Компенсатор похибок напряму переміщення повзуна преса
Номер патенту: 11782
Опубліковано: 16.01.2006
Автори: Кухар Володимир Валентинович, Єрмолов Дмитро Володимирович, Діамантопуло Костянтин Костянтинович
Формула / Реферат
Компенсатор похибок напряму переміщення повзуна преса, що містить опорні поверхні для контакту з опорними поверхнями повзуна та верхньої плити штампа та виконаний у вигляді пружної пластини змінної жорсткості, змінюваної вздовж ширини і висоти, який відрізняється тим, що більш жорстка сторона обернена до внутрішніх сторін повзуна та верхньої плити штампа, а його розміри визначають із співвідношення:
де ![]() - технологічне зусилля виконуваної операції, H;
- технологічне зусилля виконуваної операції, H;
![]() - конструктивний модуль пружності пластини компенсатора, МПа;
- конструктивний модуль пружності пластини компенсатора, МПа;
![]() - площа опорної поверхні компенсатора, м2;
- площа опорної поверхні компенсатора, м2;
![]() - коефіцієнт тертя змащених поверхонь;
- коефіцієнт тертя змащених поверхонь;
![]() - коефіцієнт форми компенсатора;
- коефіцієнт форми компенсатора;
![]() - площа вільної бічної поверхні компенсатора разом із бічною поверхнею отворів, м2;
- площа вільної бічної поверхні компенсатора разом із бічною поверхнею отворів, м2;
![]() - початкова висота пружної пластини компенсатора, мм;
- початкова висота пружної пластини компенсатора, мм;
![]() =(
=(![]() -
-![]() k) - необхідна для досягнення рівня технологічного зусилля абсолютна деформація (мм) компенсатора по висоті, яка не перевищує 20-30% висоти компенсатора, але перевищує пружну деформацію станини при навантаженні її технологічним зусиллям;
k) - необхідна для досягнення рівня технологічного зусилля абсолютна деформація (мм) компенсатора по висоті, яка не перевищує 20-30% висоти компенсатора, але перевищує пружну деформацію станини при навантаженні її технологічним зусиллям;
![]() k - кінцева висота компенсатора при навантаженні технологічним зусиллям, мм.
k - кінцева висота компенсатора при навантаженні технологічним зусиллям, мм.
Текст
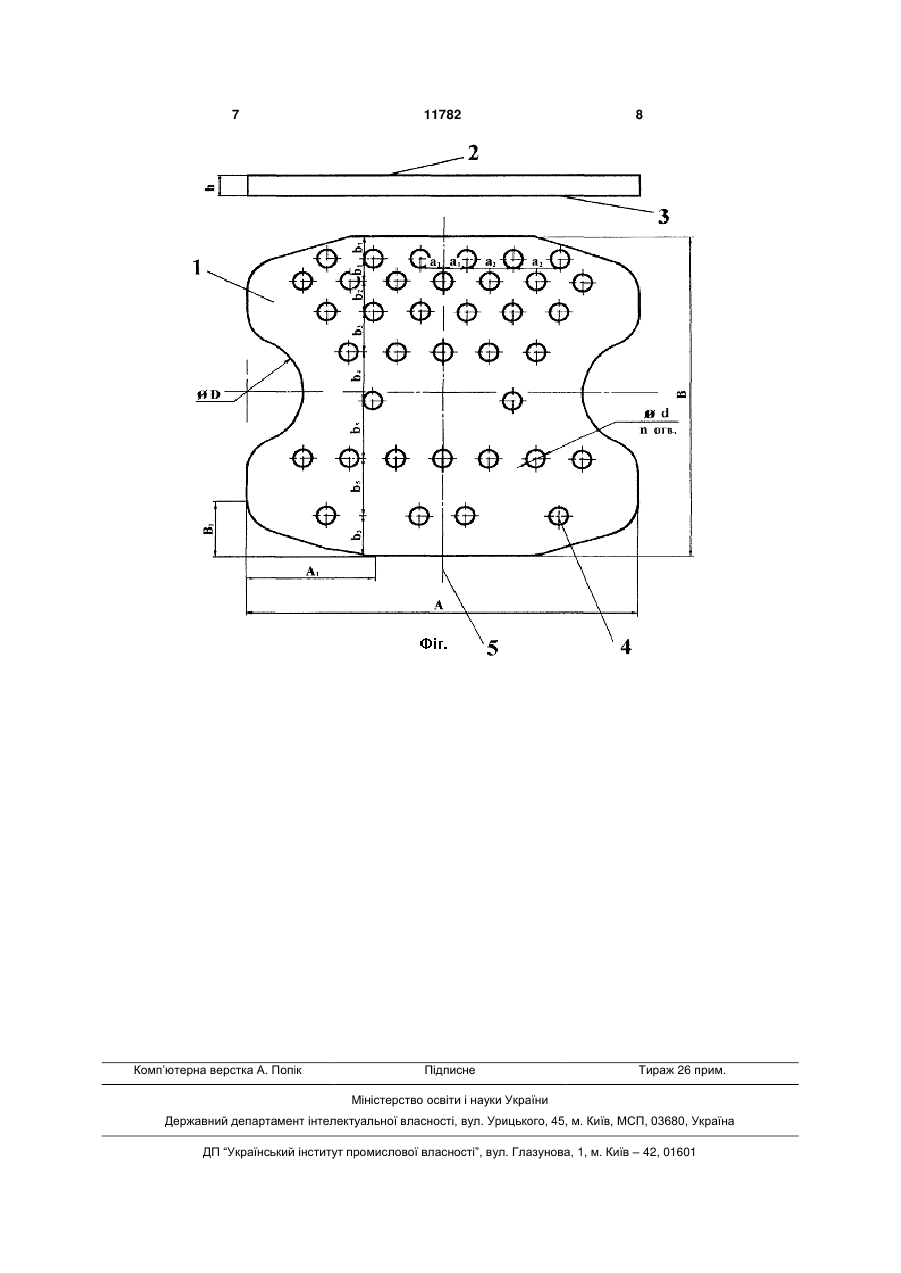
Компенсатор похибок напряму переміщення повзуна преса, що містить опорні поверхні для контакту з опорними поверхнями повзуна та верхньої плити штампа та виконаний у вигляді пружної пластини змінної жорсткості, змінюваної вздовж ширини і висоти, який відрізняється тим, що більш жорстка сторона обернена до внутрішніх сторін повзуна та верхньої плити штампа, а його розміри визначають із співвідношення: P , h E(1 Ф2 ) F де P - технологічне зусилля виконуваної операції, H; E - конструктивний модуль пружності пластини компенсатора, МПа; F - площа опорної поверхні компенсатора, м2; - коефіцієнт тертя змащених поверхонь; Корисна модель відноситься до допоміжного штампувального устаткування і може бути використана, зокрема, на кривошипних пресах з відкритою станиною. Відомим пристроєм такого типу є плаваючий хвостовик (ГОСТ 16119-71), що сферичною поверхнею спирається на підп'ятник, що контактує з верхньою плитою, і кріпиться до верхньої плити штампа фланцем. При експлуатації такого плаваючого хвостовика відбувається ковзання підп'ятника, при цьому сили тертя настільки великі, що приводять до вигину й інтенсивного зношування направляючих колонок і втулок штампа. Відоме кріплення верхньої плити штампа через плаваючий вузол, що переміщується, до повзуна прес-автомата типу ПА-10, який містить опорну плиту, що переміщується, компенсуючи перекоси, по сфері підкладної плити, яка несе плиту, з'єднану з верхньою і нижньою плитами через сепаратори з тілами кочення, що компенсують переміщення в горизонтальній площині [Спра вочник конструктора штампов: Листовая штамповка / Под общ. ред. Л.