Спосіб виготовлення кришки з хлопаючою мембраною
Номер патенту: 12149
Опубліковано: 25.12.1996
Автори: Беньяш Валерій Мойсейович, Ронкін Макс Давидович, Белецкій Вітольд Болеславович
Формула / Реферат
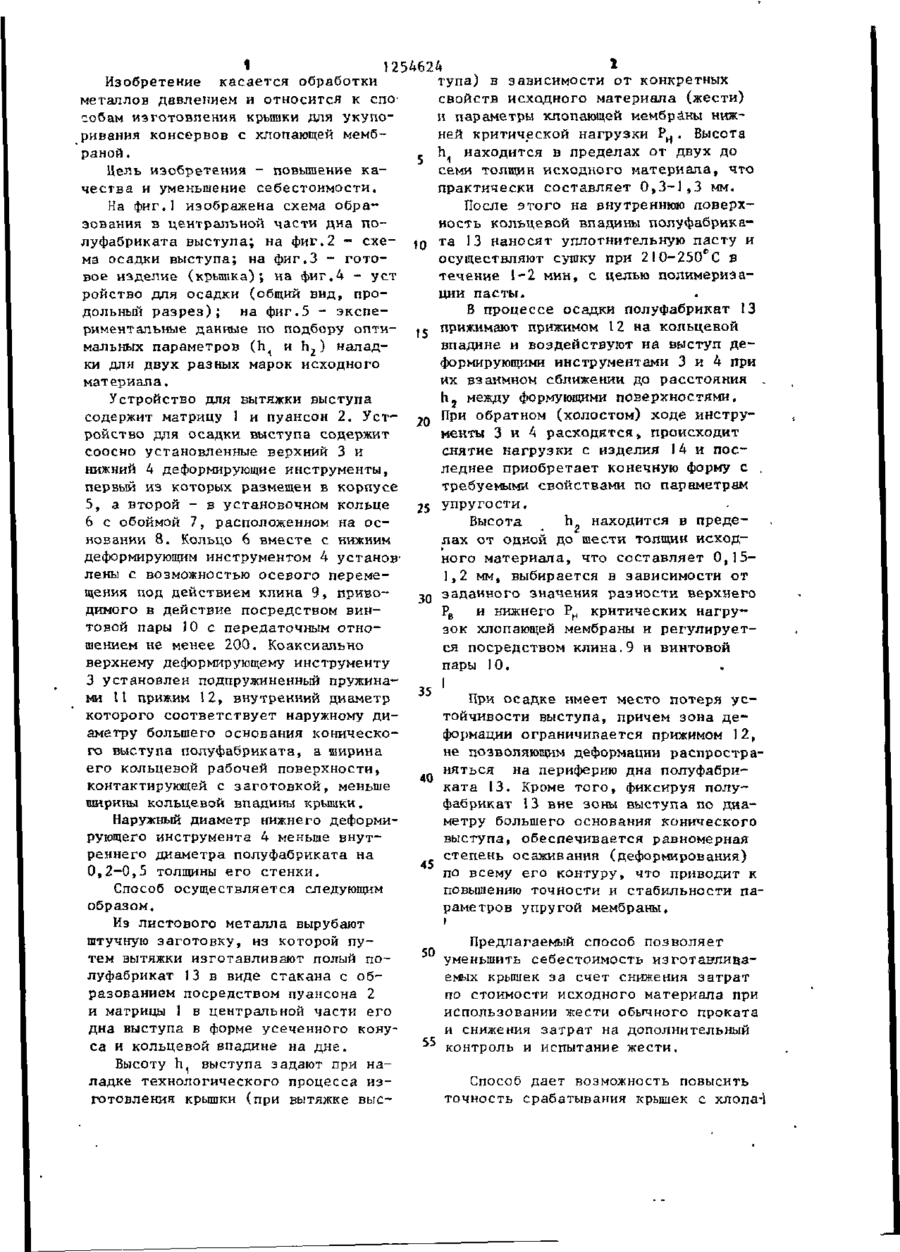
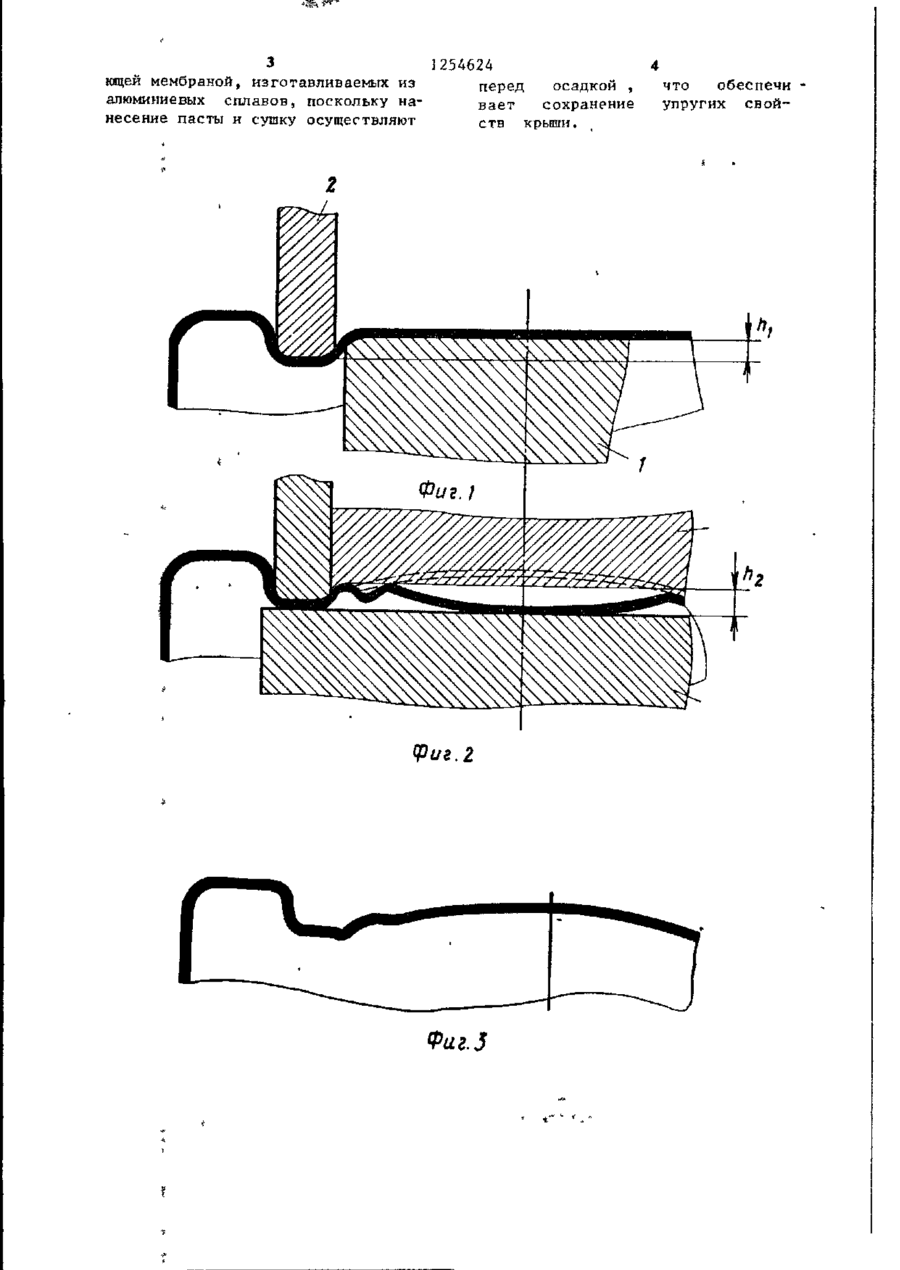
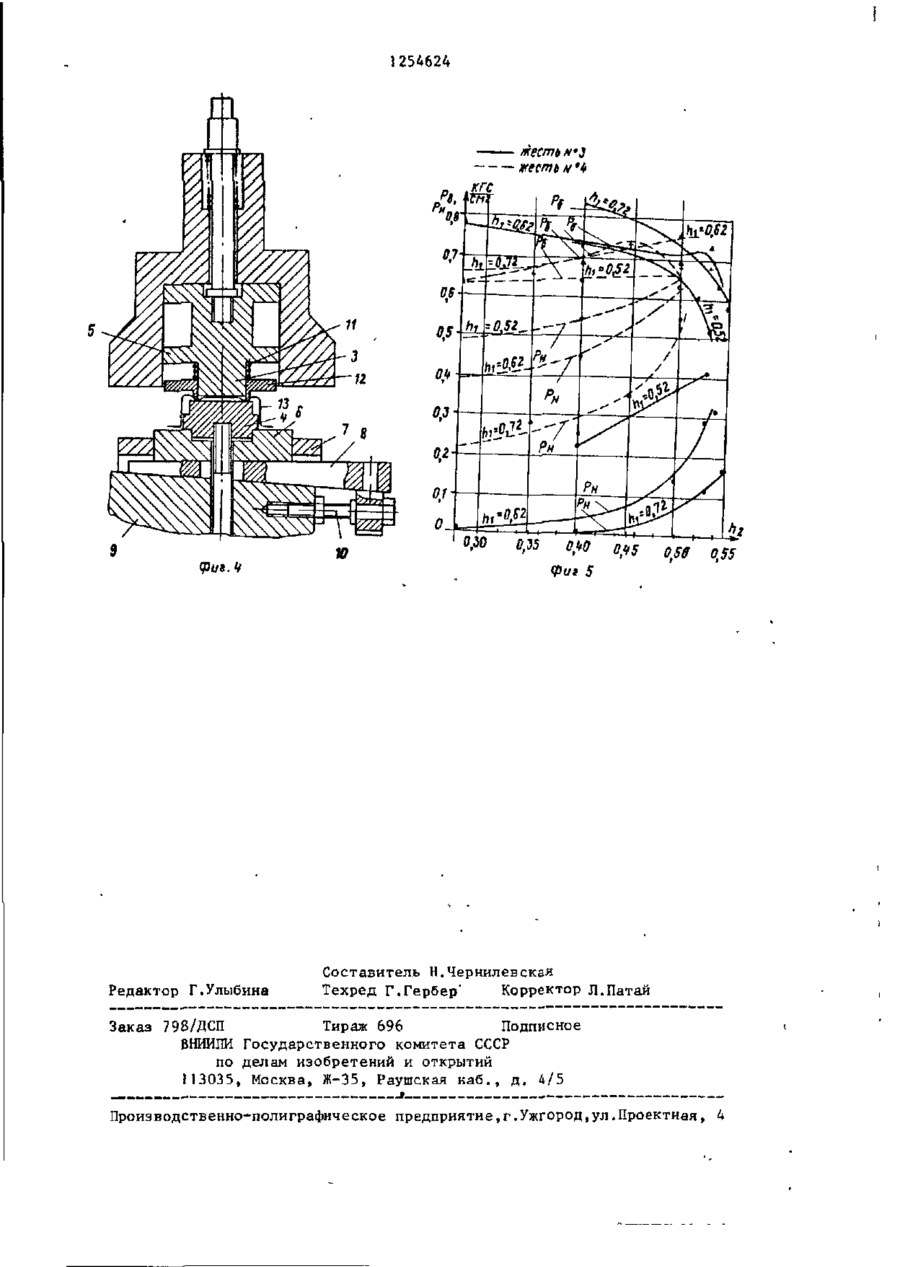
1. Способ изготовления крышки с хлопающей мембраной путем вырубки штучной заготовки, формообразования с одновременным выполнением кольцевой впадины на дне, нанесения уплотнительной пасты в кольцевую впадину и сушки, отличающийся тем, что, с целью повышения качества и уменьшения себестоимости, формообразование осуществляют в два этапа путем вытяжки из штучной заготовки полого полуфабриката с выступов в центральной части его дна в форме усеченного конуса высотой h1, равной от двух до семи толщин исходного материала и осадки выступа до высоты h2, равной от одной до шести толщин исходного материала, с прижимом по кольцевой впадине.
2. Способ по п. 1, отличающийся тем, что нанесение уплотнительной пасты и сушку осуществляют перед осадкой.
