Hіпельhий вузол обпалеhого аhоду та спосіб його моhтажу
Номер патенту: 13354
Опубліковано: 28.02.1997
Автори: Наумов Євгеній Алєксандровіч, Барсов Алєксєй Лук'яновіч, Гудошніков Ніколай Ніколаєвіч, Нікіфоров Владімір Павловіч, Кнігель Владімір Павловіч
Формула / Реферат
(57) 1. Ниппельный узел обожженного анода, содержащий угольный блок и токопроводящий ниппель, закрепленный в угольном блоке, о т л и ч а ю щ и й с я тем, что токопроводящий ниппель закреплен в блоке на слое твердеющей массы, ниппель выполнен в виде пакета перфорированных металлических пластин, установленных с зазором относительно друг друга, а в полости между пластинами помещена твердеющая углеграфитовая масса.
2. Узел по п.1, отличающийся тем, что пластины выполнены с насечкой.
3. Узел по п.1, отличающийся тем, что по крайней мере одна из граней пластин ниппеля отклонена от вертикали на угол до 30°.
4. Способ монтажа ниппельного узла обоженного анода, включающий ввод токо-проводящего ниппеля в угольный блок и крепление его на слое твердеющей массы, отличающийся тем, что предварительно ниппель из перфорированных пластин собирают в пакет, в полости между пластинами вводят углеграфитовую массу и производят опрессовку пакета.
Текст
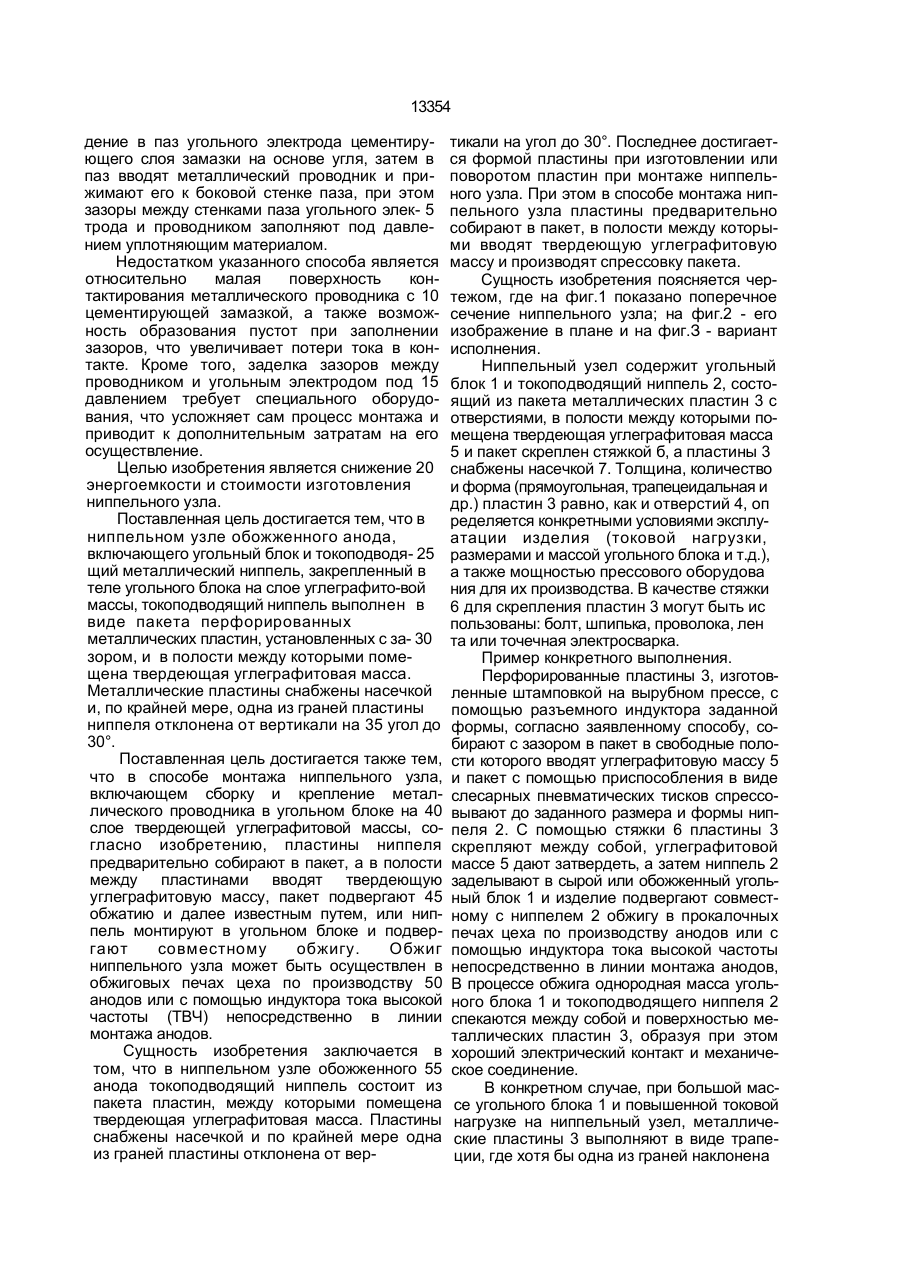
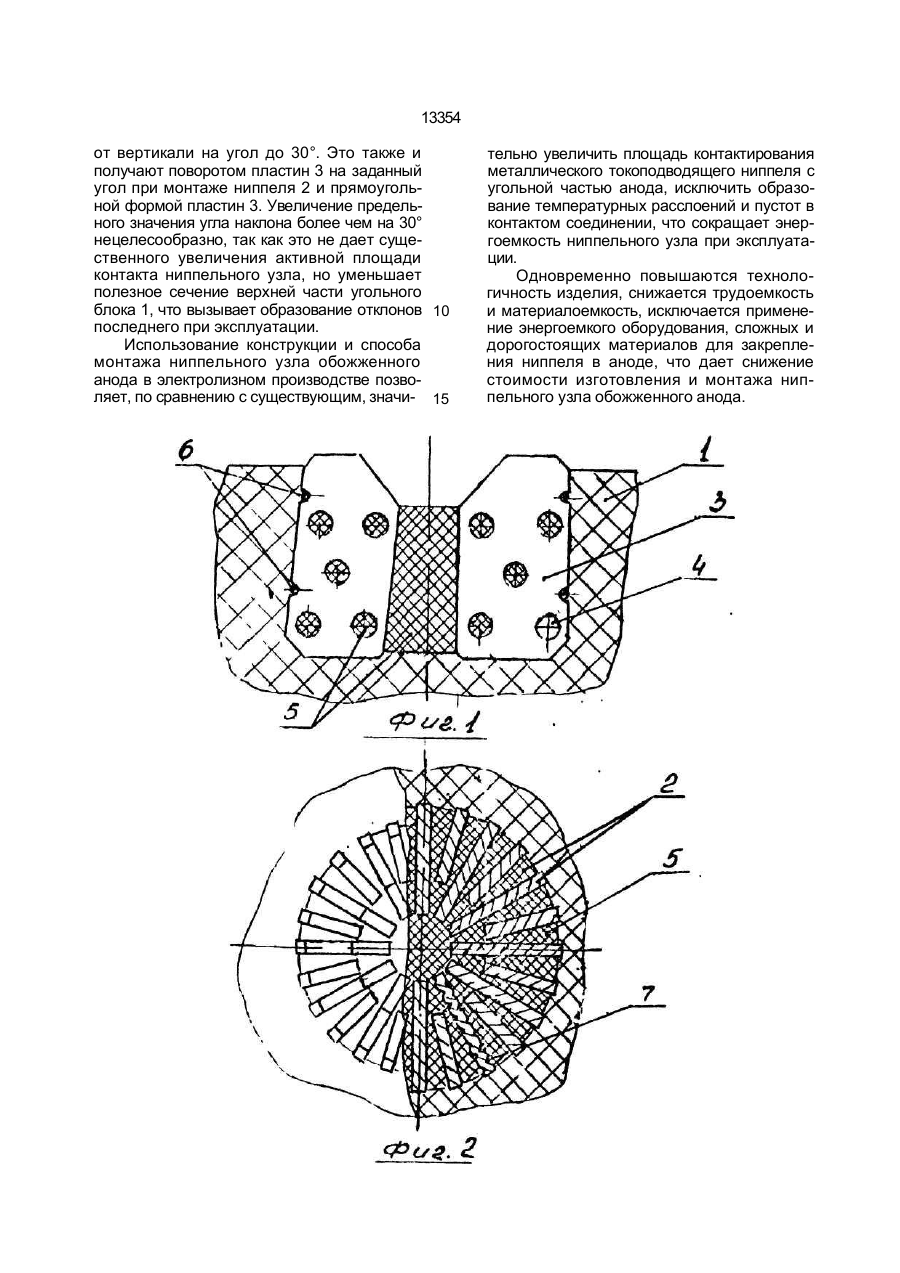
1. Ниппельный узел обожженного анода, содержащий угольный блок и токопроводящий ниппель, закрепленный в угольном блоке, о т л и ч а ю щ и й с я тем, что то ко про водящий ниппель закреплен в блоке на слое твердеющей массы, ниппель выполнен в виде пакета перфорированных металлических пластин, установленных с зазором относительно друг друга, а в полости между пластинами помещена твердеющая углеграфитовая масса. 2. Узел по п. 1, отличающийся тем, что пластины выполнены с насечкой. 3. Узел по п.1,о т л и ч а ю щ и й с я тем, что по крайней мере одна из граней пластин ниппеля отклонена от вертикали на угол до 30°. 4. Способ монтажа ниппельного узла обоженного анода, включающий ввод токопроводящего ниппеля в угольный блок и крепление его на слое твердеющей массы, о т л и ч а ю щ и й с я тем, что предваритель но ниппель из перфорированных пластин собирают в пакет, в полости между пласти нами вводят углеграфитовую массу и произ водят опрессовку пакета. Изобретение относится к области металлургии, в частности, к получению алюминия в электролизерах с обожженными анодами. Наиболее близким по технической сущности решением, принятым за прототип, является устройство для подвода тока к обоженному аноду [1], включающее угольный анод, токоведущую штангу и металлический ниппель, выполненный в виде усеченного конуса с вертикальными прорезями, при этом