И. Рудмана. - М.: Машиностроение, 1988. - 496с., рис.15]. Вузол містить (разом із проміжними) шість плит, є досить металоємним, складним кінематичне та вимагає великої висоти штампового простору, що обмежує технологічні можливості устаткування і звужує діапазон їхнього застосування. Відомий вузол кріплення штампів до повзуна преса по [А. с. СССР №668744, МКИ 6B21D37/00], який містить хвостовик вузла з двома опорними поверхнями у вигляді сфер із підп'ятником, закріплений за допомогою спеціальної гайки у верхній плиті з вертикальним зазором (до 0,03мм) між сферами. Використання у вузлі кріплення штампів до повзуна трьох плит, скріплених між собою через плоскі сепаратори з кульками, визначає складність конструкції і значні розміри по висоті. Виготовлення таких вузлів кріплення вимагає високоточних квалітетів і високоміцних матеріалів, що не гарантує від швидкого виходу з ладу компенсаційного F / Fбок - коефіцієнт форми компенсатора; (19) UA (11) 11782 (13) U Ф Fбок - площа вільної бічної поверхні компенсатора разом із бічною поверхнею отворів, м2; h - початкова висота пружної пластини компенсатора, мм; =( h - h k) - необхідна для досягнення рівня технологічного зусилля абсолютна деформація (мм) компенсатора по висоті, яка не перевищує 20-30% висоти компенсатора, але перевищує пружну деформацію станини при навантаженні її технологічним зусиллям; h k - кінцева висота компенсатора при навантаженні технологічним зусиллям, мм. 3 вузла через деформування доріжок кочення, обумовленого великими контактними напругами. Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є компенсатор похибок напрямку переміщення повзуна преса [Патент: International Publication Number WO 91/00174, International Application Number PCT/SE90/00440 від 20.06.90 Method and device for compensating the deformation of the frame in an excenter press "Спосіб та пристрій компенсації деформацій станини ексцентрикового преса"], що прийнятий за прототип, який містить опорні поверхні та виконаний у вигляді пружної пластини перемінної по ширині жорсткості, встановлений між опорними поверхнями повзуна і верхньої плити штампа. При роботі преса опорні поверхні компенсатора та повзуна і верхньої плити штампу періодично контактують між собою, тому що компенсатор у вигляді пластини вільно покладений на поверхню верхньої плити та не скріплений із повзуном (у верхньому положенні повзуна його опорна поверхня відстоїть на певну відстань від опорної поверхні верхньої плити). При виникненні технологічного зусилля станина нерівномірно деформується та розкривається, що утворює певний кут перекосу між вертикальною віссю та віссю повзуна. При цьому компенсатор деформується по висоті під дією перекошеної опорної поверхні повзуна та передає зусилля на верхню плиту штампа. Компенсатор у вигляді пружної пластини позбавлений таких недоліків аналогів, як велика висота, складність і ненадійність конструкцій, однак запропонована прототипом конструкція зовсім не відповідає схемі навантаження пресу. За прототипом жорсткість