Вузол кріплення верхньої плити штампа до повзуна преса
Номер патенту: 1359
Опубліковано: 15.08.2002
Автори: Діамантопуло Костянтин Костянтинович, Євтєєв Артем Ігорович, Ширманов Денис Михайлович

Формула / Реферат
1. Вузол кріплення верхньої плити штампа до повзуна преса, що утримує пластину-компенсатор з перемінною жорсткістю по ширині, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, який відрізняється тим, що опорні поверхні повзуна, компенсатора та верхньої плити з’єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані у глухих порожнинах, виконаних у верхній плиті штампа.
2. Вузол кріплення за п. 1, який відрізняється тим, що пружні елементи виконані у вигляді втулок.
Текст
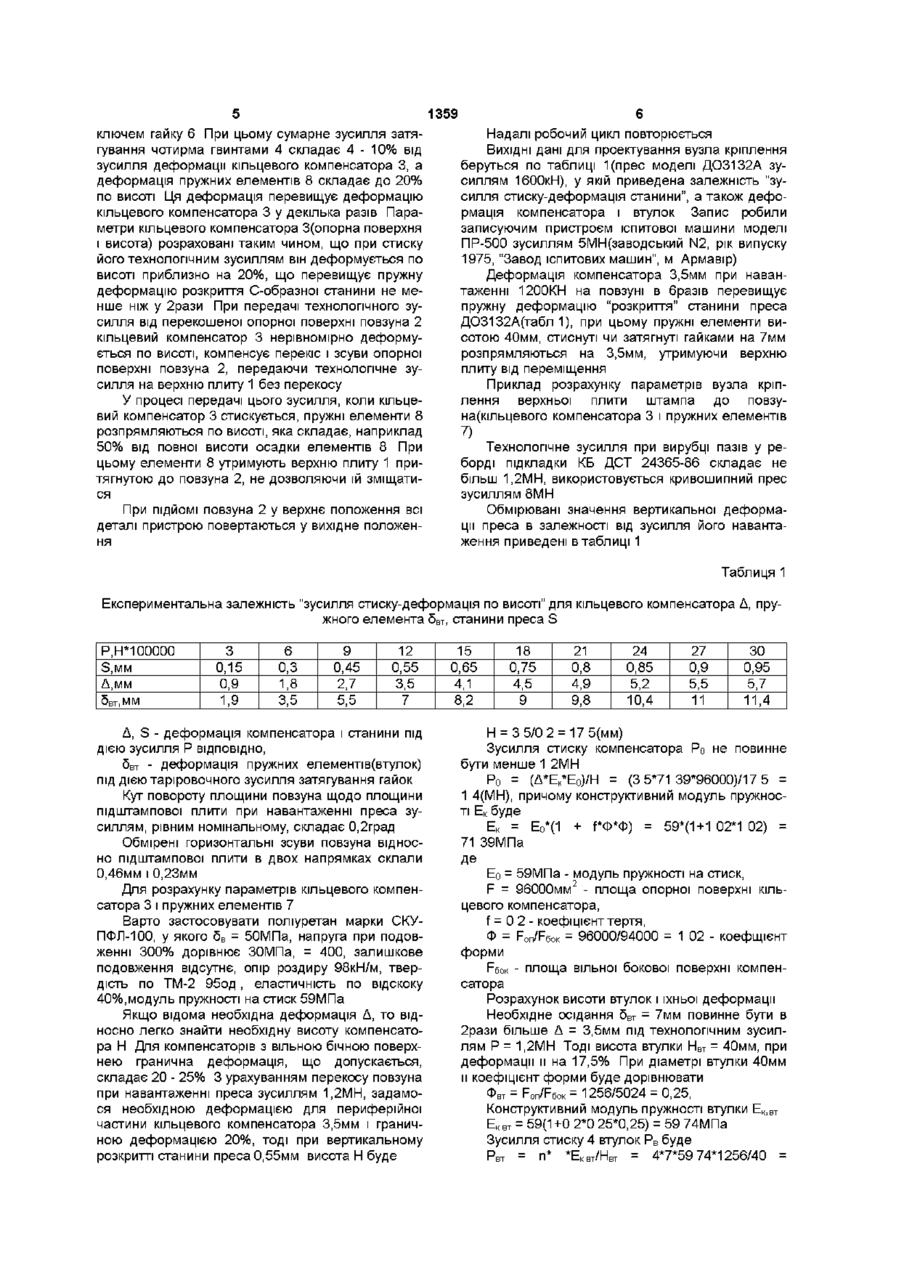
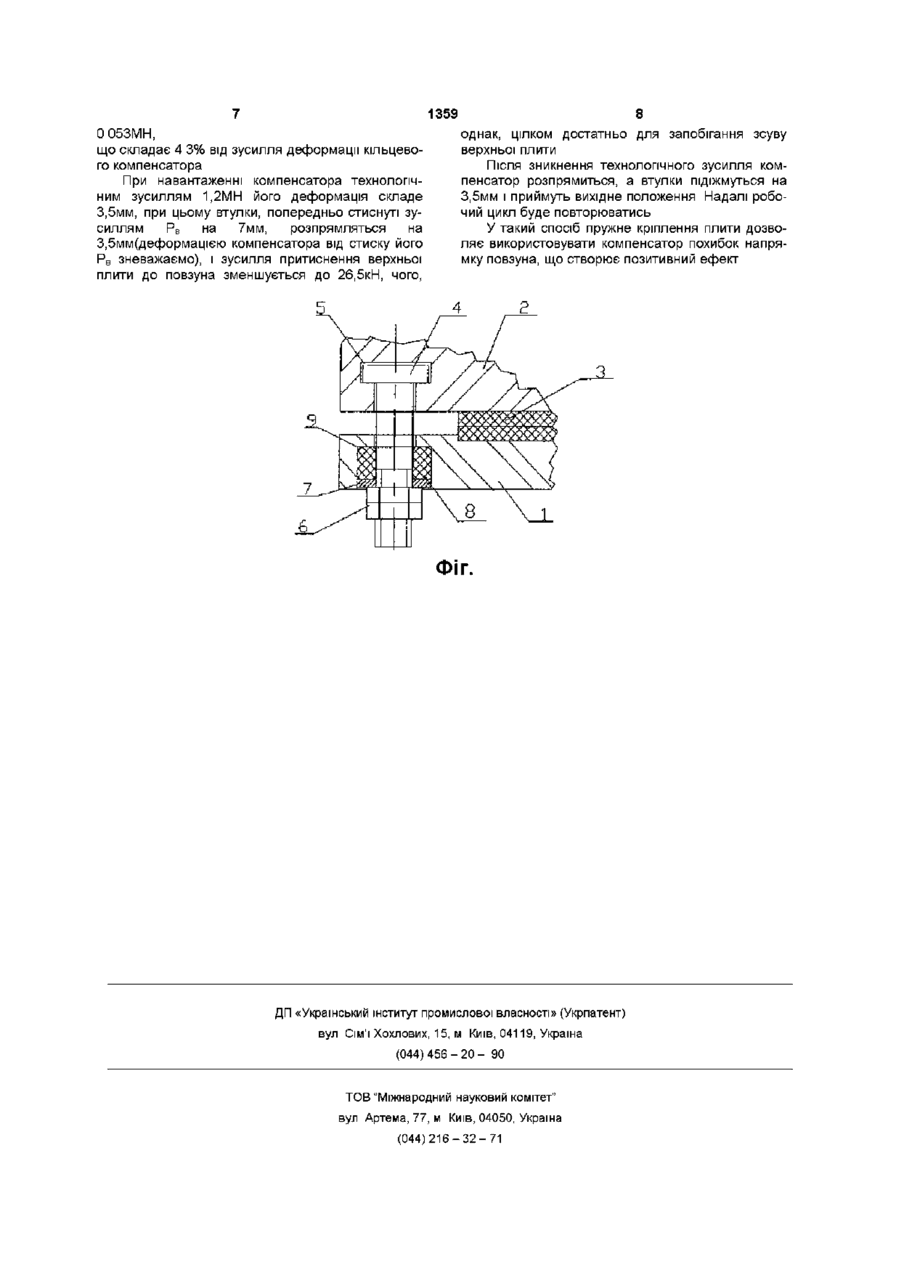
1 Вузол кріплення верхньої плити штампа до повзуна преса,що утримує пластину-компенсатор з перемінною жорсткістю по ширині, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, який відрізняється тим, що опорні поверхні повзуна, компенсатора та верхньої плити з'єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані у глухих порожнинах, виконаних у верхній плиті штампа 2 Вузол кріплення за п 1, який відрізняється тим, що пружні елементи виконані у вигляді втулок Корисна модель відноситься до допоміжного штампувального устаткування і може бути використана, зокрема, на кривошипних пресах з відкритою станиною Найважливішими факторами, що впливають на СТІЙКІСТЬ штампів при розділових операціях, є тип і стан машини Встановлено, що саме на пресах із с-подібною станиною СТІЙКІСТЬ штампів у 2 Зрази нижче, ніж на пресах, що мають п-подібну форму станини Це обумовлено великими пружними деформаціями системи прес-штамп, причому велика частина роботи на пружню деформацію системи приходиться на станини Положення ще більш погіршується, якщо експлуатують зношене устаткування ВІДОМІ пристрої, що підвищують експлуатаційні якості і СТІЙКІСТЬ штампів їх використовують для усунення впливу похибок напрямку повзуна при робочих ходах преса на СТІЙКІСТЬ штампів, що за інших рівних умов, у 2 - Зрази вище на пресах із закритою станиною, ніж на пресах із с-подібною відкритою станиною [Михаленко Ф П СТІЙКІСТЬ розділових штампів М Машинобудування 1967 208с] До пристроїв такого типу відноситься плаваючий хвостовик, за ДСТУ 16119-71, що сферичною поверхнею спирається на підп'ятник, що контактує з верхньою плитою, і кріпиться до верхньої плити штампа фланцем Він може самовстановлюватися в отворі під хвостовик повзуна преса, не передаючи перекоси від отвору на штамп Під час робочого ходу повзуна преса плаваючий хвостовик, частково компенсує горизонтальні перемі щення верхньої половини штампу Однак при ковзанні підп'ятника сили