Лінія виробництва компактованих матеріалів у металевій оболонці
Номер патенту: 9985
Опубліковано: 17.10.2005
Автори: Гуленков Борис Вікторович, Сидоров Сергій Михайлович, Шепель Віктор Данілович, Писаренко Василь Вікторович, Оспіщев Олександр Андрійович, Тростянецький Олег Брониславович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович, Синельніков Володимир Петрович, Корленштейн Мусій Єммануїлович, Семенченко Петро Михайлович

Формула / Реферат
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібровану кліті, частина з яких має електричний диференціальний привід, а формувальні ролики профільовані з переходом з ![]() -подібного профілю на півколо і повторне відновлення
-подібного профілю на півколо і повторне відновлення ![]() -подібного профілю, один або більше дозатори зі стрічковим живильником, намотувальний пристрій, яка відрізняється тим, що формувальні ролики виконані з можливістю осьового та радіального переміщення і з'єднані за допомогою здвоєних шарнірних муфт з електричними диференціальними приводами, які разом з намотувальним пристроєм підключені до перетворювача частоти з програмним контролером.
-подібного профілю, один або більше дозатори зі стрічковим живильником, намотувальний пристрій, яка відрізняється тим, що формувальні ролики виконані з можливістю осьового та радіального переміщення і з'єднані за допомогою здвоєних шарнірних муфт з електричними диференціальними приводами, які разом з намотувальним пристроєм підключені до перетворювача частоти з програмним контролером.
2. Лінія за п. 1, яка відрізняється тим, що кожен додатковий дозатор містить систему тестування, яка керує кількістю подачі матеріалу в залежності від руху металевої оболонки.
Текст
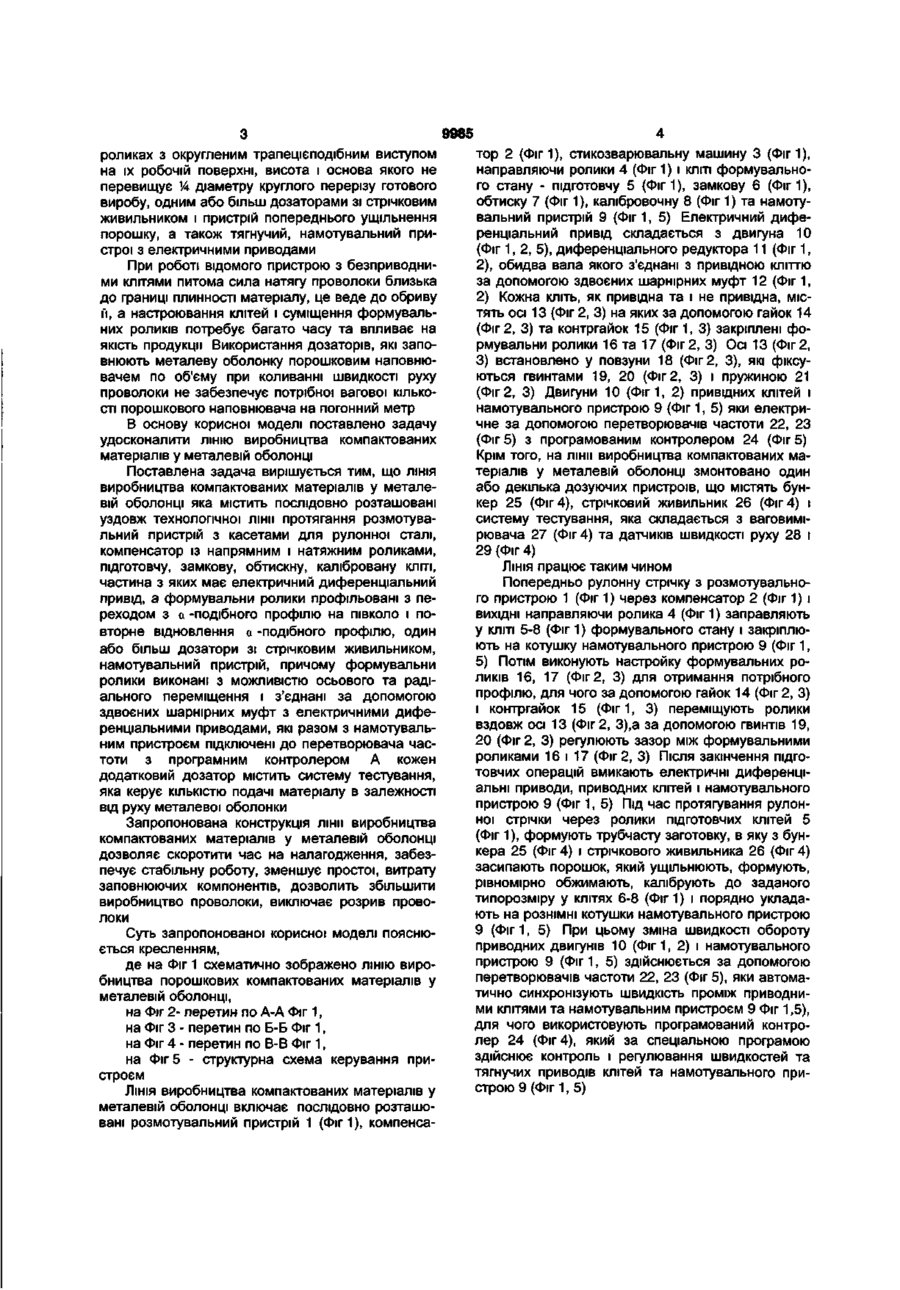
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібровану кліті, частина з яких має електричний диференціальний привід, а формувальні ролики профільовані з переходом з со-подібного профілю на півколо і повторне відновлення со -подібного профілю, один або більше дозатори зі стрічковим живильником, намотувальний пристрій, яка відрізняється тим, що формувальні ролики виконані з можливістю осьового та радіального переміщення і з'єднані за допомогою здвоєних шарнірних муфт з електричними диференціальними приводами, які разом з намотувальним пристроєм підключені до перетворювача частоти з програмним контролером. 2. Лінія за п.1, яка відрізняється тим, що кожен додатковий дозатор містить систему тестування, яка керує кількістю подачі матеріалу в залежності від руху металевої оболонки. со Корисна модель відноситься до області металургії сталі та сплавів, зокрема, до виробництва порошкових компактованих матеріалів (компактматеріалів) із хімічно-адсорбційноактивних компонентів для позапічної обробки металевих роплавів. Відомий пристрій з використанням диференціального приводу обертання роликів на кліті [див. И.С.Тришевский и др. Исследование скоростного режима профилирования", журнал "Теория и технология производства єкономичніх гнутіх профилей проката", вып. 15, Харьков, УкрНИИМет., 1970г., стр.323-336]. Диференціальний привід розподіляє узгоджений рух на два валки від одного приводу, що забезпечує однаковий розподіл потужності по формувальним роликам, не зважаючи на те, що вони можуть мати різні діаметри. Використання диференціального привода підвищує строк служби роликів. Але, внаслідок того, що ролики нерухомо закріплені на валках приводу, не забезпечується точність сумісності профілів формувальних роликів, що впливає на якість продукції, а налагодження клітей потребує