компенсатора по ширині пропорційно зменшується із наближенням до станини, тобто у напрямку збільшення величини кута перекосу між віссю повзуна та вертикальною віссю преса, приводячи до зменшення (а не зростання) опору компенсатора у площинах скорочення відстані між опорними поверхнями верхньої плити штампа та повзуна. Тобто компенсатор обернений менш жорсткою стороною до станини, а більш жорсткою стороною - зовні. Це сприяє його перекосам від технологічного навантаження, які передаються на верхню плиту штампового блоку та станину. Така конструкція є неефективною, а її експлуатація приводить до підвищеного зносу направляючих колонок штампа і робочого інструменту, суттєвих перекосів у системі "прес-штамп" та поломок пуансонів і прес-штемпелів. Це істотно звужує технологічні можливості компенсатора і коло їх застосування. В основу корисної моделі, що заявляється, поставлена задача удосконалити конструкцію компенсатора похибок напрямку переміщення повзуна преса, в якому, за рахунок зміни його конструктивних параметрів, досягають зменшення похибок повзуна, зменшення величини кутів перекосів осі повзуна відносно вертикальної осі пресу та скорочення деформацій у системі ”прес-штамп”, покращуючи умови роботи штампів та деформуючого інструменту. 11782 4 Для розв'язання поставленої задачі в основу корисної моделі покладена конструкція компенсатора похибок напряму повзуна преса, що містить опорні поверхні для контакту з опорними поверхнями повзуна та верхньої плити штампа, який виконаний у вигляді пружної пластини змінної вздовж ширини і висоти жорсткості, та у якому, відповідно за корисною моделлю, більш жорстка сторона обернена до внутрішніх сторін повзуна та верхньої плити штампа, а його розміри визначають із співвідношення: P , h E(1 Ф2 ) F де P - технологічне зусилля виконуваної операції, H; E - конструктивний модуль пружності пластини компенсатора, МПа; F - площа опорної поверхні компенсатора, м2; - коефіцієнт тертя змащених поверхонь; Ф=F/Fбок - коефіцієнт форми компенсатора; Fбок - площа вільної бічної поверхні компенсатора разом із бічною поверхнею отворів, м2; h - початкова висота пружної пластини компенсатора, мм; =(h-hк) - необхідна для досягнення рівня технологічного зусилля абсолютна деформація (мм) компенсатора по висоті, яка не перевищує 20-30% висоти компенсатора, але перевищує пружну деформацію станини при навантаженні її технологічним зусиллям, тут hк - кінцева висота компенсатора при навантаженні технологічним зусиллям, мм. Суттєвість ознаки обернення компенсатора більш жорсткою стороною до станини полягає в тому, що похибки у системі ”прес-штамп” (тобто кути перекосу між віссю повзуна та вертикальною віссю преса), які виникають при розкритті станини, компенсуються нерівномірним стиском пружної пластини компенсатора, а похибки переміщення повзуна в горизонтальній площині компенсуються пружними властивостями матеріалу пластини та її ковзанням щодо опорних поверхонь штампа і повзуна. Низький коефіцієнт тертя при цьому, тобто мінімізація бічних навантажень на верхню плиту штампа, може бути додатково забезпечена видавлюванням консистентного мастила із виконаних у пластині і заповнених мастилом отворів, що будуть зменшувати свій обсяг при стиску компенсатора. Нерівномірне розташування отворів по ширині пластини компенсатора забезпечує потрібну нерівномірну жорсткість конструкції по ширині