Спосіб ремонту багатоопорного корпусу обертового агрегату
Номер патенту: 120828
Опубліковано: 27.11.2017
Автори: Дзюбик Андрій Романович, Дзюбик Людмила Володимирівна


Формула / Реферат
Спосіб ремонту багатоопорного корпусу обертового агрегату, що включає встановлення жорсткої проміжної опори, вирізання дефектної ділянки, переміщення отриманих після вирізання торців корпусу агрегату, контроль досягнення нульового опорного моменту та вварювання нової обичайки, який відрізняється тим, що до встановлення жорсткої проміжної опори визначають її висотне положення із врахуванням податливості всіх опор обертового агрегату і контролюють лише вертикальне положення проміжної опори із зібраним до зварювання корпусом, і за якими здійснюють вварювання нової обичайки агрегату.
Текст
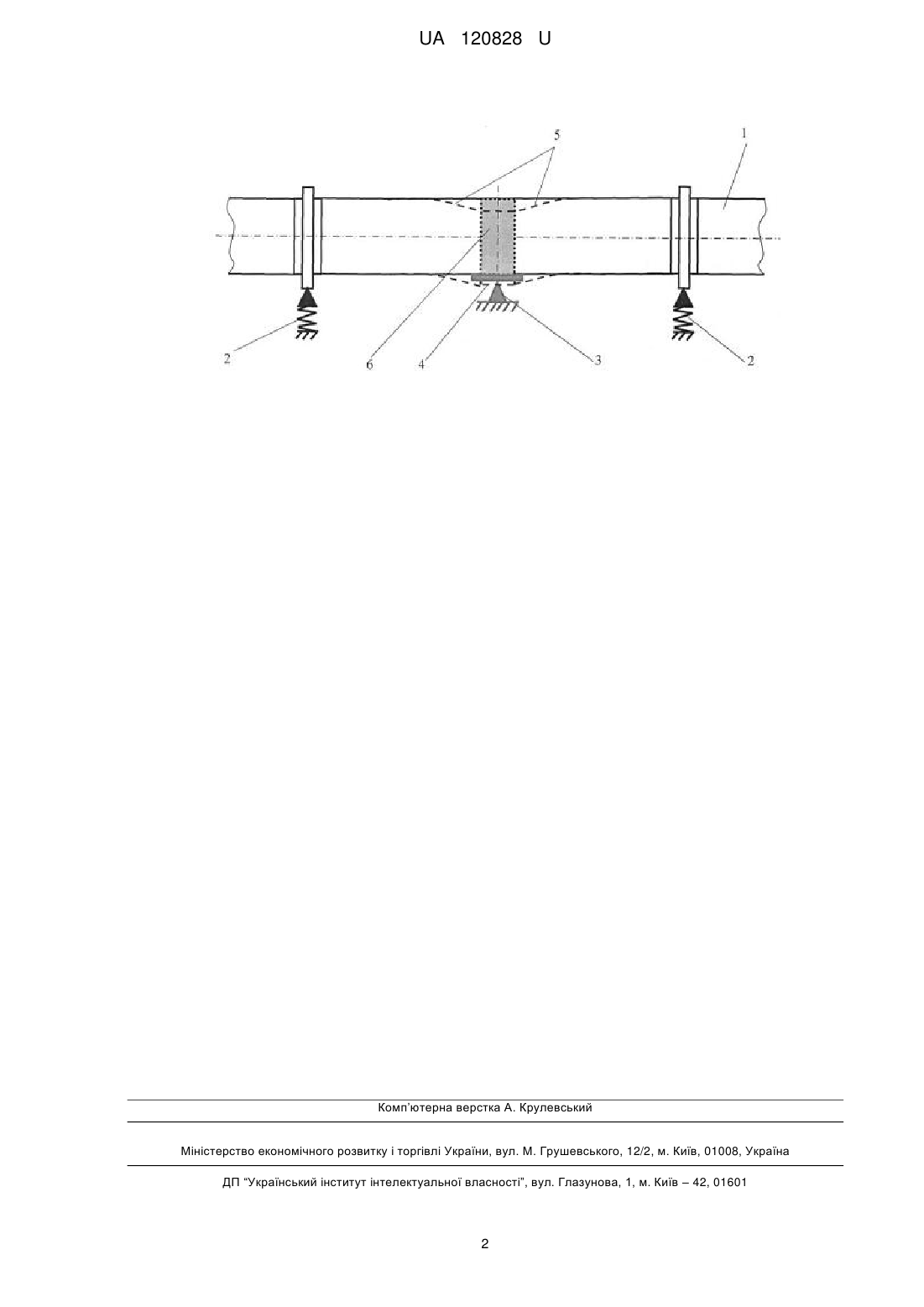
Реферат: Спосіб ремонту багатоопорного корпусу обертового агрегату включає встановлення жорсткої проміжної опори, вирізання дефектної ділянки, переміщення отриманих після вирізання торців корпусу агрегату, контроль досягнення нульового опорного моменту та вварювання нової обичайки. До встановлення жорсткої проміжної опори визначають її висотне положення із врахуванням податливості всіх опор обертового агрегату і контролюють лише вертикальне положення проміжної опори із зібраним до зварювання корпусом, і за якими здійснюють вварювання нової обичайки агрегату. UA 120828 U (54) СПОСІБ РЕМОНТУ БАГАТООПОРНОГО КОРПУСУ ОБЕРТОВОГО АГРЕГАТУ UA 120828 U UA 120828 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до будівельної, цементної, хімічної та металургійної галузей промисловості та стосується багатоопорних корпусів обертових агрегатів. Відомий спосіб ремонту багатоопорного корпусу обертового агрегату, що передбачає встановлення жорсткої проміжної опори, вирізання дефектної ділянки, переміщення отриманих після вирізання торців корпусу агрегату, контроль досягнення нульового опорного моменту та 3 вварювання нової обичайки (А. с. 1534264 СССР, МКИ F27В 7/22. Способ ремонта корпуса вращающейся печи/ И.В. Кузьо, В.А. Пашистый, И.С. Лозовой, В.И. Бризе, М.А. Романуха, Е.Б. Прокопец (СССР). - № 4391896/31-33; заявл. 14.03.87; опубл. 07.01.90, Бюл. № 1.). Однак при застосуванні відомого способу необхідні значні трудозатрати на виконання ремонтних регулювальних робіт, точність контролю досягнення нульового опорного моменту та якість складання є недостатніми та залежать від експериментального обладнання, що призводить до зменшення терміну експлуатації корпусу обертового агрегату. В основу корисної моделі поставлено завдання створити новий спосіб ремонту багатоопорного корпусу обертового агрегату, в якому введення нових дій дозволило б отримувати нульовий момент на опорі із вищою точністю та меншими трудозатратами і тим самим підвищити точність складання та зварювання корпусу, продуктивність праці при виконанні ремонтних робіт та збільшення терміну експлуатації корпусу обертового агрегату. Поставлена задача вирішується тим, що спосіб ремонту багатоопорного корпусу обертового агрегату, що передбачає встановлення жорсткої проміжної опори, вирізання дефектної ділянки, переміщення отриманих після вирізання торців корпусу агрегату, контроль досягнення нульового опорного моменту та вварювання нової обичайки, згідно з корисною моделлю, до встановлення жорсткої проміжної опори, визначають її висотне положення із врахуванням податливості всіх опор обертового агрегату і контролюють лише вертикальне положення жорсткої проміжної опори із зібраним до