Спосіб штампування коробчастих деталей
Номер патенту: 116382
Опубліковано: 25.05.2017
Автори: Некрашевич Артем Олегович, Бондарєва Катерина Володимирівна, Трет'як Володимир Васильович, Федорова Анастасія Сергіївна

Формула / Реферат
Спосіб штампування коробчастих деталей, який включає попередню деформацію листової заготовки для отримання заготовки-напівфабрикату та її остаточне формоутворення, які проводять одночасно імпульсним навантаженням в дзеркально розташованих матрицях, в матриці для остаточного формоутворення вакуумують середовище під заготовкою-напівфабрикатом, камеру з джерелом імпульсного навантаження заповнюють рідиною та здійснюють імпульсне навантаження, з матриці для остаточного формоутворення знімають готову деталь, за допомогою поворотного пристрою матриці міняють місцями та процес повторюють, який відрізняється тим, що остаточне формоутворення здійснюють в верхній матриці, а для отримання заготовки-напівфабрикату в нижній матриці на заготовку встановлюють приєднану масу, в порожнину між заготовкою і донною частиною нижньої матриці закачують рідину.
Текст
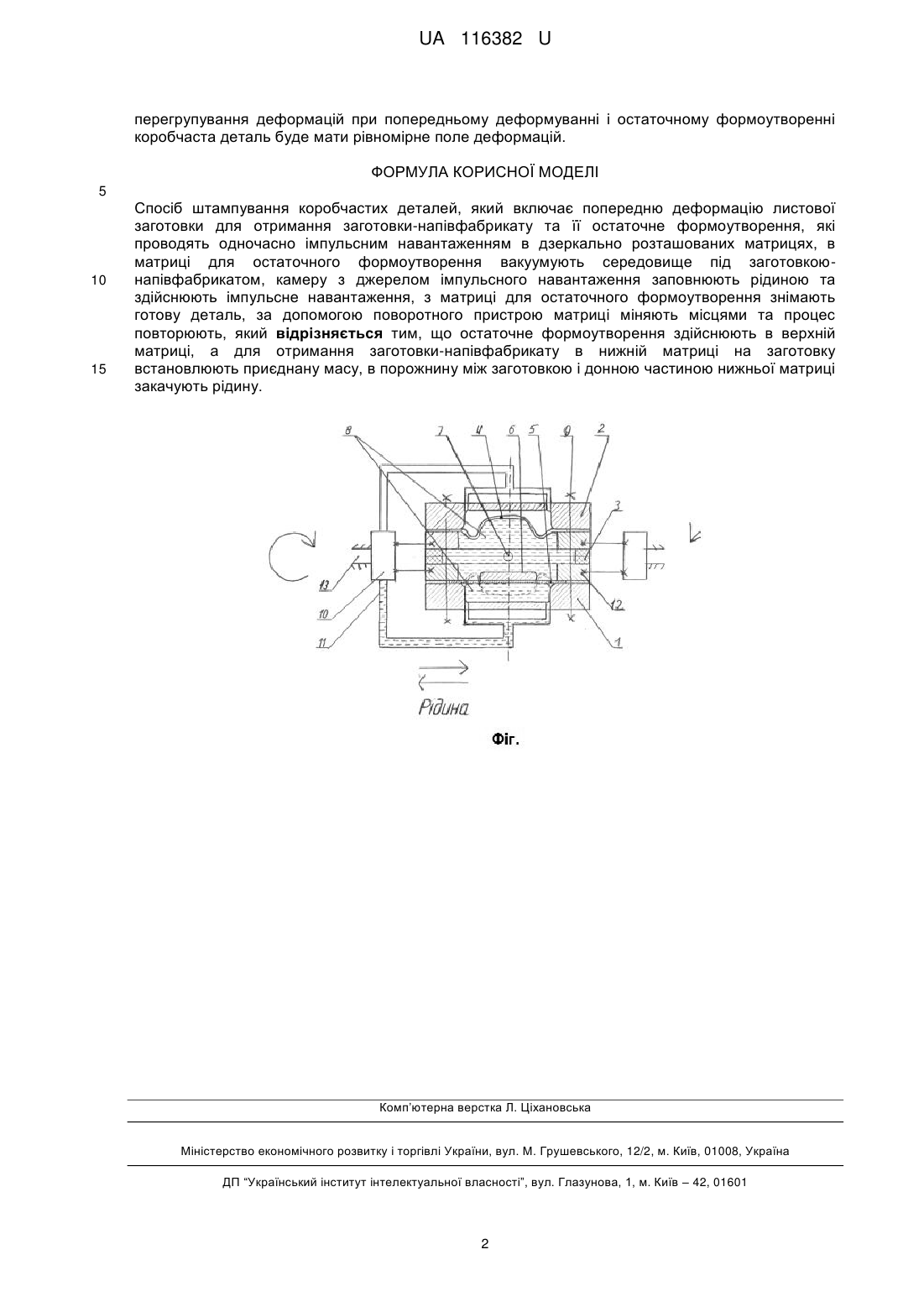
Реферат: Спосіб штампування коробчастих деталей, який включає попередню деформацію листової заготовки для отримання заготовки-напівфабрикату та її остаточне формоутворення, які проводять одночасно імпульсним навантаженням в дзеркально розташованих матрицях, в матриці для остаточного формоутворення вакуумують середовище під заготовкоюнапівфабрикатом, камеру з джерелом імпульсного навантаження заповнюють рідиною та здійснюють імпульсне навантаження, з матриці для остаточного формоутворення знімають готову деталь, за допомогою поворотного пристрою матриці міняють місцями та процес повторюють, причому остаточне формоутворення здійснюють в верхній матриці, а для отримання заготовки-напівфабрикату в нижній матриці на заготовку встановлюють приєднану масу, в порожнину між заготовкою і донною частиною нижньої матриці закачують рідину. UA 116382 U (54) СПОСІБ ШТАМПУВАННЯ КОРОБЧАСТИХ ДЕТАЛЕЙ UA 116382 U UA 116382 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до техніки обробки метал і з тиском і може бути використаний у машинобудуванні при штампуванні коробчастих деталей з листового матеріалу. Як прототип вибраний спосіб штампування днищ (Патент на корисну модель України № 104002, опубл 12.01.2015, бюл. № 1), який включає попередню деформацію листової заготовки та остаточне формоутворення, які проводять одночасно в дзеркально розташованих матрицях, причому попередню деформацію проводять з отриманням заготовки-напівфабрикату, для чого під матрицю встановлюють діафрагму, контр-матрицю та підмодельну плиту, одночасно в іншій матриці вакуумують середовище під заготовкою-напівфабрикатом, камеру заповнюють рідиною з джерелом імпульсного навантаження та здійснюють імпульсне навантаження, після отримання деталі її знімають, за допомогою поворотного пристрою