, порошкового
Код посилання
<a href="https://ua.patents.su/4-11531-pristrijj-dlya-virobnictva-kombinovanogo-poroshkovogo-drotu-v-metalevijj-obolonci.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці</a>
Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Номер патенту: 48432
Опубліковано: 15.01.2004
Автори: Івашина Володимир Володимирович, Троцан Анатолій Іванович, Семенченко Петро Михайлович, Бойко Володимир Семенович, Лоік Валерій Петрович, Небога Борис Володимирович, Ірха Віктор Миколайович, Климанчук Владислав Владиславович, Белов Борис Федорович, Ларіонов Олександр Олексійович
МПК: B23K 35/40, B21C 37/00, B22F 3/02
Мітки: оболонці, компактованих, виробництва, порошкових, матеріалів, лінія, металевій
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці ω-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим...
Лінія виробництва компактованих матеріалів у металевій оболонці
Номер патенту: 9985
Опубліковано: 17.10.2005
Автори: Сидоров Сергій Михайлович, Івашина Володимир Володимирович, Оспіщев Олександр Андрійович, Семенченко Петро Михайлович, Писаренко Василь Вікторович, Шепель Віктор Данілович, Климанчук Владислав Владиславович, Синельніков Володимир Петрович, Гуленков Борис Вікторович, Корленштейн Мусій Єммануїлович, Тростянецький Олег Брониславович
МПК: B23K 35/40, B21C 37/00, B22F 3/02
Мітки: лінія, виробництва, компактованих, металевій, оболонці, матеріалів
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібровану кліті, частина з яких має електричний диференціальний привід, а формувальні ролики профільовані з переходом з
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Карпенко Володимир Михайлович, Старицький Максим Вікторович
МПК: B23K 35/02
Мітки: конструкція, дроту, порошкового
Формула / Реферат:
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів
Номер патенту: 3944
Опубліковано: 15.12.2004
Автори: Пащенко Валерій Миколайович, Фень Євген Костянтинович
МПК: C23C 24/00, C23C 4/04
Мітки: наповнювача, електродугового, склад, порошкового, дроту, шихти, нанесення, покриттів
Формула / Реферат:
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів, що містить порошок заліза, який відрізняється тим, що він додатково містить порошки оксиду алюмінію, плакованого нікелем, феромарганцю та хрому при наступному співвідношенні компонентів, мас. %: оксид алюмінію з нікелем марки ПОАН-50 30-36 феромарганець марки ФМн88 9-12 хром...
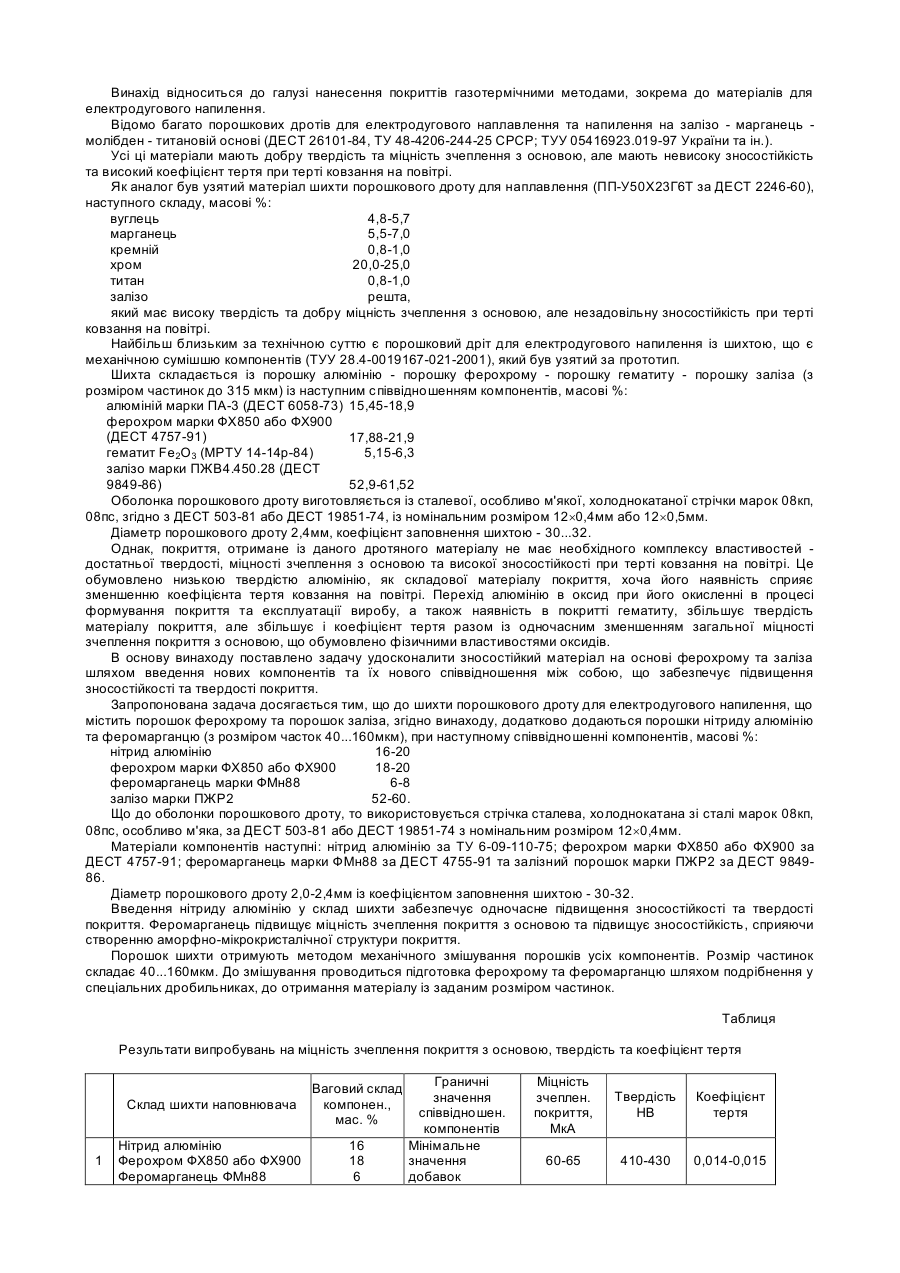
Шихта порошкового дроту для електродугового напилення
Номер патенту: 68859
Опубліковано: 16.08.2004
Автори: Пащенко Валерій Миколайович, Фень Євген Костянтинович
МПК: C23C 4/04, C23C 24/00
Мітки: електродугового, напилення, порошкового, шихта, дроту
Формула / Реферат:
Шихта порошкового дроту для електродугового напилення, що містить порошок ферохрому та порошок заліза, який відрізняється тим, що шихта додатково містить порошки нітриду алюмінію та феромарганцю при наступному співвідношенні компонентів, масові %: нітрид алюмінію 16... 20 ферохром марки ФХ850 або ФХ900 18... 20 феромарганець ФМн88 6... 8 ...
Попередній патент: Комбінований порошковий дріт для обробки рідкого металу
Наступний патент: Спосіб рафінування розплаву брухту міді
Випадковий патент: Система наведення на сонце сонячних перетворювачів