тертя настільки великі, що можуть привести до вигину й інтенсивного зносу направляючих стовпчиків і втулок штампа Крім цього, на більш могутніх пресах зусиллям більш 1.6МН верхню половину штампа кріплять за допомогою гвинтів, що заводяться у тподібні пази на повзуні, тобто в цьому випадку хвостовик не застосуємо Відоме кріплення верхньої плити штампа через плаваючий вузел, що переміщається, до повзуна прес-автомата типу ПА-10 [див Довідник конструктора штампів Листове штампування /Під заг ред Л И Рудмана/ - М Машинобудування, 1988 - 496с, мал 15, crop 401] Вузол містить опорну плиту, що переміщається по сфері підкладної плити, компенсуючої перекоси, що несе плиту, з'єднану з верхньою і нижньою плитами через сепаратори з тілами кочення, що компенсує переміщення в горизонтальній площині Таким чином, вузол містить разом із проміжними шість плит, що вимагає великої висоти Цим конструкціям присущі вищевказані недоліки Крім цього, пересувні плаваючі вузли володіють значною закритою висотою, що ще більш звужує діапазон їхнього застосування Відомий вузол кріплення штампів до повзуна преса по [а с СРСР №668744, МКИ 6B21D37/00], який містить хвостовик вузла з двома опорними поверхнями у вигляді сфер з підп'ятником, закріплений за допомогою спеціальної гайки у верхній плиті з вертикальним зазором між сферами до ю СО 1359 0,03мм ЗОВНІШНІ поверхні вузла кріплення в робочому положенні контактують з опорними поверхнями повзуна і верхньої плити штампа Під верхньою плитою розташований плоский сепаратор з кульками, закріпленими між верхньою і нижньою плитою У кільцевій вибірці верхньої плити розташована плита знімання із сепаратором знімання З метою запобігання передачі навантажень на кульки при затиску кріпильних гвинтів навколо них установлені розпірні втулки Використання у вузлі кріплення штампів до повзуна преса трьох плит, скріплених між собою через плоскі сепаратори з кульками, визначає складність конструкції і значні розміри по висоті Крім цього виготовлення таких вузлів кріплення вимагає високоточних квалітетів і високоміцних матеріалів, що, у той же час, не гарантує від швидкого виходу з ладу компенсаційного вузла через деформування доріжок качення, обумовленого великими контактними напругами Складність конструкції такого вузла додатково знижує його надійність і ДОВГОВІЧНІСТЬ, а його висота, що займає до 30% закритої висоти преса, виключає можливість його використання, особливо на пресах з номінальним зусиллям більш 1.6МН Відомий компенсатор похибок напрямку повзуна преса, що містить опорні поверхні і виконаний у виді пружної пластини перемінної по ширині твердості, встановлений між опорними поверхнями повзуна і верхньої плити штампа [заявка №98041993, МКВ B21D37/00 від 21 