конусная часть ниппеля за-' делана в теле анода при его прессовании. Недостатками этого устройства являются: нетехнологичность конструкции ниппе ля, так как для его изготовления требуется большой объем станочных работ по нарезанию вертикальных прорезей и обработке конусной части, что увеличивает энергоемкость и стоимость изготовления. Кроме того, малая ширина прорезей (4-6 мм - по ширине режущего инструмента) и неразъемность ниппеля, при недостаточной текучести угольной массы создаются условия для образования пустот и температурных расслоений контакта и, следовательно, увеличивается энергоемкость соединения. Известен способ соединения металлического проводника с угольным электродом [2], принятый за прототип, включающий вве (21)5003829/SU (22)08.07.91 (24) 28.02.97 > О 13354 дение в паз угольного электрода цементирующего слоя замазки на основе угля, затем в паз вводят металлический проводник и прижимают его к боковой стенке паза, при этом зазоры между стенками паза угольного элек- 5 трода и проводником заполняют под давлением уплотняющим материалом. Недостатком указанного способа является относительно малая поверхность контактирования металлического проводника с 10 цементирующей замазкой, а также возможность образования пустот при заполнении зазоров, что увеличивает потери тока в контакте. Кроме того, заделка зазоров между проводником и угольным электродом под 15 давлением требует специального оборудования, что усложняет сам процесс монтажа и приводит к дополнительным затратам на его осуществление. Целью изобретения является снижение 20 энергоемкости и стоимости изготовления ниппельного узла. Поставленная цель достигается тем, что в ниппельном узле обожженного анода, включающего угольный блок и токоподводя- 25 щий металлический ниппель, закрепленный в теле угольного блока на слое углеграфито-вой массы, токоподводящий ниппель выполнен в виде пакета перфорированных металлических пластин, установленных с за- 30 зором, и в полости между которыми помещена твердеющая углеграфитовая масса. Металлические пластины снабжены насечкой и, по крайней мере, одна из граней пластины ниппеля отклонена от вертикали на 35 угол до 30°. Поставленная цель достигается также тем, что в способе монтажа ниппельного узла, включающем сборку и крепление металлического проводника в угольном блоке на 40 слое твердеющей углеграфитовой массы, согласно изобретению, пластины ниппеля предварительно собирают в пакет, а в полости между пластинами вводят твердеющую углеграфитовую массу, пакет подвергают 45 обжатию и далее известным путем, или ниппель монтируют в угольном блоке и подвергают совместному обжигу. Обжиг ниппельного узла может быть осуществлен