Привод металорізального верстата
Номер патенту: 121558
Опубліковано: 11.12.2017
Автори: Ткаченко Микола Васильович, Бабич Валентин Миколайович

Формула / Реферат
Привод металорізального верстата, шпиндель якого розміщений у пінолі та з'єднаний за допомогою ходового гвинта і двох паралельних кінематичних ланцюгів із диференціальним механізмом, установленим у приводі головного руху і зв'язаним із приводом подачі, який відрізняється тим, що на напрямних встановлений датчик навантаження піноля, який через порівнювальний і програмний пристрої з'єднаний із пристроєм керування диференціальним механізмом.
Текст
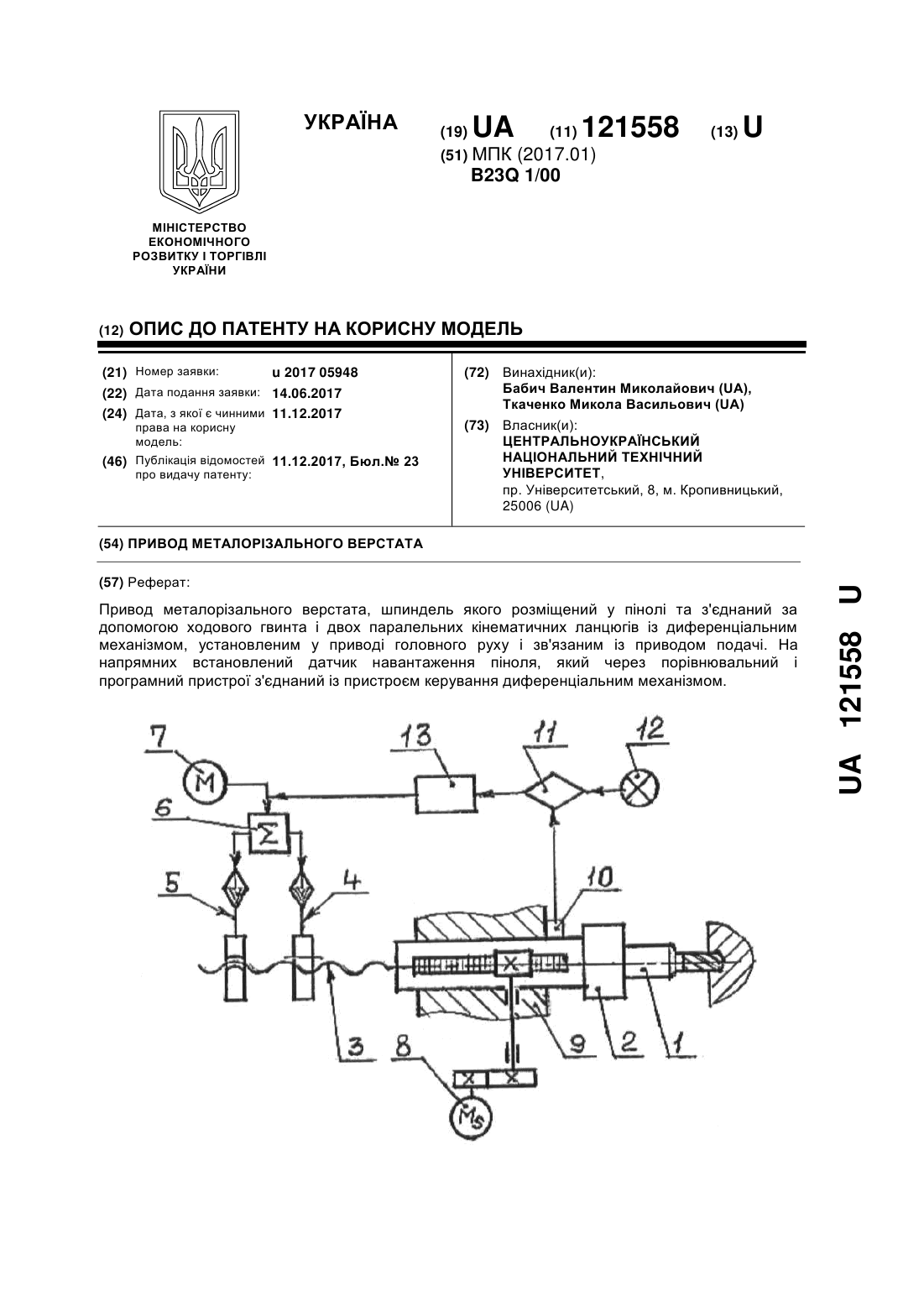
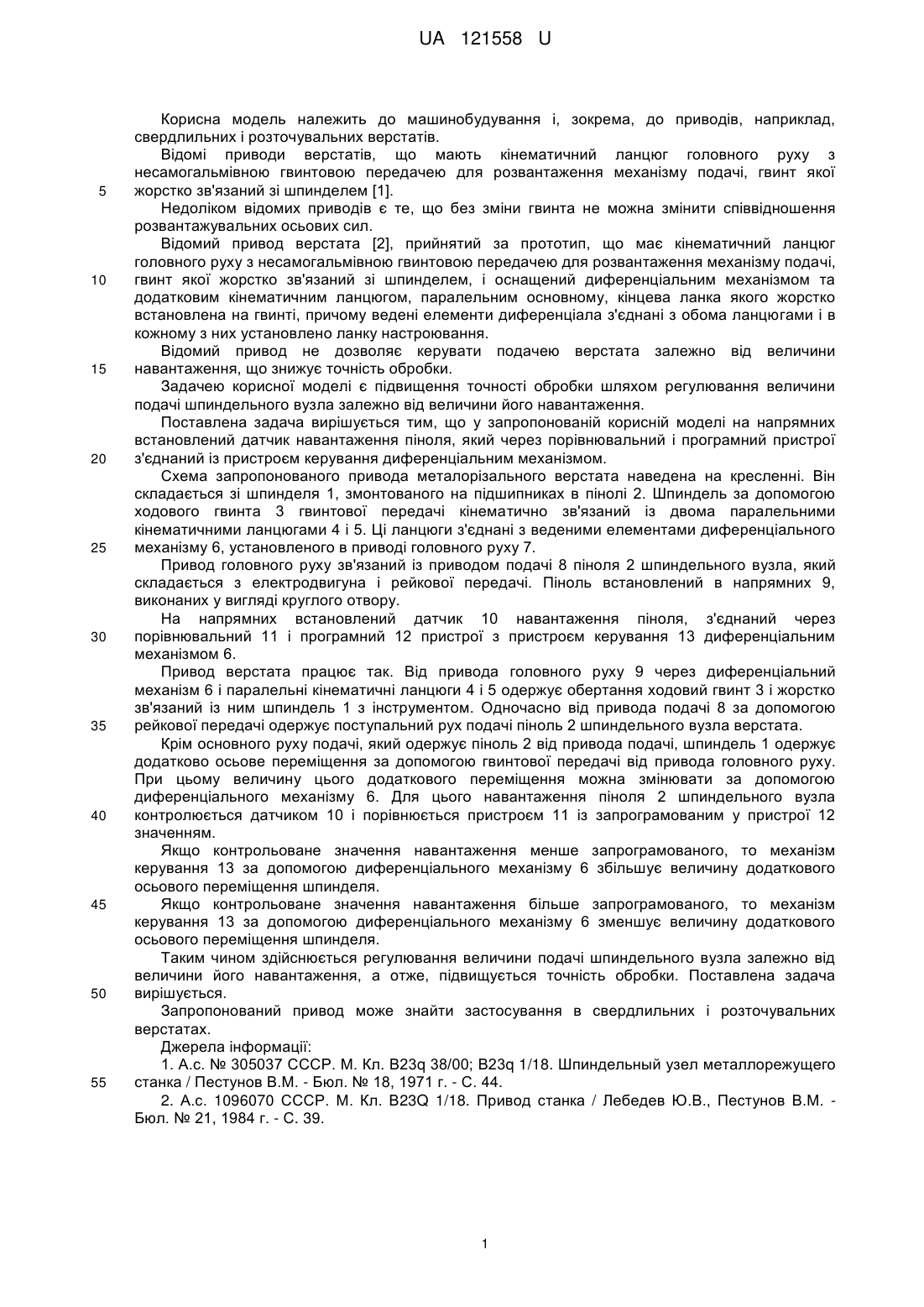
Реферат: Привод металорізального верстата, шпиндель якого розміщений у пінолі та з'єднаний за допомогою ходового гвинта і двох паралельних кінематичних ланцюгів із диференціальним механізмом, установленим у приводі головного руху і зв'язаним із приводом подачі. На напрямних встановлений датчик навантаження піноля, який через порівнювальний і програмний пристрої з'єднаний із пристроєм керування диференціальним механізмом. UA 121558 U (54) ПРИВОД МЕТАЛОРІЗАЛЬНОГО ВЕРСТАТА UA 121558 U UA 121558 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і, зокрема, до приводів, наприклад, свердлильних і розточувальних верстатів. Відомі приводи верстатів, що мають кінематичний ланцюг головного руху з несамогальмівною гвинтовою передачею для розвантаження механізму подачі, гвинт якої жорстко зв'язаний зі шпинделем [1]. Недоліком відомих приводів є те, що без зміни гвинта не можна змінити співвідношення розвантажувальних осьових сил. Відомий привод