04 98 "компенсатор похибок напрямку повзуна преса", прототип] При роботі преса опорні поверхні компенсатора, повзуна і верхньої плити штампу періодично контактують між собою, тому що компенсаторпластина покладений на поверхню верхньої плити, не скріпленої з повзуном(у верхньому положенні повзуна його опорна поверхня відстоїть на деяку відстань від опорної поверхні верхньої плити) Компенсатор при виникненні технологічного зусилля, нерівномірно деформуючись по висоті під дією перекошеної опорної поверхні повзуна і сковзаючи щодо її, вибирає погрішності напрямку повзуна при робочому ході і передає зусилля на верхню плиту штампа без перекосів Конструкція компенсатора-пластини позбавлена недоліків аналогів - велика висота, складність і ненадійність конструкцій, - однак не може бути використана при жорсткому кріпленні верхньої плити штампа до повзуна за допомогою гвинтів і гайок, що є найбільш розповсюдженим у листовому штампуванні Це істотно звужує коло застосування компенсаторів у виді пружніх пластин змінної по ширині жорткості В основу корисної моделі поставлена задача удосконалити вузол кріплення верхньої плити штампа до повзуна преса таким чином, щоб забезпечити можливість установки пластин компенсатора між опорними поверхнями повзуна і плити, а також виключити при цьому можливість зсуву верхньої плити при стиску компенсатора, що дозволяє підвищити СТІЙКІСТЬ інструмента і розширити область застосування пружніх компенсаторів Для рішення поставленої задачі вузол кріплення верхньої плити штампа до повзуна преса, що утримує пластину-компенсатор з перемінною МІЦНІСТЮ по ширині, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, ВІДПОВІДНО до замовленої моделі, опорні поверхні повзуна, компенсатора та верхньої плити з'єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані в глухих порожнинах, виконаних у верхній плиті штампа, окрім цього пружні елементи вузла кріплення виконані у вигляді втулок Окрім того пружний елемент виконаний такої висоти, що має ступінь деформації, яка у 2 і більше разів перебільшує ступінь деформації пластини-компенсатора Висоту компенсатора визначають за співвідношенням Нвт - N*Hk, де N - більше 2 - парне число, що залежить від стану устаткування, габаритів підштампового простору і технологічного зусилля Такий пристрій для кріплення верхньої плити штампа до повзуна преса дозволяє використовувати компенсатор, що має перемінну МІЦНІСТЬ ПО ширині, забезпечувану виконанням у ньому визначеної КІЛЬКОСТІ отворів з перемінним у зазначеному напрямку кроком, установлений між плитою та повзуном, деформація якого по висоті набагато менша місцевої деформації пружних елементів, що виключає можливість зсуву плити при стиску компенсатора технологічним