дзеркально розташовані матриці міняють місцями та повторюють процес. Недоліком прототипу є мала продуктивність роботи завдяки довготривалій підготовці процесу. Крім цього складність форми коробчастих деталей потребує складної форми контрматриці, оптимальна форма якої може бути встановлена тільки за допомогою спеціальних експериментів, що призводить до витрат коштів і часу на апробацію і наладку технології на оснащенні з високоміцного матеріалу. В основу корисної моделі поставлено задачу підвищення економічності за рахунок зменшення часу на підготовку і наладку процесу штампування, а також спрощення конструкції пристрою, використання оснащення з дешевого матеріалу. Поставлена задача вирішується тим, що в способі штампування коробчастих деталей, який включає попередню деформацію листової заготовки для отримання заготовки-напівфабрикату та її остаточне формоутворення, які проводять одночасно імпульсним навантаженням в дзеркально розташованих матрицях, в матриці для остаточного формоутворення вакуумують середовище під заготовкою-напівфабрикатом, камеру з джерелом імпульсного навантаження заповнюють рідиною та здійснюють імпульсне навантаження, з матриці для остаточного формоутворення знімають готову деталь, за допомогою поворотного пристрою матриці міняють місцями та процес повторюють, згідно з корисною моделлю, остаточне формоутворення здійснюють в верхній матриці, а для отримання заготовки-напівфабрикату в нижній матриці на заготовку встановлюють приєднану масу, в порожнину між заготовкою і донною частиною нижньої матриці закачують рідину. На фігурі зображена схема пристрою для штампування коробчастих деталей імпульсними джерелами енергії. Пристрій містить дзеркально розташовані нижню 1 і верхню 2 матриці з притискними кільцями 12 та прокладкою 3 між ними, що з'єднані притискними елементами 9. Заготовка 5 і заготовка-напівфабрикат 4 притиснені між матрицями 1 та 2 і притискними кільцями 12. Над заготовкою 5 коаксіально профілю коробчастої деталі в плані установлена приєднана маса 6 з масивного матеріалу. Порожнина між заготовкою 5, заготовкою-напівфабрикатом 4 притискними кільцями 12 та кільцевою прокладкою 3 являє собою камеру імпульсного навантаження, яка заповнена рідиною 8 з джерелом імпульсного навантаження 7. Порожнина між заготовкою 5 і донної частині нижньої матриці 1 також заповнена рідиною 8. До нижньої 1 та верхньої 2 матриць під'єднані канали 11, з'єднані з насосом 10. Встановлений поворотний пристрій 13 для розвороту камері на 180 відносно горизонтальної осі. Заявлений спосіб штампування коробчастих деталей реалізується таким чином. На нижню матрицю 1 встановлюють заготовку 5, на яку встановлюють приєднану масу 6. Під верхньою матрицею 2 розміщена заготовка-напівфабрикат 4. Верхню 2 і нижню 1 матриці, притискні кільця 12, прокладку 3, заготовку 5, заготовкунапівфабрикат 4 і приєднану масу 10 з'єднують притискними елементами 9. Порожнину