Пристрій для двостороннього нанесення покриття на довгомірні матеріали
Номер патенту: 13011
Опубліковано: 28.02.1997
Автори: Огоньков Вячєслав Грігорьєвіч, Ясь Василь Михайлович, Конєв Вадім Дмітрієвіч, Стасюк Іван Степанович, Абрамов Володимир Михайлович

Формула / Реферат
Устройство для двухстороннего нанесения покрытий на длинномерные материалы, содержащее ванну с направляющим валком и неподвижный приводной и подвижно установленный отжимные валки, последний из которых соединен с механизмом регулирования зазора между ними, отличающее-с я тем, что механизм регулирования зазора между отжимными валками выполнен в виде установленной на наклонные направляющие тележки, несущей подвижный отжимной валок, соединенный штангой с прижимным механизмом с системой противовесов.
Текст
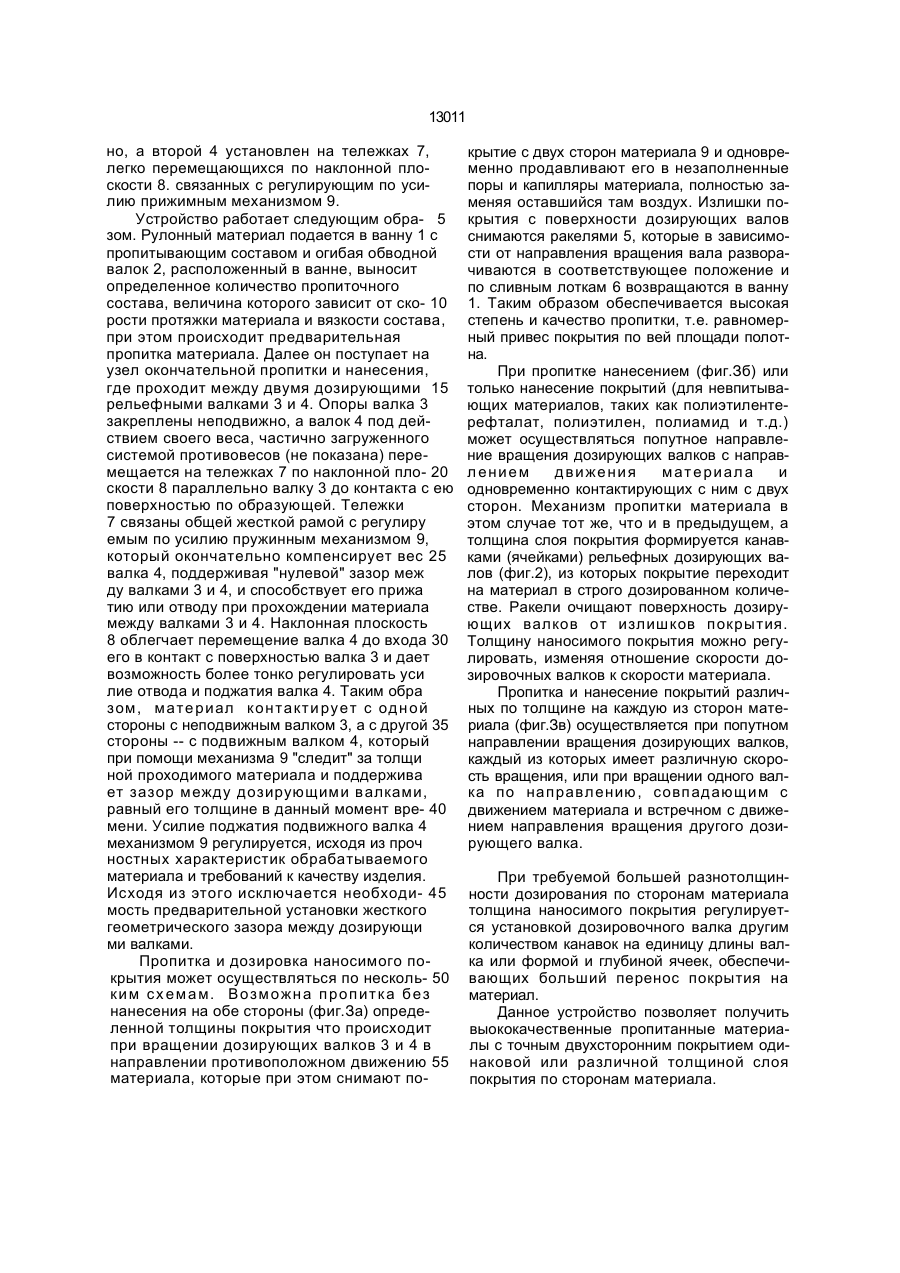
Устройство для двухстороннего нанесения покрытий на длинномерные материалы, содержащее ванну с направляющим валком и неподвижный приводной и подвижно установленный отжимные валки, последний из которых соединен с механизмом регулирования зазора между ними, отличающеес я тем, что механизм регулирования зазора между отжимными валками выполнен в виде установленной на наклонные направляющие тележки, несущей подвижный отжимной вал ок, соед иненный шт ангой с прижимным механизмом с системой противовесов. С> Изобретение относится к оборудованию для пропитки связующим длинномерного материала методом окунания в ванну. Известно устройство для двухстороннего нанесения покрытий на длинномерный материал, включающее ванну с направляющим валком, Неподвижный приводной и подвижно установленный,отжимные валки, последний из которых соединен с механизмом регулирования зазора между ними. Известное устройство не обеспечивает регулирования степени нанесения связующего в процессе пропитки. Данное изобретение позволяет осуществить регулировку зазора между дозирующими валками в процессе пропитки за счет чего повышается качество изделия. Данная техническая задача решается за счет того, что в устройстве, содержащем ванну с направляющим валком и неподвижный приводной и подвижно установленный от жимные валки, последний из которых соединен с механизмом регулирования зазора между ними, согласно изобретению, механизм регулирования зазора между отжимными валками выпол нен в виде установленной на наклонные направляющие тележки, несущей подвижный валок, сое д ин ен н ый ш т ан го й с п ри ж имн ым механизмом с системой противовесов. Сущность изобретения поясняется чертежом, где на фиг.1 показана схема устройства, на фиг.2 - рельефная поверхность дозирующих валков, на фиг.