Спосіб виготовлення порошкового дроту
Номер патенту: 116025
Опубліковано: 10.05.2017
Автори: Макаренко Наталья Олексіївна, Чигарьов Валерій Васильович, Голуб Денис Михайлович, Блохіна Інна Олегівна, Волков Дмитро Анатолійович

Формула / Реферат
Спосіб виготовлення порошкового дроту, який включає формування жолоба з металевої стрічки, заповнення його шихтою на 65±5 % обсягу порожнини, закриття жолоба у трубчасту заготівку, вплив поздовжнім магнітним полем з індукцією 0,9-1,1 Тл, що має конічну форму, при цьому його силові лінії направлені під кутом до осі дроту, відкачування повітря з порожнини заготівки та подальше багатократне волочіння з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % на першому переході та 10…20 % на наступних переходах, який відрізняється тим, що на порошковий дріт впливають змінним поздовжнім магнітним полем, яке є однорідним на всій ділянці впливу та має період пульсацій 0,1-1 с.
Текст
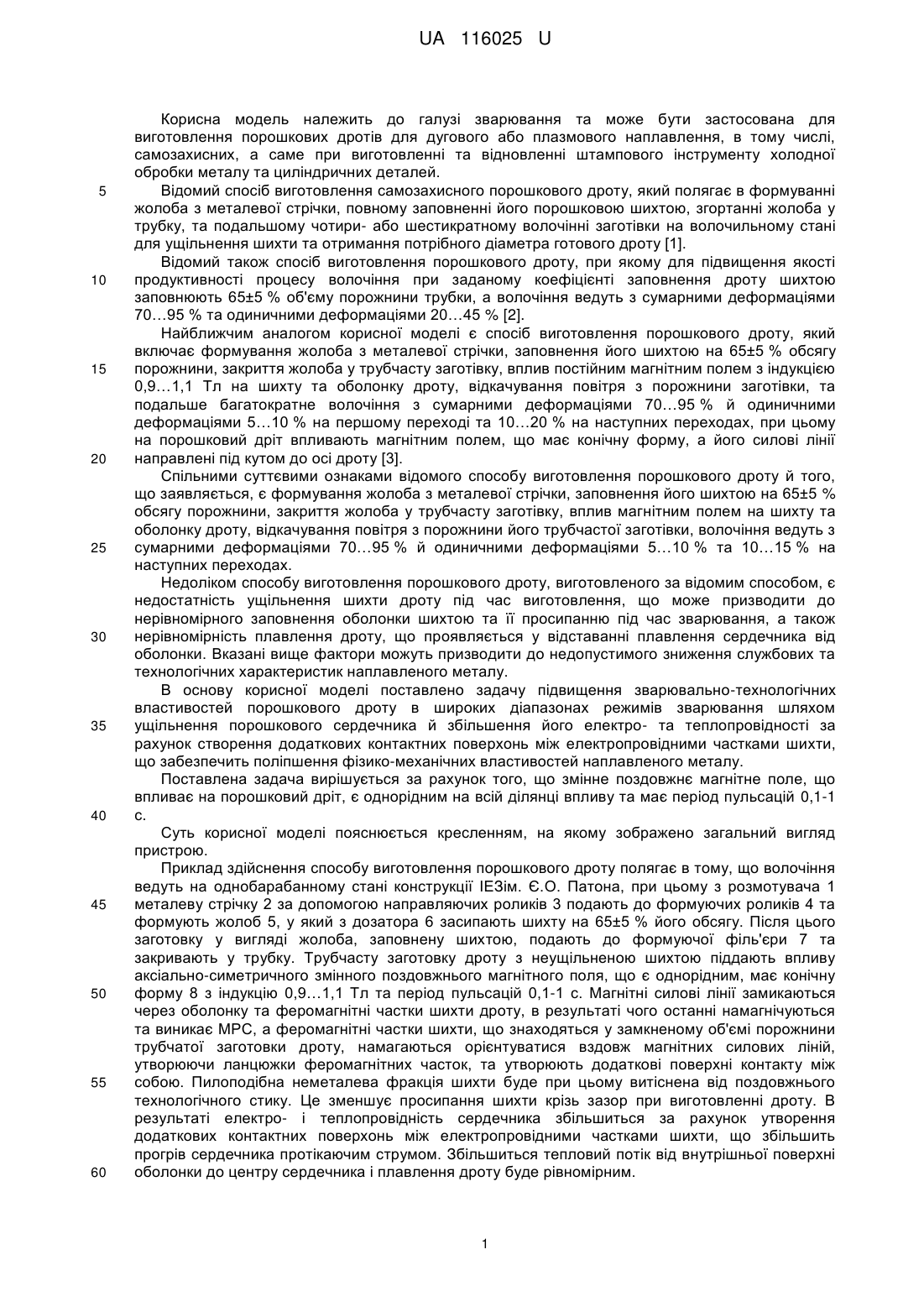
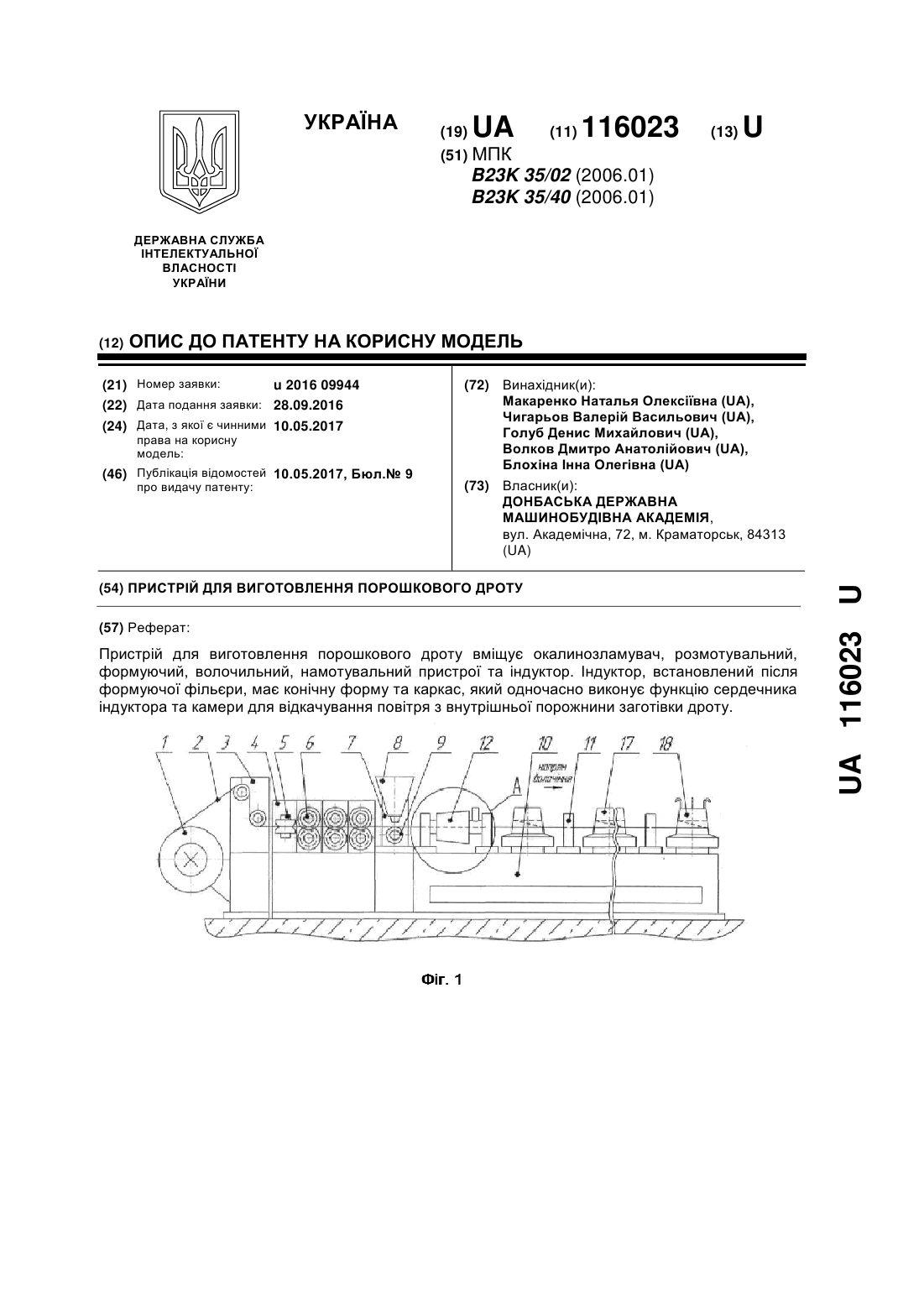
Реферат: Спосіб виготовлення порошкового дроту включає формування жолоба з металевої стрічки, заповнення його шихтою на 65±5 % обсягу порожнини, закриття жолоба у трубчасту заготівку, вплив поздовжнім магнітним полем з індукцією 0,9-1,1 Тл, що має конічну форму, при цьому його силові лінії направлені під кутом до осі дроту, відкачування повітря з порожнини заготівки та подальше багатократне волочіння з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % на першому переході та 10…20 % на наступних переходах. При цьому на порошковий дріт впливають змінним поздовжнім магнітним полем, яке є однорідним на всій ділянці впливу та має період пульсацій 0,1-1 с. UA 116025 U (12) UA 116025 U UA 116025 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювання та може бути застосована для виготовлення порошкових дротів для дугового або плазмового наплавлення, в тому числі, самозахисних, а саме при виготовленні та відновленні штампового інструменту холодної обробки металу та циліндричних деталей. Відомий спосіб виготовлення самозахисного порошкового дроту, який полягає в формуванні жолоба з металевої стрічки, повному заповненні його порошковою шихтою, згортанні жолоба у трубку, та подальшому чотири- або шестикратному волочінні заготівки на волочильному стані для ущільнення шихти та отримання потрібного діаметра готового дроту [1]. Відомий також спосіб виготовлення