зварювання корпусом і за якими здійснюють вварювання нової обичайки агрегату. Це дозволить отримати нульовий опорний момент із вищою точністю та меншими трудозатратами і тим самим підвищити точність складання та зварювання корпусу та продуктивність праці при виконанні ремонтних робіт. На кресленні зображено схему ремонту багатоопорного обертового агрегату, де: 1 - корпус обертового агрегату; 2 - податливі опори; 3 - жорстка проміжна опора; 4 - дефектна ділянка, що вирізається; 5 - положення торців корпусу після вирізання дефектної ділянки; 6 - нова обичайка агрегату. Багатоопорний обертовий агрегат містить корпус 1, який встановлено на податливих опорах 2 та містить дефектну ділянку 4, що вирізається. Для цього встановлюють жорстку проміжну опору 3 у положенні, що забезпечує паралельність торців 5 корпусу після вирізання дефектної ділянки 4. На жорстку проміжну опору встановлюють нову обичайку агрегату 6. Спосіб ремонту багатоопорного корпусу обертового агрегату реалізується так. Корпус 1 обертового агрегату приймають у вигляді нерозрізної балки на податливих опорах 2. Вимірюють положення усіх податливих опор 2 балкової конструкції агрегату. Визначають висотне положення жорсткої проміжної опори 3 із врахуванням всіх податливих опор 2 обертового агрегату. Це дає змогу забезпечити паралельне положення торців 5 корпусу 1 обертового агрегату після вирізання дефектної ділянки 4 та досягнення нульового опорного моменту. Далі встановлюють жорстку проміжну опору 3 та вирізають дефектну ділянку 4 корпусу 1 обертового агрегату. Встановлюють нову обичайку 6 агрегату. Контролюють вертикальне положення жорсткої проміжної опори 3 із зібраними до зварювання торцями 5 корпусу 1 обертового агрегату. Далі здійснюють вварювання нової обичайки 6 агрегату. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб ремонту багатоопорного корпусу обертового агрегату, що включає встановлення жорсткої проміжної опори, вирізання дефектної ділянки, переміщення отриманих після вирізання торців корпусу агрегату, контроль досягнення нульового опорного моменту та вварювання нової обичайки, який відрізняється тим, що до встановлення жорсткої проміжної опори визначають її висотне положення із врахуванням податливості всіх опор обертового агрегату і контролюють лише вертикальне положення проміжної опори із зібраним до зварювання корпусом, і за якими здійснюють вварювання нової обичайки агрегату. 1 UA 120828 U Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, корпусу, багатоопорного, ремонту, обертового, агрегату
Код посилання
<a href="https://ua.patents.su/4-120828-sposib-remontu-bagatoopornogo-korpusu-obertovogo-agregatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту багатоопорного корпусу обертового агрегату</a>
Спосіб забезпечення прямолінійності осі обертання багатоопорного обертового агрегату
Номер патенту: 62253
Опубліковано: 25.08.2011
Автори: Кузьо Ігор Володимирович, Дзюбик Людмила Володимирівна
МПК: F27B 7/22
Мітки: спосіб, осі, обертання, багатоопорного, агрегату, прямолінійності, обертового, забезпечення
Формула / Реферат:
Спосіб забезпечення прямолінійності осі обертання багатоопорного обертового агрегату, що передбачає регулювальні переміщення опор у вертикальній площині, який відрізняється тим, що опори обертового агрегату вибирають як пружні елементи, визначають навантаження, яке діє на них, визначають пружні деформації опор, а регулювальні переміщення у вертикальній площині здійснюють із врахуванням визначених пружних деформацій опор до забезпечення...
