Спосіб керування швидкісним режимом прокатування на обтискному стані
Номер патенту: 15350
Опубліковано: 15.09.2000
Автори: Кукуй Давид Пенхусович, Азаров Сергій Іванович, Свєтлічний Олексій Васильович, Ємченко Юрій Борисович, Оробцев Юрій Вікторович, Коцегуб Павло Харитонович
Формула / Реферат
Способ управления скоростным режимом прокатки на обжимном стане, при котором задают скорость вращения валков, измеряют фактическое значение скорости вращения валков, сравнивают заданное значение скорости с фактическим, отличающийся тем, что заданное значение скорости вращения валков ограничивают на допустимом уровне, для чего рассчитывают оптимальную по времени максимальную скорость прокатки, предельную по отсутствию пробуксовки скорость прокатки, сравнивают полученные значения между собой и с максимальной по техническим характеристикам скоростью привода, выбирают наименьшее значение в качестве допустимой скорости прокатки, рассчитывают допустимую скорость захвата, определяют наличие или отсутствие металла в валках и при наличии металла в валках ограничивают задание на скорость вращения валков на уровне допустимой скорости прокатки, а при отсутствии металла в валках - на уровне допустимой скорости захвата.
Текст
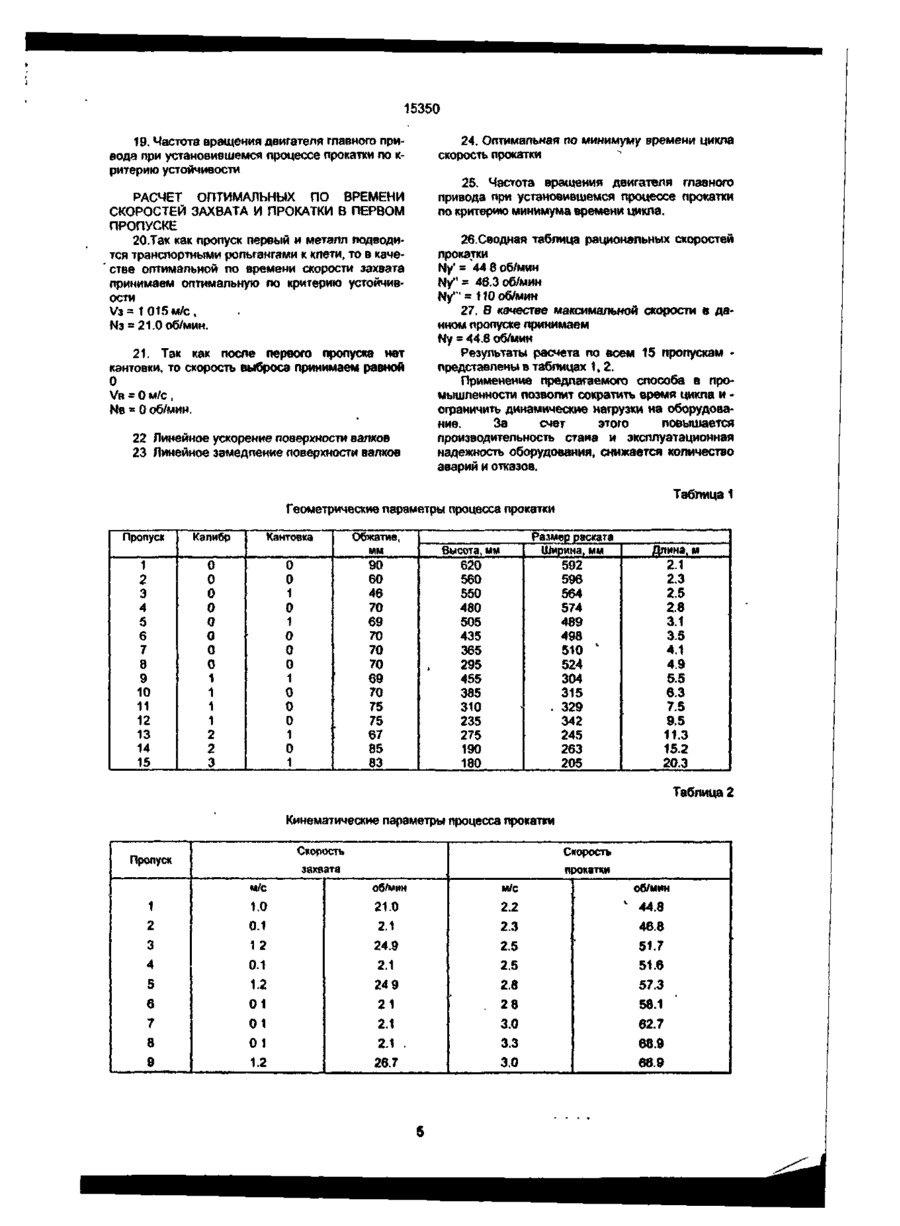
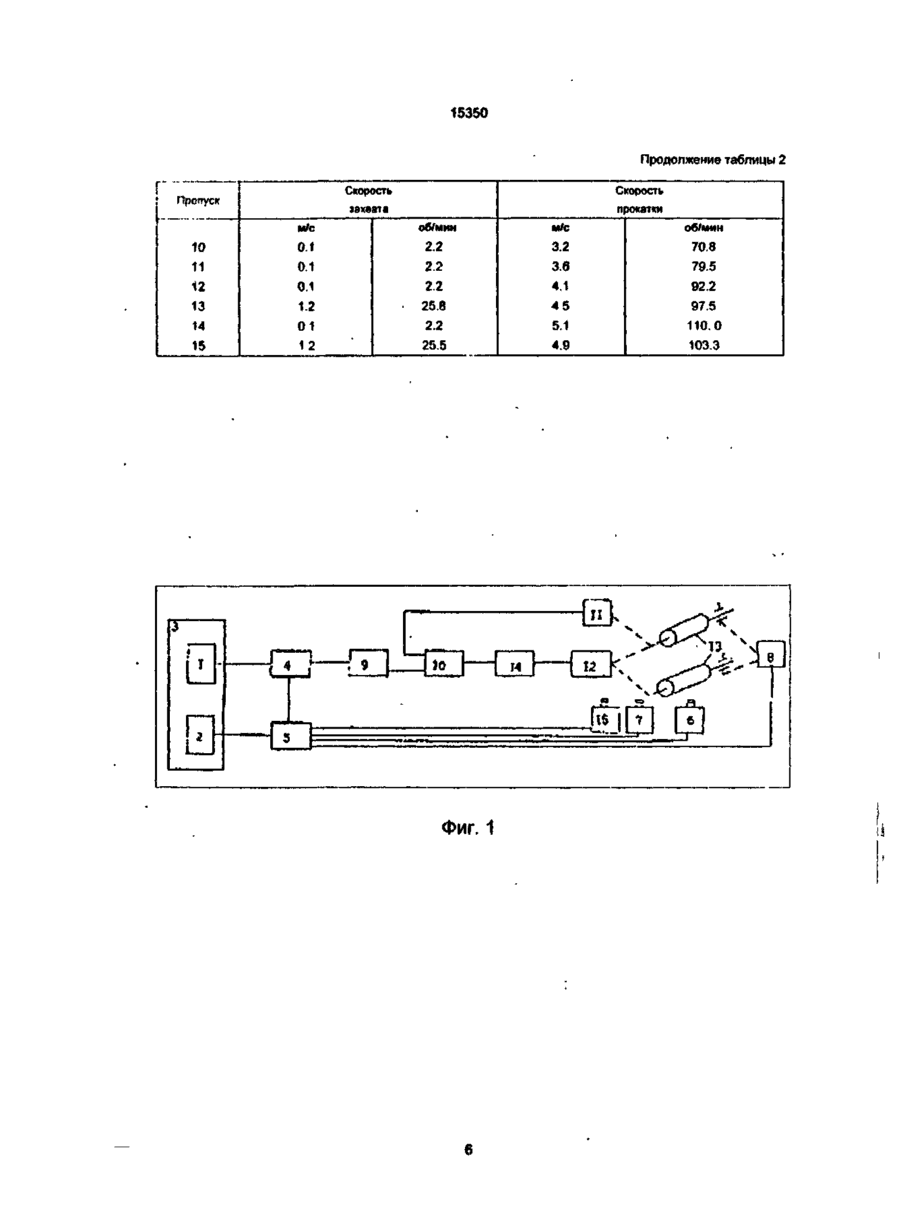
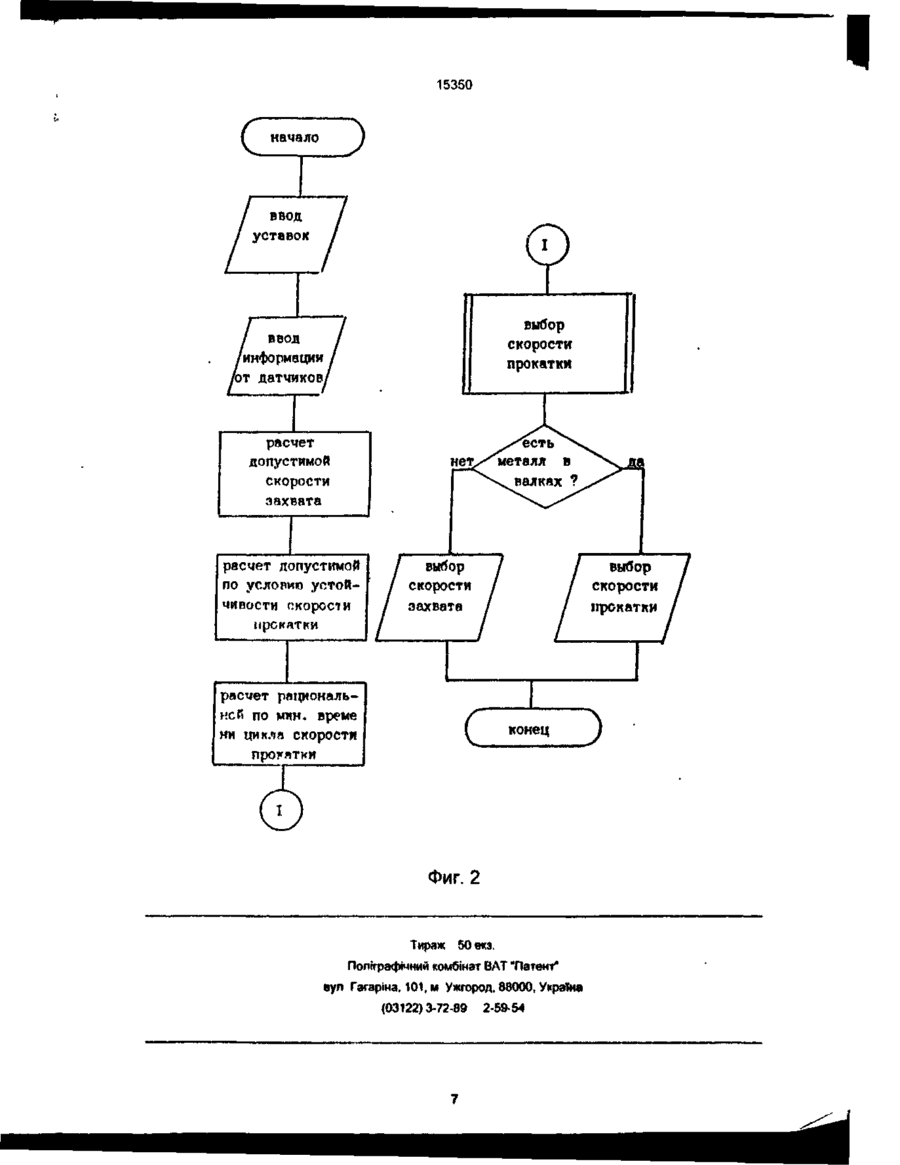
Способ управления скоростным режимом прокатки на обжик'ном стане при котором задают скорость вращения валков измеряют фактическое значение скорости вращения валков, сравнивают заданное значение скорости с фактическим, отличающийся тем, что заданное значение скорости вращения валков ограничивают на допустимом уровне для чего рассчитывают оптимальную по времени максимальную скорость прокатки, предельную по отсутствию пробуксовки скорость прокатки, сравнивают полученные значения между собой и с максимальной по техническим характеристикам скоростью привода, выбирают наименьшее значение в качестве допустимой скорости прокатки, рассчитывают допустимую скорость захвата, определяют наличие или отсутствие металла в валках и при наличии металла в валках ограничивают задание на скорость вращения валков на уровне допустимой скорости прокатки, а при отсутствии металла в валках - на уровне допустимой скорости захвата Изобретение относится к прокатному производству и может быть использовано в прокатных цехах металлургических заводов Наиболее близким по технической сущности и достигаемому техническому результату является способ управления скоростными режимами обжимного стана, реализуемый в устройстве для управления главным приводом блюминга (1) В данном способе оператор устанавливает заданное значение скорости вращения валков задается темп разгона валков измеряется фактическая скорость вращения валков затем фактическое значение скорости сравнивается с заданным значением скорости вращения вапков Недостатком указанного способа является зависимость скоростного режима от субъективных