верстата [2], прийнятий за прототип, що має кінематичний ланцюг головного руху з несамогальмівною гвинтовою передачею для розвантаження механізму подачі, гвинт якої жорстко зв'язаний зі шпинделем, і оснащений диференціальним механізмом та додатковим кінематичним ланцюгом, паралельним основному, кінцева ланка якого жорстко встановлена на гвинті, причому ведені елементи диференціала з'єднані з обома ланцюгами і в кожному з них установлено ланку настроювання. Відомий привод не дозволяє керувати подачею верстата залежно від величини навантаження, що знижує точність обробки. Задачею корисної моделі є підвищення точності обробки шляхом регулювання величини подачі шпиндельного вузла залежно від величини його навантаження. Поставлена задача вирішується тим, що у запропонованій корисній моделі на напрямних встановлений датчик навантаження піноля, який через порівнювальний і програмний пристрої з'єднаний із пристроєм керування диференціальним механізмом. Схема запропонованого привода металорізального верстата наведена на кресленні. Він складається зі шпинделя 1, змонтованого на підшипниках в пінолі 2. Шпиндель за допомогою ходового гвинта 3 гвинтової передачі кінематично зв'язаний із двома паралельними кінематичними ланцюгами 4 і 5. Ці ланцюги з'єднані з веденими елементами диференціального механізму 6, установленого в приводі головного руху 7. Привод головного руху зв'язаний із приводом подачі 8 піноля 2 шпиндельного вузла, який складається з електродвигуна і рейкової передачі. Піноль встановлений в напрямних 9, виконаних у вигляді круглого отвору. На напрямних встановлений датчик 10 навантаження піноля, з'єднаний через