Спосіб виготовлення порожнистих тонкостінних поковок
Номер патенту: 120827
Опубліковано: 27.11.2017
Автори: Інчаков Євгеній Володимирович, Косілов Максим Сергійович, Шарун Альона Олегівна, Марков Олег Євгенійович, Різак Павло Іванович

Формула / Реферат
Спосіб виготовлення порожнистих тонкостінних поковок, що полягає у роздачі заготівки з різною товщиною стінки конусною та сферичними плитами на нижній увігнутій сферичній плиті з осьовим отвором, який відрізняється тим, що спочатку отримують порожнистий злиток з потовщеною стінкою в верхній частині та зі сферичним дном, а потім його роздають хрестоподібними конусною та сферичною плитами, при цьому роздача заготівки чергується з послідовним обертанням заготівки на кут, який забезпечує перекриття бойком частини осередку деформації попередньої локальної роздачі.
Текст
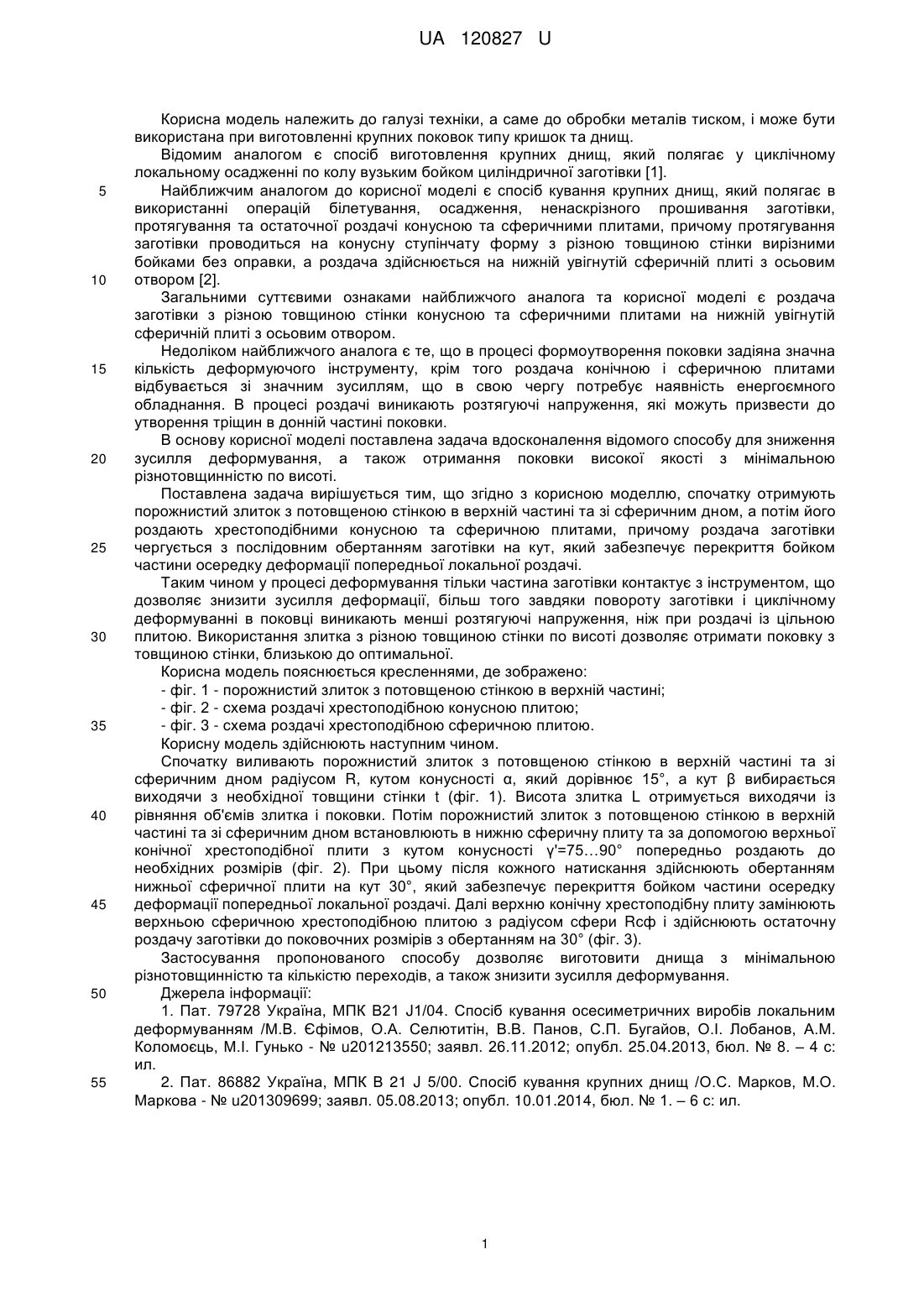
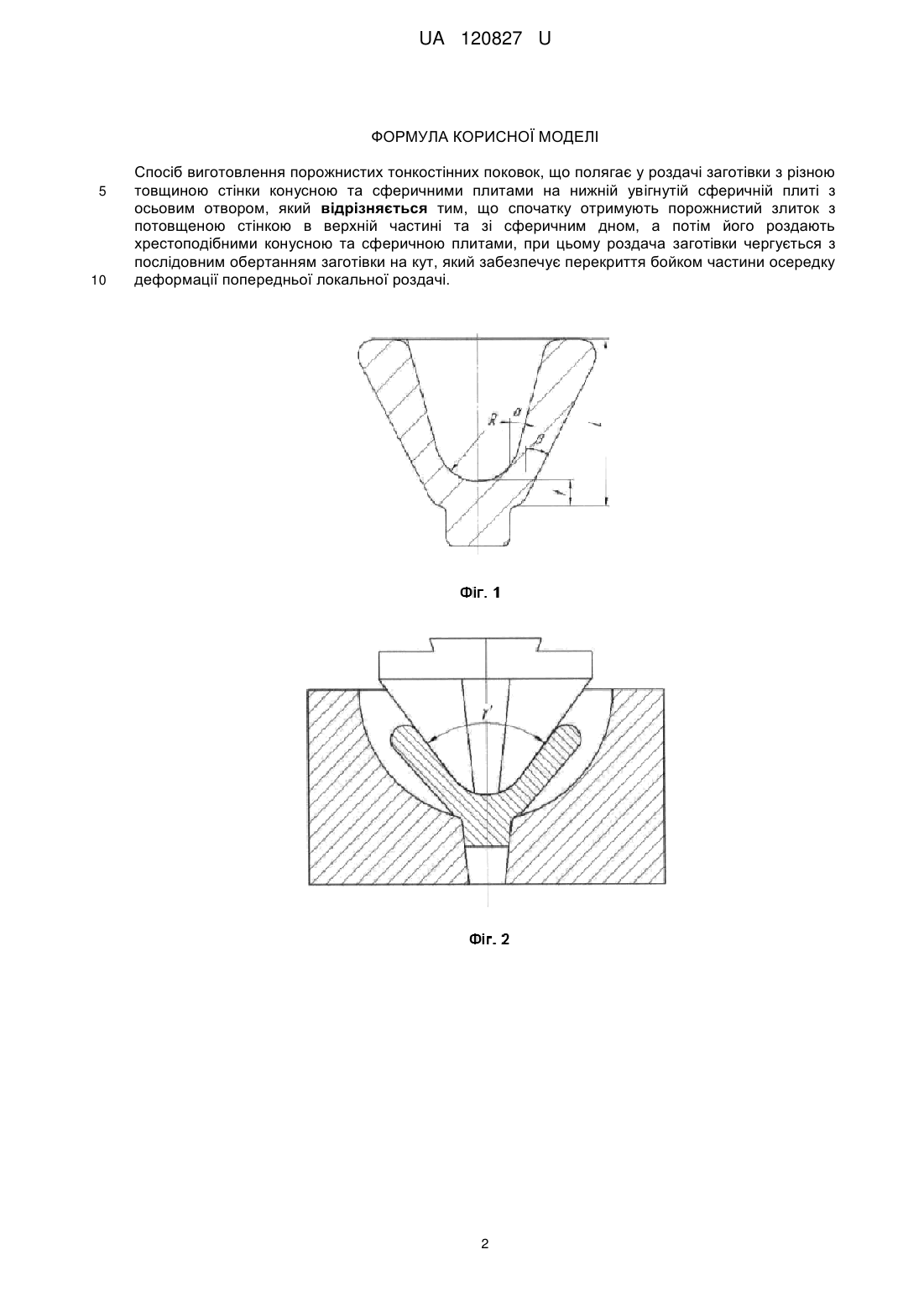
Реферат: Спосіб виготовлення порожнистих тонкостінних поковок полягає у роздачі заготівки з різною товщиною стінки конусною та сферичними плитами на нижній увігнутій сферичній плиті з осьовим отвором. Спочатку отримують порожнистий злиток з потовщеною стінкою в верхній частині та зі сферичним дном. Потім його роздають хрестоподібними конусною та сферичною плитами. Роздача заготівки чергується з послідовним обертанням заготівки на кут, який забезпечує перекриття бойком частини осередку деформації попередньої локальної роздачі. UA 120827 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ТОНКОСТІННИХ ПОКОВОК UA 120827 U UA 120827 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана при виготовленні крупних поковок типу кришок та днищ. Відомим аналогом є спосіб виготовлення крупних днищ, який полягає у циклічному локальному осадженні по колу вузьким бойком циліндричної заготівки [1]. Найближчим аналогом до корисної моделі є спосіб кування крупних днищ, який полягає в використанні операцій білетування, осадження, ненаскрізного прошивання заготівки, протягування та остаточної роздачі конусною та сферичними плитами, причому протягування заготівки проводиться на конусну ступінчату форму з різною товщиною стінки вирізними бойками без оправки, а роздача здійснюється на нижній увігнутій сферичній плиті з осьовим отвором [2]. Загальними суттєвими ознаками найближчого аналога та корисної моделі є роздача заготівки з різною товщиною стінки конусною та сферичними плитами на нижній увігнутій сферичній плиті з осьовим отвором. Недоліком найближчого