між заготовкою-напівфабрикатом 4 і верхньою матрицею 2 вакуумують. Камеру імпульсного навантаження заповнюють рідиною 8 з джерелом імпульсного навантаження 7. Порожнину між заготовкою 5 і донною частиною нижньої матриці 1 також заповнюють рідиною 8 по каналам 11 насосом 10. При ініціюванні джерела імпульсного навантаження 7 в нижній частині пристрою отримують заготовку-напівфабрикат 4. В верхній частині пристрою отримують остаточну форму деталі. Після процесу формування рідину зливають з камери імпульсного навантаження, а також з порожнини між заготовкою 5 і нижньою матрицею 1. За допомогою поворотного пристрою 13 дзеркально розташовані матриці міняють місцями та процес повторюють. Таким чином, одночасне штампування заготовки-напівфабрикату в верхній матриці та остаточне штампування деталі в нижній матриці призводить до економії часу, а також внаслідок 1 UA 116382 U перегрупування деформацій при попередньому деформуванні і остаточному формоутворенні коробчаста деталь буде мати рівномірне поле деформацій. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб штампування коробчастих деталей, який включає попередню деформацію листової заготовки для отримання заготовки-напівфабрикату та її остаточне формоутворення, які проводять одночасно імпульсним навантаженням в дзеркально розташованих матрицях, в матриці для остаточного формоутворення вакуумують середовище під заготовкоюнапівфабрикатом, камеру з джерелом імпульсного навантаження заповнюють рідиною та здійснюють імпульсне навантаження, з матриці для остаточного формоутворення знімають готову деталь, за допомогою поворотного пристрою матриці міняють місцями та процес повторюють, який відрізняється тим, що остаточне формоутворення здійснюють в верхній матриці, а для отримання заготовки-напівфабрикату в нижній матриці на заготовку встановлюють приєднану масу, в порожнину між заготовкою і донною частиною нижньої матриці закачують рідину. Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 26/06
Мітки: спосіб, деталей, штампування, коробчастих
Код посилання
<a href="https://ua.patents.su/4-116382-sposib-shtampuvannya-korobchastikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб штампування коробчастих деталей</a>
Спосіб штампування днищ
Номер патенту: 104002
Опубліковано: 12.01.2016
Автори: Федорова Анастасія Сергіївна, Онопченко Антон Віталійович, Трет'як Володимир Васильович, Долматов Анатолій Іванович
МПК: B21D 26/06
Мітки: днищ, штампування, спосіб
Формула / Реферат:
Спосіб штампування днищ, який включає попередню деформацію листової заготовки та остаточне формоутворення імпульсним навантаженням, який відрізняється тим, що попередню деформацію та остаточне формоутворення проводять одночасно в дзеркально розташованих матрицях, причому попередню деформацію проводять з отриманням W-подібної заготовки-напівфабрикату, для чого спочатку під верхню матрицю встановлюють діафрагму, модель-контрматрицю з...