зусиллям Можливість пружного кріплення верхньої плити до повзуна преса забезпечується встановленням пружних елементів(втулок, наприклад з поліуретану), що при робочому ході розпрямляються при стиску компенсатора, утримуючи верхню плиту від переміщення Похибки, обумовлені розкриттям станини, компенсуються нерівномірним стиском пластини, а похибки переміщення повзуна в горизонтальній площині - ковзанням поліуретану щодо опорних поверхонь штампа і повзуна Затягування пружних елементів 7 виконують торіровочним ключем, при цьому зусилля затягування повинно бути не більше ніж 10% від номінального зусилля преса Пружні елементи 8 під цим зусиллям деформуються не більш як на 25% по висоті, що повинно забезпечуватися розрахуванням пружних елементів 8 Деформація компенсатора 3 від зусилля затягування незначна, оскільки технологічне зусилля набагато більше зусилля затягування Пристрій для пружного кріплення верхньої плити 1 до повзуна 2 преса містить компенсатор З 3 поліуретану, що має форму пластини з отворами та забезпечує зміну МІЦНОСТІ ПО ширині, встановлений між плитою 1 і повзуном 2, гвинти 4 кріплення плити 1, розташовані у порожнинах 5, гайки 6, шайби 7 і пружні елементи 8, виконані у виді втулок, наприклад з поліуретану У верхній плиті 1 під пружні елементи 8 виконано глухі отвори 9, СПІВВІсні з отворами під гвинти 4 кріплення Пристрій працює таким чином Повзун 2 опускають до зіткнення з кільцевим компенсатором 3, попередньо встановленим на верхню плиту 1 співосно з вертикальною віссю штампу Після ЦЬОГО на гвинт 4 вдягають пружний елемент 8, шайбу 7 і загвинчують таріровочним 1359 ключем гайку 6 При цьому сумарне зусилля затягування чотирма гвинтами 4 складає 4 - 10% від зусилля деформації кільцевого компенсатора 3, а деформація пружних елементів 8 складає до 20% по висоті Ця деформація перевищує деформацію кільцевого компенсатора 3 у декілька разів Параметри кільцевого компенсатора 3(опорна поверхня і висота) розраховані таким чином, що при стиску його технологічним зусиллям він деформується по висоті приблизно на 20%, що перевищує пружну деформацію розкриття С-образної станини не менше ніж у 2рази При передачі технологічного зусилля від перекошеної опорної поверхні повзуна 2 кільцевий компенсатор 3 нерівномірно деформується по висоті, компенсує перекіс і зсуви опорної поверхні повзуна 2, передаючи технологічне зусилля на верхню плиту 1 без перекосу У процесі передачі цього зусилля, коли кільцевий компенсатор 3 стискується, пружні елементи 8 розпрямляються по висоті, яка складає, наприклад 50% від повної висоти осадки елементів 8 При цьому елементи 8 утримують верхню плиту 1 притягнутою до повзуна 2, не дозволяючи їй зміщатися При ПІДЙОМІ повзуна 2 у верхнє положення