порошкового дроту, при якому для підвищення якості продуктивності процесу волочіння при заданому коефіцієнті заповнення дроту шихтою заповнюють 65±5 % об'єму порожнини трубки, а волочіння ведуть з сумарними деформаціями 70…95 % та одиничними деформаціями 20…45 % [2]. Найближчим аналогом корисної моделі є спосіб виготовлення порошкового дроту, який включає формування жолоба з металевої стрічки, заповнення його шихтою на 65±5 % обсягу порожнини, закриття жолоба у трубчасту заготівку, вплив постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачування повітря з порожнини заготівки, та подальше багатократне волочіння з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % на першому переході та 10…20 % на наступних переходах, при цьому на порошковий дріт впливають магнітним полем, що має конічну форму, а його силові лінії направлені під кутом до осі дроту [3]. Спільними суттєвими ознаками відомого способу виготовлення порошкового дроту й того, що заявляється, є формування жолоба з металевої стрічки, заповнення його шихтою на 65±5 % обсягу порожнини, закриття жолоба у трубчасту заготівку, вплив магнітним полем на шихту та оболонку дроту, відкачування повітря з порожнини його трубчастої заготівки, волочіння ведуть з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % та 10…15 % на наступних переходах. Недоліком способу виготовлення порошкового дроту, виготовленого за відомим способом, є недостатність ущільнення шихти дроту під час виготовлення, що може призводити до нерівномірного заповнення оболонки шихтою та її просипанню під час зварювання, а також нерівномірність плавлення дроту, що проявляється у відставанні плавлення сердечника від оболонки. Вказані вище фактори можуть призводити до недопустимого зниження службових та технологічних характеристик наплавленого металу. В основу корисної моделі поставлено задачу підвищення зварювально-технологічних властивостей порошкового дроту в широких діапазонах режимів зварювання шляхом ущільнення порошкового сердечника й збільшення його електро- та теплопровідності за рахунок створення додаткових контактних поверхонь між електропровідними частками шихти, що забезпечить поліпшення фізико-механічних властивостей наплавленого металу. Поставлена задача вирішується за рахунок того, що змінне поздовжнє магнітне поле, що впливає на порошковий дріт, є однорідним на всій ділянці впливу та має період пульсацій 0,1-1 с. Суть корисної моделі пояснюється кресленням, на якому зображено загальний вигляд пристрою. Приклад здійснення способу виготовлення порошкового дроту полягає в тому, що волочіння ведуть на однобарабанному стані конструкції ІЕЗім. Є.