порівнювальний 11 і програмний 12 пристрої з пристроєм керування 13 диференціальним механізмом 6. Привод верстата працює так. Від привода головного руху 9 через диференціальний механізм 6 і паралельні кінематичні ланцюги 4 і 5 одержує обертання ходовий гвинт 3 і жорстко зв'язаний із ним шпиндель 1 з інструментом. Одночасно від привода подачі 8 за допомогою рейкової передачі одержує поступальний рух подачі піноль 2 шпиндельного вузла верстата. Крім основного руху подачі, який одержує піноль 2 від привода подачі, шпиндель 1 одержує додатково осьове переміщення за допомогою гвинтової передачі від привода головного руху. При цьому величину цього додаткового переміщення можна змінювати за допомогою диференціального механізму 6. Для цього навантаження піноля 2 шпиндельного вузла контролюється датчиком 10 і порівнюється пристроєм 11 із запрограмованим у пристрої 12 значенням. Якщо контрольоване значення навантаження менше запрограмованого, то механізм керування 13 за допомогою диференціального механізму 6 збільшує величину додаткового осьового переміщення шпинделя. Якщо контрольоване значення навантаження більше запрограмованого, то механізм керування 13 за допомогою диференціального механізму 6 зменшує величину додаткового осьового переміщення шпинделя. Таким чином здійснюється регулювання величини подачі шпиндельного вузла залежно від величини його навантаження, а отже, підвищується точність обробки. Поставлена задача вирішується. Запропонований привод може знайти застосування в свердлильних і розточувальних верстатах. Джерела інформації: 1. А.с. № 305037 СССР. М. Кл. В23q 38/00; В23q 1/18. Шпиндельный узел металлорежущего станка / Пестунов В.