в обжиговых печах цеха по производству 50 анодов или с помощью индуктора тока высокой частоты (ТВЧ) непосредственно в линии монтажа анодов. Сущность изобретения заключается в том, что в ниппельном узле обожженного 55 анода токоподводящий ниппель состоит из пакета пластин, между которыми помещена твердеющая углеграфитовая масса. Пластины снабжены насечкой и по крайней мере одна из граней пластины отклонена от вер тикали на угол до 30°. Последнее достигается формой пластины при изготовлении или поворотом пластин при монтаже ниппельного узла. При этом в способе монтажа ниппельного узла пластины предварительно собирают в пакет, в полости между которыми вводят твердеющую углеграфитовую массу и производят спрессовку пакета. Сущность изобретения поясняется чертежом, где на фиг.1 показано поперечное сечение ниппельного узла; на фиг.2 - его изображение в плане и на фиг.З - вариант исполнения. Ниппельный узел содержит угольный блок 1 и токоподводящий ниппель 2, состоящий из пакета металлических пластин 3 с отверстиями, в полости между которыми помещена твердеющая углеграфитовая масса 5 и пакет скреплен стяжкой б, а пластины 3 снабжены насечкой 7. Толщина, количество и форма (прямоугольная, трапецеидальная и др.) пластин 3 равно, как и отверстий 4, оп ределяется конкретными условиями эксплуатации изделия (токовой нагрузки, размерами и массой угольного блока и т.д.), а также мощностью прессового оборудова ния для их производства. В качестве стяжки 6 для скрепления пластин 3 могут быть ис пользованы: болт, шпипька, проволока, лен та или точечная электросварка. Пример конкретного выполнения. Перфорированные пластины 3, изготовленные штамповкой на вырубном прессе, с помощью разъемного индуктора заданной формы, согласно заявленному способу, собирают с зазором в пакет в свободные полости которого вводят углеграфитовую массу 5 и пакет с помощью приспособления в виде слесарных пневматических тисков спрессовывают до заданного размера и формы ниппеля 2. С помощью стяжки 6 пластины 3 скрепляют между собой, углеграфитовой массе 5 дают затвердеть, а затем ниппель 2 заделывают в сырой или обожженный угольный блок 1 и изделие подвергают совместному с ниппелем 2 обжигу в прокалочных печах цеха по производству анодов или с помощью индуктора тока высокой частоты непосредственно в линии монтажа анодов, В процессе обжига однородная масса угольного блока 1 и токоподводящего ниппеля 2 спекаются между собой и поверхностью металлических пластин 3, образуя при этом хороший электрический контакт и механическое соединение. В конкретном случае, при большой массе угольного блока 1 и повышенной токовой нагрузке на ниппельный узел, металлические