Текст
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН (19) SIL1254824 (51)4 В 21 D А 22/10 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3640889/25-27 (22) 12.0§.83 (71) Симферопольское специальное конструкторское бюро "Продмага" (72) М.Д.Ронкии, В.М.Беньяш и В.В.Белецкий (53) 6 2 1 . 9 8 3 . 3 ( 0 8 8 . 8 ) (56) Техническая документация на технологию производства и эксплуатацию оборудования по изготовлению крышки ІГГ.-Фирма Уайт Кэп Kff, США. ( 5 4 ) ( 5 7 ) 1.СПОСОБ ИЗГОТОВЛЕНИЯ КРЫШКИ С Х О А Щ Й МЕМБРАНОЙ путем выЛ ПЮ Е рубки штучной заготовки, формообразования с одновременным выполнением кольцевой впадины на д н е , нанесения уплотнительной ласты в кольцевую впадину и сушки, о т л и ч а ю щ и и с я тем, ч т о , с целью повышения качества и уменьшения себестоимости, формообразование осуществляют в два этапа путем вытяжки из штучной з а готовки полого полуфабриката с выступов в центральной части его дна в форме усеченного конуса высотой h ( , равной от двух до семи толщин исходного материала и осадки выступа до высоты h 2 , равной от одной до шести толщин исходного материала, с прижимом по кольцевой впадине. 2. Способ по п . 1 , о т л и ч а ю щ и й с я тем, что нанесение уплотнительной пасты и сушку осуществляют перед осадкой. СП N5 РГ. 1 1254624 тупа) в зависимости от конкретных Изобретение касается обработки свойств исходного материала (жести) металлов давлением и относится к спои параметры хлопающей мембраны нижсобам изготовления крышки для укупоней критической нагрузки Р н . Высота ривания консервов с хлопающей мембраной. h находится в пределах от двух до Цель изобретения - повышение касеми толщин исходного материала, что чества и уменьшение себестоимости. практически составляет 0,3-1,3 мм. После этого на внутреннюю поверхНа фиг.1 изображена схема обраность кольцевой впадины полуфабриказования в центральной части дна полуфабриката выступа; на фиг.2 - схе- 10 та 13 наносят уплотнительную пасту и осуществляют сушку при 210-250 С в ма осадки выступа; на фиг.З - гототечение 1-2 мин, с целью полимеризавое изделие (крышка); на фиг.4 - уст ции пасты. ройство для осадки (общий вид, проВ процессе осадки полуфабрикат 13 дольный разрез); на фиг.5 - экспериментальные данные по подбору опти- 15 прижимают прижимом 12 на кольцевой впадине и воздействуют на выступ де^ и h 2 ) наладмальных параметров формирующими инструментами 3 и 4 при ки дли двух разных