М. - Бюл. № 18, 1971 г. - С. 44. 2. А.с. 1096070 СССР. М. Кл. В23Q 1/18. Привод станка / Лебедев Ю.В., Пестунов В.М. Бюл. № 21, 1984 г. - С. 39. 1 UA 121558 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Привод металорізального верстата, шпиндель якого розміщений у пінолі та з'єднаний за допомогою ходового гвинта і двох паралельних кінематичних ланцюгів із диференціальним механізмом, установленим у приводі головного руху і зв'язаним із приводом подачі, який відрізняється тим, що на напрямних встановлений датчик навантаження піноля, який через порівнювальний і програмний пристрої з'єднаний із пристроєм керування диференціальним механізмом. Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 1/00
Мітки: привод, верстата, металорізального
Код посилання
<a href="https://ua.patents.su/4-121558-privod-metalorizalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Привод металорізального верстата</a>
Шпиндельний вузол металорізального верстата
Номер патенту: 79058
Опубліковано: 10.04.2013
Автори: Пестунов Володимир Михайлович, Бабич Валентин Миколайович
МПК: F16B 9/00
Мітки: верстата, шпіндельний, вузол, металорізального
Формула / Реферат:
Шпиндельний вузол металорізального верстата, у шпинделі якого знаходиться піноль, з'єднана ходовим гвинтом зі штоком стабілізатора швидкості її поступального руху, виконаного у вигляді гідроциліндра, розташованого в центральному отворі шпинделя, який відрізняється тим, що ходовий гвинт оснащений гальмом і двома протилежними нарізками, з кожною з яких спряжена гайка, яка має муфту зчеплення, а порожнини гідроциліндра з'єднані каналами, в яких...