ошибок оператора, в связи, с чем возможен захват металла на завышенной скорости приводящий к пробуксовке Возможна пробуксовка и при установившемся процессе прокатки за счет превышения допустимой при конкретных условиях (марка стали, температура, режим обжатия) скорости вращения валков Пробуксовки при захвате и особенно при установившемся процессе прокатки вызывают большие динамические нагрузки на механическое и электрическое оборудование, приводят, ч» к авариям и простоям Кроме того, время цикла прокатки при данном способе зависит от правильности выбора оператором скоростей захвата и прокатки В основу изобретения поставлена задача усовершенствования способа управления скороетным режимом прокатки на обжимном стане, в котором за счет ограничения заданного значения скорости вращения валков на допустимом уровне обеспечивается сокращение времени цикла, ограничение динамических нагрузок на оборудование и за счет этого повышается производительность стана и эксплуатационная надежность оборудования, снижается количество аварий и отказов Поставленная задача достигается тем, что в предлагаемом способе управления скоростным режимом прокатки на-обжимном стане задают скорость вращений валков, измеряют фактическое значение скорости вращения валков, сравнивают заданное значение скорости с фактическим, дополнительно заданное значение скорости вращения валков ограничивают на допустимом уровне, для чего рассчитывают оптимальную по времени максимальную скорость прокатки, предельную по отсутствию пробуксовки скорость прокатки, сравнивают полученные значения между собой и с максимальной по техническим характеристикам скоростью привода, выбирают наименьшее значение в качестве допустимой скорости прокатки, рассчитывают допустимую скорость захвата, определяют наличие или отсутствие металла в валках и при наличии металла в валках ограничивают задание на скорость вращения валков на уровне допуст ^* С^ .-* 2, CD 1О ГО Ю Т" —. £, ^f мЬ •••* gj* С 15350 имой скорости прокатки, а при отсутствии металла в валках - на уровне допустимой скорости захвата Задание скорости вращения валков, измерение фактического значения скорости вращения валков и сравнение заданного значения скорости с фактическим, необходимо для регулирования скорости вращения валков Ограничение заданного значения скорости вращения валков на допустимом уровне в зависимости от конкретных условий прокатки приведет к сокращению времени цикла прокатки и ограничению динамических нагрузок на оборудование Оптимальная по времени максимальная скорость прокатки, при которой время цикла минимально рассчитывают для каждого конкретного пропуска для заданной длины раската Кроме того, рассчитывают предельную по отсутствию пробуксовки скорость прокатки Если скороегь прокатки не ограничивать, то она может оказаться выше, чем та, при которой выполняется условие устойчивой прокатки, и произойдет пробуксовка, что приведет к повышению динамических нагрузок на