багато часу. Найбільш близьким аналогом пристрою, що заявляється, вибраним за прототип, є [патент України №48432]), що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної стрічки, компенсатор із напрямним і натяжними роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчу, замкову, обтискну, калібровану кліті, частина з яких має електричний диференціальний привід, а формувальни ролики профільовані з переходом з -подібного профілю на півколо з гладкою поверхнею, що утворюється на останніх роликах підготовчої кліті, і повторне відновлювання а - подібного профілю в обтискній кліті на вхідних привідних ю 00 О) О) 9985 роликах з округленим трапецієподібним виступом на їх робочій поверхні, висота і основа якого не перевищує ЛА діаметру круглого перерізу готового виробу, одним або більш дозаторами зі стрічковим живильником і пристрій попереднього ущільнення порошку, а також тягнучий, намотувальний пристрої з електричними приводами При роботі відомого пристрою з безприводними клітями питома сила натягу проволоки близька до границі плинності матеріалу, це веде до обриву її, а настроювання клітей і суміщення формувальних роликів потребує багато часу та впливає на якість продукції Використання дозаторів, які заповнюють металеву оболонку порошковим наповнювачем по об'єму при коливанні швидкості руху проволоки не забезпечує потрібної вагової КІЛЬКОСТІ порошкового наповнювача на погонний метр В основу корисної моделі поставлено задачу удосконалити ЛІНІЮ виробництва компактованих матеріалів у металевій оболонці Поставлена задача вирішується тим, що ЛІНІЯ виробництва компактованих матеріалів у металевій оболонці яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібровану КЛІТІ, частина з яких має електричний диференціальний привід, а формувальни ролики профільовані з переходом з а -подібного профілю на півколо і повторне відновлення а -подібного профілю, один або більш дозатори зі стрічковим живильником, намотувальний пристрій, причому формувальни ролики виконані з можливістю осьового та радіального переміщення і з'єднані за допомогою здвоєних шарнірних муфт з електричними диференціальними приводами, які разом з намотувальним пристроєм підключені до перетворювача частоти з програмним контролером А кожен додатковий дозатор містить систему тестування, яка керує КІЛЬКІСТЮ подачі матеріалу в залежності від руху металевої оболонки Запропонована конструкція лінії виробництва компактованих матеріалів у металевій оболонці дозволяє скоротити час на налагодження, забезпечує стабільну роботу, зменшує простої, витрату заповнюючих компонентів, дозволить збільшити виробництво проволоки, виключає розрив проволоки Суть запропонованої корисної моделі пояснюється кресленням, де на Фіг 1 схематично зображено ЛІНІЮ виробництва порошкових компактованих матеріалів у металевій оболонці, на Фіг 2- перетин по А-А Фіг 1, на Фіг 3 - перетин по Б-Б Фіг 1, на Фіг 4 - перетин по В-В Фіг 1, на Фіг 5 - структурна схема керування пристроєм ЛІНІЯ виробництва компактованих матеріалів у металевій оболонці включає послідовно розташовані розмотувальний пристрій 1 (Фіг 1), компенса тор 2 (Фіг 1), стикозварювальну машину 3 (Фіг1), направляючи ролики 4 (Фіг 1) і КЛІТІ формувального стану - підготовчу 5 (Фіг 1), замкову 6 (Фіг 1), обтиску 7 (Фіг 1), калібровочну 8 (Фіг 1) та намотувальний пристрій 9 (Фіг 1, 5) Електричний диференціальний привід складається з двигуна 10 (Фіг 1, 2, 5), диференціального редуктора 11 (Фіг 1, 2), обидва вала якого з'єднані з привідною кліттю за допомогою здвоєних шарнірних муфт 12 (Фіг 1, 2) Кожна