Шпиндельний вузол металорізального верстата
Номер патенту: 111026
Опубліковано: 25.10.2016
Автори: Бабич Валентин Миколайович, Ткаченко Микола Васильович
МПК: B23B 47/04, B23Q 1/00, B23Q 5/00, B23G 1/18
Мітки: вузол, металорізального, верстата, шпіндельний
Формула / Реферат:
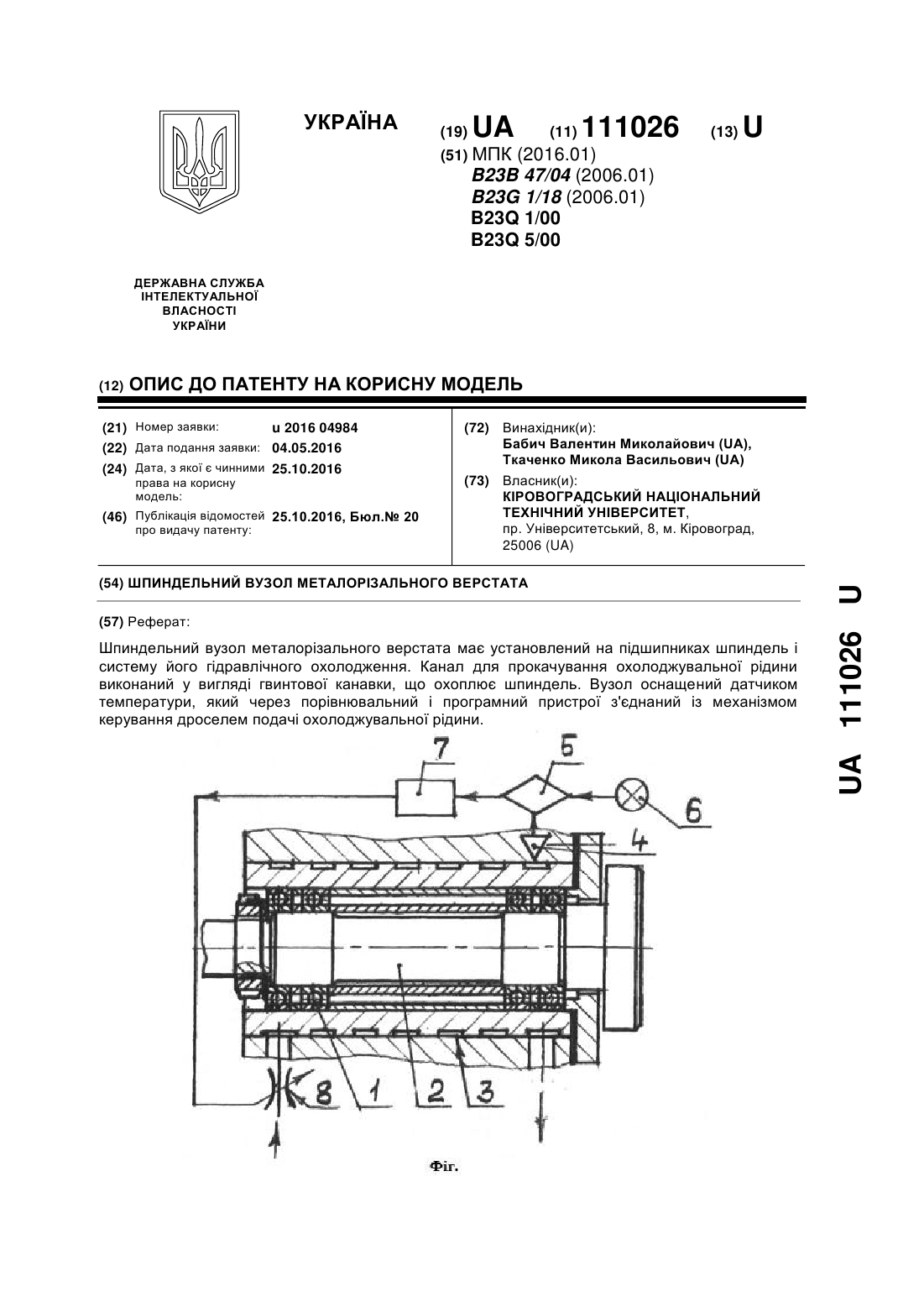
Шпиндельний вузол металорізального верстата, що має установлений на підшипниках шпиндель і систему його гідравлічного охолодження, який відрізняється тим, що канал для прокачування охолоджувальної рідини виконаний у вигляді гвинтової канавки, що охоплює шпиндель, а вузол оснащений датчиком температури, який через порівнювальний і програмний пристрої з'єднаний із механізмом керування дроселем подачі охолоджувальної рідини.
Коробка швидкостей металорізального верстата
Номер патенту: 8592
Опубліковано: 15.08.2005
Автори: Ковальов Віктор Дмитрович, Мельник Максим Сергійович, Бабін Олег Фавійович, Домнікова Юлія Валеріївна
МПК: B23Q 5/00
Мітки: верстата, металорізального, швидкостей, коробка
Формула / Реферат:
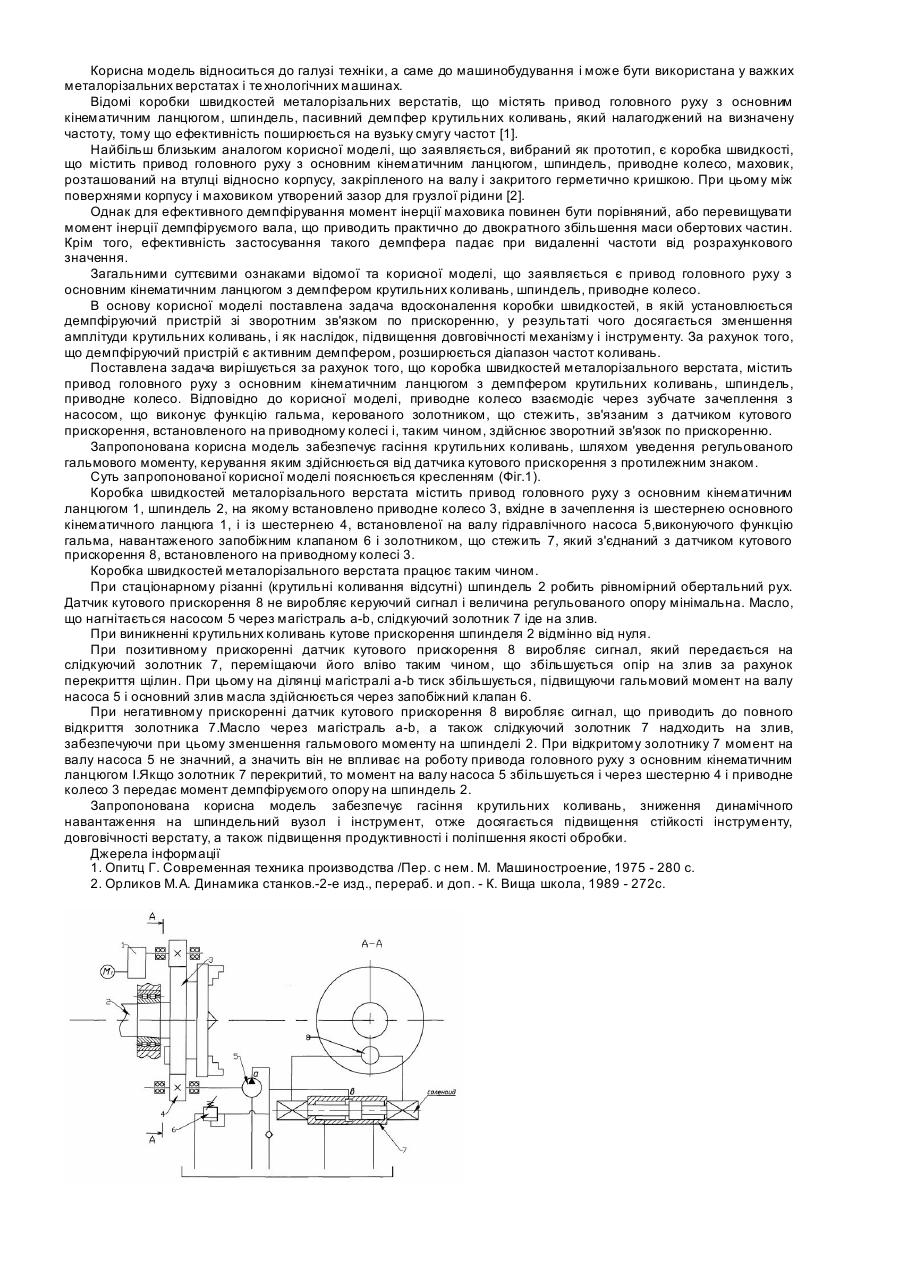
Коробка швидкостей металорізального верстата, що містить привід головного руху з основним кінематичним ланцюгом з демпфером крутильних коливань, шпиндель, привідне колесо, яка відрізняється тим, що привідне колесо взаємодіє через зубчасте зачеплення з насосом, що виконує функцію гальма, керованого слідкуючим золотником, зв'язаним з датчиком кутового прискорення, встановленим на привідному колесі, і таким чином здійснюючи зворотний зв'язок по...
Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних
Номер патенту: 63306
Опубліковано: 15.01.2004