всі деталі пристрою повертаються у вихідне положення Надалі робочий цикл повторюється ВИХІДНІ дані для проектування вузла кріплення беруться по таблиці 1(прес моделі ДО3132А зусиллям 1600кН), у якій приведена залежність "зусилля стиску-деформація станини", а також деформація компенсатора і втулок Запис робили записуючим пристроєм іспитової машини моделі ПР-500 зусиллям 5МН(заводський N2, рік випуску 1975, "Завод іспитових машин", м Армавір) Деформація компенсатора 3,5мм при навантаженні 1200КН на повзуні в бразів перевищує пружну деформацію "розкриття" станини преса ДО3132А(табл 1), при цьому пружні елементи висотою 40мм, стиснуті чи затягнуті гайками на 7мм розпрямляються на 3,5мм, утримуючи верхню плиту від переміщення Приклад розрахунку параметрів вузла кріплення верхньої плити штампа до повзуна(кільцевого компенсатора 3 і пружних елементів 7) Технологічне зусилля при вирубці пазів у реборді підкладки КБ ДСТ 24365-86 складає не більш 1,2МН, використовується кривошипний прес зусиллям 8МН Обмірювані значення вертикальної деформації преса в залежності від зусилля його навантаження приведені в таблиці 1 Таблиця 1 Експериментальна залежність "зусилля стиску-деформація по висоті" для кільцевого компенсатора Д, пружного елемента 5ВТ, станини преса S Р,Н*100000 3 6 9 12 15 18 21 24 27 S,MM 0,15 0,3 0,45 0,55 0,65 0,75 0,8 0,85 0,9 Д,мм 0,9 1,8 2,7 3,5 4,1 4,5 4,9 5,2 5,5 5 В т,ММ 1,9 3,5 5,5 7 8,2 9 9,8 10,4 11 Д, S - деформація компенсатора і станини під дією зусилля Р ВІДПОВІДНО, 5ВТ - деформація пружних елементів(втулок) під дієютаріровочного зусилля затягування гайок Кут повороту площини повзуна щодо площини підштампової плити при навантаженні преса зусиллям, рівним номінальному, складає 0,2град Обмірені горизонтальні зсуви повзуна відносно підштампової плити в двох напрямках склали 0,46мм і 0,23мм Для розрахунку параметрів кільцевого компенсатора 3 і пружних елементів 7 Варто застосовувати поліуретан марки СКУПФЛ-100, у якого 5В = 50МПа, напруга при подовженні 300% дорівнює ЗОМПа, = 400, залишкове подовження відсутнє, опір роздиру 98кН/м, твердість по ТМ-2 95од , еластичність по відскоку 40%,модуль пружності на стиск 59МПа Якщо відома необхідна деформація Д, то відносно легко знайти необхідну висоту компенсатора Н Для компенсаторів з вільною бічною поверхнею гранична деформація, що допускається, складає 20 - 25% 3 урахуванням перекосу повзуна при навантаженні преса зусиллям 1,2МН, задамося необхідною деформацією для периферійної частини кільцевого компенсатора 3,5мм і граничною деформацією 20%, тоді при вертикальному розкритті станини преса 0,55мм висота Н буде ЗО 0,95 5,7 11,4 Н = 3 5/0 2 = 17 5(мм) Зусилля стиску компенсатора Ро не повинне бути менше 1 2МН