аналога є те, що в процесі формоутворення поковки задіяна значна кількість деформуючого інструменту, крім того роздача конічною і сферичною плитами відбувається зі значним зусиллям, що в свою чергу потребує наявність енергоємного обладнання. В процесі роздачі виникають розтягуючі напруження, які можуть призвести до утворення тріщин в донній частині поковки. В основу корисної моделі поставлена задача вдосконалення відомого способу для зниження зусилля деформування, а також отримання поковки високої якості з мінімальною різнотовщинністю по висоті. Поставлена задача вирішується тим, що згідно з корисною моделлю, спочатку отримують порожнистий злиток з потовщеною стінкою в верхній частині та зі сферичним дном, а потім його роздають хрестоподібними конусною та сферичною плитами, причому роздача заготівки чергується з послідовним обертанням заготівки на кут, який забезпечує перекриття бойком частини осередку деформації попередньої локальної роздачі. Таким чином у процесі деформування тільки частина заготівки контактує з інструментом, що дозволяє знизити зусилля деформації, більш того завдяки повороту заготівки і циклічному деформуванні в поковці виникають менші розтягуючі напруження, ніж при роздачі із цільною плитою. Використання злитка з різною товщиною стінки по висоті дозволяє отримати поковку з товщиною стінки, близькою до оптимальної. Корисна модель пояснюється кресленнями, де зображено: - фіг. 1 - порожнистий злиток з потовщеною стінкою в верхній частині; - фіг. 2 - схема роздачі хрестоподібною конусною плитою; - фіг. 3 - схема роздачі хрестоподібною сферичною плитою. Корисну модель здійснюють наступним чином. Спочатку виливають порожнистий злиток з потовщеною стінкою в верхній частині та зі сферичним дном радіусом R, кутом конусності α, який дорівнює 15°, а кут β вибирається виходячи з необхідної товщини стінки t (фіг. 1). Висота злитка L отримується виходячи із рівняння об'ємів злитка і поковки. Потім порожнистий злиток з потовщеною стінкою в верхній частині та зі сферичним дном встановлюють в нижню сферичну плиту та за допомогою верхньої конічної хрестоподібної плити з кутом конусності γ'=75…90° попередньо роздають до необхідних розмірів (фіг. 2). При цьому після кожного натискання здійснюють обертанням нижньої сферичної плити на кут 30°, який забезпечує перекриття бойком частини осередку деформації попередньої локальної роздачі. Далі верхню конічну хрестоподібну плиту замінюють верхньою сферичною хрестоподібною плитою з радіусом