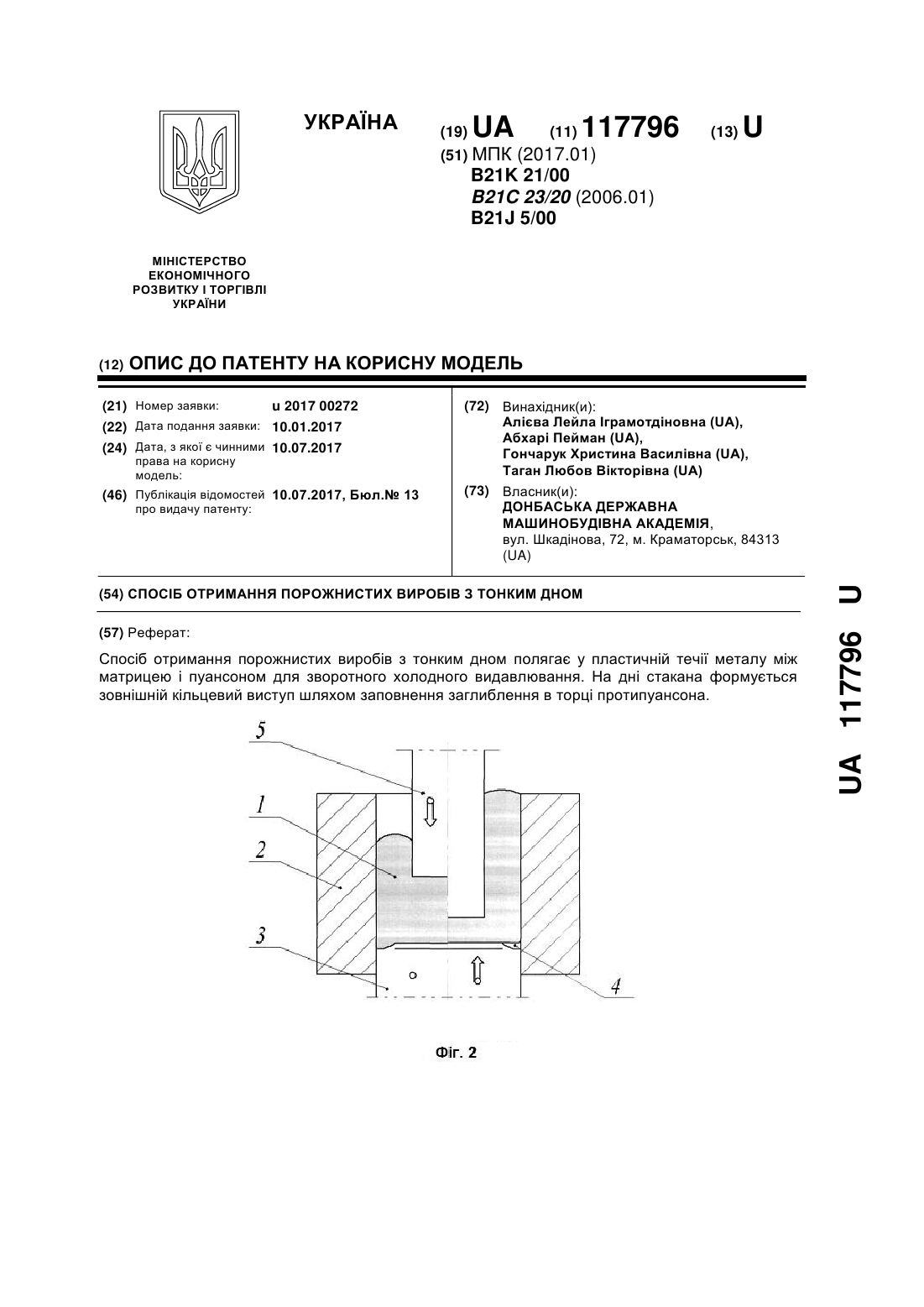
Спосіб отримання порожнистих виробів з тонким дном
Номер патенту: 117796
Опубліковано: 10.07.2017
Автори: Гончарук Христина Василівна, Таган Любов Вікторівна, Абхарі Пейман, Алієва Лейла Іграмотдіновна
Формула / Реферат
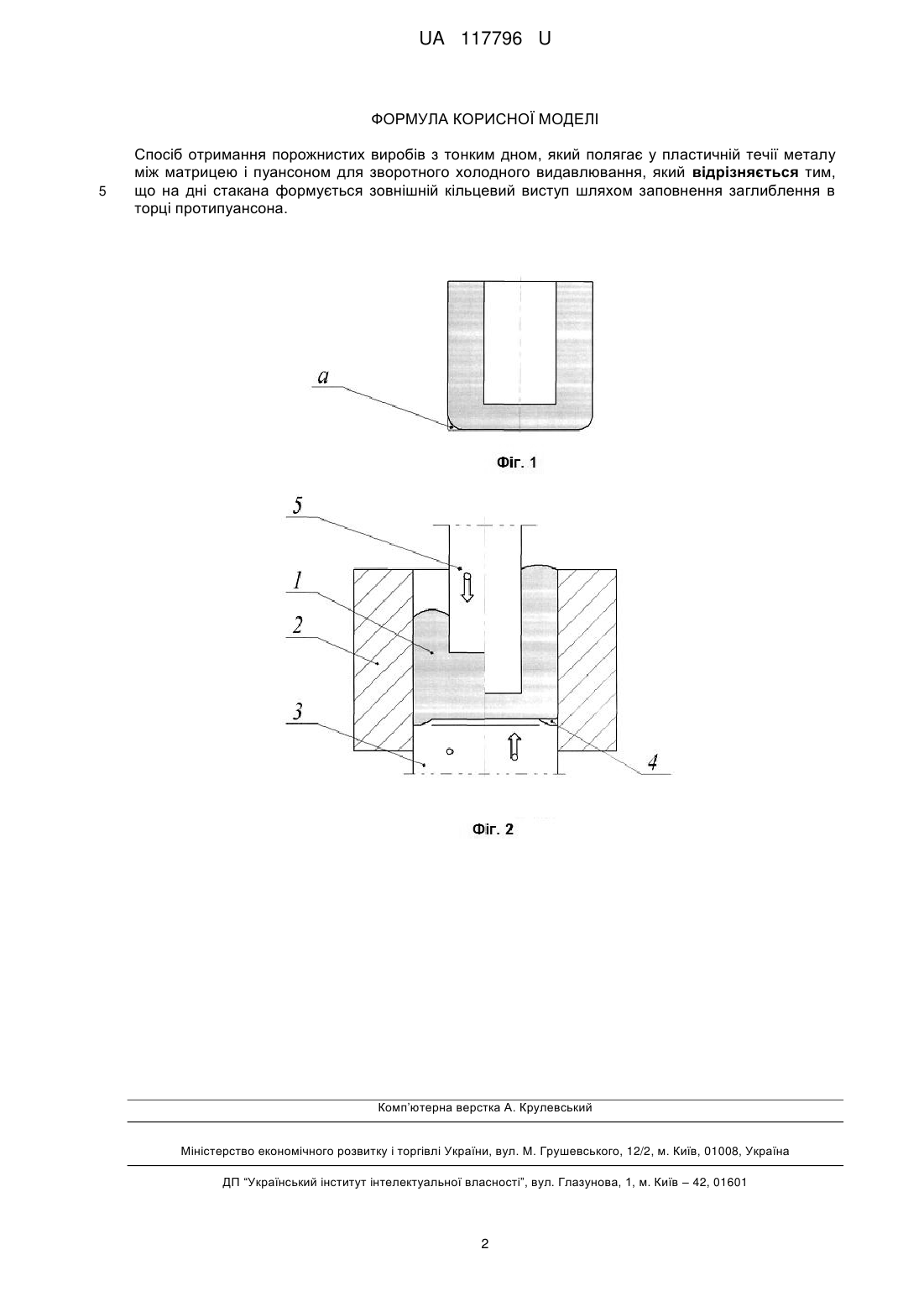
Спосіб отримання порожнистих виробів з тонким дном, який полягає у пластичній течії металу між матрицею і пуансоном для зворотного холодного видавлювання, який відрізняється тим, що на дні стакана формується зовнішній кільцевий виступ шляхом заповнення заглиблення в торці протипуансона.