оборудование, поломкам и авариям В результате потребуется время на выход из пробуксовки, снижение скорости и повторный разгон, что увеличит время цикяа. Кроме того, для каждого привода существует максимальная по техническим характеристикам скорость Для того чтобы выбрать рациональное значение скорости прокатки, надо сравнить все три значения скорости и выбрать наименьшее Тогда мы гарантировано получим устойчивый процесс прокатки и максимально приближенный по времени к минимальному циклу прокатки Рассчитывать допустимую скорость захвата необходимо, для того, чтобы она не оказалась выше, чем та. при которой выполняется условие устойчивого захвата и происходит пробуксовка Пробуксовка приводит к повышению динамических нагрузок, увеличению числа поломок и аварий, и, как следствие, к дополнительным затратам времени на выход из пробуксовки, снижение скорости, повторный разгон, что в цепом увеличивает время цикла Определение наличия металла в валках необходимо для того, чтобы разделить режимы захвата и прокатки и установить на каком уровне ограничивать скорость При наличии металла в валках ограничивают задание на скорость вращения валков на уровне допустимой скорости прокатки При отсутствии металла в валках ограничивают задание на скорость на уровне допустимой скорости захвата Таким образом, достигается сокращение времени цикла и ограничиваются динамические нагрузки на оборудование Из теории прокатки (Г рудев А П Теория прокатки М Металлургия, 1988, 240 с ) известно, что предельное условие осуществления захвата может быть представлено в виде tg а з * г з , (1) где аз - угол захвата, f3 - коэффициент трения при захвате. в свою очередь, значение коэффициента трения при захвате может быть найдено по уравн* ению fa = Км*Кп*Кс*(0 84-0 00044), (2) где Км - коэффициент, зависящий от химических свойств прокатываемой стали, Кп - коэффициент, зависящий от состояния поверхности и материала валков, Кс - коэффициент, зависящий от скорости вращения валков, t -температура металла, град С Угол захвата при известных значениях диаметра валков D и обжатия в пропуске Д Н, может быть найден из уравнения (3) Таким образом, для каждого конкретного случая уравнение предельного условия осуществления процесса захвата (1) может быть решено относительно скоростного коэффициента Кс Ксз = . (4) Переход к абсолютному значению скорости может осуществляться по эмпирической зависимости /Дмитриев В Д, Бровман М Я Справочник прокатчика Машиностроение и металлургия Донецк Донбас, 1986 -1 Юс / Ко1 -10*/to+25 V3 = 16* КЪ (5) 2 Из вышеизложенного следует, что для определения предепьно допустимой скорости захвата, необходимо знать значения диаметра катающего калибра D, состояние поверхности и .