Ро = (Д*Ек*Ео)/Н = (3 5*71 39*96000)/17 5 = 1 4(МН), причому конструктивний модуль пружності Ек буде Ек = Ео*(1 + ГФ*Ф) = 59*(1+1 02*1 02) = 71 39МПа Де Ео = 59МПа - модуль пружності на стиск, F = 96000мм2 - площа опорної поверхні кільцевого компенсатора, f = 0 2 - коефіцієнт тертя, Ф = FOn/F6oK = 96000/94000 = 1 02 - коефщієнт форми F6OK - площа вільної бокової поверхні компенсатора Розрахунок висоти втулок і їхньої деформації Необхідне осідання 5ВТ = 7мм повинне бути в 2рази більше Д = 3,5мм під технологічним зусиллям Р = 1.2МН Тоді висота втулки Н вт = 40мм, при деформації и на 17,5% При діаметрі втулки 40мм и коефіцієнт форми буде дорівнювати Фвт = Fon/F6oK = 1256/5024 = 0,25, КОНСТРУКТИВНИЙ МОДУЛЬ ПРУЖНОСТІ ВТУЛКИ Ек,вт Ек вт = 59(1 +0 2*0 25*0,25) = 59 74МПа Зусилля стиску 4 втулок Рв буде Рвт = п* *Еквт/Нвт = 4*7*59 74*1256/40 = 1359 О 053МН, що складає 4 3% від зусилля деформації кільцевого компенсатора При навантаженні компенсатора технологічним зусиллям 1,2МН його деформація складе 3,5мм, при цьому втулки, попередньо стиснуті зусиллям Рв на 7мм, розпрямляться на 3,5мм(деформацією компенсатора від стиску його Рв зневажаємо), і зусилля притиснення верхньої плити до повзуна зменшується до 26,5кН, чого, 8 однак, цілком достатньо для запобігання зсуву верхньої плити Після зникнення технологічного зусилля компенсатор розпрямиться, а втулки підіжмуться на 3,5мм і приймуть вихідне положення Надалі робочий цикл буде повторюватись У такий спосіб пружне кріплення плити дозволяє використовувати компенсатор похибок напрямку повзуна, що створює позитивний ефект ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych
Автори російськоюДиамантопуло Константин Константинович
МПК / Мітки
МПК: B21D 37/00
Мітки: верхньої, плити, преса, вузол, повзуна, кріплення, штампа
Код посилання
<a href="https://ua.patents.su/4-1359-vuzol-kriplennya-verkhno-pliti-shtampa-do-povzuna-presa.html" target="_blank" rel="follow" title="База патентів України">Вузол кріплення верхньої плити штампа до повзуна преса</a>
Компенсатор похибок напряму повзуна преса
Номер патенту: 837
Опубліковано: 16.07.2001
Автори: Василевський Олег Вікторович, Діамантопуло Костянтин Костянтинович
МПК: B21D 37/00
Мітки: похибок, преса, компенсатор, напряму, повзуна
Формула / Реферат:
Компенсатор похибок напряму повзуна преса, що містить притискувальний фланець, хвостовик, пружний елемент, який відрізняється тим, що він додатково містить підпружинений ковпак і фіксуючий елемент, а пружний елемент, встановлений між повзуном і верхньою частиною штампа, виконано у вигляді пластин, кожна з яких має форму диска, з центральним отвором і додатковими отворами, розташованими симетрично відносно осей дисків, встановлених з...