марок исходного их взаимном сближении до расстояния . материала. h* между формующими поверхностями. Устройство для вытяжки выступа содержит матрицу 1 и пуансон 2. Уст- 20 При обратном (холостом) ходе инструменты 3 и 4 расходятся, происходит ройство для осадки выступа содержит снятие нагрузки с изделия 14 и поссоосно установленные верхний 3 и леднее приобретает конечную форму с , нижний 4 деформирующие инструменты, требуемыми свойствами по параметрам первый из которых размещен в корпусе упругости. 5, а второй - в установочном кольце 25 Высота h находится в преде6 с обоймой 7, расположенном на ослах от одной до шести толщин исходновании 8. Кольцо 6 вместе с нижним ного материала, что составляет 0,15деформирующим инструментом 4 установ1,2 мм, выбирается в зависимости от лены с возможностью осевого перемезаданного значения разности верхнего щения под действием клина 9, приво30 Рв и нижнего Рн критических нагрудимого в действие посредством винзок хлопающей мембраны и регулируеттовой пары 10 с передаточным относя посредством клина.9 и винтовой шением не менее 200. Коаксиально пары 10. верхнему деформирующему инструменту I 3 установлен подпружиненный пружина35 ми II прижим 12, внутренний диаметр При осадке имеет место потеря ускоторого соответствует наружному дитойчивости выступа, причем зона деаметру большего основания коническоформации ограничивается прижимом 12, го выступа полуфабриката, а ширина не позволяющим деформации распростраего кольцевой рабочей поверхности, няться на периферию дна полуфабри40 ката 13. Кроме того, фиксируя полуконтактирующей с заготовкой, меньше ширины кольцевой впадины крышки. фабрикат 13 вне зоны выступа по диаметру большего основания конического Наружный диаметр нижнего деформивыступа, обеспечивается равномерная рующего инструмента 4 меньше внутстепень осаживания (деформирования) реннего диаметра полуфабриката на 45 по всему его контуру, что приводит к 0,2-0,5 толщины его стенки. повышению точности и стабильности паСпособ осуществляется следующим раметров упругой мембраны, образом. і Из листового металла вырубают Предлагаемый способ позволяет штучную заготовку, из которой пу50 уменьшить себестоимость иэготав'лив.