та висоті. Тобто перемінної жорсткості вздовж ширини пластини досягають шляхом виконання в ній визначеної кількості отворів із перемінним у кожнім напрямку кроком. Розрахунок кількості отворів і їхнього розташування проводять після визначення кутової і вертикальної жорсткості станини преса при заданих умовах навантаження, що імітують технологічне зусилля. Підбір розмірів за запропонованою формулою базується на визначенні опорної площі (виходячи з площ опорної поверхні повзуна чи верхньої плити штампа без площі виконаних отворів) та бічної площі, а також висоти, величини абсолютної 5 деформації стискання пластини компенсатора, що, в свою чергу, залежить від матеріалу компенсатора, який врахований таким параметром, як конструктивний модуль пружності компенсатора. Суттєвість підбирання кількості та кроку розташування отворів по ширині полягає у можливості враховувати характеристики матеріалу компенсатора виходячи із потрібної висотної нерівномірності стискання компенсатора по ширині. Конструкція компенсатора пояснюється кресленням (фіг.), де показаний загальний вигляд компенсатора, який виконаний із пружної пластини 1, містить опорні поверхні (2 та 3) та отвори 4, котрі забезпечують змінну вздовж ширини і висоти жорсткість компенсатора, при чому 5 - вісь компенсатора, вздовж якої змінюється жорсткість. А, В та h - довжина, ширина та висота пластини компенсатора відповідно; D та d - діаметр вирізу у пластині компенсатора та діаметр отворів компенсатора, які виконують для забезпечення його змінної жорсткості; n - кількість отворів компенсатора; А1 та В2 - розміри кутових скосів по довжині та ширині компенсатора; а1, а2 та b1, b2, b3, b4, b5 - відстані між осями отворів по довжині та ширині, що забезпечують змінну жорсткість компенсатора. Компенсатор працює наступним чином: При робочому ході повзуна преса (наприклад, моделі КА 1739), у момент виникнення технологічного зусилля, сила стиснення передається на компенсатор, що виконаний, наприклад, із поліуретанової пластини марки СКУ-ПФЛ-100. Ця ж сила пружно розтискає С-образну станину преса. Повзун, разом із станиною, переміщається у вертикальному напрямку, що приводить до деякого його розвороту навколо вертикальної та горизонтальної осей. При відсутності компенсатора вісь пуансона і матриці викривляється, що призводить до порушення нормального зазору та ушкодженню кромок штампа що ріжуть. Крім того, стовпчики і втулки піддаються інтенсивному однобічному зносу. Компенсатор, при технологічному зусиллі, нерівномірно деформується по висоті під дією перекошеної опорної поверхні повзуна і сковзає щодо її, вибираючи погрішності системи «прес-штамп». Зусилля на верхню плиту штампа передається без перекосів. При цьому забезпечується, щоб найбільша висотна деформація компенсатора не перевищувала 20-30%. При виготовленні компенсатора для преса КА 1739 (8 МН), що встановлений у цеху рейкових скріплень ВАТ ”Азовсталь” на операції пробивання пазу у підкладках Р50, Р65, Р75, був обраний матеріал для пластини - поліуретан СКУ-ПФЛ-100 (Е=59МПа). Зусилля операції пробивання пазу 11782 6 Р=1,9МН. Пружна деформація станини при такому зусиллі - 0,94мм. При досягненні пресом зусиль, близьких до номінального, деформація станини склала 3,77мм, що потребує брати висоту компенсатора із запасом. Абсолютна деформація пластини компенсатора по висоті повинна бути більшою за пружну