Автори: Бабін Олег Фавієвич, Ковальов Віктор Дмитрович, Владимиров Анатолій Юрієвич, Мельник Максим Сергійович
МПК: G05D 3/12
Мітки: слідкуючий, верстата, металорізального, подачі, компенсацією, похибок, привід, напрямних
Формула / Реферат:
Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних, що містить рухомий вузол, розташований на напрямних поперечного переміщення, які розташовані на напрямних повздовжнього переміщення, електродвигун поперечної подачі , зв'язаний механічно з рухомим вузлом, імпульсний дискретний датчик, електронний цифровий реверсивний лічильник, вхід якого зв'язаний з імпульсним дискретним датчиком, задавальний пристрій,...
Привод переміщення вихідного органа верстата з п’ятьма штангами
Номер патенту: 114304
Опубліковано: 10.03.2017
Автори: Кириченко Андрій Миколайович, Гречка Андрій Іванович, Аль-Ібрахімі Метак М.А.
МПК: B23Q 5/00
Мітки: переміщення, п'ятьма, вихідного, привод, органа, верстата, штангами
Формула / Реферат:
Привод переміщення вихідного органа верстата з п'ятьма штангами на основі паралельних кінематичних структур, що містить станину, механізми подачі п'яти штанг, які пов'язані з вихідним органом, який відрізняється тим, що вихідний орган складається з двох частин, поєднаних між собою шарніром з двома ступенями свободи, причому три штанги приєднується до однієї частини вихідного органа і мають конструкцію, що забезпечує переміщення цієї частини...
Попередній патент: Спосіб хірургічного лікування раку прямої кишки
Наступний патент: Ударопоглинаючий дах транспортного засобу з кузовом каркасного типу
Випадковий патент: Лікарський засіб, що містить похідне карбостирилу і донепезил, для лікування хвороби альцгеймера