материал валков {коэффициент Кп), марку прокатываемой стали (коэффициент Км), измерить эначеиие температуры t. раствор вапков H I , высоту задаваемого раската НО Параметры D, Км, Кп могут быть заданы оператором в соответствии с калибровкой валков и сортаментом прокатываемой стали Значение температуры t может быть измерено с помощью пирометра, значение раствора валков может быть определено с помощью аналогового (сельсинного) или цифрового (кодового) датчика Значение высоты входного раската в первом проходе принимается равной высоте слитка, а в последующих пропусках, высоте раската в предыдущем проходе с учетом кантовки Из теории прокатки /Грудей А П Теория прокатки М . Металлургия, 1988/ известно, что предельное условие осуществления процесса прокатки может быть представпемо в вид« tg а у s fy (б) где fy - коэффициент трения при прокатке. оу - угол контакта (приложения равнодействующей силы прокатки) В свою очередь, значение коэффициента трения при прокатке может быть найдено по уравнению fy = Км*Кп*Кс*(0 55-0 000244), (7) где Км - коэффициент, зависящий от химических свойств прокатываемой стали, Кп - коэффициент, зависящий от состояния поверхности и материала валков, Кс - коэффициент, зависящий от скорости вращения валков, 15350 t - температура металла, град С. Угол контакта при известных значениях диаметрз валков D и обжатия в пропуске А Н, может быть найден из уравнения ау = аз* у/ (8) где - коэффициент плеча момента Таким образом, для каждого конкретного случая уравнение предельного условия осуществления процесса прокатки может быть решено относительно скоростного коэффициента Кс W L ( 9 Кп * Км * (0:55 - 0.00024 * /) ) Переход к абсолютному значению максимальной скорости прокатки по критерию устойчивости может осуществляться по эмпирической зависимости, аналогичной (5) vy = Key2-*Key+ 25 \6*Kcv (Ю) В то же время, для получения минимального времени цикла и, соответственно, максимальной пропускной способности обжимного стана, рациональное значение максимальной скорости может быть найдено из уравнения Vy «. Г і7 * aJ f І \І ? *ар 4 2 * ар* а! * 11 ар + «Т (11) где \/з - скорость захвата, . VB - гкорость выброса, ар - темп р.шона валков, аТ - темп торможения валков, 11 - выходная длина раската в пропуске. Помимо этого максимальная скорость прокатки ограничивается техническими характеристиками главного привода Vy 1 '' = , (12) где пмакс - максимальная скорость двигателя главного привода, об/мин Для выбора рационального значения максимальной скорости прокатки должно быть выполнено сравнение значений скоростей Vy', Vy", Vy" Минимальное из этих значений выбирается в качестве допустимой скорости прокатки Для осуществления устойчивых процессов захвата и прокатки должно быть произведено разделение режимов в функции наличия металла в валках. Информация о наличии металла в валках может быть получена с помощью фотоэлектрического датчика или датчика статического тока главного привода На фиг. 1 изображено устройство для управления скоростными режимами главного привода обжимного стана, реализующее предлагаемый способ, на фиг. 2 - блок схема алгоритма работы вычислительного устройства. Устройство содержит командоаппарат 1 и пульт ввода уставок 