Спосіб забезпечення прямолінійності осі обертання багатоопорного обертового агрегату
Номер патенту: 70931
Опубліковано: 25.06.2012
Автори: Білоус Михайло Олегович, Танцура Тимофій Олегович, Бельмас Іван Васильович
МПК: F27B 7/22
Мітки: обертання, багатоопорного, прямолінійності, обертового, спосіб, забезпечення, агрегату, осі
Формула / Реферат:
Спосіб забезпечення прямолінійності осі обертання багатоопорного обертового агрегату, що передбачає використання опор як пружних елементів, визначення навантажень, яке діє на них, визначення пружних деформацій опор та регулювальних переміщень у вертикальній площині, здійснених з урахуванням визначених пружних деформацій опор до забезпечення прямолінійності осі обертання, який відрізняється тим, що навантаження на опори, їх пружні деформації,...
Пристрій для оцінки ступеня деградації матеріалу корпусу обертового агрегату
Номер патенту: 59768
Опубліковано: 25.05.2011
Автори: Кузьо Ігор Володимирович, Дзюбик Людмила Володимирівна
МПК: H01L 35/28, H01L 35/32, H01L 35/30
Мітки: матеріалу, пристрій, корпусу, обертового, деградації, оцінки, ступеня, агрегату
Формула / Реферат:
Пристрій для оцінки ступеня деградації матеріалу корпусу обертового агрегату, що містить послідовно з'єднані гальванометр та перший термозонд, коло нагріву якого складається із джерела нагрівання та вимикача, який відрізняється тим, що додатково містить другий термозонд, під'єднаний до другої клеми гальванометра, обидва термозонди захищені циліндричними ізольованими кожухами та виступають на їх зовнішній поверхні та встановлені на спільній...
Опора обертового теплотехнічного агрегату
Номер патенту: 45684
Опубліковано: 15.04.2002
Автори: Затхей Богдан Ілліч, Добрянська Любов Олександрівна, Семерак Михайло Михайлович, Ванкевич Петро Іванович
МПК: F27B 7/22
Мітки: агрегату, теплотехнічного, обертового, опора
Формула / Реферат:
Опора обертового теплотехнічного агрегату, що містить бандаж, по периметру якого рівномірно розміщені опорні ролики, та станину, встановлену на опорній рамі, яка відрізняється тим, що бандаж має П - подібний переріз, а опорні ролики насаджені на сферичні підшипники, які встановлені на осях, закріплених в бокових стінках бандажа.
Пристрій гарячого ремонту футеровки теплового агрегату
Номер патенту: 41668
Опубліковано: 17.09.2001
Автори: Черняков Микола Миколайович, Коцюбенко Анатолій Петрович, Пищіда Валерій Іванович, Коркодола Іл'я Іванович, Соколовський Борис Цудікович, Бочанов Юрій Владіленович
МПК: C21B 7/00
Мітки: пристрій, теплового, гарячого, агрегату, ремонту, футеровки
Формула / Реферат:
1. Пристрій гарячого ремонту футеровки теплового агрегату, який включає ходовий візок з поворотним у горізонтальній площиніманіпулятором, торкрет – фурму, пульт управління та систему подачі матеріалів та енергоносіїв, який відрізняється тим, що маніпулятор уявляє рухом катерку з можливістю її переміщення по напрямним елементам у режимі повертально – поступового руху та з розміщенням на ній механізмом обертання торкрет – фурми.2....
Попередній патент: Спосіб виготовлення порожнистих тонкостінних поковок
Наступний патент: Спосіб одночасного запуску генератора за допомогою основного і додаткового приводів з пружними пружинами
Випадковий патент: Пристрій для керування реверсивним електродвигуном