З - различные виды дозирования покрытия. Устройство состоит из ванны 1 с пропитывающим составом, обводных валков 2, пары рельефных дозирующих валков 3 и 4 с индивидуальными реверсивными приводами (не показаны), очищающих ракельных ножей 5 и сл ивных л отков 6. Од ин из дозирующих валков 3 установлен неподвиж со о О 13011 но, а второй 4 установлен на тележках 7, легко перемещающихся по наклонной плоскости 8. связанных с регулирующим по усилию прижимным механизмом 9. Устройство работает следующим обра- 5 зом. Рулонный материал подается в ванну 1 с пропитывающим составом и огибая обводной валок 2, расположенный в ванне, выносит определенное количество пропиточного состава, величина которого зависит от ско- 10 рости протяжки материала и вязкости состава, при этом происходит предварительная пропитка материала. Далее он поступает на узел окончательной пропитки и нанесения, где проходит между двумя дозирующими 15 рельефными валками 3 и 4. Опоры валка 3 закреплены неподвижно, а валок 4 под действием своего веса, частично загруженного системой противовесов (не показана) перемещается на тележках 7 по наклонной пло- 20 скости 8 параллельно валку 3 до контакта с ею поверхностью по образующей. Тележки 7 связаны общей жесткой рамой с регулиру емым по усилию пружинным механизмом 9, который окончательно компенсирует вес 25 валка 4, поддерживая "нулевой" зазор меж ду валками 3 и 4, и способствует его прижа тию или отводу при прохождении материала между валками 3 и 4. Наклонная плоскость 8 облегчает перемещение валка 4 до входа 30 его в контакт с поверхностью валка 3 и дает возможность более тонко регулировать уси лие отвода и поджатия валка 4. Таким обра з ом, м а т е р и ал к о н т а кт и ру е т с од н о й стороны с неподвижным валком 3, а с другой 35 стороны -- с подвижным валком 4, который при помощи механизма 9 "следит" за толщи ной проходимого материала и поддержива ет зазор между дозирующими в алками, равный его толщине в данный момент вре- 40 мени. Усилие поджатия подвижного валка 4 механизмом 9 регулируется, исходя из проч ностных характеристик обрабатываемого материала и требований к качеству изделия. Исходя из этого исключается необходи- 45 мость предварительной установки жесткого геометрического зазора между дозирующи ми валками. Пропитка и дозировка наносимого покрытия может осуществляться по несколь- 50 к и м сх е м а м. В оз м о ж н а п р оп и т к а б е з нанесения на обе стороны (фиг.За) определенной толщины покрытия что происходит при вращении дозирующих валков 3 и 4 в направлении противоположном движению 55 материала, которые при этом снимают по крытие с двух сторон материала 9 и одновременно продавливают его в незаполненные поры и капилляры материала, полностью заменяя оставшийся там воздух. Излишки покрытия с поверхности дозирующих валов снимаются ракелями 5, которые в зависимости от направления вращения вала разворачиваются в соответствующее положение и по сливным лоткам 6 возвращаются в ванну 1. Таким образом обеспечивается высокая степень и качество пропитки, т.е. равномерный привес покрытия по вей площади полотна. При пропитке нанесением (фиг.Зб) или только нанесение покрытий (для невпитывающих материалов, таких как полиэтилентерефталат, полиэтилен, полиамид и т.