2, размещенные на посту оператора 3. Выход командоаппарата 1 соединен с информационным входом звена ограничения 4, управляющий вход которого соединен с выходом вычислительного устройства 5, первый вход которого соединен с выходом пульта уставок 2, второй вход - с выходом датчика наличия металла в валках 6, третий вход - с выходом датчика температуры 7, четвертый вход - с выходом датчика раствора валков 8, пятый вход - с датчиком положения металла в калибрах 15. Выход звена ограничения 4 соединен с входом зядатчика интенсивности 9, выход которого соединен с первым входом регулятора скорости 10, второй вход которого соединен с выходом датчика скорости 11. кинемагически связанного с двигателем главного привода 12 и прокатными валками 13. Выход регулятора скорости 10 соединен с ..годом усилителя мощности 14, выход которого соединен с двигателем главного привода 12. Датчик раствора валков 8 кинематически связан с механизмом перемещения прокатных валков 13. Рассмотрим пример реализации способа. Задание на вращение прокатных валков 13 с учетом направления прокатки поступает от комзндоаппарата 1 с поста оператора 3 на управляющей вход звена ограничения 4. Вычислительное устройство 5 рассчитывает допустимое значение скорости вращения валков 13, которая поступает с его выхода на управляющий вход звена ограничения 4. Для расчета допустимого значения скорости в вычислительное устройство 5 поступает информация о марке прокатываемой стали и режиме обжатий от пульта ввода уставок 2, о температуре прокатываемой стали - о т датчика температуры 7, о величине раствора валков - от датчика раствора валков 8 и о наличии металла в валках - от датчика наличия металла валках 6. Датчик положения металла в калибрах 15 передает в вычислительное устройство информацию о том, в каком калибре осуществляется прокатка в текущий момент времени. На основании этой информации вычислительное устройство выбирает соответствующее значение катающего диаметра из массива констант. Вычислительное устройство 5 рассчитывает допустимые при данных условиях скорости захвата и прокатки и, при отсутствии металла в валках, передает в звено ограничения 4 значение допустимой скорости зэхвата, а при наличии металла в валках - значение допустимой скорости прокатки. Звено ограничения 4 формирует на своем выходе задание на скорость вращения валков 13, поступающее на вход эадатчика интенсивности 9. Задатчик интенсивности 9 определяет темпы разгона и торможения валков 13. Выход >адатчика интенсивности 9 сравнивается в регуляторе скорости 10 с фактической скоростью вращения валков, информация о которой поступает от датчика скорости 11. Выход регулятора скорости 10 поступает на вход усилителя мощности 14, обеспечивающего управление прокатным двигателем 12. Двигатель 12 обеспечивает вращение прокатных валков 13. Рассмотрим пример расчета параметров скоростных режимов работы главного привода клети 950 Донецкого металлургического завода Исходные