деформацію станини преса. Тобто завдаємося величиною =4,5мм. Тоді висота пластини може бути знайдена як h= /0,25=4,5/0,25=18мм. Довжина і ширина пластини компенсатора обирається такою, як довжина та ширина опорних поверхонь верхньої плити штампа та повзуна пресу, тобто А=500мм (0,5м) та В=400мм (0,4м). Змінну по висоті та ширині компенсатора жорсткість забезпечували перфорацією пластини отворами діаметром 30мм. Кількість отворів - n=40шт. Коефіцієнт тертя між поліуретановою пластиною і сталевою поверхнею плити штампа та повзуна =0,2. Після установки такого компенсатора на вищезгаданому пресі в процесі його експлуатації, після того, як він відстояв 1178800 циклів, у пластини відломилися кути, але компенсатор зберіг роботоспроможність. Це дозволило доробити й удосконалити форму компенсатора шляхом виконання кутових скосів по довжині та ширині компенсатора із розмірами А1=130мм та В2=40мм. Площа опорної поверхні компенсатора: F=400х500-0,785 302 40-2 40х130=161340мм2. Площа бічної поверхні компенсатора разом із бічною поверхнею отворів. Fбок=2 (18х400+18х500)+40 30 18=100224мм2. Тоді коефіцієнт форми Ф=161340/100224=1,61. Розрахуємо осадку пластини компенсатора для завданого технологічного зусилля: 19 , тобто 0,131 , h 59 (1 0,2 1612 ) 0,16134 , =0,131 18=2,4мм. Абсолютна деформація пластини компенсатора =2,4мм більше пружної деформації станини преса (0,94мм) в 2,55 разів. Тобто, для виконання операції пробивання пазу, що потребує зусилля 1,9МН, розраховані розміри компенсатора забезпечать його роботоспроможність. Використання компенсатора похибок системи "прес-штамп" у вигляді пружної пластини розрахованих розмірів на пресах відкритого типу КА 1739 у цеху рейкових скріплень ВАТ "Азовсталь” дозволило підвищити стійкість штампового інструменту на 18-20%, а також знизити рівень шуму і досягнути зниження часу, затрачуваного на заміну інструмента, що вийшов з ладу, у середньому на 5%. 7 Комп’ютерна верстка А. Попік 11782 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCompensator of errors of the direction of displacement of the slider of press
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kukhar Volodymyr Valentynovych
Назва патенту російськоюКомпенсатор погрешностей направления перемещения ползуна пресса
Автори російськоюДиамантопуло Константин Константинович, Кухар Владимир Валентинович
МПК / Мітки
МПК: B30B 15/28
Мітки: компенсатор, повзуна, переміщення, преса, похибок, напряму
Код посилання
<a href="https://ua.patents.su/4-11782-kompensator-pokhibok-napryamu-peremishhennya-povzuna-presa.html" target="_blank" rel="follow" title="База патентів України">Компенсатор похибок напряму переміщення повзуна преса</a>
Компенсатор похибок напряму повзуна преса
Номер патенту: 837
Опубліковано: 16.07.2001
Автори: Діамантопуло Костянтин Костянтинович, Василевський Олег Вікторович
МПК: B21D 37/00
Мітки: компенсатор, напряму, повзуна, похибок, преса
Формула / Реферат:
Компенсатор похибок напряму повзуна преса, що містить притискувальний фланець, хвостовик, пружний елемент, який відрізняється тим, що він додатково містить підпружинений ковпак і фіксуючий елемент, а пружний елемент, встановлений між повзуном і верхньою частиною штампа, виконано у вигляді пластин, кожна з яких має форму диска, з центральним отвором і додатковими отворами, розташованими симетрично відносно осей дисків, встановлених з...