сфери Rсф і здійснюють остаточну роздачу заготівки до поковочних розмірів з обертанням на 30° (фіг. 3). Застосування пропонованого способу дозволяє виготовити днища з мінімальною різнотовщинністю та кількістю переходів, а також знизити зусилля деформування. Джерела інформації: 1. Пат. 79728 Україна, МПК В21 J1/04. Спосіб кування осесиметричних виробів локальним деформуванням /М.В. Єфімов, О.А. Селютитін, В.В. Панов, С.П. Бугайов, О.І. Лобанов, Α.Μ. Коломоєць, Μ.І. Гунько - № u201213550; заявл. 26.11.2012; опубл. 25.04.2013, бюл. № 8. – 4 с: ил. 2. Пат. 86882 Україна, МПК В 21 J 5/00. Спосіб кування крупних днищ /О.С. Марков, Μ.О. Маркова - № u201309699; заявл. 05.08.2013; опубл. 10.01.2014, бюл. № 1. – 6 с: ил. 1 UA 120827 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення порожнистих тонкостінних поковок, що полягає у роздачі заготівки з різною товщиною стінки конусною та сферичними плитами на нижній увігнутій сферичній плиті з осьовим отвором, який відрізняється тим, що спочатку отримують порожнистий злиток з потовщеною стінкою в верхній частині та зі сферичним дном, а потім його роздають хрестоподібними конусною та сферичною плитами, при цьому роздача заготівки чергується з послідовним обертанням заготівки на кут, який забезпечує перекриття бойком частини осередку деформації попередньої локальної роздачі. 2 UA 120827 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/00
Мітки: тонкостінних, порожнистих, виготовлення, спосіб, поковок
Код посилання
<a href="https://ua.patents.su/5-120827-sposib-vigotovlennya-porozhnistikh-tonkostinnikh-pokovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих тонкостінних поковок</a>
Спосіб виготовлення порожнистих тонкостінних поковок

Номер патенту: 116546
Опубліковано: 25.05.2017
Автори: Злигорєв Віталій Миколайович, Овсяннікова Ганна Олегівна, Коляденко Артем Віталійович, Шевцов Сергій Олександрович, Марков Олег Євгенійович, Шарун Альона Олегівна
МПК: B21J 5/00
Мітки: порожнистих, спосіб, тонкостінних, поковок, виготовлення
Формула / Реферат:
Спосіб виготовлення порожнистих тонкостінних поковок, який полягає у нагріванні заготівки з отвором до температури деформації, розміщення в порожнину заготівки оправки і подальше кування за один або кілька проходів шляхом обтискання на гідравлічному кувальному пресі, у процесі якого верхній бойок переміщується вниз, до нерухомого нижнього бойка, який відрізняється тим, що попереднє протягування заготівки відбувається на звичайній конічній...