кліть, як привідна та і не привідна, містять осі 13 (Фіг 2, 3) на яких за допомогою гайок 14 (Фіг 2, 3) та контргайок 15 (Фіг 1, 3) закріплені формувальни ролики 16 та 17 (Фіг 2, 3) Осі 13 (Фіг 2, 3) встановлено у повзуни 18 (Фіг 2, 3), які фіксуються гвинтами 19, 20 (Фіг 2, 3) і пружиною 21 (Фіг 2, 3) Двигуни 10 (Фіг 1, 2) привідних клітей і намотувального пристрою 9 (Фіг 1, 5) яки електричне за допомогою перетворювачів частоти 22, 23 (Фіг 5) з програмованим контролером 24 (Фіг 5) Крім того, на лінії виробництва компактованих матеріалів у металевій оболонці змонтовано один або декілька дозуючих пристроїв, що містять бункер 25 (Фіг 4), стрічковий живильник 26 (Фіг 4) і систему тестування, яка складається з ваговимірювача 27 (Фіг 4) та датчиків швидкості руху 28 і 29 (Фіг 4) ЛІНІЯ працює таким чином Попередньо рулонну стрічку з розмотувального пристрою 1 (Фіг 1) через компенсатор 2 (Фіг 1) і ВИХІДНІ направляючи ролика 4 (Фіг 1) заправляють у КЛІТІ 5-8 (Фіг 1) формувального стану і закріплюють на котушку намотувального пристрою 9 (Фіг 1, 5) Потім виконують настройку формувальних роликів 16, 17 (Фіг 2, 3) для отримання потрібного профілю, для чого за допомогою гайок 14 (Фіг 2, 3) і контргайок 15 (Фіг 1, 3) переміщують ролики вздовж осі 13 (Фіг 2, 3),а за допомогою гвинтів 19, 20 (Фіг 2, 3) регулюють зазор між формувальними роликами 16 і 17 (Фіг 2, 3) Після закінчення підготовчих операцій вмикають електричні диференціальні приводи, приводних клітей і намотувального пристрою 9 (Фіг 1, 5) Під час протягування рулонної стрічки через ролики підготовчих клітей 5 (Фіг 1), формують трубчасту заготовку, в яку з бункера 25 (Фіг 4) і стрічкового живильника 26 (Фіг 4) засипають порошок, який ущільнюють, формують, рівномірно обжимають, калібрують до заданого типорозміру у клітях 6-8 (Фіг 1) і порядно укладають на рознімні котушки намотувального пристрою 9 (Фіг 1, 5) При цьому зміна швидкості обороту приводних двигунів 10 (Фіг 1, 2) і намотувального пристрою 9 (Фіг 1, 5) здійснюється за допомогою перетворювачів частоти 22, 23 (Фіг 5), яки автоматично синхронізують швидкість проміж приводними клітями та намотувальним пристроєм 9 Фіг 1,5), для чого використовують програмований контролер 24 (Фіг 4), який за спеціальною програмою здійснює контроль і регулювання швидкостей та тягнучих приводів клітей та намотувального пристрою 9 (Фіг 1, 5) 9985 Фіг. З Фіг. 2 B-B IS 26 22. С іг.4 Фіг Комп'ютерна верстка Н Лисенко * Фіг. 5 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of compacted materials in metal envelop
Автори англійськоюHulenkov Borys Viktorovych, Ivashyna Volodymyr Volodymyrovych, Klymanchuk Vladyslav Vladyslavovych, Sydorov Serhii Mykhailovych, Semenchenko Petro Mykhailovych
Назва патенту російськоюЛиния производства компактированных материалов в металлической оболочке
Автори російськоюГуленков Борис Викторович, Ивашина Владимир Владимирович, Климанчук Владислав Владиславович, Сидоров Сергей Михайлович, Семенченко Петр Михайлович
МПК / Мітки
МПК: B22F 3/02, B23K 35/40, B21C 37/00
Мітки: компактованих, матеріалів, лінія, металевій, оболонці, виробництва
Код посилання
<a href="https://ua.patents.su/4-9985-liniya-virobnictva-kompaktovanikh-materialiv-u-metalevijj-obolonci.html" target="_blank" rel="follow" title="База патентів України">Лінія виробництва компактованих матеріалів у металевій оболонці</a>
Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Номер патенту: 48432
Опубліковано: 15.01.2004