Компенсатор похибок неперпендикулярності осі отвору у повзуні преса
Номер патенту: 537
Опубліковано: 15.09.2000
Автори: Засоба Іван Олександрович, Діамантопуло Костянтин Костянтинович
МПК: B21D 37/00
Мітки: отвору, повзуні, осі, похибок, преса, неперпендикулярності, компенсатор
Формула / Реферат:
1. Компенсатор похибок неперпендикулярності осі отвору у повзуні преса, що містить притискувальний кільцевий фланець і хвостовик, який відрізняється тим, що контактна поверхня хвостовика обладнана заздалегідь напруженим пружним елементом.2. Компенсатор по п. 1, який відрізняється тим, що пружний елемент виконано у вигляді поліуретанової пластини.3. Компенсатор по п. 1 або 2, який відрізняється тим, що ...
Вузол кріплення верхньої плити штампа до повзуна преса

Номер патенту: 1359
Опубліковано: 15.08.2002
Автори: Діамантопуло Костянтин Костянтинович, Ширманов Денис Михайлович, Євтєєв Артем Ігорович
МПК: B21D 37/00
Мітки: плити, повзуна, штампа, преса, вузол, верхньої, кріплення
Формула / Реферат:
1. Вузол кріплення верхньої плити штампа до повзуна преса, що утримує пластину-компенсатор з перемінною жорсткістю по ширині, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, який відрізняється тим, що опорні поверхні повзуна, компенсатора та верхньої плити з’єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані у...
Повітряний запобіжний компенсатор закритої циліндричної порожнини для переміщення нафти і в’язких нафтопродуктів
Номер патенту: 50700
Опубліковано: 16.12.2002
Автори: Клявлін Валерій Володимирович, Хімченко Іван Сергійович, Бартенєв Олександр Володимирович, Уніговський Леонід Михайлович
МПК: F16K 17/18, B65D 88/74
Мітки: переміщення, компенсатор, в'язких, запобіжний, порожнини, нафти, закритої, циліндричної, нафтопродуктів, повітряній
Формула / Реферат:
1. Повітряний запобіжний компенсатор закритої циліндричної порожнини для переміщення нафти і в'язких нафтопродуктів, що містить вертикальну трубу, основа якої сполучена із закритою циліндричною порожниною, а вершина сполучена з дихальним клапаном, при цьому закрита циліндрична порожнина для переміщення нафти і в'язких нафтопродуктів сполучена через зливний патрубок з трубопроводом, який з'єднаний із залізничним вагоном-цистерною з нафтою...