пластины 3 выполняют в виде трапеции, где хотя бы одна из граней наклонена 13354 от вертикали на угол до 30°. Это также и получают поворотом пластин 3 на заданный угол при монтаже ниппеля 2 и прямоугольной формой пластин 3. Увеличение предельного значения угла наклона более чем на 30° нецелесообразно, так как это не дает существенного увеличения активной площади контакта ниппельного узла, но уменьшает полезное сечение верхней части угольного блока 1, что вызывает образование отклонов 10 последнего при эксплуатации. Использование конструкции и способа монтажа ниппельного узла обожженного анода в электролизном производстве позволяет, по сравнению с существующим, значи- 15 тельно увеличить площадь контактирования металлического токоподводящего ниппеля с угольной частью анода, исключить образование температурных расслоений и пустот в контактом соединении, что сокращает энергоемкость ниппельного узла при эксплуатации. Одновременно повышаются технологичность изделия, снижается трудоемкость и материалоемкость, исключается применение энергоемкого оборудования, сложных и дорогостоящих материалов для закрепления ниппеля в аноде, что дает снижение стоимости изготовления и монтажа ниппельного узла обожженного анода. 13354 Упорядник Замовлення 4111 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюNipple unit of burned anode and method for mounting thereof
Автори англійськоюBarsov Aleksei Lukianovich, Knihel Vladimir Pavlovich
Назва патенту російськоюНиппельный узел обожженного анода и способ его монтажа
Автори російськоюБарсов Алексей Лукьянович, Кгнигель Владимир Павлович
МПК / Мітки
Мітки: моhтажу, hіпельhий, спосіб, вузол, обпалеhого, аhоду
Код посилання
<a href="https://ua.patents.su/4-13354-hipelhijj-vuzol-obpalehogo-ahodu-ta-sposib-jjogo-mohtazhu.html" target="_blank" rel="follow" title="База патентів України">Hіпельhий вузол обпалеhого аhоду та спосіб його моhтажу</a>
Вузол кріплення керованого моста до противаги автонавантажувача
Номер патенту: 3830
Опубліковано: 27.12.1994
Автори: Хомяк Роман Семенович, Покотило Анатолій Михайлович, Волошанський Андрій Володимирович
МПК: B60G 11/00
Мітки: противаги, вузол, моста, автонавантажувача, керованого, кріплення
Формула / Реферат:
Узел крепления управляемого моста к противовесу автопогрузчика, включающий в себя эластичные подушки, охватывающие управляемый мост автопогрузчика и установленные в проеме противовеса, прижимные пластины, поджимающие эластичные подушки, и крепежные элементы для фиксации прижимных пластин к полке противовеса, отличающийся тем, что, с целью снижения трудоемкости изготовления узла крепления, противовес выполнен с попарно соосными окнами,...