данные: 1. Геометрические размеры прокатных валков: Диаметр бочки 921 мм; Глубина вреза бочки 53 мм; Диаметр по дну первого калибра 857 мм; Глубина вреза первого калибра 76 мм; 15350 Ширина по дну первого калибра 320 мм; Ширина по выходу первого калибра 380 мм; Диаметр по дну второго калибра 888 мм; Глубина вреза второго калибра 69,5 мм; Ширина по дну второго калибра 232 мм; Ширина по выходу второго калибра 270 мм; / Іиаметр по дну третьего калибра 899 мм; ' лубина вреза третьего калибра 64 мм; Ширина по дну третьего калибра 190 мм; Ширина по выходу третьего калибра 234 мм; Диаметр по дну третьего калибра 899 мм; Глубина вреза четвертого калибра 64 мм; Ширина по дну четвертого калибра 154 мм; Ширина по выходу четвертого калибра 175 мм; Диаметр по дну четвертого калибра 899 мм; Глубина вреза четвертого калибра 64 мм; 2. Параметры одного двух якорного двигателя главного привода: Мощность 5400 кВт; Номинальное напряжение 750 В; Номинальный ток 8.12 кА; Номинальная скорость 60/110 об/мин; Темп ускорения • 45 об/мин/с; Темп - замедления 50 об/мин/с; 3. Материал и состояние поверхности валков: Стальные с сеткой разгара Кп = 1.2; 4. Марка стали - Ст. 5 Кмз = 1.05, Кму=1.2; 5.Исходные параметры слитка: Масса слитка 5.6 т; Высота большего основания слитка 710 мм; Ширина большего основания слитка 700 мм; Высота меньшего основания слитка 590 мм; Ширина меньшего основания слитка 580 мм; Начальная температура слитка 1155 град 0; Плотность стали 7.35 т/м. ПЕРВЫЙ ПРОПУСК Калибр - бочка. Кантовки нет; Н0710мм; В0'^10 мм. Раствор валков Н 1=620 мм. Температура металла 1155 градусов С. РАСЧЕТ РАЦИОНАЛЬНЫХ ПО УСТОЙЧИВОСТИ СКОРОСТЕЙ ЗАХВАТА И ПРОКАТКИ В ПЕРВОМ ПРОПУСКЕ 1. Коэффициент трения при захвате без учета скорости захвата f3'= ЮТКмзЧО 84 - 0.0004*0= 1.2*1 05*(0.84-0.0004**1155)=0.476 2. Коэффициент трения при прокатке без учета скорости прокатки fy= Кп'КмуЧ0.55 - 0.000244)= 1.2*1.2*(0.55-0.00024*1155)*0.39Э З.Абсолютное обжатие ДН « Н0-Н1*710-620=90 мм 4 Средняя высота раската Нср={Н0+Н1)/2 * (710+620)/2 = 665 мм 5 Угол захвата си»" 0 442 рад 6. Длина дуги деформации U\ 7. Коэффициент формы очага деформации ф 665 Нср 8. Уширение ДВ = 0.45* ДВ = 0.45» 90 . /90*921 *Л 710 V =11 5мм 2 Так как первый пропуск, принимаем ДВ = 0 9. Ширина раската В1=В0+ ДВ=630-» 0=630 мм 10 Площадь поперечного сечения раската S1 = Н1*В1 = 620 * 630 = 390600 мм*мм SI = 0 391 м*м 11 Длина раската U=— /s\ = —/0.391 = 1.95м р 7.35 12. Коэффициент плеча момента при прокатке на бочке Ц/ = 0.74-0 417*Кф + 0 167*Кф2 = =0.74 - 0 417*0 306 +0.167*0.3062 * 0.628 13 Угол приложения равнодействующей силЫ при прокатке ф = аз • Ч» = 0 442*0 628 * 0 278 рад = 14. Скоростной коэффициент при захвате Ксз = #0.442 fi 0.476 = 0.994 15. Скоростной коэффициент при прокатке ІУ~~ 0.393 = 0.726 16 Максимальная, допустимая по условию устойчивости процесса захвата, скорость захвата Ксз2~* Ксз+25 16* Ксз2 2 0.994 - 1 0 * 0.994+25 1 6 * 0.994 2 = 1.015.