О. Патона, при цьому з розмотувача 1 металеву стрічку 2 за допомогою направляючих роликів 3 подають до формуючих роликів 4 та формують жолоб 5, у який з дозатора 6 засипають шихту на 65±5 % його обсягу. Після цього заготовку у вигляді жолоба, заповнену шихтою, подають до формуючої філь'єри 7 та закривають у трубку. Трубчасту заготовку дроту з неущільненою шихтою піддають впливу аксіально-симетричного змінного поздовжнього магнітного поля, що є однорідним, має конічну форму 8 з індукцію 0,9…1,1 Тл та період пульсацій 0,1-1 с. Магнітні силові лінії замикаються через оболонку та феромагнітні частки шихти дроту, в результаті чого останні намагнічуються та виникає МРС, а феромагнітні частки шихти, що знаходяться у замкненому об'ємі порожнини трубчатої заготовки дроту, намагаються орієнтуватися вздовж магнітних силових ліній, утворюючи ланцюжки феромагнітних часток, та утворюють додаткові поверхні контакту між собою. Пилоподібна неметалева фракція шихти буде при цьому витіснена від поздовжнього технологічного стику. Це зменшує просипання шихти крізь зазор при виготовленні дроту. В результаті електро- і теплопровідність сердечника збільшиться за рахунок утворення додаткових контактних поверхонь між електропровідними частками шихти, що збільшить прогрів сердечника протікаючим струмом. Збільшиться тепловий потік від внутрішньої поверхні оболонки до центру сердечника і плавлення дроту буде рівномірним. 1 UA 116025 U 5 10 15 20 Відкачування повітря з оболонки дроту відбувається за рахунок вакуумної трубки 9 через нещільно зімкнений після формуючої філь'єри 7 технологічний стик. Розріджене повітря у оболонці дроту утворює перепад тиску на межі формуючої філь'єри, це у свою чергу утворює потік повітря до порожнини оболонки через розкритий жолоб, що заповнений шихтою. В свою чергу потік повітря сприяє транспортуванню шихти до порожнини оболонки дроту, а також її ущільненню. Після намагнічування та відкачування повітря за рахунок вакуумної трубки 9 дріт пропускають через ущільнюючу філь'єру 10 та перетягують через калібруючі філь'єри 11 до потрібного діаметра (для дослідного зразка - 3,0 мм) готового дроту 12 та намотують на приймальний