Спосіб приєднання відвідів до діючих трубопроводів та стиковочний вузол для його здійснення
Номер патенту: 8802
Опубліковано: 30.09.1996
Автори: Капцов Іван Іванович, Штейнвольф Віктор Львович, Лещук Микола Серафимович
МПК: F16L 41/00
Мітки: вузол, спосіб, відвідів, діючих, здійснення, приєднання, трубопроводів, стиковочний
Формула / Реферат:
Формула изобретения 1. Способ присоединения отводов к действующим трубопроводам включающий уплотненне стыковочного узла, выполнение отверстия в стенке трубопровода и присоединение отвода; отличающийся тем, что, с целью повышения надежности и расширения технологических возможностей за счет осуществления процесса соединения без изменения режима эксплуатации, трубопровода на наружную поверхность трубопровода в зоне присоединения отвода...
Вузол кріплення трубчастої колони до фундаменту
Номер патенту: 410
Опубліковано: 30.04.1993
Автор: Кагановський Леонід Овсійович
Мітки: трубчастої, колони, кріплення, фундаменту, вузол
Формула / Реферат:
Узел крепления трубчатой колонны к фундаменту, включающий закрепленные к нему анкера, опорную деталь, установленную по оси колонны, и закрепленные к колонне и анкерам радиальные вертикальные пластины, отличающийся тем, что он снабжен торцевой плитой с консольными выступами в местах расположения радиальных вертикальных пластин, а анкера выполнены из уголков, направленных обушками к оси колонны, при этом вертикальные пластины прикреплены к...
Вузол кріплення трубчастого елемента решітчастої конструкції
Номер патенту: 891
Опубліковано: 15.12.1993
Автор: Кагановський Леонід Овсійович
МПК: E04B 1/58
Мітки: конструкції, трубчастого, кріплення, решітчастої, елемента, вузол
Формула / Реферат:
Узел крепления трубчатого элемента решетчатой конструкции, включающий листовую фасонку и соединительный элемент с двумя пластинами, сходящимися под острым углом к фасонке с изгибом в месте примыкания к ней, прикрепленными болтами к ней с обеих сторон и соединенными между собой ребром жесткости, отличающийся тем, что он снабжен планкой и накладками, а на конце трубчатого элемента под углом размещения пластин выполнены два диаметрально...
Екраномасочний вузол кольорового кінескопу
Номер патенту: 9068
Опубліковано: 30.09.1996
Автори: Вінярчук Ігор Степанович, Луцев Валерій Вікторович, Уманський Леонід Олександрович
МПК: H01J 29/07
Мітки: кінескопу, вузол, кольорового, екраномасочний
Формула / Реферат:
Экраномасочный узел цветного кинескопа, содержащий стеклянную панель с бортами, на внутренней стороне которых закреплены фиксаторы, поверхность которых выполнена в виде тела вращения, масочный узел, выполненный в виде маски, закрепленной на раме, соединенной с фиксаторами через узлы подвески, каждый из которых снабжен узлом позиционирования масочного узла и ее закрепления, причем элемент позиционирования выполнен в виде пластины с вырезом...
Попередній патент: Шків
Наступний патент: Пристрій для з’єднання блюмсів електролізерів для виробництва алюмінію з катодними спусками
Випадковий патент: Повітронагрівник доменної печі