д.) может осуществляться попутное направление вращения дозирующих валков с направлением движения материала и одновременно контактирующих с ним с двух сторон. Механизм пропитки материала в этом случае тот же, что и в предыдущем, а толщина слоя покрытия формируется канавками (ячейками) рельефных дозирующих валов (фиг.2), из которых покрытие переходит на материал в строго дозированном количестве. Ракели очищают поверхность дозирующих валков от излиш ков покрытия. Толщину наносимого покрытия можно регулировать, изменяя отношение скорости дозировочных валков к скорости материала. Пропитка и нанесение покрытий различных по толщине на каждую из сторон материала (фиг.Зв) осуществляется при попутном направлении вращения дозирующих валков, каждый из которых имеет различную скорость вращения, или при вращении одного валка по нап равл ению , совп ад ающ им с движением материала и встречном с движением направления вращения другого дозирующего валка. При требуемой большей разнотолщинности дозирования по сторонам материала толщина наносимого покрытия регулируется установкой дозировочного валка другим количеством канавок на единицу длины валка или формой и глубиной ячеек, обеспечивающих больший перенос покрытия на материал. Данное устройство позволяет получить выококачественные пропитанные материалы с точным двухсторонним покрытием одинаковой или различной толщиной слоя покрытия по сторонам материала. 13011 Фи?.2 Фи?. З Упорядник Замовлення 4094 Техред М.Моргентал Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл.,В Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for double-sided application of coating on lengthy materials
Автори англійськоюStasiuk Ivan Stepanovych, Abramov Volodymyr Mykhailovych, Ohonkov Viachieslav Hrihorievich, Yas Vasyl Mykhailovych, Koniev Vadim Dmitriievich
Назва патенту російськоюУстройство для двухстороннего нанесения покрытия на длинномерные материалы
Автори російськоюСтасюк Иван Степанович, Абрамов Владимир Михайлович, Огоньков Вячеслав Григорьевич, Ясь Василий Михайлович, Конев Вадим Дмитриевич
МПК / Мітки
МПК: B05C 3/02
Мітки: пристрій, покриття, матеріали, нанесення, довгомірні, двостороннього
Код посилання
<a href="https://ua.patents.su/4-13011-pristrijj-dlya-dvostoronnogo-nanesennya-pokrittya-na-dovgomirni-materiali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для двостороннього нанесення покриття на довгомірні матеріали</a>
Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Номер патенту: 12955
Опубліковано: 28.02.1997
Автор: Борченко Дмитро Миколайович
МПК: B05C 19/00
Мітки: пристрій, зовнішню, поверхню, покриття, трубі, нанесення, внутрішню
Формула / Реферат:
(57) 1. Устройство для нанесения покрытия на наружную и внутреннюю поверхность трубы, содержащее трубчатую камеру нанесения с опорами для изделия, присоединительный патрубок конфузорного типа, заслонку и вентилятор, отличающееся тем, что оно снабжено установленным в присоединительном патрубке распылителем, а вентилятор установлен перед распылителем и снабжен нагревателем.2. Устройство по п.1,отличающеес я тем, что оно снабжено...