Текст
Реферат: Спосіб отримання порожнистих виробів з тонким дном полягає у пластичній течії металу між матрицею і пуансоном для зворотного холодного видавлювання. На дні стакана формується зовнішній кільцевий виступ шляхом заповнення заглиблення в торці протипуансона. UA 117796 U (12) UA 117796 U UA 117796 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при отриманні видавлюванням порожнистих виробів типу стакан з тонким дном. Відомий спосіб отримання порожнистих виробів , згідно з яким до торця заготівки, яка розміщена в нерухомій матриці, прикладається деформуюче зусилля пуансона і виконується зворотне видавлювання металу в зазор між пуансоном та матрицею [1]. Відомий спосіб видавлювання металевих деталей, вибраний нами як прототип, який полягає у пластичній течії металу між матрицею і пуансоном для зворотного холодного видавлювання, при цьому матриця примусово рухається у напрямку течії металу зі швидкістю, що перевищує швидкість течії металу [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є пластична течія металу між матрицею і пуансоном для зворотного холодного видавлювання. Відомий спосіб не забезпечує отримання якісних деталей типу стакан, усунення повного утягнення, тому що при холодному видавлюванні в умовах застосування високоякісних змащень, створення достатніх для формування поверхневих сил (активного чи реактивного) тертя є досить складним або неможливим. В основу корисної моделі поставлена задача вдосконалення відомого способу для поліпшення якості деталей за рахунок зменшення чи усунення утягнення. Поставлена задача вирішується за рахунок того, що на дні стакана формують зовнішній кільцевий виступ шляхом заповнення заглиблення в торці протипуансона. Формування кільцевого виступу певного обсягу дозволяє створити локальний набір металу і впливати на утворення утягнення тим, що в області виступу накопичується об'єм металу, достатній для заповнення утягнення у заключній стадії процесу, коли переміщуються периферійні шари металу прискорено вгору. Внаслідок створення такого технологічного виступу з об'ємом, достатнім для компенсації кутового незаповнення контуру (утягнення), усувається відхилення форми у вигляді утягнення. Суть корисної моделі пояснюється кресленням, на якому зображено: фіг. 1 - стакан з тонким дном, на якому при видавлюванні утворюється утягнення ; фіг. 2 - схема здійснення способу отримання порожнистих виробів з тонким дном. Отримання порожнистих виробів з тонким дном здійснюється в такий спосіб. Заготівка 1 з підготованою поверхнею і структурою, переважно холодна, укладається в матрицю 2 на протипуансон 3, на торці якого виконано заглиблення 4, і здійснюють деформування пуансоном 5. Метал заготівки видавлюється в зворотному напрямку в зазор між пуансоном 5 і матрицею 2. Одночасно зі зворотним видавлюванням на поверхні в донній частини формується кільцевий виступ за рахунок видавлювання металу в заглиблення 4, що виконане на торці протипуансона 3. У заключній стадії видавлювання починається інтенсивна течія металу з заглиблення 4, заповнюючи кутову зону, в якій повинно було б з'явитись утягнення . Після досягнення