Автори: Бойко Володимир Семенович, Ірха Віктор Миколайович, Троцан Анатолій Іванович, Семенченко Петро Михайлович, Ларіонов Олександр Олексійович, Лоік Валерій Петрович, Небога Борис Володимирович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович, Белов Борис Федорович
МПК: B21C 37/00, B23K 35/40, B22F 3/02
Мітки: матеріалів, виробництва, оболонці, металевій, компактованих, порошкових, лінія
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці ω-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим...
Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем
Номер патенту: 46480
Опубліковано: 15.01.2004
Автори: Троцан Анатолій Іванович, Бойко Володимир Семенович, Семенченко Петро Михайлович, Белов Борис Федорович, Лоік Валерій Петрович, Небога Борис Володимирович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Ларіонов Олександр Олексійович, Ірха Віктор Миколаєвич
МПК: B21C 37/00, B22F 3/02, B23K 35/40
Мітки: порошкоподібним, металевій, компактованих, оболонці, виготовлення, наповнювачем, спосіб, матеріалів
Формула / Реферат:
1. Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем, що включає формування з металевої стрічки ω-подібного профілю трубчастої заготовки, одно- і багатоступінчасте дозування компонентів наповнювача, попереднє його ущільнення, замикання різновисотних кромок оболонки, її обтиснення і калібрування до одержання готового виробу (компакт-матеріалу) заданого типорозміру, який відрізняється тим, що...
Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці w-подібного профілю
Номер патенту: 63171
Опубліковано: 15.01.2004
Автори: Белов Борис Федорович, Лоік Валерій Петрович, Троцан Анатолій Іванович
Мітки: модифікаторів, порошкових, металевій, спосіб, профілю, виготовлення, оболонці, w-подібного, дротових
Формула / Реферат:
1. Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці ω-подібного профілю, що включає засипання порошку в сформований з металевої стрічки жолоб із крайками замка, їхнє з'єднання з одерженням замкнутої оболонки, її обтиснення і калібрування до заданого типорозміру, який відрізняється тим, що ω-подібний профіль надають жолобу до засипання порошку, потім додатково ущільнюють порошок перед замиканням крайок...
Пристрій для прокатки порошкових матеріалів на металевій підкладці
Номер патенту: 60574
Опубліковано: 15.10.2003
Автори: Сатонін Олександр Володимирович, Грибков Едуард Петрович
Мітки: підкладці, прокатки, пристрій, порошкових, металевій, матеріалів
Формула / Реферат:
Пристрій для прокатки порошкових матеріалів на металевій підкладці, що включає плиту з пазом глибиною, що дорівнює товщині підкладки, який відрізняється тим, що на плиті на бокових зовнішніх кромках паза закріплені еластичні елементи.
Волоконно-оптичний кабель в металевій оболонці
Номер патенту: 2886
Опубліковано: 16.08.2004
Автори: Антонець Юрій Панасович, Науменко Олексій Антонович, Карпушенко Василь Петрович, Чувурін Микола Петрович, Золотарьов Володимир Михайлович
МПК: G02B 6/44
Мітки: волоконно-оптичний, металевій, оболонці, кабель
Формула / Реферат:
Волоконно-оптичний кабель, який складається з центрального силового елемента, розміщених навколо нього оптичних модулів у вигляді трубок з оптичними волокнами в них, заповнювача між оптичними модулями та зовнішнього покриття, який відрізняється тим, що додатково містить між оптичними модулями та зовнішнім покриттям нанесену повздовжньо з перекриттям та скріплену полімерною ниткою полімерну плівку, нанесену методом екструзії з обтисненням...
Попередній патент: Амортизатор
Наступний патент: Відцентровий димосос
Випадковий патент: Спосіб виміру вигину ствола вогнепальної зброї і пристрій для його здійснення