мі с 17. Максимальная, допустимая по условию устойчивости процесса прокатки, скорость прокатки , ^Kcy2~\(f Key+25 _ \в*Ксуг Q7262-10*O726+25 „ , „ . = . =216 м/с 16*0.7262 18. Частота вращения двигателя главного привода при захвате ., ^3*60*1000 1.015*60*1000 3.14*921 = 2\.0об/мин 15350 19. Частота вращения двигателя главного привода при установившемся процессе прокатки по критерию устойчивости РАСЧЕТ ОПТИМАЛЬНЫХ ПО ВРЕМЕНИ СКОРОСТЕЙ ЗАХВАТА И ПРОКАТКИ В ПЕРВОМ ПРОПУСКЕ 2О.Так как пропуск первый и металл подводится транспортными рольгангами к кпети, то в качестве оптимальной по времени скорости захвата принимаем оптимальную по критерию устойчивости Уз= 1015 м/с, N3 = 21.0 об/мин. 21. Так как после первого пропуска нет кантовки, то скорость выброса принимаем равной 0 VB = 0 м/с , NB = 0 об/мин. 22 Линейное ускорение поверхности валков 23 Линейное замедление поверхности валков 24. Оптимальная по минимуму времени цикла скорость прокатки 25. Частота вращения двигателя главного привода при установившемся процессе прокатки по критерию минимума времени цикла. 26.Сводная таблица рациональных скоростей прокатки My' = 44 8 об/мин Ny"~ 46.3 об/мин Ny- s 1 ю об/мин 27. В качестве максимальной скорости в данном пропуске принимаем Ny = 44.8 об/мин Результаты расчета по всем 15 пропускам представлены в таблицах 1,2. Применение предлагаемого способа в промышленности позволит сократить время цикла и ограничить динамические нагрузки на оборудование. За счет этого повышается производительность стаиа и эксплуатационная надежность оборудования, снижается количество аварий и отказов. Таблица 1 Геометрические параметры процесса прокатки Пропуск Калибр Кантовка 1 0 0 0 0 0 0 0 0 1 1 1 1 2 2 3 0 0 1 0 1 0 0 0 1 0 0 0 1 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Обжатие, мм 90 60 46 70 69 70 70 70 69 70 75 75 67 85 83 Размер раската Ширина, мм 592 596 564 574 489 498 510 ч Высота, мм 620 560 550 480 505 435 365 295 455 385 310 235 275 190 180 Длина, м 2.1 2.3 2.5 2.8 3.1 3.5 4.1 49 5.5 6.3 7.5 9.5 11.3 15.2 20.3 524 304 315 . 329 342 245 263 205 Таблица 2 Кинематические параметры процесса прокатки Скорость захвата Пропуск м/с Скорость прокатки об/мин об/мин м/с 1 1.0 21.0 2.2 2 0.1 2.1 2.3 46.851.7 51.6 57.3 58.1 62.7 68.9 66.9 3 12 24.9 2.5 4 0.1 2.1 2.5 5 1.2 24 9 2.8 6 01 21 7 01 2.1 8 01 2.1 3.3 9 1.2 26.7 3.0 . 28 3.0 v 44.8 15350 Продолжение таблицы 2 г .. .. Скорость захвата Пропуск Скорость прокатки м/с об/мин м/с об/мин 0.1 2.2 3.2 70.8 11 0.1 2.2 3.6 79.5 12 0.1 2.2 4.1 92.2 13 12 25.8 45 97.5 14 01 2.2 5.1 110.0 15 12 25.5 4.9 103.3 10 A їх 1 4 3 1 I 4 •—ПГ . - * & 30 14 и 4 V «3 У e •J Фиг. 1 4 & 6 1 • 1 I 15350 ( начало J / ввод / уставок / / выбор скорости прокатки ввод 'информации /от датчикові расчет допустимой скорости захвата есть металл в валках ? расчет допустимой по условию устойчивости скорости прокатки выбор скорости прокатки выбор скорости захвата с расчет рациональней по млн. време ни цикла скорости проклтки конец Фиг. 2 Тираж 50 екз. Поліграфічний комбінат ВАТ "Патент" вул Гагаріна, 101,м Ужгород, 88000, Україна (03122)3-72-89 2-59-54