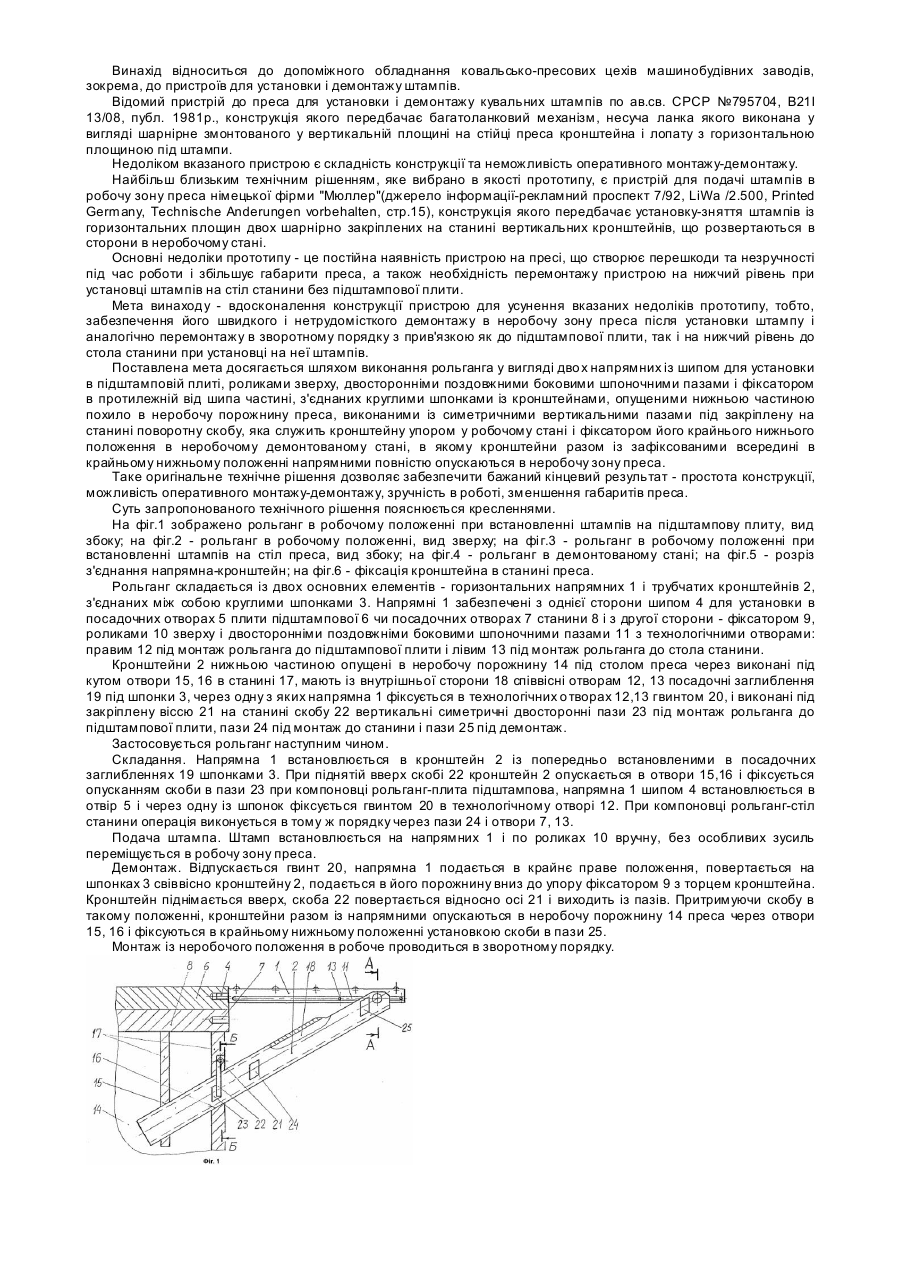
Рольганг для подачі штампів в робочу зону преса
Номер патенту: 66265
Опубліковано: 15.04.2004
Автори: Крижанівський Олександр Михайлович, Шевадуцький Ярослав Васильович
МПК: B21J 13/00
Мітки: робочу, преса, подачі, зону, рольганг, штампів
Формула / Реферат:
Рольганг для подачі штампів в робочу зону преса, що складається із двох закріплених на станині кронштейнів з верхньою горизонтальною поверхнею, який відрізняється тим, що його верхня горизонтальна частина виконана у вигляді двох напрямних із шипом для установки в підштамповій плиті з однієї сторони і фіксатором з другої сторони, роликами зверху і двосторонніми боковими поздовжніми шпоночними пазами, з'єднаних круглими шпонками із...
Попередній патент: П’єзоелектричний перетворювач механічних величин
Наступний патент: Розпилювач
Випадковий патент: Пристрій для одержання губчатого титану