Спосіб виготовлення порожнистих сферичних поковок

Номер патенту: 106717
Опубліковано: 10.05.2016
Автори: Руденко Наталія Олександрівна, Кальченко Петро Павлович, Марков Олег Євгенійович
МПК: B21J 1/04
Мітки: поковок, виготовлення, порожнистих, сферичних, спосіб
Формула / Реферат:
Спосіб виготовлення порожнистих сферичних поковок, що полягає в отриманні порожнистої циліндричної заготівки, обкоченні її до сферичної форми по зовнішньому діаметру і розкочуванні бойком зі сферичним вирізом на оправці до поковочних розмірів, який відрізняється тим, що заготівку розкочують бойком зі сферичним вирізом на оправці з бочкоподібною формою з заміною оправки з меншою бочкою на більшу, що відповідає діаметру отвору зрізаної...
Спосіб виготовлення в підкладних штампах точних тонкостінних поковок з глибокими порожнинами і осьовим отвором
Номер патенту: 46506
Опубліковано: 25.12.2009
Автори: Бублік Георгій Єгорович, Лівшиц Дмітрій Арнольдовіч, Гурьков Віктор Лазаревич, Шалашний Олексій Сергійович, Гаврилов Олег Юрьевич, Стрельцов Володимир Павлович
МПК: B21D 22/28
Мітки: поковок, підкладних, порожнинами, штампах, спосіб, глибокими, точних, осьовим, отвором, тонкостінних, виготовлення
Формула / Реферат:
Спосіб виготовлення в підкладних штампах точних тонкостінних поковок з глибокими порожнинами і осьовим отвором, що містить багатоперехідне направлене видавлювання в заготівці, яку попередньо нагрівають до температури штампування, порожнин кільцевими пуансонами і одночасне виконання осьового отвору, в першому переході якого на одному торці заготівки виконують позначку отвору штирем, а на протилежному її торці - співвісну з позначкою отвору...
Спосіб виготовлення порожнистих поковок і кувальний комплекс для його здійснення
Номер патенту: 96403
Опубліковано: 25.10.2011
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04, B21K 21/00
Мітки: здійснення, поковок, кувальний, порожнистих, виготовлення, комплекс, спосіб
Формула / Реферат:
1. Спосіб виготовлення порожнистих поковок, що включає нагрівання порожнистої заготовки до температури деформації, установку в її порожнину оправки і наступне кування в чотирибойковому кувальному пристрої за один або кілька проходів одночасно чотирма бойками шляхом обтиснення із зсувними деформаціями в поперечній площині заготовки при кожному одиничному обтисненні, у процесі якого верхній бойок переміщається вниз, до нерухливого нижнього...
Спосіб виготовлення поковок типу пластин зі злитків комбінованими бойками

Номер патенту: 52253
Опубліковано: 25.08.2010
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович, Олешко Михайло Викторович, Карнаух Олег Олегович
МПК: B21J 1/04
Мітки: поковок, типу, виготовлення, пластин, комбінованими, злитків, бойками, спосіб
Формула / Реферат:
Спосіб виготовлення поковок типу пластин зі злитків комбінованими бойками, що здійснюють шляхом деформування заготівки верхнім опуклим бойком та нижнім - плоским з проміжним кантуванням напівфабрикату на 180°, який відрізняється тим, що деформують злиток з багатогранною конусною поверхнею, при цьому верхній опуклий бойок має кут робочої поверхні 120°.