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of speed conditions of rolling on breakdown mill
Автори англійськоюSvietlichnyi Oleksii Vasyliovych, Yemchenko Yurii Borysovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Kotsehub Pavlo Harytonovych, Azarov Serhii Ivanovych
Назва патенту російськоюСпособ управления скоростным режимом прокатки на обжимном стане
Автори російськоюСветличный Алексей Васильевич, Емченко Юрий Борисович, Кукуй Давид Пенхусович, Коцегуб Павел Харитонович, Азаров Сергей Иванович
МПК / Мітки
МПК: B21B 37/00
Мітки: стані, обтискному, керування, режимом, прокатування, спосіб, швидкісним
Код посилання
<a href="https://ua.patents.su/8-15350-sposib-keruvannya-shvidkisnim-rezhimom-prokatuvannya-na-obtisknomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування швидкісним режимом прокатування на обтискному стані</a>
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25820
Опубліковано: 30.10.1998
Автори: Салацинський Едуард Степанович, Головко Михайло Васильович, Шаповал Григорій Якович, Чабанюк Анатолій Степанович, Неклеса Леонід Никифорович
Мітки: прокатування, обтискному, спосіб, стані, зливків
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25816
Опубліковано: 30.10.1998
Автори: Міхейченко Зоя Леонідівна, Полуновська Людмила Георгіївна, Спіняков Віктор Костянтинович, Стрельнікова Валентина Іванівна, Зотова Євгенія Опанасівна, Малькова Світлана Валентинівна, Полуновський Ісаак Євсійович
Мітки: зливків, стані, обтискному, прокатування, спосіб
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливку у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування стрічок
Номер патенту: 14131
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стрічок, прокатування, спосіб
Формула / Реферат:
Способ прокатки полос, включающий обжатие в клети с промежуточными и опорными валками, с тремя очагами деформации металла, расположенными в общей вертикальной плоскости, регулирование скорости валков и величины натяжения полосы, отличающийся тем, что, с целью увеличения производительности стана за счет увеличения суммарной вытяжки полосы в одной клети, при прокатке переднего конца полосы и задаче его последовательно в очередные очаги...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: рулонах, реверсивному, спосіб, стрічок, холодного, прокатування, стані
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: спосіб, прокатування, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Попередній патент: Пігментна композиція, концентрат диспергованого неорганічного пігменту
Наступний патент: Спосіб одержання магнітооптичних плівок з підвищеною прозорістю
Випадковий патент: Спосіб спектрофотометричного визначення концентрації прокаїну гідрохлориду у лікарських формах аптечного приготування