барабан 13. Застосування пропонованого способу дозволяє підвищити зварювально-технологічні властивості порошкового дроту в широких діапазонах режимів зварювання шляхом ущільнення порошкового сердечника й збільшення його електро- та теплопровідності за рахунок створення додаткових контактних поверхонь між електропровідними частками шихти, що забезпечить поліпшення фізико-механічних властивостей наплавленого металу. Джерела інформації: 1. Походня И.К. Сварка порошковой проволокой. – Киев: Наукова думка, 1972. - С. 128-129. 2. Авторське посвідчення СРСР № 992145 кл. В23K 35/40, 1978. 3. Пат. 98709 Украина, МПК В23K 35/40 (2006.01). Спосіб виготовлення порошкового дроту / В.В. Чигарьов, Д.М. Голуб, Д.А. Волков; заявник і патентоутримувач Донбаська державна машинобудівна академія. - № u201410386; заявл. 22.09.2014; опубл. 12.05.2015, Бюл. № 9/2015. - 2 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення порошкового дроту, який включає формування жолоба з металевої стрічки, заповнення його шихтою на 65±5 % обсягу порожнини, закриття жолоба у трубчасту заготівку, вплив поздовжнім магнітним полем з індукцією 0,9-1,1 Тл, що має конічну форму, при цьому його силові лінії направлені під кутом до осі дроту, відкачування повітря з порожнини заготівки та подальше багатократне волочіння з сумарними деформаціями 70…95 % й одиничними деформаціями 5…10 % на першому переході та 10…20 % на наступних переходах, який відрізняється тим, що на порошковий дріт впливають змінним поздовжнім магнітним полем, яке є однорідним на всій ділянці впливу та має період пульсацій 0,1-1 с. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 35/40, B22F 5/12
Мітки: виготовлення, спосіб, дроту, порошкового
Код посилання
<a href="https://ua.patents.su/4-116025-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 98709
Опубліковано: 12.05.2015
Автори: Чигарьов Валерій Васильович, Голуб Денис Михайлович, Волков Дмитро Анатолійович
МПК: B23K 35/40
Мітки: спосіб, порошкового, дроту, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає у формуванні жолоба з металевої стрічки, заповненні його шихтою на 65±5 % обсягу порожнини, закритті жолоба у трубчасту заготівку, впливі постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачуванні повітря з порожнини заготівки та подальшому багатократному волочінні з сумарними деформаціями 70…95 % та одиничними деформаціями 5…10 % - на першому...