атем вытяжки изготавливают полый поемых крышек за счет снижения затрат луфабрикат 13 в виде стакана с обпо стоимости исходного материала при разованием посредством пуансона 2 использовании жести обычного проката и матрицы І в центральной части его и снижения затрат на дополнительный дна выступа в форме усеченного кону55 контроль и испытание жести. са и кольцевой впадине на дне. Высоту h, выступа задают при наСпособ дает возможность повысить ладке технологического процесса източность срабатывания крышек с хлопа-1 готовления крышки (при вытяжке выс З 1254624 ющей мембраной, изготавливаемых из перед осадкой , алюминиевых сплавов, поскольку навает сохранение несение пасты и сушку осуществляют крыши. с т в Фиг.2 Фаг. 5 4 что обеспечи упругих свой 1254624 тесть N*3 (put. Ч Редактор Г.Улыбина Фиг 5 Составитель Н.Чернилевская Техред Г.Гербер' Корректор Л.Патай Заказ 798/ДСП Тираж 696 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская к а б . , д . А/5 Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing cover with flapping membrane
Автори англійськоюRonkin Maks Davydovych, Beniash Valerii Moiseiovych, Beletskii Vitold Boleslavovych
Назва патенту російськоюСпособ изготовления крышки с хлопающей мембраной
Автори російськоюРонкин Макс Давидович, Беньяш Валерий Моисеевич, Белецкий Витольд Болеславович
МПК / Мітки
МПК: B21D 22/10
Мітки: мембраною, кришки, хлопаючою, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-12149-sposib-vigotovlennya-krishki-z-khlopayuchoyu-membranoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кришки з хлопаючою мембраною</a>
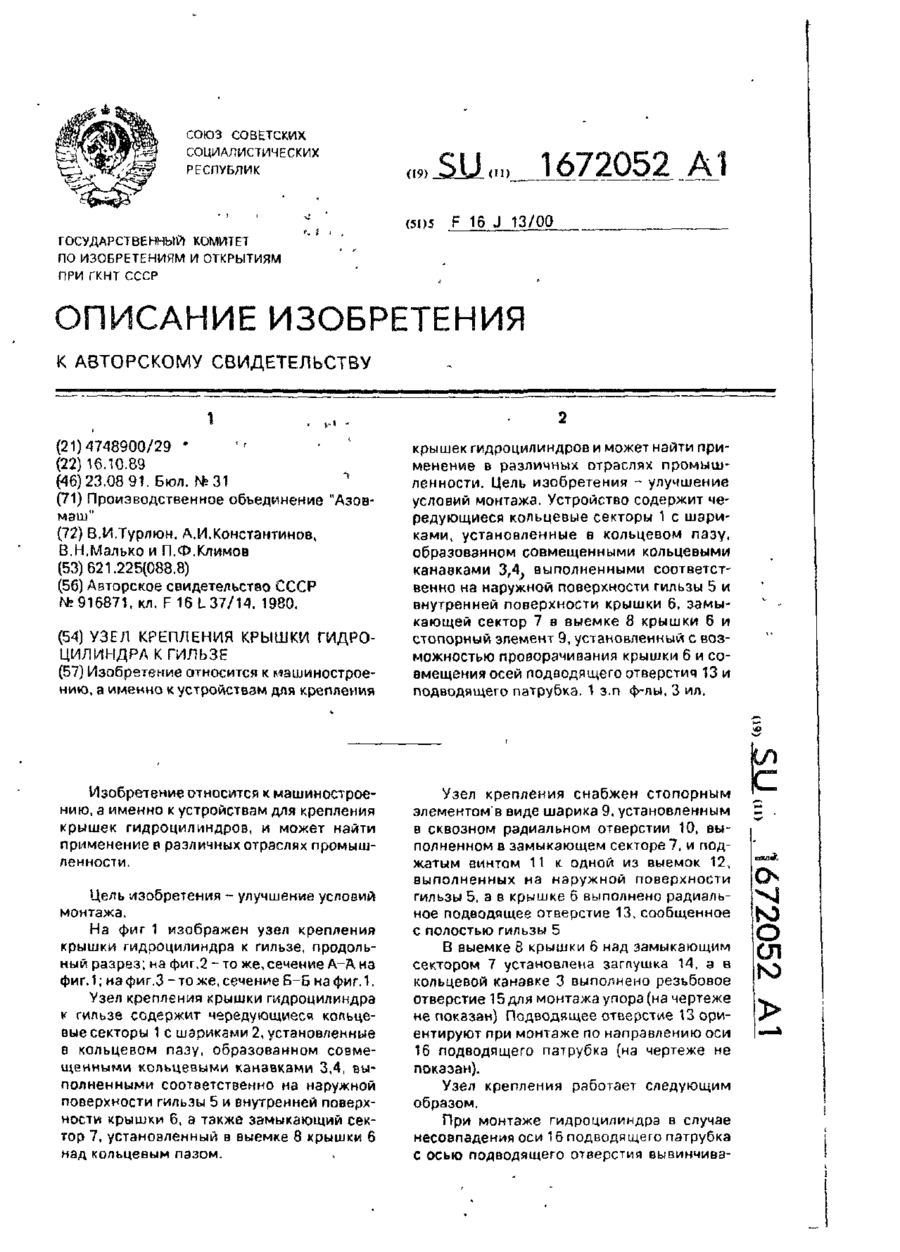
Вузол кріплення кришки гідроциліндра до гільзи
Номер патенту: 8974
Опубліковано: 30.09.1996
Автори: Турлюн Валерій Йосипович, Клімов Павло Пилипович, Малько Василь Миколайович, Константінов Олександр Іванович
МПК: F16J 13/00
Мітки: кріплення, кришки, вузол, гідроциліндра, гільзи
Формула / Реферат:
1. Узел крепления крышки гидроцилиндра к гильзе, содержащий чередующиеся кольцевые секторы с шариками, установленные в кольцевом пазу, образованном совмещенными кольцевыми канавками, выполненными соответственно на наружной поверхности гильзы и внутренней поверхности крышки, а также замыкающий сектор, установленный в выемке крышки над кольцевым пазом, отличающийся тем, что с целью повышения технологичности путем улучшения условий монтажа,...
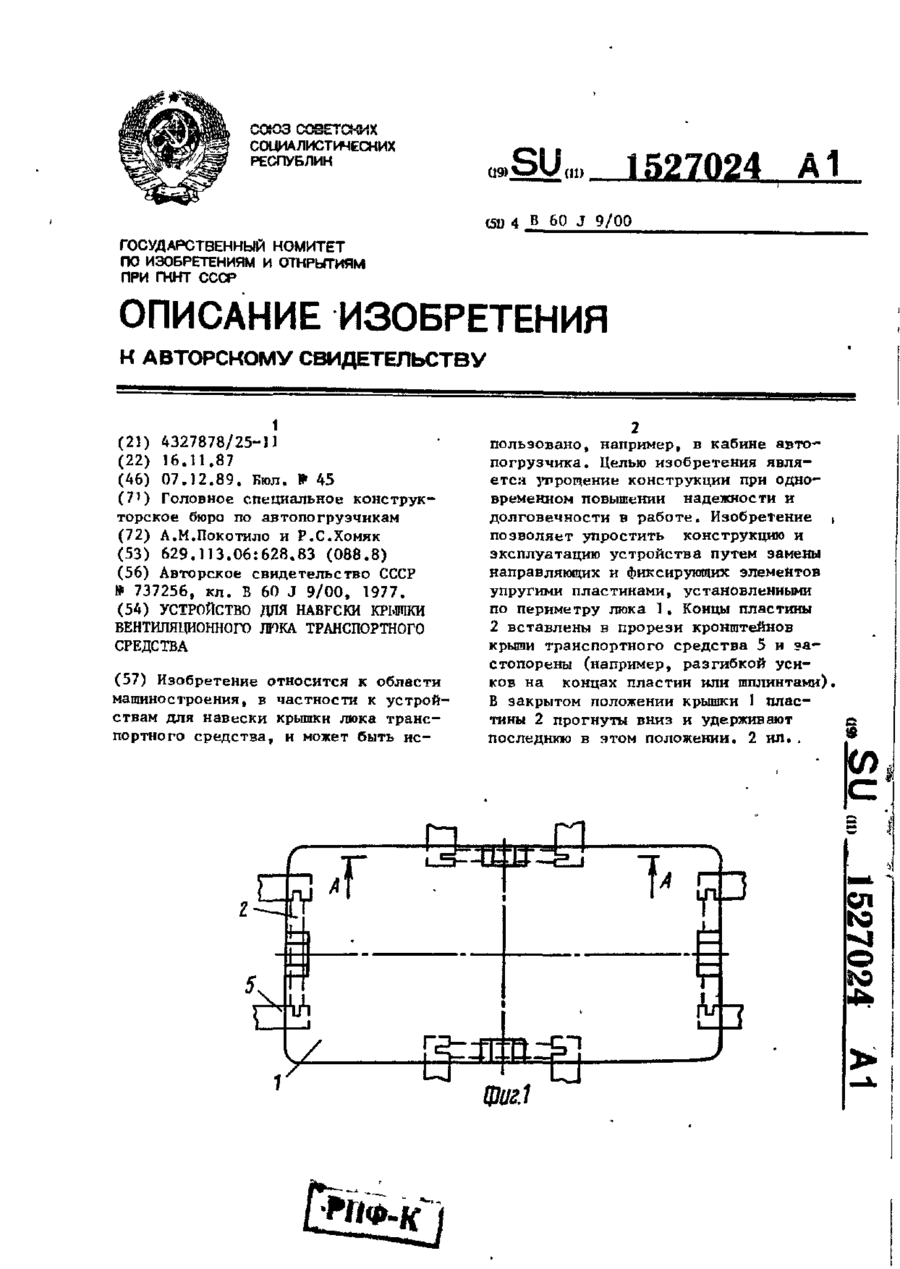
Обладнання для навіски кришки вентиляційного люка транспортного засобу
Номер патенту: 3832
Опубліковано: 27.12.1994
Автори: Хомяк Роман Семенович, Покотило Анатолій Михайлович
МПК: B60J 9/00