необхідної товщини дна стакана зворотне видавлювання завершується, тобто рух пуансона і силовий вплив з боку пуансона припиняють. Розміри утвореного на поверхні заготівки виступу вибираються в залежності від розмірів стінки і дна стакана, а також відповідно розмірів утягнення, що очікується. Ширина виступу переважно рівна товщині стінки виробу. Приклад здійснення способу. Відпалену заготівку зі сталі 15 кп діаметром 28 мм і висотою 21 мм піддавали холодному зворотному видавлюванню в штампі. Мастильний шар створювали фосфатуванням і омилюванням заготівки. На виробі одночасно зі зворотним видавлюванням формувався кільцевий виступ, висотою 1,8 мм. Це сприяло усуненню утягнення на дні стакана. Виріб після видавлювання мав наступні розміри: діаметри внутрішній та зовнішній 21 мм і 28,2 мм відповідно, товщина стінки 3,6 мм, товщина дна стакана 2,5 мм, висота виробу 44,1 мм. При старому способі утягнення дна стакана складало б 2,6 мм, тобто більше товщини дна стакана. Застосування пропонованого способу отримання порожнистих виробів з тонким дном забезпечує поліпшення якості виробів при підвищенні продуктивності їх виготовлення, що сприяє усуненню утягнення на дні стакана. Джерела інформації: 1. Холодная объемная штамповка. Справочник / Под ред.Г. А. Навроцкого. - М.: Машиностроение, 1973. - 498 с. - С. 199, рис. 45,6. 2. Кузнецу-штамповщику : справочное пособие / Л.Н. Соколов, В.Н. Ефимов, Ю.А. Кащенко, Г.П. Удовицкий . И.С. Алиев, А.А. Лейн, В.А. Афонии. - Донецк: Донбасс, 1986. - 144 с. - С. 95, рис. 4.1.6. 60 1 UA 117796 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб отримання порожнистих виробів з тонким дном, який полягає у пластичній течії металу між матрицею і пуансоном для зворотного холодного видавлювання, який відрізняється тим, що на дні стакана формується зовнішній кільцевий виступ шляхом заповнення заглиблення в торці протипуансона. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21K 21/00, B21C 23/20, B21J 5/00
Мітки: отримання, спосіб, дном, порожнистих, тонким, виробів
Код посилання
<a href="https://ua.patents.su/4-117796-sposib-otrimannya-porozhnistikh-virobiv-z-tonkim-dnom.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання порожнистих виробів з тонким дном</a>
Спосіб одержання порожнистих виробів з тонким дном
Номер патенту: 74528
Опубліковано: 15.12.2005
Автори: Савчинський Іван Григорович, Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович, Борисов Руслан Сергійович
МПК: B21K 21/00, B21K 23/00
Мітки: тонким, спосіб, одержання, порожнистих, дном, виробів
Формула / Реферат:
Спосіб одержання порожнистих виробів з тонким дном шляхом прикладання пуансоном деформуючого зусилля до торця заготовки і впливу на її бічну поверхню повздовжніми зусиллями, який відрізняється тим, що одночасно зі зворотним видавлюванням на бічній поверхні в донній частині виробу формують кільцевий бурт, який після видавлювання розгладжують за допомогою переміщення матриці відносно бурту в напрямку, протилежному напрямку видавлювання.
Штамп для витягування порожнистих виробів з косим дном
Номер патенту: 32577
Опубліковано: 26.05.2008