Компенсатор похибок неперпендикулярності осі отвору у повзуні преса
Номер патенту: 537
Опубліковано: 15.09.2000
Автори: Діамантопуло Костянтин Костянтинович, Засоба Іван Олександрович
МПК: B21D 37/00
Мітки: отвору, компенсатор, преса, повзуні, неперпендикулярності, похибок, осі
Формула / Реферат:
1. Компенсатор похибок неперпендикулярності осі отвору у повзуні преса, що містить притискувальний кільцевий фланець і хвостовик, який відрізняється тим, що контактна поверхня хвостовика обладнана заздалегідь напруженим пружним елементом.2. Компенсатор по п. 1, який відрізняється тим, що пружний елемент виконано у вигляді поліуретанової пластини.3. Компенсатор по п. 1 або 2, який відрізняється тим, що ...
Вузол з’єднання елементів кріплення
Номер патенту: 35355
Опубліковано: 15.03.2001
Автори: Долгій Анатолій Олексійович, Іочков Олександр Анатолійович, Ніконець Віктор Ілліч, Кравченко Павло Олександрович, Хомутов Микола Васильович, Барбашев Віктор Харлампійович, Глуханюк Анатолій Васильович
МПК: E21D 11/14
Мітки: вузол, елементів, з'єднання, кріплення
Формула / Реферат:
Вузол з'єднання елементів кріплення, який включає сегменти рами кріплення, з'єднанні внапуск, сергу трапецієвидної форми, яка більшою основою зв'язана з торцями полок зовнішнього сегменту кріплення з можливістю взаємодії з ним, який відрізняється тим, що серга забезпечена фіксатором, який розміщений на внутрішній поверхні її більшої основи перпендикулярно поздовжній вісі з можливістю взаємодії його торців з внутрішніми поверхнями полок...
Вузол кріплення різального комплекту вовчків
Номер патенту: 17372
Опубліковано: 15.04.1997
Автори: Слинько Олександр Іванович, Некоз Олександр Іванович, Литвиненко Олександр Анатолійович, Білий Вячеслав Іванович
МПК: A22C 17/00, A22C 5/00
Мітки: різального, вовчків, комплекту, кріплення, вузол
Формула / Реферат:
Вузол кріплення різального комплекту вовчків, що складається з послідовно встановлених на вихідному валу ножів і решіток, які розміщено в гільзі вовчка та закріплено через проміжну втулку за допомогою притискної гайки, який відрізняється тим, що на вихідному валу, який має різьбовий хвостовик, за вихідною решіткою встановлено підшипник, який притискнуто до вихідної решітки гайкою і зафіксовано контргайкою.
Вузол кріплення трубчатої лампи
Номер патенту: 3823
Опубліковано: 27.12.1994
Автори: Аврус Самсон Абович, Гойхман Матвій Михайлович, Дубинський Вілен Давидович, Гройсман Ісаак Шулімович
МПК: F21V 14/00
Мітки: кріплення, лампи, трубчатої, вузол
Формула / Реферат:
1. Узел крепленая трубчатой лампы, содержащий несущую пластину с установленными на ней кронштейнами с токоподводящими зажимами для цоколей лампы, выполненных в виде цилиндра с отформованным пластинчатым контактом, содержащими держатели и прижимы, отличающийся тем, что, с целью повышения надежности в эксплуатации за счет обеспечения трех степеней свободы цоколям лампы, каждый кронштейн представляет собой пластинчатую пружину с отогнутым...
Попередній патент: Пристрій для термічного оброблення довгомірних виробів
Наступний патент: Циклон батарейний
Випадковий патент: Спосіб розведення розчинів