Мітки: кришки, люка, навіски, обладнання, засобу, вентиляційного, транспортного
Формула / Реферат:
Устройство для навески крышки вентиляционного люка транспортного средства, содержащее направляюще-фиксирующие элементы, расположенные по периметру люка и установленные в кронштейнах крышки транспортного средства с возможностью обеспечения перемещения закрепленной на этих элементах крышки люка в открытое и закрытое фиксированные положения, отличающееся тем, что, с целью упрощения конструкции при одновременном повышении надежности и...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шмидт Рудольф Якович, Зайденко Анатолій Михайлович, Шишов Валерій Володимирович
МПК: B21K 21/00
Мітки: порожнистих, спосіб, виготовлення, деталей
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Спосіб виготовлення диску колеса транспортного засобу
Номер патенту: 5450
Опубліковано: 28.12.1994
Автори: Шумейко Андрій Дмитрович, Кравчун Степан Іванович, Шумейко Павло Дмитрович, Кравчун Олексій Степанович, Шумейко Дмитро Іванович
МПК: B21D 22/20
Мітки: виготовлення, колеса, транспортного, диску, засобу, спосіб
Формула / Реферат:
Способ изготовления диска колеса транспортного средства путем вытяжки полого полуфабриката, формирования рельефных зон и пробивки в них отверстий, в которых образуют конусный и цилиндрический участки, отличающийся тем, что на поверхности полого полуфабриката одновременно с формированием рельефных зон и конусных участков вокруг каждого отверстия со стороны цилиндрического участка формируют кольцевой выступ с прилегающей к нему впадиной,...
Запірний пристрій кришки люка піввагона
Номер патенту: 10019
Опубліковано: 30.09.1996
Автор: Чеботарьов Григорій Аврамович
МПК: B61D 7/16
Мітки: пристрій, запірний, люка, піввагона, кришки
Формула / Реферат:
1. Запорное устройство крышки люка полувагона, содержащее двуплечую закидку, шарнирно закрепленную на продольной стене вагона, фиксатор закидки в виде кулачка и расположенный с другой стороны закидки ограничитель, отличающееся тем, что оно снабжено закрепленным вертикально над закчдкой пустотелым цилиндрическим корпусом, в котором с возможностью перемещения и взаимодействия с верхней гранью закидки смонтирован подпружиненный толкатель,...
Попередній патент: Пристрій для сушіння пастированих кришок консервних банок
Наступний патент: Сплав на основі алюмінію
Випадковий патент: Спосіб керування швидкісним режимом прокатування на обтискному стані