Пристрій для нанесення покриття на вироби із скла
Номер патенту: 574
Опубліковано: 15.12.1993
Автори: Гойхман Валерій Юрійович, Попович Сергій Андрійович, Марічева Любов Іванівна, Борулько Віктор Іванович, Дудник Тетяна Олександрівна, Шитц Юлій Абрамович, Аткарська Алла Борисівна
МПК: C03C 17/25
Мітки: скла, пристрій, вироби, нанесення, покриття
Формула / Реферат:
Устройство для нанесения покрытия на изделия из стекла, содержащее рабочую камеру и резервуар с раствором материала покрытия, соединенные между собой через систему подачи ислива раствора, отличающееся тем. что оно снабжено системой для создания избыточного давления в резервуаре с раствором, выполненной с датчиком уровня в рабочей камере и реле времени, регулятором давления в резервуаре с исполнительным механизмом его клапана, и подключенным к...
Пристрій для нанесення полімерного покриття довгомірного матеріалу
Номер патенту: 848
Опубліковано: 15.12.1993
Автори: Носов Михайло Павлович, Смирнова Віра Олександрівна, Вагін Микола Іванович
МПК: B05C 3/02
Мітки: полімерного, нанесення, довгомірного, покриття, матеріалу, пристрій
Формула / Реферат:
1. Устройство для нанесения полимерного покрытия на длинномерный материал, содержащее катушку с длинномерным материалом, направляющий ролик, емкость с рабочим раствором, калибр, отверстие которого расположено вдоль продольной его оси, шахту удаления растворителя, транспортирующее и приемное устройства, отличающееся тем, что оно снабжено поплавком, размещенным в емкости с возможностью свободного перемещения на поверхности рабочего раствора, а...
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Погорілий Анатолій Григорович, Яковлев Валерій Анатольович, Вольвач Юрій Олександрович
МПК: B05B 7/16
Мітки: пристрій, виробів, нанесення, покриття, внутрішню, поверхню, детонаційного
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Лінія для нанесення плівкового покриття на панелі

Номер патенту: 510
Опубліковано: 30.04.1993
Автори: Фрідман Роман Аркадійович, Кундін Станіслав Ісакович, Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович
МПК: B28B 11/04, E04F 13/00, B28B 11/00
Мітки: нанесення, панелі, покриття, лінія, плівкового
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Линия для нанесения пленочного покрытия на панели, содержащая раму и установленные на ней бесконечный тяговый орган, приспособления для подачи и резки пленочного покрытия, прижимной механизм, прикатное устройство в виде неприводного барабана, устройство для загиба, подворота и прижима покрытия к внутренней стороне панели, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности работы линии...
Попередній патент: Пульт для дистанційного керування об’єктом
Наступний патент: Спосіб одержання кислотного жовтого моноазобарвника
Випадковий патент: Установка для видалення вибухових речовин із корпусів боєприпасів