Автори: Діамантопуло Констянтин Констянтинович, Тихонський Олександр Адамович, Лісовий Максим Олегович
МПК: B21J 13/02
Мітки: витягування, штамп, дном, порожнистих, виробів, косим
Формула / Реферат:
1. Штамп для витягування порожнистих виробів з косим дном, що містить верхню плиту, до якої прикріплений пуансон з косою робочою поверхнею та притискне кільце, і матрицю, закріплену на нижній плиті, який відрізняється тим, що на торці робочої частини виконані виступи, обумовлені формою дна штампованої деталі, а неробоча частина пуансона виконана потовщеною на величину діаметрального зазору між пуансоном і матрицею.2. Штамп за п. 1,...
Спосіб виготовлення порожнистих виробів типу стакана
Номер патенту: 107950
Опубліковано: 24.06.2016
Автори: Шкіра Олексій Віталійович, Алієва Лейла Іграмотдіновна, Гончарук Христина Василівна, Сивак Роман Іванович
МПК: B21J 5/12, B21K 21/00
Мітки: виробів, стакана, виготовлення, типу, порожнистих, спосіб
Формула / Реферат:
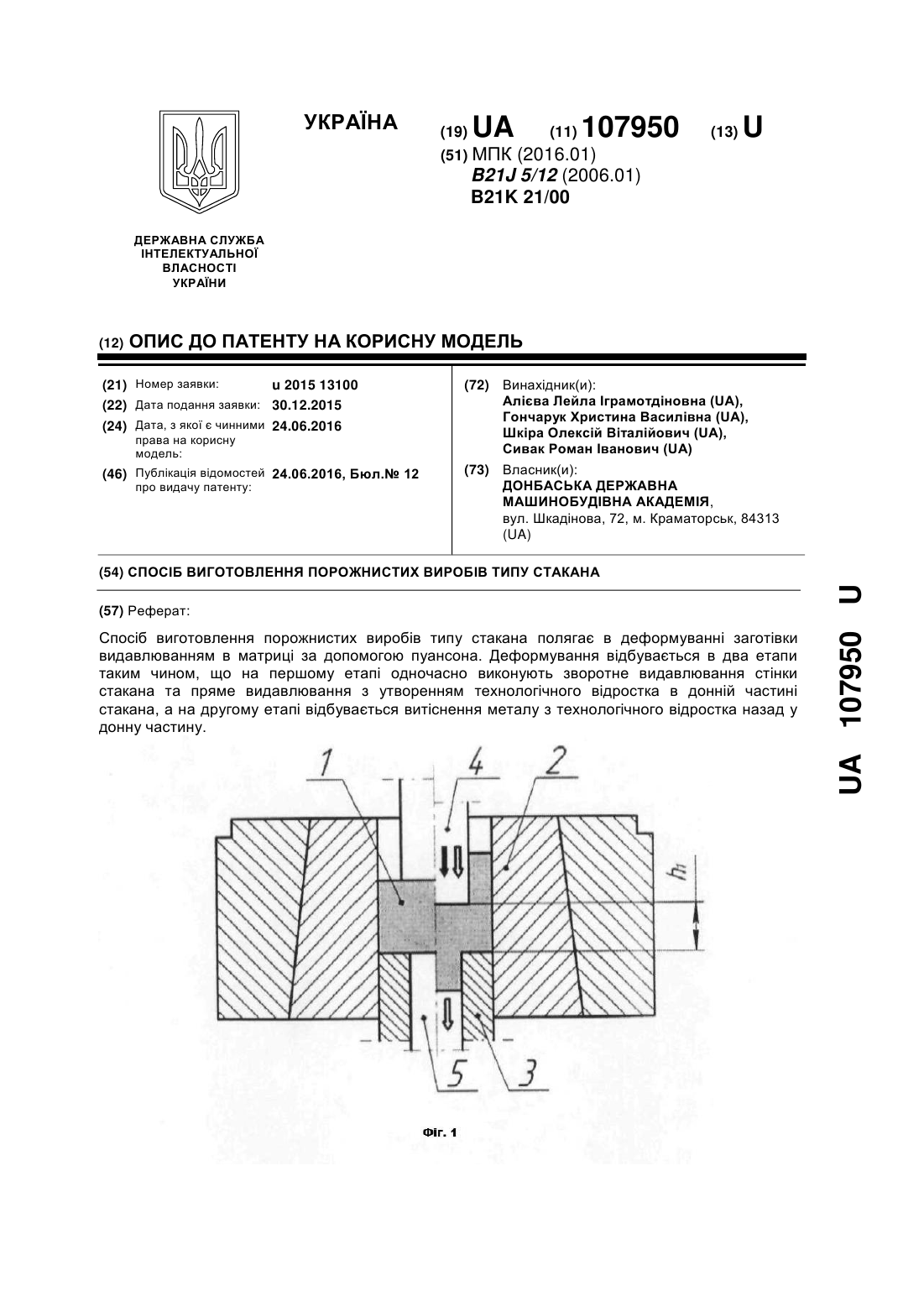
Спосіб виготовлення порожнистих виробів типу стакана, що полягає в деформуванні заготівки видавлюванням в матриці за допомогою пуансона, який відрізняється тим, що деформування відбувається в два етапи таким чином, що на першому етапі одночасно виконують зворотне видавлювання стінки стакана та пряме видавлювання з утворенням технологічного відростка в донній частині стакана, а на другому етапі відбувається витіснення металу з технологічного...
Матриця для витягування порожнистих виробів з косим дном
Номер патенту: 37399
Опубліковано: 25.11.2008
Автори: Лісовий Максим Олегович, Тихонський Олександр Адамович, Діамантопуло Костянтин Костянтинович
МПК: B21J 13/02
Мітки: косим, виробів, дном, матриця, порожнистих, витягування
Формула / Реферат:
Матриця для витягування виробів з косим дном, що містить корпус з паралельними опорними робочими поверхнями, робоче вікно для витягування, радіусну робочу кромку та циліндричний робочий поясок, яка відрізняється тим, що висота робочого пояска виконана змінною по периметру робочого вікна матриці - меншої висоти пояска з боку більшої висоти виробу і більшої висоти пояска з боку меншої висоти виробу.
Спосіб видавлювання порожнистих виробів з порошкових матеріалів
Номер патенту: 65001
Опубліковано: 25.11.2011
Автори: Любчич Костянтин Володимирович, Воронкова Катерина Геннадіївна, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович
МПК: B22F 3/20
Мітки: видавлювання, порошкових, матеріалів, порожнистих, спосіб, виробів
Формула / Реферат:
Спосіб видавлювання порожнистих виробів з порошкових матеріалів, який полягає у примусовому переміщенні матриці та деформуючого пуансона, який відрізняється тим, що деформуючий пуансон, матрицю і пуансон, який видавлює порожнину, одночасно переміщують у напрямі течії видавлюваного металу з різною швидкістю, причому відношення швидкостей визначають геометричними параметрами деталі та заготовки: Vм: Vс = (ХП + Нд - Нз) / (ХП + hd -...
Попередній патент: Зубчасте колесо
Наступний патент: Спосіб контрольованої затяжки різьбових з’єднань
Випадковий патент: Спосіб одержання гомополімерної полівінілацетатної дисперсії