Спосіб виготовлення порошкового дроту
Номер патенту: 100349
Опубліковано: 27.07.2015
Автори: Чигарьов Валерій Васильович, Волков Дмитро Анатолійович, Голуб Денис Михайлович
МПК: B23K 35/02
Мітки: виготовлення, дроту, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає профілювання металевої стрічки у жолоб, заповнення його шихтою з феромагнітними матеріалами, завальцювання шихти в оболонці, вплив на дріт пульсуючим поздовжнім магнітним полем, з періодом пульсацій 0,1…1 с на виході з філь'єри та одночасне створення зсередини оболонки розрідження повітря 0,5…0,95 кПа, який відрізняється тим, що жолоб заповнюють порошковою шихтою на 65±5 % об'єму, а...
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Голуб Денис Михайлович, Волков Дмитро Анатолійович, Катренко Віталій Трофимович, Старенченко Олександр Володимирович
МПК: B23K 35/02
Мітки: виготовлення, самозахисного, спосіб, порошкового, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 36259
Опубліковано: 27.10.2008
Автори: Голуб Денис Михайлович, Волков Дмитро Анатолійович, Славинський Руслан Леонідович, Катренко Віктор Трофимович
МПК: B23K 35/02
Мітки: виготовлення, дроту, самозахисного, спосіб, порошкового
Формула / Реферат:
Спосіб виготовлення самозахисного порошкового дроту, під час якого виконують формування холоднокатаної металевої стрічки у жолоб, заповнюють жолоб на 65±5 % об'єму порожнини шихтою, формують жолоб у трубку та виконують багатократне волочіння заповненої трубки, який відрізняється тим, що під час виготовлення на дріт впливають змінним поздовжнім магнітним полем з індукцією 0,9...1,1 Тл та періодом пульсацій 0,1...1 с та одночасно накладають...
Пристрій для виготовлення порошкового дроту
Номер патенту: 116023
Опубліковано: 10.05.2017
Автори: Чигарьов Валерій Васильович, Макаренко Наталья Олексіївна, Волков Дмитро Анатолійович, Голуб Денис Михайлович, Блохіна Інна Олегівна
МПК: B23K 35/02, B23K 35/40
Мітки: пристрій, порошкового, виготовлення, дроту
Формула / Реферат:
Пристрій для виготовлення порошкового дроту, що вміщує окалинозламувач, розмотувальний, формуючий, волочильний, намотувальний пристрої та індуктор, який відрізняється тим, що індуктор, встановлений після формуючої фільєри, має конічну форму та каркас, який одночасно виконує функцію сердечника індуктора та камери для відкачування повітря з внутрішньої порожнини заготівки дроту.
Попередній патент: Спосіб оцінювання міцності зчеплення зносостійкого шару, нанесеного електроконтактним методом
Наступний патент: Магнітореологічна композиція
Випадковий патент: Спосіб підсилення ґрунтів основ після вирівнювання крену будівлі