Пристрій для штампування деталей коробчастої форми імпульсними джерелами енергії
Номер патенту: 115602
Опубліковано: 25.04.2017
Автори: Фірсов Олександр Іванович, Трет'як Володимир Васильович, Краснопольський Вячеслав Леонідович, Федорова Анастасія Сергіївна
МПК: B21D 26/06
Мітки: форми, деталей, енергії, джерелами, пристрій, коробчастої, штампування, імпульсними
Формула / Реферат:
Пристрій для штампування деталей коробчастої форми імпульсними джерелами енергії, що містить матриці, розміщені симетрично таким чином, що вони утворюють спільну порожнину, де розміщено передатне середовище та джерело імпульсного навантаження, між матрицями розташовані притискні кільця з кільцевою прокладкою між ними, матриці з'єднані між собою гвинтами з шайбами та гайками, який відрізняється тим, що симетрично до матриць з донної частини...
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Білошицький Микола Володимирович, Кузьменко Олена Михайлівна
МПК: B22F 3/14
Мітки: порошкових, деталей, штампування, штамп, гарячого
Формула / Реферат:
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Процес одночасного штампування кількох тонколистових деталей на багатоконтурних електрогідравлічних пресах

Номер патенту: 26946
Опубліковано: 10.10.2007
Автор: Войтків Станіслав Володимирович
Мітки: кількох, процес, одночасного, електрогідравлічних, деталей, багатоконтурних, тонколистових, штампування, пресах
Формула / Реферат:
1. Процес одночасного штампування кількох тонколистових деталей на багатоконтурних електрогідравлічних пресах, який відрізняється тим, що штампування здійснюють в універсальному контейнері, у який встановлюють одночасно кілька індивідуальних формуючих блоків (пуансонів) однієї деталі або кількох різних деталей та кілька допоміжних елементів, якими заповнюють вільні місця універсального контейнера.2. Процес за п. 1, який відрізняється...
Пристрій для штампування листових деталей імпульсними джерелами енергії
Номер патенту: 100458
Опубліковано: 27.07.2015
Автори: Дорофеєв Віктор Георгійович, Грінченко Анатолій Марєєвич, Федорова Анастасія Сергіївна, Трет'як Володимир Васильович
МПК: B21D 26/02, B21D 26/06
Мітки: листових, пристрій, імпульсними, енергії, джерелами, штампування, деталей
Формула / Реферат:
Пристрій для штампування листових деталей імпульсними джерелами енергії, який містить матрицю, джерело імпульсної енергії, передатне середовище, фіксуючі елементи, який відрізняється тим, що додатково містить матрицю, розміщену симетрично першій таким чином, що вони утворюють спільну порожнину для розміщення передатного середовища та джерела імпульсного навантаження, між матрицями розташовані притискні кільця з кільцевою прокладкою між ними,...